

-
我国是新能源汽车生产大国、消费大国,据工信部统计,2020年,新能源汽车销量达136.7×104辆,新能源汽车保有量达492×104辆,动力电池装车量累计63.6 GWh[1-3]。锂离子动力蓄电池已进入规模化退役、报废期,据估算2020年我国退役动力蓄电池累计约为20×104 t,至2025年将达78×104 t [4]。
我国废锂离子动力蓄电池处理过程普遍采用破碎、焙烧、酸浸等处理工艺,电池中的正极材料容易与酸、氧化剂发生反应,六氟磷酸锂、高氯酸锂等电解质具有强腐蚀性,碳酸二甲酯、碳酸乙烯酯等溶剂具有易燃、易挥发性质[5-6]。废锂离子动力蓄电池集中拆解处理通常会产生含重金属有机废水,含氟、含磷二噁英废气,以及含重金属、氟化物的废渣等污染物,如果处理不当将对生态环境造成严重污染[7]。
近年来,废锂离子动力蓄电池处理行业各种新技术发展较快,自动精准拆解、密闭贫氧焙烧、金属短流程萃取分离等环境友好型工艺装备得到广泛应用。国家有关部门也相继发布《电动汽车动力蓄电池回收利用技术政策(2015年版)》(国家发展和改革委员会2016年第2号)[8]、《废电池污染防治技术政策》(原环境保护部公告2016年第82号)[9]、《新能源汽车废旧动力蓄电池综合利用行业规范条件(2019年本)》(工业和信息化部公告2019年第59号)[10]等技术政策,对提高镍、钴、锰等金属回收利用效率,加强特征污染物防治,引导行业集约化、规模化经营等方面做出规定。但相对而言,行业现行污染控制技术要求尚不全面、具体,针对镍、钴、锰、氟化物、二噁英等特征污染物的排放限值不明确,缺少对于机械化拆解、负压连续作业、废气无组织排放控制等管理规定。
因此,为了适应新时期废锂离子动力蓄电池处理的环境管理要求,进一步强化废锂离子动力蓄电池处理过程的污染防治,2021年8月7日由生态环境部组织制定的《废锂离子动力蓄电池处理污染控制技术规范(试行)》(HJ 1186-2021)[11](以下简称《技术规范》)正式发布,并于2022年1月1日起开始实施。作为国内首个专门针对废锂离子动力蓄电池集中处理过程污染控制的生态环境标准,对废锂离子动力蓄电池处理的总体要求、处理过程污染控制技术要求、污染物排放控制与环境监测要求和运行环境管理要求等方面提出了系统的要求。为促进标准的深入实施,本文从行业概况与污染物排放现状、《技术规范》的主要内容、环境效益与经济技术分析、实施建议等方面对新发布的《技术规范》进行了解读。
-
废锂离子动力蓄电池的处理工艺主要包括物理法、湿法和火法处理工艺技术。如图1(a)所示,物理法处理主要经过破碎、筛分、分选,以及细破碎分选,再通过材料修复工艺修复得到的正负极材料,物理法是一种预处理工艺和再制造工艺的结合[12]。如图1(b)所示,火法处理工艺主要通过高温焚烧、熔炼的方式分解去除有机溶剂、黏结剂等,同时,使得电池中的金属及其化合物氧化、还原等,以便回收金属盐的粗料[13]。火法处理工艺原料适用范围广,工艺操作简单,适合规模化生产,但火法处理能耗大,易产生有害气体,且无法较为系统地对大部分金属和组件进行回收。例如,锂等金属在回收过程中丢失,造成资源的浪费。如图1(c)所示,湿法回收技术主要是针对焙烧、破碎、分选后获得的电池正极活性材料,以化学浸出为手段,将正极活性物质中的金属组分转移至溶液中,再通过萃取、沉淀、吸附等手段,将溶液中的金属以化合物的形式回收[14]。使用湿法冶炼能够较大程度的回收废电池中的稀贵金属和其它金属,且具有较高的回收率和纯度。目前,我国国内形成产业化处理能力的技术路线主要为湿法处理工艺。
-
目前,国内尚无可借鉴的成熟的火法处理工艺,废锂离子动力蓄电池处理行业主要采取湿法处理工艺。根据《排污许可证申请与核发技术规范 废弃资源加工工业》(HJ 1034-2019)[15],如表1所示,典型湿法处理工艺的废气主要是废锂离子动力蓄电池预处理阶段产生的焙烧废气、破碎、分选废气,浸出处理单元产生的废气,分离、提纯和化合物制备单元产生的废气。
1)焙烧环节。焙烧废气在前处理单元的焙烧环节产生,主要污染物为烟尘、二氧化硫、氟化氢、镍及其化合物等,焙烧废气经布袋除尘后进行二级碱液喷淋,最后经排气筒高空排放。
2)粉碎分选环节。粉碎分选废气在预处理单元的破碎、筛分环节产生,主要污染物为粉尘、镍及其化合物,采用集气收集后进行加布袋除尘,后经加排气筒高空排放处理。
3)浸出环节。浸出废气在还原浸出过程产生,主要污染物为硫酸雾或氯化氢,采用酸雾洗涤塔碱液喷淋后经排气筒高空排放处理。
4)分离、提纯和化合物制备环节。分离、提纯和化合物制备废气在有关反应过程产生,主要污染物为硫酸雾或氯化氢、非甲烷总烃。通常先采用碱液喷淋去除酸性气体,再采用吸附/热氧化等方法处理后经排气筒高空排放。
5)无组织排放环节。无组织排放废气产生环节包括预处理单元电解液泄露产生的氟化物、非甲烷总烃,酸浸单元未收集到的酸雾,萃取处理单元逸散的非甲烷总烃、储罐呼吸废气和厂界的颗粒物等。
-
根据《排污许可证申请与核发技术规范 废弃资源加工工业》(HJ 1034-2019)[15],如表2所示,废锂离子动力蓄电池处理行业的生产废水主要来自萃取环节废水、废气处理废水、生活污水和初期雨水等。生产废水排入厂区污水处理站后先经中和、絮凝、沉淀除镍,再经过滤、脱盐等处理,排入废水总排放口。
1)萃取环节废水。废锂离子动力蓄电池处理企业的生产废水主要来自萃取工序产生的萃取废水,含有镍、锰、铜、钴等金属元素,经絮凝、沉淀除镍后,进入厂区污水处理站处理。
2)废气处理废水。焙烧废气经碱液喷淋后产生的废水,废喷淋液含有大量氟化物,含氟废水可回用于酸浸后的溶液除杂质使用,或者直接排入厂区污水处理站。
-
技术规范的内容包括适用范围、规范性引用文件、术语和定义、总体要求、污染控制技术要求、运行环境管理要求和环境应急管理要求共7部分。
-
1)适用对象。由于我国已规模化推广的新能源汽车主要装配锂离子动力蓄电池,且相较于镍氢电池等其他动力蓄电池,废锂离子动力蓄电池的性状、结构及处理技术工艺较为特殊,因此,技术规范的适用对象以废锂离子动力蓄电池为主要原料的加工企业或生产设施为主体,规定了废锂离子动力蓄电池贮存、拆解、焙烧和材料回收过程的污染控制技术要求,以及废锂离子动力蓄电池处理企业运行管理要求。
2)适用业务领域。技术规范适用于废锂离子动力蓄电池拆解、焙烧、破碎、分选和材料回收过程的污染控制,并可用于指导废锂离子动力蓄电池处理有关建设项目的环境影响评价、环境保护设施设计、竣工环境保护验收、排污许可管理等工作。同时,由于储能类锂离子电池和消费类锂离子电池拆解后与动力蓄电池主要部件结构相同,因此也可参照此技术规范执行。需要注意的是,由于技术规范中的“拆解”并非局限于以废锂离子动力蓄电池再生利用为目的的加工过程,也普遍存在于对废锂离子动力蓄电池的梯次利用、翻新使用等加工工程。因此,对应地,标准名称及有关正文中的“处理”一词的语义涵盖范围也相应包括了废锂离子动力蓄电池的梯次利用、翻新使用等加工工程,与《关于印发新能源汽车动力蓄电池回收利用管理暂行办法的通知》(工信部联节〔2018〕43)[16]中的“再生利用”不是等同概念。
-
1)建厂选址。由于废锂离子动力蓄电池处理过程涉及含重金属废水、粉尘和含氟废气等污染物排放,根据《中华人民共和国固体废物污染环境防治法》[17]的规定,《技术规范》明确:废锂离子动力蓄电池处理项目不应在生态保护红线区域、永久基本农田集中区域和其他需要特别保护的区域内选址建厂。
2)污染治理设施。废锂离子动力蓄电池处理工艺中包括贮存、拆解、焙烧、破碎、分选、材料回收等多个环节,为确保各工艺环节产生的废气、废水、废渣等特征污染物妥善处理,《技术规范》明确处理企业应对地面硬化并采取防护措施,并应当配备相应的环境保护设施,对产生的废水、废气及噪声等环境污染物进行处理并达标排放,对产生的固体废物应妥善贮存、利用或处置。
3)处理技术和设备。为促进实现固体废物污染环境防治的减量化、资源化和无害化目标,《技术规范》明确废锂离子动力蓄电池处理企业应优先采用资源利用率高、污染物排放量少的技术、设备。同时,从事电池单体解体活动的废锂离子动力蓄电池处理企业,应至少具备将废锂离子动力蓄电池加工成废电池电极材料粉料的能力。
