



-
随着工业化和城镇化的加速推进,对废水的集中处理备受关注[1]。1932年开始应用的Wuhrmann工艺是最早的脱氮工艺,称之为O/A工艺,遵循硝化、反硝化的流程顺序而设置[2]。然而,在硝化过程中需要供氧,反硝化过程中需要外加碳源,这造成了能耗和碳源的双重浪费。对此,将生物单元的顺序进行倒置,便产生了A/O工艺,A/O工艺成为最早使用的生物脱氮技术。这是工艺单元不同排列顺序构成组合工艺的开端,后续发展的废水生物处理工艺几乎均为厌氧、缺氧/水解、好氧单元的组装(图1)。典型的工艺有A/A/O和O/A/O,组合工艺中的不同单元反应器排序会影响碳源利用和脱氮效果,因此,需要根据废水组成与处理目标选择合适的工艺技术。
厌氧置前的工艺可以控制碳源转化为小分子有机物或者甲烷,提高废水的可生化性,为后续反硝化反应提供碳源。HAO等[3]采用A/A/O工艺处理制革废水,考察了沿程溶解性有机物的浓度变化,发现A1的厌氧水解单元能优先去除小分子量的物质和蛋白质,后续的A/O工艺可更彻底地去除残余有机物。O/A/O工艺可在O1单元反应器中好氧降解部分有机物,实现含氮有机物的氨化,有助于硝化反应的实现。李国令等[4]对比了O/A/O和A/O工艺处理同一城镇污水的结果,在O1单元反应器中降解了大部分有机物,可为O2提供良好的硝化环境,因此,O/A/O脱氮效果优于A/O工艺。A/A/O工艺对高毒性工业废水的处理不具有优势,这是因为A1中的微生物增殖速度慢,难以消除毒性抑制作用。兼顾脱氮和除磷是A/A/O工艺的特征,脱氮效率受回流比的影响,无法实现完全脱除总氮,也存在着与除磷菌在碳源利用分配之间的矛盾。然而,前置好氧的O/A/O工艺因大幅度削减了毒性物质而有利于后续单元硝化菌的生长。与A/A/O工艺不同的是,该工艺不能利用废水中存在的易降解有机物作为碳源进行反硝化脱氮,造成一定程度的碳源浪费。由此可见,前置厌氧或者前置好氧对后续的脱氮工艺有着不同的影响机制,A/A/O工艺多用于生活污水[5-6],而O/A/O工艺可能更适合于工业废水[7]。
焦化废水是典型的高碳氮比工业废水,含有多种高浓度有毒物质。其中的有机污染物主要包括酚类[8]、苯系物、杂环芳烃和多环芳烃等物质[9];其无机物中,S2-、SCN−、CN−等均为典型的毒性物质,并且对废水的COD值有较大的贡献[10]。LI等[11]研究了在相同水力停留时间下A/A/O与A/O工艺分别对焦化废水中COD和NH4+-N的去除效果,发现两者的去除率几乎相同,但A/A/O比A/O工艺对总氮的去除效果更好。汤清泉等[12]比较了A/A/O与O/A/O工艺对焦化废水的处理效果,认为碳氮比是决定二者对总氮去除效果的关键因素。当碳氮比为15~20时可以选择A/A/O工艺,当碳氮比为20~35时则O/A/O工艺效果更好。其原因是:前置好氧单元可以去除高碳氮废水中的有机物而降低后续处理的负荷。本课题组在长期实践的基础上开发了针对焦化废水处理三污泥系统的好氧-水解-好氧流化床脱氮工艺(命名为O/H/O工艺,其中,O1为除碳氨化单元,H为水解脱氮单元,O2为完全硝化单元) [13-15],已有 5个实际工程应用案例,最长运行时间达到12年。O/H/O工艺具有独特的三相分离器,可以保证在不需要污泥回流的情况下实现各个单元反应器独立的污泥特征和生物量,节省了能耗,并促进了污泥生态与水质环境的相容性[16]。新型结构生物三相流化床作为O1反应器,在进水有机负荷达到2.4 kg ·(m3·d)−1 的运行情况下,其耗氧有机物的去除率可以达到93.0%以上,反应器中氧的利用率为50%~60%。面对高毒性、高浓度的焦化废水,A/A/O工艺需要1~2倍稀释后才能进入生物系统,而O/A/O或O/H/O工艺则不需要稀释。
厌氧、水解、好氧单元不同顺序的排列组合构成了不同的废水生物处理工艺技术。在废水性质转化方面,厌氧单元可提高B/C值[17],而好氧单元可降低B/C值,分别有利于异养反硝化与硝化反应;在脱氮模式中,要考虑硝化反硝化[18]、短程硝化反硝化[19]、厌氧氨氧化[20]、自养反硝化[21]、好氧反硝化[22]等原理的选用、协同及条件控制。A/A/O工艺和O/A/O工艺都需要回流才能保持反应器内的污泥浓度,A/A/O工艺的运行属于单污泥系统,O/A/O工艺中设置了2个二沉池,属于双污泥系统,而O/H/O工艺属于三污泥系统。根据废水的性质选择合适的工艺,可以在达标排放的基础上实现能耗与物耗的减量化。由于目前缺乏不同工艺特征的比较,为此,本文分析了不同工艺的碳源利用模式和脱氮模式,提出了一种代表性的焦化废水组成并通过研究A/A/O、O/A/O、O/H/O的组合工艺对焦化废水中核心污染物的去除及其能耗分配关系,阐明了工艺技术选择的原则,为复杂工业废水生物处理技术的工艺优选提供参考。
-
本课题组对国内38个焦化厂进行了实地调查和数据采集,分析了焦化废水的水质特征与地域差异的关系,发现华北、华中、华东地区废水中的COD值略高,华中和西南地区废水的氨氮浓度略低[23]。焦化废水中的含氮物质主要由氨氮、有机氮、SCN−、CN−等组分构成,由于蒸氨工艺的差异,含氮物质的比例各有不同。综合国内外的焦化废水原水水质[24-26],结合我们的调查,为了消除差异性和增强可比性,本文定义代表性的焦化废水组成为: COD为4 000 mg·L−1,苯酚、
NH+4 -N、SCN−、CN−、S2−以及总氮的质量浓度分别为800、 100、 500、 50、 50 和280 mg·L−1。