-
1)规范入厂贮存。为避免废锂离子动力蓄电池自燃引起的环境风险,《技术规范》要求废锂离子动力蓄电池入厂前应进行检测,针对存在漏液、冒烟、漏电、外壳破损等情形的废电池,企业应采用专用容器单独存放并及时处理。同时,《技术规范》要求,贮存上述情形废电池的库房或容器应采用微负压设计,并配备相应的废气收集和处理设施。
2)禁止不当拆解。为避免废锂离子动力蓄电池不当拆解造成电解质泄露污染环境,《技术规范》明确禁止人工解体废锂离子动力蓄电池单体电池,并要求应按照合理程序进行拆解。同时,为防止电池拆解过程中电池破损泄露的电解液挥发释放有毒氟化物气体,《技术规范》要求作业区域需配备废气收集和处理设施。
3)分类管理拆解产物。由于在电池包拆解过程中可能会产生具有急性毒性的含乙二醇蒸汽,容易对拆解工人造成伤害,《技术规范》要求电池包冷却液需负压抽净,并使用专用容器存放,不可随意倾倒。同时,《技术规范》要求拆解产生的固体废物应分类进行管理,并清除电池壳体、连接件、高压线束等部件中的含氯塑料部件,避免后续焙烧环节产生二恶英等有毒有害物质。
-
1)明确预处理工艺目标。针对行业当前多样化的废电池单体预处理工艺路线,《技术规范》并未刻板地进行限制,而是以有效去除电池单体中的电解质、有机溶剂为目标要求,规定所选取的预处理工艺应当包含焙烧、破碎、分选等一种或多种工序,以消除电解质、有机溶剂环境污染风险。
2)加强粉尘治理。由于破碎、分选废电池单体时容易产生大量含重金属粉尘,《技术规范》要求应在负压条件下采用机械化或自动化设备破碎分选含电解质、有机溶剂的电池单体,并要求将收集后的废气导入废气集中处理设施。同时,《技术规范》要求所选取的破碎、分选工艺应使废电池电极材料粉料、集流体和外壳等在后续步骤中得到分离,以便提高镍、钴、锰等金属的回收率,避免因电池外壳铝箔包裹废电池电极材料粉料造成污染。
3)减少持久性有机污染物产生。为了减少持久性有机污染物产生,《技术规范》要求禁止直接焙烧未经拆解的废锂离子动力蓄电池电池包、电池模块;要求电池包中的电池壳体、连接件、高压线束等部件中的含氯塑料成分,必须在焙烧处理前有效清除。
-
1)规范材料回收工艺流程。《技术规范》将材料回收过程分为火法工艺和湿法工艺2个方面。针对火法工艺,要求在进行材料回收前,可根据物料条件和设备要求选择性进行拆解、破碎、分选等工序,经高温冶炼后得到合金材料;针对湿法工艺,要求在进行材料回收前,应当经拆解、焙烧、破碎、分选等1种或多种工序进行预处理,去除废锂离子动力蓄电池中的电解质、有机溶剂,得到可进入浸出工序的废电池电极材料粉料。需要特别说明的是,《技术规范》对火法工艺和湿法工艺预处理环节进行差异性规范的主要原因是,火法工艺处理高温焙烧和冶炼过程温度普遍较高,能够实现含氟电解质、有机溶剂的充分气化、去除,因此可选择性采用拆解、破碎、分选等工序。
2)加强废气污染治理。针对火法工艺处理废锂离子动力蓄电池时产生的大量含氟化物、重金属的废气,《技术规范》要求火法工艺必须采用密闭的工艺设备,防止废气逸出,并配备废气处理设施;针对湿法冶金工艺中酸浸、萃取过程产生的酸雾及反应器通气口、采样口点位存在的废气无组织排放,《技术规范》要求浸出、分离提纯和化合物制备等反应容器通气口、采样口应配备集气装置,并应将废气收集后导入废气集中处理设施。
-
1)明确废气污染物监测因子。废锂离子动力蓄电池处理过程产生的废气主要包括焙烧单元产生的焙烧废气、破碎分选废气,材料回收单元产生的酸浸废气、萃取废气,以及无组织排放废气。其中,焙烧废气在焙烧加工单元的焙烧环节产生,主要污染物为烟尘、二氧化硫、氟化氢、镍及其化合物等、钴及其化合物等;破碎分选废气在焙烧加工单元的破碎、筛分环节产生,主要污染物为粉尘、镍及其化合物、钴及其化合物等;酸浸废气在还原浸出过程产生,主要污染物为硫酸雾或氯化氢等;萃取废气在萃取过程产生,主要污染物为硫酸雾或氯化氢、非甲烷总烃。
2)规范废气排放执行标准。由于我国尚无针对废锂离子动力蓄电池处理的行业强制性排放标准,因此《技术规范》规定火法和湿法处理工艺的废气排放标准执行《大气污染物综合排放标准》(GB 16297)[18],湿法处理工艺预处理焙烧过程废气中二氧化硫、氟及其化合物排放浓度执行《工业炉窑大气污染物排放标准》(GB 9078)[19];对于焙烧、破碎、分选工序,以及火法工艺冶炼工序的钴及其化合物排放限值,参照执行《无机化学工业污染物排放标准》(GB 31573)[20];对于焙烧工序和火法工艺冶炼工序产生的二恶英类排放限值参照执行《危险废物焚烧污染控制标准》(GB 18484)[21]。
3)强化无组织排放废气治理。《技术规范》要求挥发性有机物无组织排放应满足《挥发性有机物无组织排放控制标准》(GB 37822)[22]的规定。无组织排放废气产生环节主要包括焙烧加工单元电解液泄露产生的氟化物、非甲烷总烃,酸浸单元未收集到的酸雾,萃取处理单元逸散的非甲烷总烃,储罐呼吸废气,厂界的颗粒物等。为实现无组织排放的有效控制,关键是加强密封、防止泄露。为此,《技术规范》要求废锂离子动力蓄电池处理过程中,废电池电极材料粉料应采用管道或其他防泄漏、防遗撒的措施输送,生产车间产生的废气收集后应导入废气集中处理设施。
-
1)明确废水产生环节。废锂离子动力蓄电池处理过程产生的废水主要有废放电液、废气吸收废水、生产废水、初期雨水等。其中,废放电液含有盐分、悬浮物等;废气处理废水主要包括火法冶炼或湿法预处理焙烧废气经碱液喷淋后产生的废水,废喷淋液含有氟化物;生产废水来自萃取工序产生的萃取废水,含有第一类污染物镍及锰、铜、钴等重金属。
2)规范废水污染物监测因子和排放执行标准。由于我国尚无针对废锂离子动力蓄电池处理的行业强制性排放标准,因此《技术规范》规定废锂离子动力蓄电池处理企业废水总排放口、车间或生产设施废水排放口的污染物排放浓度,应当符合《污水综合排放标准》(GB 8978)[23]的许可排放限值,监测因子包括流量、pH值、化学需氧量、5日生化需氧量、悬浮物、氨氮、氟化物、总铜、总锰、总镍、总锌、总磷等;企业废水总排放口总钴的排放限值,参照执行《无机化学工业污染物排放标准》(GB 31573)[20]的规定。
3)规范生产废水单独治理要求。针对采用湿法工艺的废锂离子动力蓄电池处理企业,由于废水中含有的一类污染物镍,《技术规范》要求车间生产废水应单独收集处理或回用,以确保实现总镍排放浓度符合《污水综合排放标准》(GB 8978)[23]的要求。同时,《技术规范》要求不应将车间生产废水与其他废水直接混合进行处理。
-
1)规范固体废物分类收集处理。《技术规范》要求废锂离子动力蓄电池处理企业产生的废电路板、废塑料、废金属、废冷却液、火法工艺残渣、废活性炭、废气净化灰渣、生产废水处理污泥等固体废物,应分类收集、贮存、利用处置;属于危险废物且需要委托外单位利用处置的,应交由具有相应资质的企业利用处置。
2)加强噪声污染治理。《技术规范》要求产生噪声的主要设备,如破碎机、泵、风机等应采取基础减振和消声及隔声措施,厂界噪声应符合《工业企业厂界环境噪声排放标准》(GB 12348)[24]的要求。
-
1)规范企业生产运行管理。《技术规范》从规范废锂离子动力蓄电池处理企业运行管理角度出发,对企业的运行条件、人员培训、监测及评估制度进行规定,要求企业运行需要配备经培训过的专业人员、完善的保障制度和有毒有害污染物的监测设备,操作人员、技术人员和管理人员应熟知废锂离子动力蓄电池利用处置工艺流程,相关环境排放标准和处置危险的应急操作程序,并在过程中及时进行记录,以保障企业正常安全运行;为使企业实现达标排放,要求制定规范的监测及评估制度,对污染物实现量化监测。
2)明确企业自行监测要求。《技术规范》要求废锂离子动力蓄电池处理企业应按照有关法律法规和《排污单位自行监测技术指南 总则》(HJ 819)[25]的要求,建立企业监测制度,制定监测方案,对主要污染物排放状况开展自行监测,保存原始监测记录,并公布监测结果,并定期对废锂离子动力蓄电池污染物排放情况进行监测和评估,必要时应采取改进措施。同时,《技术规范》在附录A中列示了主要污染物的排放监测要求,在附录B中列示了空气质量、土壤和地下水环境的监测要求,在行业自行监测管理要求发布前,废锂离子动力蓄电池处理企业的自行监测参照附录A和附录B列示的监测要求执行。