A/A/O工艺借鉴宝武韶钢公司的运行数据,水量为60 m3·h−1,3个单元反应器的水力停留时间分别为34、22和52 h,COD负荷分别为1.22、1.46和0.47 kg·(m3·d)−1;O/H/O工艺参考实验室和焦化厂的运行数据[27-28],废水处理量为60 m3·h−1,3个单元反应器的水力停留时间分别为36、40和24 h,COD负荷分别为2.30、0.38和0.55 kg·(m3·d)−1;选取韩国某厂实验室数据作为O/A/O工艺的案例[29],实验规模为0.03 L·h−1,3个反应器的水力停留时间分别为28.8、12和19.2 h,进水中添加KH2PO4和Na2CO3以维持碱度,在缺氧池中加入3倍总氮浓度的甲醇作为碳源,工艺装置总水力停留时间为2.5 d。通过实际与假设相结合的方法进行分析,以3个焦化厂的实际废水数据(见表1)来剖析不同工艺的碳源利用和脱氮模式。O/A/O和O/H/O工艺的反应器排列顺序相同,反应器的性能和运行模式不同。因此,在分析碳源利用和脱氮模式时只考虑A/A/O与O/A/O的对比,而在能耗分析时,再考虑O/A/O与O/H/O的差异性。
-
根据污染物的降解途径计算了污染物的COD当量和TN当量,结果见表2,在生物系统里,SCN−和CN−中的氮转化为氨氮[30-31]。
通过分析不同污染物对COD和总氮的贡献,检验废水组成的合理性。如式(1)所示,废水中的含氮量主要由
NO−3 、NO−2 、NH+4 、SCN−、CN−以及其他有机氮提供。如式(2)所示,废水中的COD主要由有机物和还原性无机离子构成,其中,挥发酚、苯系物、SCN−、S2−的贡献比例比较大,部分难降解的有机物也导致生物出水中检出较高的COD值。式中:CTN、
CNO−3 、CNO−2 、CCN− 、CSCN− 、CNH+4 -N、C其他含氮物质分别表示总氮、硝酸根、亚硝酸根、氰化物、硫氰化物、氨氮以及其他含氮物质的质量浓度,mg·L−1;CCOD为废水中耗氧有机物(以COD计)的质量浓度,mg·L−1;Cphenol、CS2−、C其他有机物分别表示废水中苯酚、硫离子以及其他有机物的质量浓度,mg·L−1。在每一个单元反应器的出水中,都通过以上的方法进行检验,以确定废水组成的合理关系。
-
根据式(3)~式(7)计算A/A/O工艺中每个反应器对污染物i总体去除的贡献率,分别以
PiA1 、PiA2 、PiO 表示。根据式(8)~式(13)计算O/A/O每个反应器对污染物i总体去除率,分别以PiO1 、PiA 、PiO2 表示。式中:i为各种污染物(COD、苯酚、硫氰化物、氰化物、氨氮、亚硝酸根、硝酸根和总氮)。R1和R2分别为A/A/O工艺中污泥回流比和硝化液回流比,污泥回流比取值1,硝化液回流比取值3;R3、R4、R5分别为O/A/O工艺中初沉池回流至O1的污泥回流比、二沉池回流至A的污泥回流比以及硝化液回流比,均取值为1。C0i为未处理废水中污染物i的质量浓度,mg·L−1;
CiA1−I 和CiA1−E 、CiA2−I 和CiA2−E 、CiO−I 和CiO−E 、CiO1−I 和CiO1−E 、CiA−I 和CiA−E 、CiO2−I 和CiO2−E 分别表示A1、A2、O反应器和O1、A、O2反应器中污染物i的进水和出水的质量浓度,mg·L−1。排除水力停留时间对工艺对比造成差异,假设A/A/O与O/A/O工艺具有相同的总水力停留时间,结合文献调研和实际考虑,每个工艺各个反应器的体积比为1:1:2,处理水量为60 m3·h−1。
污染物在反应器中会进行到氨化碳氧化、亚硝化氮氧化或硝化氮氧化3种不同的处理阶段,不同阶段的耗氧量分别根据式(14)~式(16)进行计算。
式中:Q为生物系统进水量,m3·d−1;a、b、c分别为氧化COD、氨氮到亚硝氮、氨氮到硝态氮的有关的耗氧系数,在本研究中为1.4、3.43、4.57;Os为好氧单元的理论需氧量,kg·h−1;CCOD为耗氧有机物(以COD计)的质量浓度,mg·L−1;CDO为好氧单元溶解氧的质量浓度,mg·L−1;KCOD为COD去除率,%;Rs、Rd分别为活性污泥和硝化液回流比;CN、CCN、CSCN分别为以脱氮为目标的好氧池中含氨氮、氰化物、硫氰化物的质量浓度,mg·L−1;Kd为反硝化率,%;Ni、No分别为脱氮系统进、出水总氮的质量浓度,mg·L−1。
A/A/O中的好氧单元主要发挥硝化作用,通过式(16)和式(17)计算可知其耗氧量;O/A/O工艺中,O1易氧化降解耗氧有机物(以COD计),不考虑硝化作用,耗氧量通过式(14)计算可知;在O2中进行硝化作用,耗氧量通过式(16)和式(17)计算可知;O/H/O工艺与O/A/O工艺相似,但不需要污泥回流,因此,在计算O/H/O工艺中O2的曝气能耗时,式(16)的污泥回流比Rs为0。
污泥回流的能耗是A/A/O与O/A/O工艺所必不可少的,只有通过污泥回流才能保证生物池活性污泥的浓度,回流泵的能耗通过式(18)进行计算。
式中:Ws为污泥回流泵的能耗,kW·h;K是安全系数,由式(19)计算,当水泵功率和污泥回流泵功率超过5 kW时,式(19)中的k取值1.15[32];Q为回流的流量,m3·d−1;H为水泵总水头损失,m。
由于回流污泥含水率高达99.5%~99.9%,所以,污泥回流与废水回流的能耗以相同方法计算。A/A/O与O/A/O工艺的回流比已经明确,O/H/O工艺仅存在硝化液回流,回流比为1,能耗估算值可由泵能耗的公式给出。A/A/O工艺中污泥回流至厌氧池的水头损失为1.5~2 m,硝化液回流至缺氧池的水头损失为1~1.2 m。O/A/O工艺有2个污泥回流系统,二沉池至O1的水头损失为0.5~0.8 m,另一个二沉池至A的水头损失为1~1.5 m。O/H/O不存在污泥回流,硝化液回流的水头损失为1~1.6 m。
-
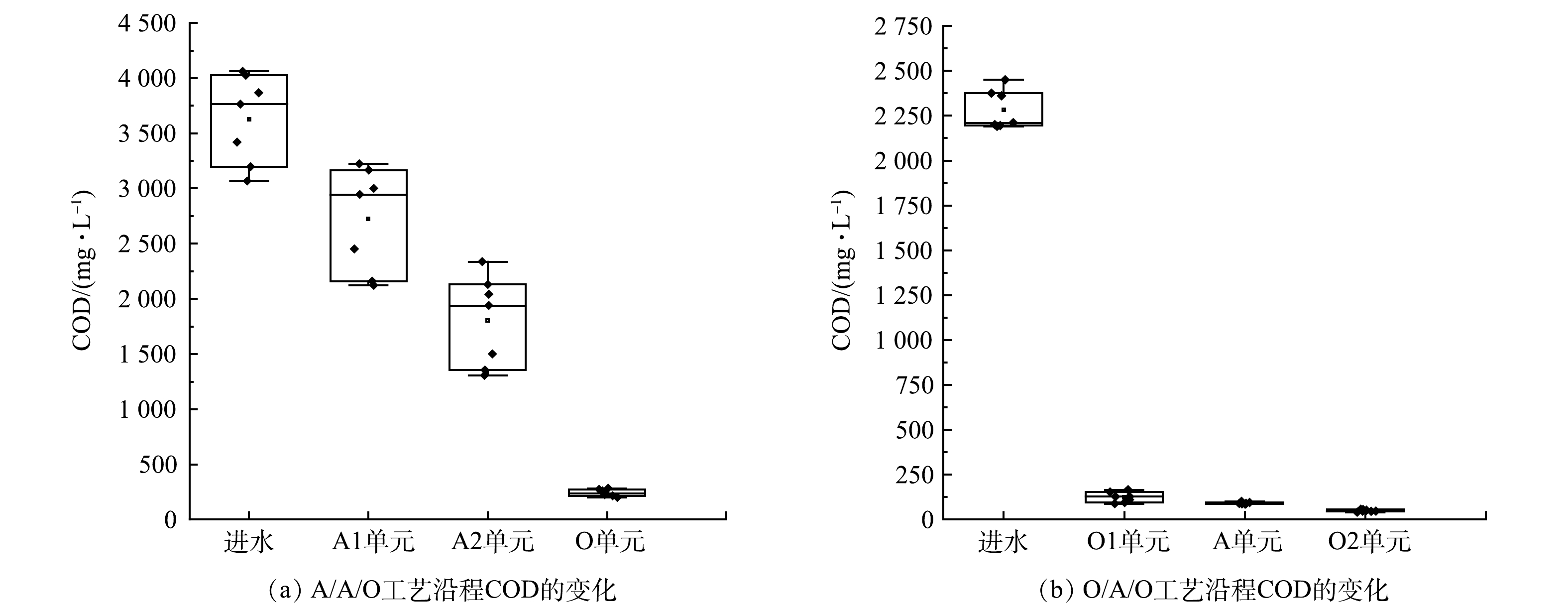