-
1)加大宣传培训力度。废动力蓄电池处理行业即将进入爆发式增长的前夜,但由于行业发展时间相对较短,相关的环境管理要求还不够明确,企业管理能力及从业人员专业化水平参差不齐,企业的环境管理能力已成为制约健康快速发展的瓶颈。本《技术规范》是首个从生态环境管理角度发布的针对废锂离子动力蓄电池处理行业的技术规范,对废锂离子动力蓄电池火法和湿法处理工艺的过程污染控制、末端污染控制和日常环境监测提出了精细化管理要求,环境管理内容多、技术要求高,应加大对企业和生态环境主管部门的培训,指导做好废锂离子动力蓄电池处理污染防治工作。
2)加强企业环境监管。废锂离子动力电池含有镍、钴、锰等重金属以及含氟电解质等有毒有害物质,处理工艺涉及破碎、焙烧、酸浸、萃取、电解等多个过程,受原料复杂和具体处理工艺多变影响,呈现出污染物产生环节多、产生情况复杂的特点。建议加强废锂离子动力蓄电池处理企业环境监管,采用定期和非定期相结合的方式对工业固体废物管理台账、环境保护设施、自行监测数据开展检查,加大环境执法力度,提高企业违法成本。
3)及时开展标准实施评估。由于当前我国废锂离子动力蓄电池处理行业总体仍处于发展的初级阶段,废锂离子动力蓄电池的回收利用还未真正形成规模和成熟的商业模式,可借鉴参考的成熟工程项目相对有限,因此《技术规范》最终以试行版本发布。建议结合行业环境监管工作,及时开展《技术规范》实施效果评估,必要时开展《技术规范》的修订。
《废锂离子动力蓄电池处理污染控制技术规范(试行)》(HJ 1186-2021)解读及实施建议
Interpretation and implementation suggestions of Technical Specification of Pollution Control for Treatment of Waste Lithium-ion Battery(HJ 1186-2021)
-
摘要: 为促进相关单位准确理解《废锂离子动力蓄电池处理污染控制技术规范(试行)》(HJ 1186-2021)各条款,推动废锂离子动力蓄电池处理行业全面执行环境管理技术要求,结合行业典型工艺路线、特征污染物排放和环境污染防治措施现状,对新发布的技术规范进行了解读。技术规范的实施将推动废锂离子动力电池处理行业开展技术改造,进一步提高重金属、氟化物等污染防治水平,以促进中国废锂离子动力蓄电池处理行业绿色发展。Abstract: In order to promote the relevant units to accurately comprehend the provisions of the "Technical Specification of Pollution Control for Treatment of Waste Lithium-ion Battery (Trial)" (HJ 1186-2021) and to promote the implementation of this environmental management technical requirements in the waste lithium-ion power battery treatment industry, this paper clarified the typical technical process routes, characteristic pollutant emissions and the current status of environmental pollution prevention measures to interpret the newly released technical specification. The implementation of technical specifications will accelerate the technical transformation of the waste lithium-ion power battery processing industry and the pollution prevention of heavy metals and fluorides, so as to promote the green development of the waste lithium-ion power battery processing industry in China.
-
Key words:
- waste lithium-ion battery /
- treatment /
- pollution control /
- interpretation
-
随着我国工业化和城市化的迅速发展,能源消耗日益增长,城市人口迅速膨胀,机动车保有量激增,导致NOx、一氧化碳(CO)和VOCs等臭氧(O3)前体物排放量不断增加[1-4],O3逐渐成为我国城市环境空气的主要污染物,严重威胁了人类健康和植物生长[5],也引起了众多学者的广泛关注. 近年来,大量研究围绕光化学烟雾和臭氧污染展开,结果表明,在短期内排放源大致不变的情况下,气象条件是影响臭氧污染最重要的因素,臭氧污染典型气象条件表现为太阳辐射强、气温高、相对湿度适宜、地面小风速及特定的风向[6-9].
宁夏回族自治区地处中国西北部内陆,气候干燥、太阳辐射强,日照时间长[10],为臭氧前体物的转化提供了有利的气象条件,加之近年来,受城市化及宁东能源化工基地(简称“宁东基地”)污染排放影响,造成宁夏臭氧污染天气频发. 特别是2017年银川市日最大8小时浓度(O3−8 h)值超出二级标准,达到轻度及以上污染达48 d,臭氧污染引起了自治区政府及相关部门高度重视. 近年来,学者们对银川市臭氧污染及气象条件特征等方面开展了分析研究[11-14],结果表明,银川市臭氧浓度日变化呈单峰性,午后易出现臭氧超标,臭氧浓度与紫外辐射强度和气温呈正相关、与相对湿度呈负相关. 目前,对宁夏其它地市的臭氧污染的气象条件特征研究较少,宁夏臭氧污染预报预警技术支撑薄弱. 按中国气象局要求,从2018年起,每年5—9月全国各省市开展臭氧污染气象条件等级预报业务,但由于缺乏技术支撑,目前宁夏臭氧污染气象条件等级预报业务也仅是以经验为主,随意性大,精细化程度不够,预报服务效果不理性.
本文针对宁夏臭氧污染现状及臭氧污染等级客观精细化预报服务业务需求,利用环境和气象数据,采用相关性分析和概率统计方法,从臭氧污染高影响气象因子着手,在分析各地市臭氧污染气象条件特征基础上,综合考虑各气象因子对臭氧生成的贡献大小,建立宁夏臭氧污染气象条件评价指标体系;基于评分及预报效果检验评估结果,参照《全国臭氧气象预报业务规范》,建立臭氧污染气象条件指数预报模型和等级预报标准. 研究结果将为宁夏臭氧污染气象条件客观化精细化预报提供技术支撑,实现臭氧污染气象条件定量化精细化监测,为宁夏各地市臭氧污染预报预警及科学应对臭氧污染提供技术支撑和决策参考.
1. 实验部分(Experimental section)
1.1 数据来源
环境空气质量数据来源于宁夏回族自治区生态环境监测站提供的2017—2020年宁夏五地市(银川市、石嘴山市、吴忠市、中卫市、固原市)18个环境空气质量国控监测点及宁东基地5个区控监测点O3质量浓度逐小时数据和城市O3−8 h数据. 同期气象数据来源于宁夏气象信息中心,为距离环境监测点最近的自动气象站逐小时气温、相对湿度、风速、风向、总云量、降水等,其中,2017—2019年总云量资料为银川市、中卫市和固原市气象站保留3次人工观测的中午14时总云量数据,用于臭氧污染气象条件指数预报模型建立;另外,还使用了风云4号卫星反演的2020年五地市及宁东地区总云量资料,用于指数预报模型预报效果检验评估. 宁夏行政区划及环境空气监测站点和气象观测站点位置见图1.