首先考察了2种工艺中COD的沿程变化,分析2种工艺的碳源利用模式差异。由图2可以看出,在A/A/O工艺中,O单元对耗氧有机物(以COD计)的去除效果最好,A1的水解作用使难降解有机物断链、开环,转化为小分子有机酸,为后续的反硝化脱氮所利用;而在O/A/O工艺中,O1对COD的去除率高达90.0%以上,使后续单元工艺主要为脱氮服务。两者不同的是,A/A/O工艺通过微生物反硝化作用去除了废水中的耗氧有机物,而O/A/O工艺则通过生物耗氧直接氧化废水中的耗氧有机物。
LI等[11]对比了A/A/O与A/O工艺的处理效果,指出2个工艺对于有机物和氨氮的去除效果几乎相同,但A/A/O工艺更有利于总氮脱除,这是因为A/A/O工艺设置了产酸阶段。CHAKRABORTY等[33]发现,在A1中COD的去除率为5%~11%,CN−降解率为35.0%,没有发现苯酚降解的中间产物和甲烷的生成。王子兴等[34]指出,在A/A/O-MBR工艺处理焦化废水的过程中,单个反应器COD去除率分别为9.2%、73.5%、14.7%;经过GC/MS检测分析,苯酚在A1中的降解率为26.7%,而含氮杂环化合物以及苯系物的去除率分别为49.5%和65.8%。此外,有研究[35]表明,在A/A/O工艺中,A1单元去除污染物效果不明显,COD去除率低于10%;A2单元的COD去除率最高,尤其是易降解有机物在此阶段几乎全部被利用;在O单元中,利用异养微生物好氧氧化残留的有机物,CN−和SCN−在O2中也被彻底去除。SHARMA[36]研究了厌氧、缺氧、好氧单个单元的处理效果时发现,好氧单元可去除83.3%的CN− 和62.0%的COD;当加入氰化物后,好氧单元中COD的去除率下降到52.0%。由此可见,废水组成的复杂性会影响单组分的去除效果。马昕等[37]采用O/A/O工艺处理焦化废水时发现,在O1停留时间为16 h时对COD的去除率达到75.0%,这与我们调查的工艺结果相似。由图2(b)可见,在O/A/O工艺中,O1对COD的去除率很高,浪费了部分有机碳源,而添加的外部有机碳源是造成A单元COD去除率降低的原因之一[38];另一方面,O1中的氨化过程可为O2提供良好的硝化环境。以上研究结果表明,2种工艺对废水中碳源的利用在原理上存在非常大的差异。
-
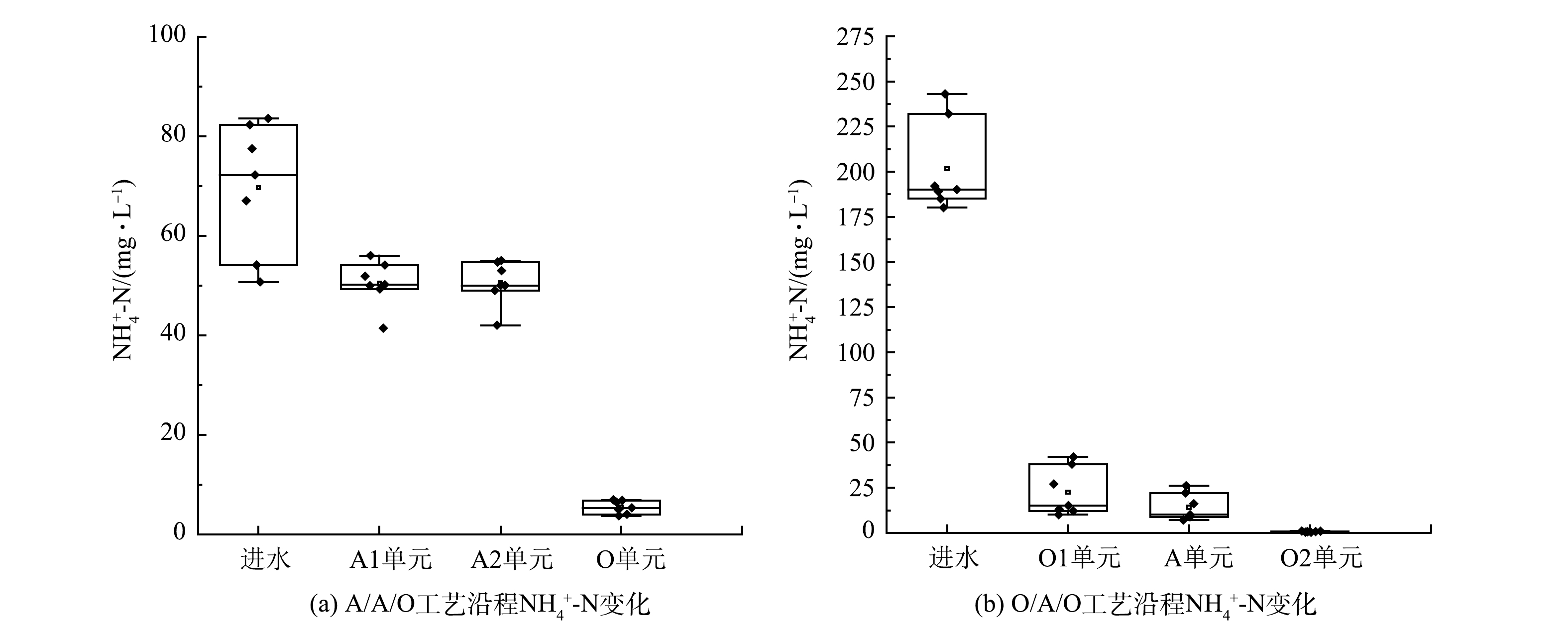
脱氮的效果可通过协调碳源、电子供受体以及DO等因素来实现,故根据2种工艺中氨氮浓度沿流程变化来分析不同脱氮模式的有效性。 由图3可见,虽然O/A/O工艺进水氨氮偏高,但出水氨氮却很低,在O2单元中已经彻底硝化。可见,前置好氧工艺可以为后续O2创造良好的硝化条件。A1去除了27.0%的氨氮,而O1去除了87.5%的氨氮,即在A1中仍然保留着较高浓度的氨氮,而在O1中氨氮几乎完全硝化,这与在进水中是否添加磷盐有关[39]。O1、A1中氨氮浓度的变化以及微生物同化、有机氮氨化、氰化物及硫氰化物氨化等可以同时发生。在工程研究中发现,O1中还存在亚硝化和硝化的可能性[17]。
焦化废水中的含氮物质除了铵离子/氨分子外,还有SCN−、CN−以及含氮有机物。ZHANG等[40]发现,A/A/O中各个单元对氨氮的去除率分别为-2.5%、3%、97%,A1出水中氨氮升高的原因是其他含氮物质氨化作用所致。吕鹏飞等[41]的研究表明,2种流化床工艺的前置厌氧单元对氨氮有少量的降解,氨氮去除率分别为18.1%和35.6%,体现出反应器对于处理效果的影响不同,流化床反应器面对复杂毒性废水比传统的沸腾床反应器表现出更好的耐毒性抑制作用。经过缺氧反应器A2后,氨氮浓度的变化主要有回流导致的直接稀释以及微生物降解的共同作用。GUI等研究了2个A/A/O系统,在硝化液回流比为200%的情况下,氨氮的质量浓度由250 mg·L−1降低至80 mg·L−1[42]。易欣怡等[28]考察了O/H/O工艺的焦化废水处理,发现O1单元能够把氰化物、硫氰化物氧化为氨氮,有机氮全部氨化,从而造成O1出水氨氮浓度的升高;而在H单元中,环状含氮化合物通过水解作用可实现分子开环转变为氨氮,回流液中的硝态氮实现反硝化转变为氮气;接下来的O2单元能够将残余低价状态的含氮化合物转变为硝态氮,所以对氨氮的去除非常彻底。由于多种含氮物质之间具有不同价态转化机制,工艺中合理安排碳源进行脱氮,以及通过回流/超越或微生物功能调控实现总氮的彻底去除将是工艺理论中具有挑战性的研究方向。
-
1)各单元反应器的去除效率。能耗分配受工艺的单元反应器组合的影响。单元反应器的不同组合顺序可构成多样的生物处理工艺,前置好氧与厌氧工艺对同一种废水会产生不同的污染物去除效率,较优的工艺应该是在达标排放(即核心污染物去除)的基础上实现时间和空间上的减量化,还要降低二次污染。图4反映了A/A/O和O/A/O工艺污染物浓度的沿程变化。沿流程图中的百分比数据代表反应单元出水污染物浓度占进水中污染物浓度的比例。除了内部降解外,还要考虑因回流引起的反应器内污染物浓度的稀释作用。结合文献调查,综合实际情况,总结出代表性焦化废水典型污染物在单元反应器中的去除效率,如图5所示。其中,假设SCN−和CN−在O/A/O工艺的O1中完全氨化。
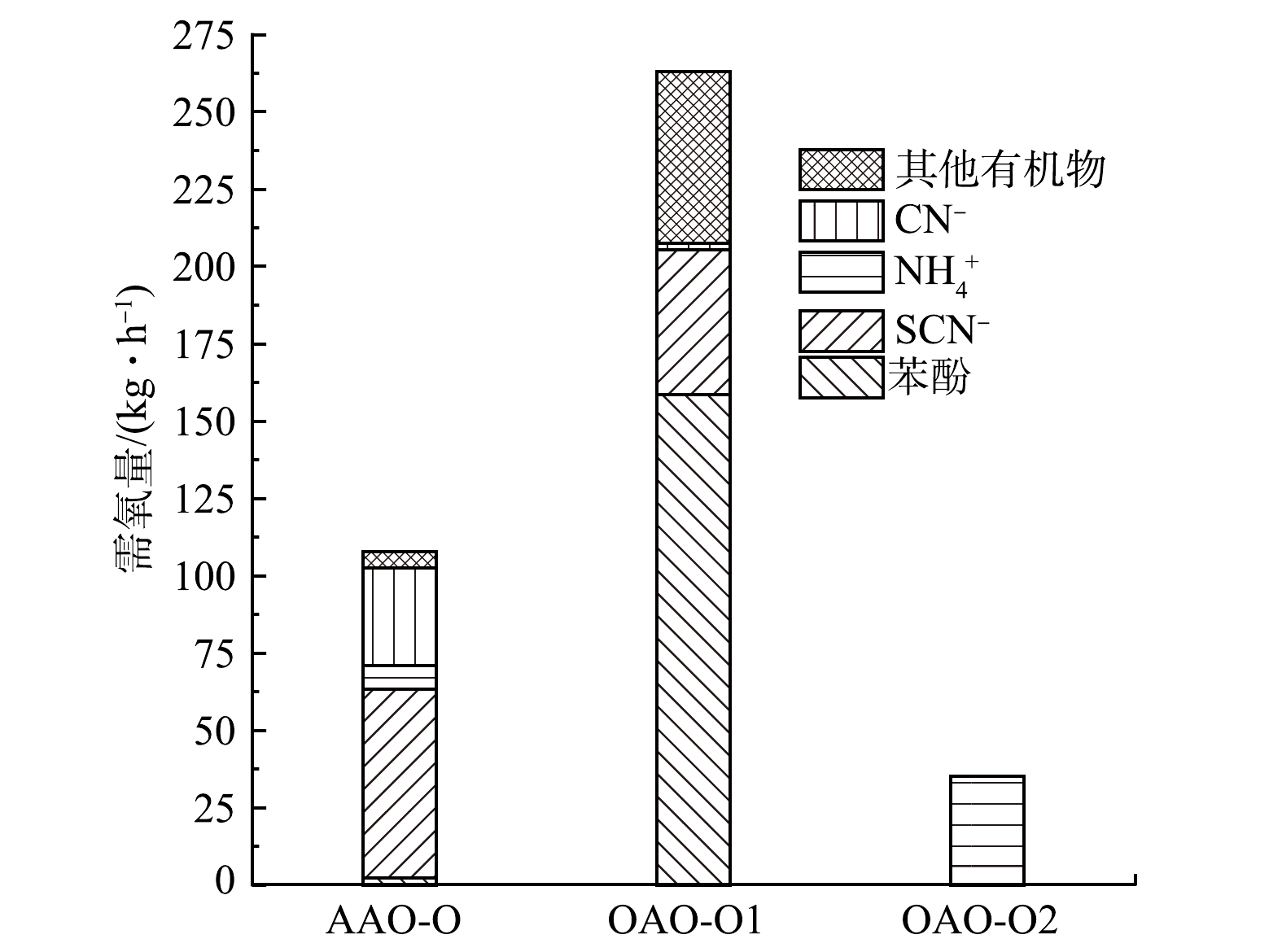
2)不同工艺的能耗分配。废水中的污染物在不同工艺各单元反应器中的总体去除率如图6所示。A/A/O工艺对污染物的降解主要集中在O单元中,O/A/O工艺的降解则集中在O1单元中。这两者的差异反映了前置好氧工艺与前置厌氧工艺在曝气能耗上的差别。通过式(14)~式(16)计算,各工艺需氧单元的曝气量如图7所示。A/A/O工艺中O单元的需氧量为102.7 kg·h−1,O/A/O中O1和O2的需氧量分别为260.8 kg·h−1和35.1 kg·h−1。由图7可看出,O/A/O工艺的O1大部分的曝气量是用来去除易降解有机物,因此,需氧量较高。