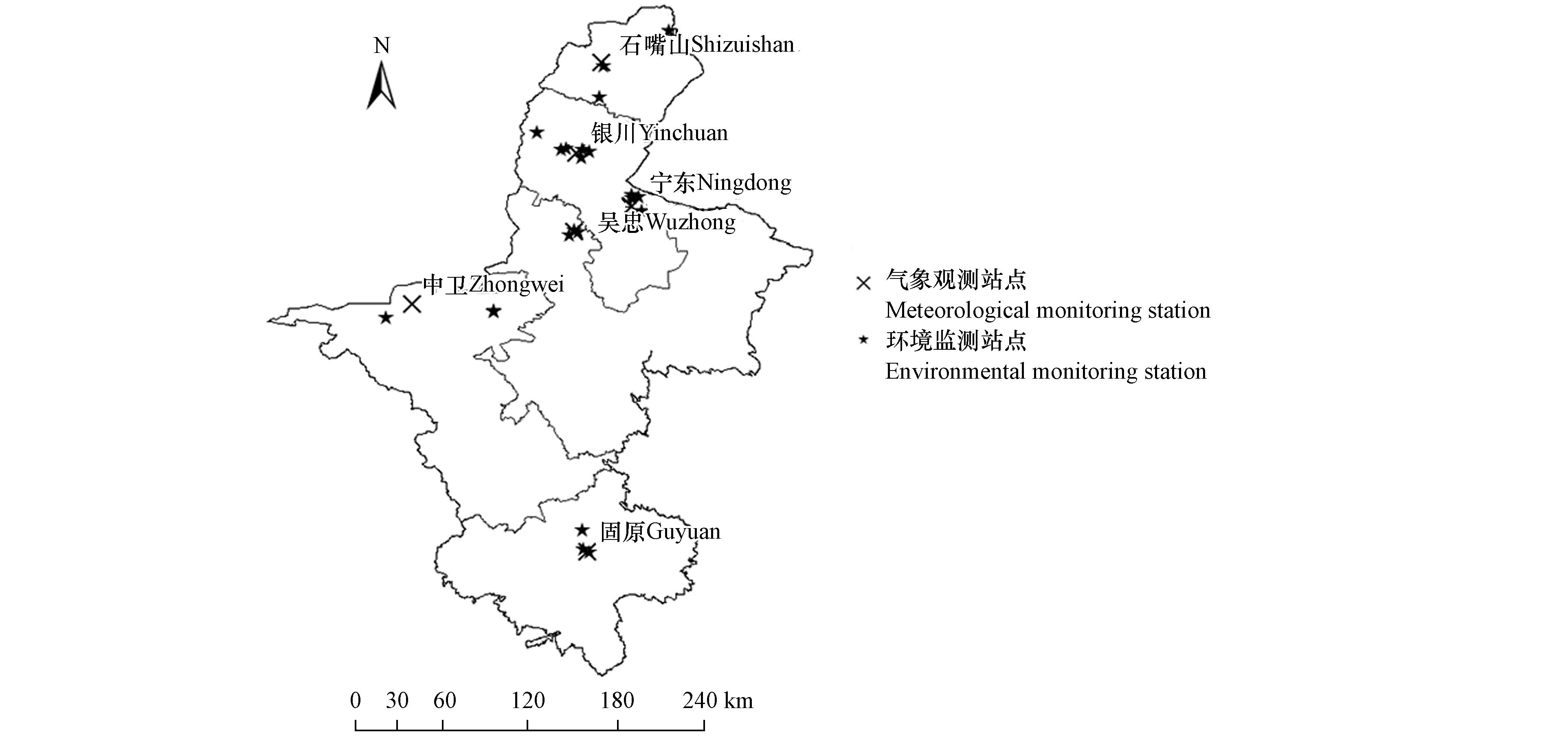 图 1 宁夏环境空气自动监测站点和气象观测站点分布Figure 1. Distribution of ambient air automatic monitoring stations and meteorological observation stations in Ningxia
图 1 宁夏环境空气自动监测站点和气象观测站点分布Figure 1. Distribution of ambient air automatic monitoring stations and meteorological observation stations in Ningxia1.2 分析方法
臭氧超标率(E)定义:根据《环境空气质量指数(AQI)技术规定》(HJ 633—2012)臭氧二级标准为1 h平均浓度大于200 μg·m−3.
E=t1t×100% (1) 式(1)中,t1是某个时间段内臭氧浓度超出200 μg·m−3的时次,t是总时次,E为臭氧超标率.
太阳辐射强度是影响臭氧浓度变化的重要原因之一,太阳辐射强弱又与温度有关[15],因此分析温度对臭氧污染的影响非常重要. 本文参考相关文献[16],统计不同度区间的臭氧平均浓度和超标率,分别将气温与其他气象因子联立,统计联立后的臭氧平均浓度和超标率,即以气温为参照,研究其他气象因子对臭氧平均浓度和超标率的影响,从而确定所有气象因子的影响权重,最后得出指数预报模型及等级预报分级标准.
2. 结果与讨论(Results and discussion)
2.1 气象因子与臭氧浓度的关联性分析
研究表明,臭氧是二次污染物,主要来源于挥发性有机物(VOCs)和氮氧化物(NOx)的光化学反应[17-18]。本文选取了白天的臭氧浓度和气象要素进行相关性分析,结果表明,各地臭氧浓度与气温均呈明显正相关,相关系数为0.64—0.72;与相对湿度均呈较明显负相关,相关系数−0.36—−0.55;与风速呈弱正相关,相关系数0.11—0.32. 由于风向用0—360数值表示,如:北风用0标记,东风用90标记;总云量用0—10的整数数据标记,如晴天无云标记为0,满天云系标记为10成云;宁夏全年降水过程较少,无降水或微量降水自动气象观测均标记为0,而臭氧浓度数值变化范围较大,因此,臭氧浓度与风向、总云量和降水量的相关性不明显(见表1).
表 1 宁夏五地市及宁东基地气象要素与臭氧浓度相关系数Table 1. Correlation coefficients of meteorological elements and ozone concentration in five cities of Ningxia and Ningdong base站点Station 气温Temperature 湿度Humidity 风速Wind speed 风向Wind direction 云量Cloud cover 降水量Precipitation 银川 0.67 −0.36 0.18 0.013 −0.022 −0.039 石嘴山 0.71 −0.49 0.24 −0.018 −0.021 0.041 吴忠 0.69 −0.42 0.23 0.015 −0.101 −0.059 中卫 0.71 −0.49 0.24 −0.102 −0.026 0.026 固原 0.64 −0.55 0.32 −0.032 0.025 −0.132 宁东 0.72 −0.42 0.11 0.011 −0.011 −0.021 全区平均 0.69 −0.46 0.22 −0.019 −0.026 −0.031 | Show Table DownLoad:
CSV
DownLoad:
CSV
2.2 气象因子对臭氧浓度的影响
为进一步探讨气象要素变化对臭氧浓度的影响,通过对2017—2019年宁夏5个地市及宁东基地臭氧浓度和超标率进行分类统计发现,气温、相对湿度、风速、云量、降水等气象要素对臭氧浓度和超标率都有影响. 各地臭氧浓度和超标率均随气温升高而升高,气温超过30℃时,各地平均臭氧浓度和超标率分别为130.3—184.0 μg·m−3、0.1 %—19.2%. 各地臭氧浓度和超标率均随湿度增大而减小,较干燥的环境(相对湿度≤55%)臭氧浓度和超标率相对较高,各地分别为95.1—134.7 μg·m−3、0.1%—6.0%,相对湿度在55%以上时臭氧浓度和超标率较低. 风速小于1 m·s−1时,各地臭氧浓度和超标率均较低,风速在2—3 m·s−1之间时,臭氧浓度和超标率相对较高,各地分别为96.2—124.2 μg·m−3、0.2%—4.9%,风速在5 m·s−1及以上时,臭氧浓度也较高,但不易出现超标. 不同风向下各地臭氧浓度和超标率无明显变化. 云量对臭氧影响表现为:云量在0—3成的晴天各地臭氧平均浓度和超标率均较高,分别为112.4—149.0 μg·m−3、0.9%—7.9%,云量在4—10成的多云或阴天较低. 降水对臭氧浓度和超标率也有一定影响,无雨时臭氧浓度和超标率分别为102.8—135.8 μg·m−3、0.5%—3.0%,小时雨量大于1 mm,臭氧浓度明显降低,除银川超标率为1.6 %外,其它地市未出现臭氧浓度超标.