但当废水中有机物的浓度很低时(当不考虑有机物耗氧时),A/A/O工艺氧化含氮物质需氧量为100.4 kg·h−1,O/A/O工艺氧化含氮类物质的需氧量为83.9 kg·h−1。因此,对于脱氮性能,O/A/O工艺比A/A/O工艺能耗更高。这归因于:在O1中解除了SCN−、CN−等有毒物质对A反应器微生物的抑制作用,使得在A中降解的含氮物质相对较多,可以实现O2单元的低能耗硝化反应。因此,当废水中的耗氧有机物的预处理较为彻底时,前置好氧工艺可以实现低耗能高效率脱氮。O/H/O工艺在保留了O/A/O工艺优点的基础上,实现了反应器内部流态化的颗粒污泥特征,氧传质系数是一般活性污泥的2倍左右[43],因此,与O/A/O工艺相比,O/H/O工艺在耗氧量的节能方面更能体现出优势。本课题组根据多年的O/H/O运行经验数据统计得出,在仅考虑脱氮目标时,O/H/O工艺的需氧量约为53.26 kg·h−1。
由图4所示的计算可得出,在A/A/O工艺中,进入A2的废水COD为1 140.0 mg·L−1,硝化液回流的硝酸根为84.4 mg·L−1,在A2中主要去除总氮中的硝酸根,其余的氨氮、SCN−、CN−等含氮物质只是发生了少量的生物降解,经过A2可去除80.0 mg·L−1左右的硝态氮,满足微生物生长的碳源需求量为723.2 g·m−3 (缺氧条件下C∶N∶P = 200∶5∶1),因为废水中含有一定量的有机物,故实际可以供微生物利用的量约为540.0 g·m−3,需要外加碳源122.1 g·m−3 (以甲醇计)。在O/A/O工艺中,进入A单元的废水COD值为633.3 mg·L−1,其总氮类型为硝酸根和氨氮,浓度分别为93.9 mg·L−1和50.0 mg·L−1,在A中降解90.0 mg·L−1的硝态氮,满足微生物正常生长的碳源需求量约为813.6 g·m−3,进入A的废水中可降解有机物的含量约为83.3 g·m−3,不足的碳源需要从外部添加486.9 g·m−3(以甲醇计)。以上的讨论是在不考虑O/A/O工艺中有超越进水的情况,但在实际工程中,往往会使部分集水调节池中的出水以超越O1池的方式进入A池,这样既可以降低O1的曝气能耗,又可减少A单元的外部碳源的需求量。当超越1/3处理量的废水进入A单元时,O1的曝气量变为174.0 kg·h−1 ,超越之后A单元进水的有机物浓度达到977.8 mg·L−1,可供微生物利用的量约为427.8 mg·L−1,因此,折合计算1 m3废水仅需要257.2 g的外加碳源,节省了229.7 g的外部碳源(以甲醇计)。可以看出,O/A/O系统的模式多样性,可以实现总氮的低能耗高效率去除。在实际运行的O/H/O工艺中,由于不需要污泥回流,每个反应器可以灵活调控,因此,O/H/O工艺比O/A/O工艺更容易实现厌氧氨氧化反应,并且可以利用FeS进行自养反硝化脱氮而节省能耗,故实际的O/H/O工艺的外部碳源需求约0~220 g·m−3,具体的需求量取决于厌氧氨氧化与自养反硝化的耦合性能[44]。