2.3 气象因子联合对臭氧浓度的影响
为了突出温度对臭氧浓度的影响并兼顾考虑其它气象因子的影响,以银川市为例,对气象因子联合对臭氧浓度的影响进行分析. 结果表明,当气温在30℃以上,相对湿度在15%—55%之间,臭氧浓度和超标率均较高,分别在149.7—189.2 μg·m−3、8.2%—23.9%之间;湿度大于55%,臭氧浓度和超标率相对较低(见图2). 云量对于臭氧浓度和超标率的影响也与温度密切相关,阴天臭氧浓度和超标率均较低;当气温在30℃以上,云量在0—3成的晴好天气,臭氧浓度和超标率均增大,分别在202.1—218.9 μg·m−3、12.5%—19.2%之间(见图3). 风速对于臭氧浓度的影响,在不同的温度区间下表现也不一样,温度在25℃以下,臭氧浓度相对较低,不会引起臭氧超标,当温度大于30℃,风速在2—3 m·s−1之间时,臭氧浓度和超标率均明显增大,分别在157.0—171.0 μg·m−3、10.8%—23.1%之间,风速在5 m·s−1及以上时,臭氧浓度也较高,但不易出现超标(见图4). 风向对臭氧超标率的影响也与温度密切相关,温度在25℃以下,不同风向下的臭氧超标率都很小,当气温在30℃以上,不同风向下的臭氧浓度和超标率都较大,分别在152.1—179.8 μg·m−3、9.4%—29.5%之间(图略),进一步说明温度是影响臭氧浓度的最主要因子,风向对臭氧浓度影响较小.
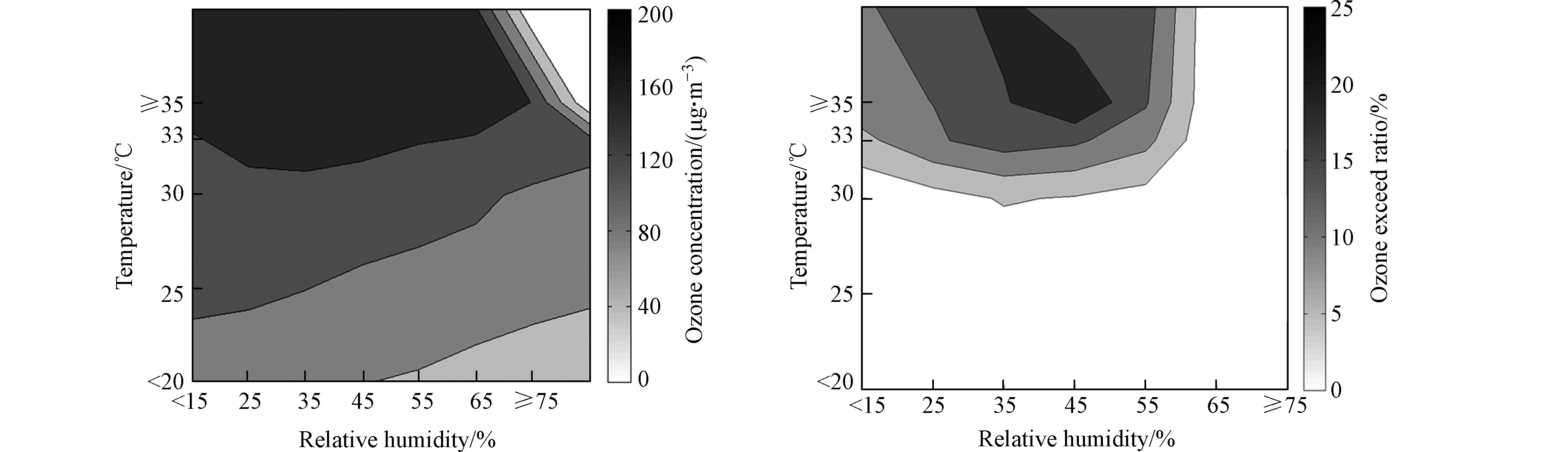 图 2 气温与湿度联合对臭氧浓度及超标率的影响Figure 2. The combined effect of temperature and humidity on ozone concentration and over standard rate
图 2 气温与湿度联合对臭氧浓度及超标率的影响Figure 2. The combined effect of temperature and humidity on ozone concentration and over standard rate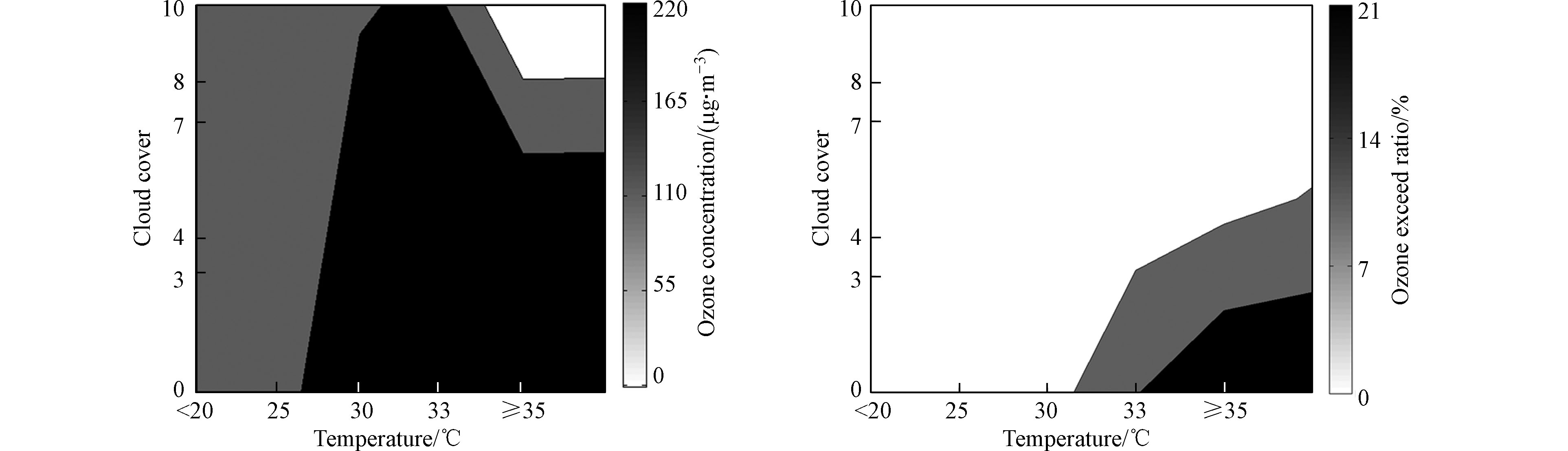 图 3 气温与云量联合对臭氧浓度及超标率的影响Figure 3. The combined effect of air temperature and cloud cover on ozone concentration and over standard rate
图 3 气温与云量联合对臭氧浓度及超标率的影响Figure 3. The combined effect of air temperature and cloud cover on ozone concentration and over standard rate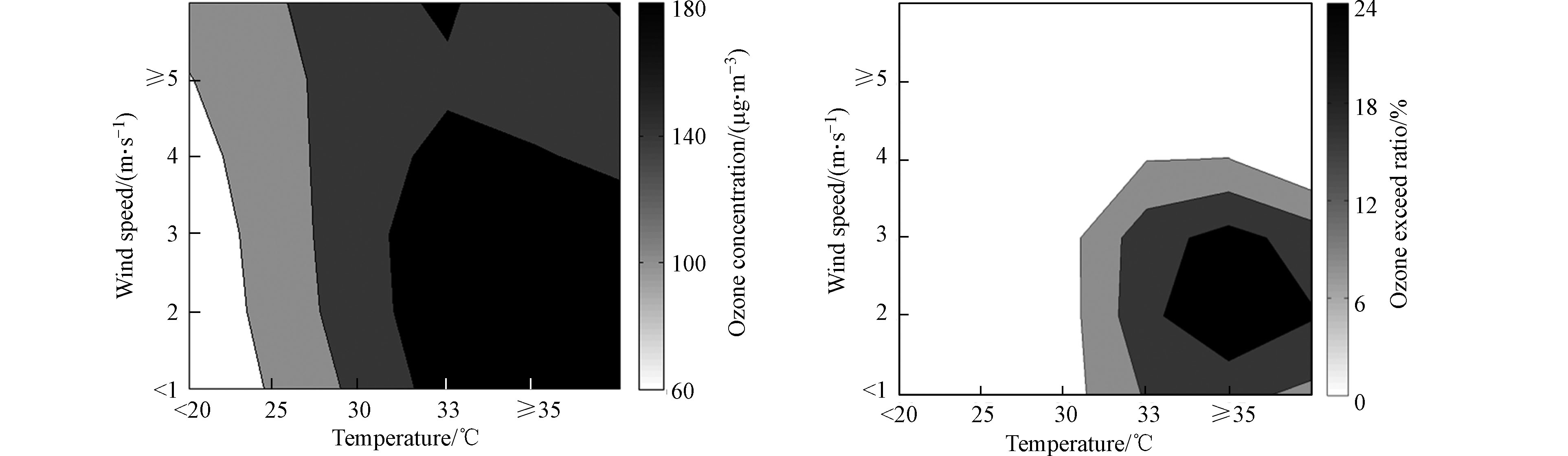 图 4 气温与风速联合对臭氧浓度及超标率的影响Figure 4. The combined effect of temperature and wind speed on ozone concentration and over standard rate
图 4 气温与风速联合对臭氧浓度及超标率的影响Figure 4. The combined effect of temperature and wind speed on ozone concentration and over standard rate分析结果表明,气温超过30℃时,当相对湿度在15%—55%之间、云量小于3成、风速在2—3 m·s−1之间时,臭氧浓度和超标率均较高.
2.4 臭氧污染气象条件评分体系建立
从以上分析看,温度是臭氧污染的高敏感的气象因子[19],臭氧浓度和超标率随着气温升高而明显升高,相对湿度、云量、风速对臭氧浓度的影响也较为明显,降水也有一定影响,但宁夏属于干旱少雨地区,全年各地降水次数少,同时降雨时气温也相对较低,湿度也较大,这两个气象要素也可间接代表降水对臭氧浓度影响,风向对臭氧浓度和超标率的影响不明显.
基于上述分析结果,选取气温、相对湿度、云量、风速做为臭氧污染气象条件评价气象因子,将温度作为臭氧污染的高敏感的气象因子,综合考虑五地市及宁东地区不同温度区间的臭氧浓度和超标率大小进行气温基础(Ts)评分,平均浓度越大、超标率越高,评分愈大. 评分规则为:臭氧平均浓度在80 μg·m−3以下得0分,80—100 μg·m−3得1分,100—120 μg·m−3得2分,以此类推,浓度每增加20 μg·m−3增加1分;超标率为0时得0分,0—2%得1分,2%—4%得2分,以此类推,超标率每增加2%增加1分,各地市气温基础分为臭氧浓度和超标率得分的平均值(见表2). 从表2可看出,银川市、石嘴山市、吴忠市、中卫市、固原市、宁东气温基础分最高值分别为8分、8分、5分、4分、3分、5分,南北差异较大,由于银川市和石嘴山市是宁夏臭氧污染最严重的区域,臭氧浓度高,易出现臭氧超标[13],气温基础分较高;而固原市臭氧浓度为全区最低,且不易出现臭氧超标,气温基础分最低,评分结果符合宁夏臭氧污染实际状况.
表 2 气温基础分(Ts)Table 2. Basic temperature score (Ts)站点Station 气温/℃ Temperature T< 20 20≤T<25 25≤T<30 30≤T<33 33≤T<35 T≥ 35 银川 平均浓度/(μg·m−3) 70.8 99.7 133.4 159.4 165.5 184.0 超标率(E)/% 0.0 0.3 4.2 10.8 12.8 19.2 气温基础分(Ts) 0 1 3 5 6 8 石嘴山 平均浓度/(μg·m−3) 76.4 104.9 132.9 157.1 167.0 181.1 超标率(E)/% 0.0 0.0 1.5 10.3 12.1 18.6 气温基础分(Ts) 0 1 2 5 6 8 吴忠 平均浓度/(μg·m−3) 67.5 91.9 121.8 141.3 143.5 150.4 超标率(E)/% 0.0 0.1 0.7 2.8 6.5 10.8 气温基础分(Ts) 0 1 2 3 4 5 中卫 平均浓度/(μg·m−3) 71.4 101.8 122.9 138.2 143.0 144.5 超标率(E)/% 0.0 0.0 0.2 0.7 3.1 6.5 气温基础分(Ts) 0 1 2 2 3 4 固原 平均浓度/(μg·m−3) 69.6 101.9 118.8 130.3 144.7 超标率(E)/% 0.0 0.0 0.0 0.1 2.1 气温基础分(Ts) 0 1 1 2 3 宁东 平均浓度/(μg·m−3) 74.4 99.4 121.1 141.2 144.4 165.8 超标率(E)/% 0.0 0.1 0.4 2.2 6.2 8.1 气温基础分(Ts) 0 1 2 3 4 5 | Show TableDownLoad:
CSV
以银川市为例,基于上述分析并结合相关研究成果[13-14],气温与相对湿度联合评分结果(见表3),表明了在同样的气温条件下,不同湿度对臭氧形成贡献不一样,例如温度在33—35℃之间时,相对湿度在15%—55%之间,评分为8分,大于气温基础分6分,说明该等级下相对湿度在15%—55%之间对臭氧的生成有促进作用;温度在33—35℃之间时,相对湿度≥65%,评分为5分,小于气温基础分6分,说明该等级下湿度≥65%对臭氧浓度有削弱作用. 参考相关文献[16],各气象因子单独评分为气温与其它气象因子联合评分减去气温基础分.
表 3 气温与相对湿度联合评分Table 3. Combined scores of temperature and relative humidity相对湿度(Rhs)/%Relative humidity 气温/℃Temperature T<20 20≤T<25 25≤T<30 30≤T<33 33≤T<35 T≥35 Rh<15 0 1 3 6 7 9 15≤Rh<25 0 1 3 7 8 10 25≤Rh<35 0 1 3 7 8 10 35≤Rh<45 0 1 3 7 8 10 45≤Rh<55 0 1 3 5 6 8 55≤Rh<65 0 1 3 5 6 8 65≤Rh<75 0 1 3 4 5 7 Rh≥75 0 1 3 4 5 7 气温基础分(Ts) 0 1 3 5 6 8 | Show TableDownLoad:
CSV
银川市相对湿度单独评分:将气温与相对湿度联合评分减去气温基础分得到相对湿度单独评分(见表4). 从表4可看出,湿度对臭氧浓度的作用,正值表示对臭氧生成有促进作用,负值表示对臭氧的生成有减弱作用. 气温超过30℃时,相对湿度在15%—55%之间,最有利臭氧生成,相对湿度超过65%以上时,不利于臭氧的生成.
表 4 单独评分(联合评分−气温基础分)Table 4. Individual scores (joint score-basic temperature score)气象要素Meteorological element 气温/℃ Temperature T<20 20≤T<25 25≤T<30 30≤T<33 33≤T<35 T≥35 相对湿度/% Rh<15 0 0 0 1 1 1 15≤Rh<25 0 0 0 2 2 2 25≤Rh<35 0 0 0 2 2 2 35≤Rh<45 0 0 0 2 2 2 45≤Rh<55 0 0 0 0 0 0 55≤Rh<65 0 0 0 0 0 0 65≤Rh<75 0 0 0 −1 −1 −1 Rh≥75 0 0 0 −1 −1 −1 总云量/成 0—3 0 0 0 1 1 1 4—7 0 0 0 0 0 0 8—10 0 0 0 −1 −1 −1 风速/(m·s−1) V<1 0 0 0 0 0 0 1≤V<2 0 0 0 1 1 1 2≤V<3 0 0 0 1 1 1 3≤V<4 0 0 0 0 0 0 4≤V<5 0 0 0 −1 −1 −1 V≥5 0 0 0 −1 −1 −1 | Show TableDownLoad:
CSV
银川市云量单独评分:将气温与云量联合评分减去气温基础分得到云量单独评分(见表4). 从表4可看出云量对臭氧浓度的作用,正值表示对臭氧生成有促进作用,负值表示对臭氧的生成有减弱作用. 气温超过30℃时,云量小于3成,最有利臭氧生成,云量超过8成,不利于臭氧的生成.
银川市风速单独评分:将气温与风速联合评分减去气温基础分得到风速单独评分(见表4). 从表4可看出风速对臭氧浓度的作用,正值表示对臭氧生成有促进作用,负值表示对臭氧的生成有减弱作用. 当气温超过30℃时,风速1—3 m·s−1最有利于臭氧生成,风速大于4 m·s−1不利于臭氧的生成.
由于气象因子对各地市臭氧浓度的影响较一致,气温基础分差异较大,气温与其它气象因子联合评分也会有明显差异,但两者的差值一致,所以各地市除气温外的其它气象因子单独评分均采用表4评分结果.
另外,由于宁夏属于高海拔、高辐射地区,五地市及宁东代表站海拔高度在1110.9—1753 m之间,海拔高度最低为银川市,海拔高度最高为固原市,地势南高北低,南北差异明显. 研究也表明,随着海拔高度增加,近地面紫外辐射强度也增加[20],而太阳紫外线辐射强度与臭氧浓度呈正比[13-14]. 从表2也可看出,宁夏自北向南臭氧超标率明显降低,但臭氧浓度降低不明显,由于无紫外线辐射强度客观预报模式产品,为使臭氧污染气象条件指数预报模型算法实现业务化,且突出紫外线辐射对臭氧浓度影响,将海拔高度引入评分体系(Hbs). 综合考虑宁夏各地下垫面特征、污染排放特征等,评分规则为:海拔高度在1500 m以下,评分为0分,超过1500 m评分为1分.
2.5 臭氧污染气象条件预报模型及分级标准
综合各气象因子并考虑太阳辐射对臭氧污染的影响,将海拔高度引入预报评价模型,给出的宁夏臭氧污染气象条件指数(OPMCI)预报模型为:
OPMCI=Ts+Rhs+Cls+WSs+Hbs (2) 式(2)中,Ts为各地市气温基础评分,Rhs为相对湿度单独评分,Cls为总云量单独评分,WSs为风速单独评分,Hbs为海拔高度评分.
根据宁夏臭氧污染气象条件指数OPMCI总评分,参照《全国臭氧气象预报业务规范》,将OPMCI从小到大分为1—6级,从不易臭氧污染到极易臭氧污染,建立了臭氧污染气象条件指数预报模型和等级预报标准. 从2017—2020年宁夏各地市臭氧污染状况看,污染级别为轻度及以下,出现4级中度臭氧污染的天数也较少,未出现5级及以上重度臭氧污染. 为建立与宁夏臭氧污染实际情况相适应且对臭氧污染预报有指导意义的气象条件等级预报标准,等级预报分级标准评分区间的划分预留了5级评分,排除了6级预报结果(见表5).
表 5 臭氧污染气象条件预报分级标准及等级描述Table 5. Classification standards and descriptions of meteorological conditions for ozone pollution臭氧污染气象条件指数OPMCI总评分Classification standards and descriptions of meteorological 等级Grade 描述Description ≤2分 1级 很不利于臭氧生成 3—5分 2级 不利于臭氧生成 6—8分 3级 较利于臭氧生成 9—10分 4级 有利于臭氧生成 11—12分 5级 非常有利于臭氧生成 >12分 6级 极有利于臭氧生成 | Show TableDownLoad:
CSV
2.6 预报效果检验评估
基于臭氧污染气象条件评分标准、指数预报模型及等级预报分级标准,对2020年5—9月宁夏五地市及宁东基地进行逐时臭氧污染气象条件等级预报,统计了不同等级下的臭氧浓度和超标率. 并依据《环境空气质量指数(AQI)技术规定》(HJ 633—2012),对2020年5—9月宁夏五地市及宁东基地臭氧浓度进行了分级. 结果表明,银川市、石嘴山市臭氧污染气象条件等级预报为1—5级,吴忠市、中卫市、宁东基地为1—3级,固原市为1—2级,且气象条件等级越高,各地臭氧浓度和超标率也越大(见图5). 臭氧污染气象条件等级预报与臭氧污染等级相一致的准确率银川市为77.4%、石嘴山市为87.9%、吴忠市为89.5%、中卫市为93.4%、固原市为99.9%、宁东基地为92.1% ,各地臭氧污染气象条件等级预报与臭氧浓度实际等级较为一致,其中,银川市等级预报准确率最低,固原市最高,也说明了银川市作为宁夏首府城市,随着城市人口增多,汽车保有量增大,本地及其周边污染企业臭氧前体物的排放和输送,加之有利于臭氧浓度升高的气象条件对臭氧污染的影响较大,而固原市为宁夏经济最不发达地区,人口和污染企业少、海拔高、辐射强,气象条件对臭氧污染的影响较大. 检验评估结果符合宁夏臭氧污染实际情况,指数预报模型算法及等级预报分级标准可为宁夏臭氧污染气象条件客观精细化预报业务提供技术支撑,对臭氧污染预报有指导意义.
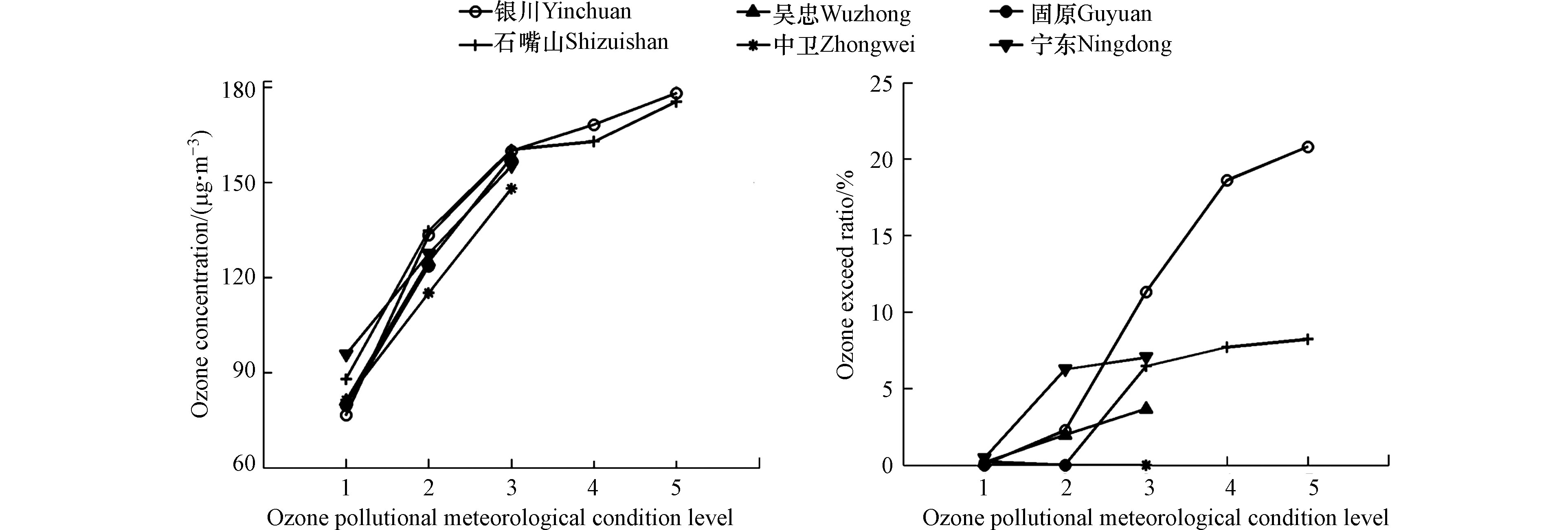 图 5 臭氧污染气象条件等级预报效果检验评估Figure 5. Inspection and evaluation of the forecast effect of ozone pollution meteorological conditions
图 5 臭氧污染气象条件等级预报效果检验评估Figure 5. Inspection and evaluation of the forecast effect of ozone pollution meteorological conditions3. 结论(Conclusion)
(1)宁夏各地市臭氧浓度与气温均呈明显正相关,相关系数为0.64—0.72,臭氧浓度和超标率随着气温升高而明显升高;与相对湿度呈较明显负相关,相关系数−0.36—−0.55,相对湿度≤55%的较干燥的环境臭氧浓度和超标率相对较高;与风速呈弱正相关,相关系数0.11—0.32,风速在2—3 m·s−1之间时,臭氧浓度和超标率较高;与风向的相关性不明显,不同风向下的臭氧浓度和超标率变化不明显;与总云量相关性也不明显,但总云量在3成及以下时,臭氧浓度和超标率较大.
(2)选取气温、相对湿度、总云量、风速作为臭氧污染气象条件预报的评价因子,并将海拔高度引入预报评价模型,间接表征了太阳辐射对臭氧浓度的影响,建立了宁夏臭氧污染气象条件指数预报模型;考虑宁夏臭氧污染的实际状况,建立了宁夏臭氧污染气象条件预报分级标准.
(3)预报效果检验评估结果表明,各地臭氧污染气象条件等级预报与臭氧浓度实际等级较为一致,且气象条件等级越高,各地臭氧浓度和超标率也越大. 指数预报模型算法及等级预报分级标准可为宁夏臭氧污染气象条件客观精细化预报业务提供技术支撑,对臭氧污染预报有指导意义.
-

图 1 废锂离子动力蓄电池处理典型工艺流程
Figure 1. Typical process for treatment of waste lithium-ion battery
表 1 废锂离子动力蓄电池加工工业排污单位废气产生情况
Table 1. Production of waste gas from different stages of waste lithium-ion battery processing industry
主要生产单元 产污设施 产排污环节 污染物种类 排放方式 排放口 预处理 拆解设备 拆解 氟化物、非甲烷总烃 无组织 — 热解设备 热解 烟尘、二氧化硫、氟及其化合物、镍及其化合物 有组织 热解设备排气筒 粉碎分选设备 粉碎分选 颗粒物、镍及其化合物 有组织无组织 除尘排气筒 酸浸处理 酸浸反应釜 酸浸 硫酸雾、氯化氢 有组织无组织 酸雾净化塔排气筒 萃取处理 萃取槽 萃取 硫酸雾、氯化氢、非甲烷总烃 有组织无组织 净化装置排气筒
下载: 导出CSV
表 2 废锂离子动力蓄电池加工工业排污单位废水产生情况
Table 2. Production of waste water from different stages of waste lithium-ion battery processing industry
废水类别 监测指标 产排污环节 排放口类型 萃取车间生产废水 总铜、总锰、总镍、总锌 萃取车间废水处理设施 — 热解废气处理废水 氟化物 不外排,厂内回用; 厂内综合废水处理设施 — 初期雨水 pH、悬浮物 厂内综合废水处理设施 — 萃取车间废水处理设施出水 总铜、总锰、总镍、总锌 厂内综合废水处理设施 主要排放口 沉氟设施出水 氟化物 厂内综合废水处理设施 — 生活废水 pH、化学需氧量、氨氮、悬浮物、 五日生化需氧量、总磷 厂内综合废水处理设施; 市政污水处理厂 — 厂内综合废水处理设施排水 pH、化学需氧量、悬浮物、氨氮、总铜、总锰、 总镍、总锌、氟化物、五日生化需氧量、总磷 废水集中处理设施; 地表水体 主要排放口
下载: 导出CSV
-
[1] 中华人民共和国工业和信息化部: 2020年12月汽车工业经济运行情况[EB/OL]. (2021-01-14) [2021-12-20] https://www.miit.gov.cn/jgsj/zbys/qcgy/art/2021/art_409c05205f0a4aacaed6fc0d7a7c5ff6.html [2] 中华人民共和国公安部: 2020年全国新注册登记机动车3328万辆 新能源汽车达492万辆[EB/OL]. (2021-01-17) [2021-12-20] https://app.mps.gov.cn/gdnps/pc/content.jsp?id=7647257 [3] 中国汽车动力电池产业创新联盟: 2020年我国动力电池装车量累计63.6GWh[EB/OL]. (2021-01-25) [2021-12-20] https://www.askci.com/news/chanye/20210125/1122161339712.shtml [4] 中国经济网-《经济日报》: 动力蓄电池退役后都去哪了[EB/OL]. (2019-03-05) [2021-12-20] https://www.miit.gov.cn/jgsj/jns/xydt/art/2020/art_8723b5291481414996def11b19a83777.html [5] 高瑞, 王继芬. 废旧锂电池正极材料LiNi1/3Co1/3Mn1/3O2中钴的回收[J]. 环境工程学报, 2020, 14(2): 506-514. doi: 10.12030/j.cjee.201904118 [6] 蔡乐, 王继芬, 高瑞. 废旧三元锂电池正极材料的金属浸出[J]. 环境工程学报, 2018, 12(6): 1833-1842. doi: 10.12030/j.cjee.201711215 [7] 中国退役动力电池循环利用技术与产业发展报告[M]. 北京: 人民出版社, 科学技术文献出版社, 2019. [8] 中华人民共和国国家发展和改革委员会: 电动汽车动力蓄电池回收利用技术政策(2015年版)[EB/OL]. (2016-01-28) [2021-12-20] https://www.ndrc.gov.cn/xxgk/zcfb/gg/201601/t20160128_961147.html?code=&state=123 [9] 中华人民共和国生态环境部: 废电池污染防治技术政策[EB/OL]. (2016-12-26)[2021-12-20] http://www.mee.gov.cn/gkml/hbb/bgg/201612/t20161228_378325.htm [10] 中华人民共和国工业和信息化部: 新能源汽车废旧动力蓄电池综合利用行业规范条件[EB/OL]. (2020-01-02) [2021-12-20] https://www.miit.gov.cn/zwgk/zcwj/wjfb/gg/art/2020/art_c1073817285c4b26a9fb34ed75a2e69d.html [11] 中华人民共和国生态环境部: 废锂离子动力蓄电池处理污染控制技术规范(试行)[EB/OL]. (2021-08-07) [2021-12-20] http://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/gthw/qtxgbz/202108/t20210820_858544.shtml [12] 杜璞欣, 周吉奎, 宋卫锋, 等. 废旧锂电池正极材料回收技术研究进展[J]. 有色金属工程, 2020, 10(4): 61-68. [13] LI Y K, LV W G, HUANG H L, et al. Recycling of spent lithium-ion batteries in view of green chemistry[J]. Green Chem, 2021, 23: 6139-6172. doi: 10.1039/D1GC01639C [14] LIU C W, LIN J, CAO H B, et al. Recycling of spent lithium-ion batteries in view of lithium recovery: A critical review[J]. Journal of Cleaner Production, 2019, 228: 801-813. doi: 10.1016/j.jclepro.2019.04.304 [15] 中华人民共和国生态环境部: 排污许可证申请与核发技术规范 废弃资源加工工业[EB/OL]. (2019-08-13) [2020-07-15] http://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/pwxk/201908/t20190824_729947.shtml [16] 中华人民共和国工业和信息化部: 新能源汽车动力蓄电池回收利用管理暂行办法[EB/OL]. (2018-02-26) [2021-12-20] https://www.miit.gov.cn/zwgk/zcwj/wjfb/zh/art/2020/art_459b0eb972964f68930bb39be9e92688.html [17] 中华人民共和国固体废物污染环境防治法[N]. 中华人民共和国全国人民代表大会常务委员会公报. 2020(02): 414-430. [18] 中华人民共和国生态环境部: 大气污染物综合排放标准: GB 16297-1996[S/OL]. (1996-04-12)[2021-12-20] https://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/dqhjbh/dqgdwrywrwpfbz/199701/t19970101_67504.shtml [19] 中华人民共和国生态环境部: 工业炉窑大气污染物排放标准: GB 9078-1996[S/OL]. (1996-03-07) [2021-12-20] https://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/dqhjbh/dqgdwrywrwpfbz/199701/t19970101_67499.shtml [20] 中华人民共和国环境保护部. 无机化学工业污染物排放标准: GB 31573-2015[S]. 北京: 中国环境出版集团, 2015. [21] 中华人民共和国生态环境部: 危险废物焚烧污染控制标准: GB 18484-2020[S]. 北京: 中国环境出版集团, 2020. [22] 中华人民共和国生态环境部. 挥发性有机物无组织排放控制标准: GB 37822-2019[S]. 北京: 中国环境出版集团, 2019. [23] 中华人民共和国生态环境部: 污水综合排放标准: GB 8978-1996[S/OL]. (1996-10-04) [2021-12-20] https://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/shjbh/swrwpfbz/199801/t19980101_66568.shtml [24] 中华人民共和国生态环境部: 工业企业厂界环境噪声排放标准: GB12348-2008[S/OL]. (2008-08-19) [2021-12-20] https://www.mee.gov.cn/ywgz/fgbz/bz/bzwb/wlhj/hjzspfbz/200809/t20080918_128936.shtml [25] 中华人民共和国环境保护部. 排污单位自行监测技术指南 总则: HJ 819-2017[S]. 北京: 中国环境出版集团, 2017. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 5385
- HTML全文浏览数: 5385
- PDF下载数: 125
- 施引文献: 0