污泥回流可以保证生物单元中的污泥浓度即生物量。通过式(18)和式(19)的计算,A/A/O工艺的污泥回流和硝化液回流的总能耗约为42.37 kW·h;O/A/O系统污泥回流与硝化液回流的总能耗约为23.55 kW·h;O/H/O系统只存在硝化液回流,回流能耗约为9.42 kW·h。除了曝气和回流的能耗外,考虑综合因素,3种工艺归纳为2大类:厌氧-缺氧-好氧以及好氧-水解/缺氧-好氧。由于反应器的设置不同,好氧-水解/缺氧-好氧工艺又可以分类为O/A/O和O/H/O,分化出二污泥法和三污泥法,反应器的类型决定了工艺的耗能。若只考虑生物阶段的处理,废水COD在3 000~4 000 mg·L−1、铵离子质量浓度在100~200 mg·L−1时,A/A/O的处理费用为6~8 元·t−1[45,46],O/A/O的处理费用为7~9 元·t−1 [47-49],而O/H/O流化床工艺的处理费用仅为4~5元·t−1,体现了不同技术的成本差异。
-
单元工艺的摆放顺序不仅决定了整体工艺运行的能耗,还会对冲击负荷、系统中微生物菌落和处理效果产生很大的影响。李国令等[4]指出,热单胞菌属、脱氯单胞菌属是O/A/O工艺好氧池中的优势菌属;热单胞菌属、脱氯单胞菌属、球形红假单胞菌属是O/A/O工艺缺氧池中的优势菌属。WANG等也发现[50],热单胞菌属与硝酸盐还原酶基因呈正相关,对同时厌氧氨氧化-反硝化系统中的硝酸盐还原起重要作用。 WEI等[15]指出,丛毛单胞菌属在反应器O1中对COD去除起到了关键作用,有助于去除O1反应器中的NH4+-N;硫杆菌则在H反应器中起着主要的反硝化作用,AOB和NOB(亚硝化单胞菌和硝化螺菌)对反应器中硝化作用的贡献最大。三污泥法的O/H/O工艺各单元在污染物组成、去除、功能和微生物群落等方面存在显著进步,有望实现厌氧氨氧化脱氮与深度脱氮的结合,也表明废水水质和反应器的组合对微生物功能分布具有调控功能。
根据污泥回流的设置与否,A/A/O、O/A/O、O/H/O工艺可以分为单污泥系统、双污泥系统及三污泥系统,3个工艺的主要区别见表3。据报道,A/A/O工艺中A1单元对COD去除效率小于10%,检测不到甲烷的产生[51]。因此,A/A/O工艺仅仅在缺氧和有氧反应器中实现了对COD的去除。由于回流的存在,A/A/O工艺表现为单污泥特征,异养细菌具有较高的比生长速率,因污泥排放量高而导致其在处理高COD/TN废水时,大量自养硝化细菌被排洗。前置好氧工艺对高浓度毒性废水有很好的抗负荷冲击能力,并且O/H/O工艺中的新型结构流化床反应器的强化传质功能与污泥原位分离原理加强了各单元反应器中的微生物能力[22]。在H单元中,根据投加的电子供体不同而具有多种反硝化模式:如利用O1池的剩余COD作为碳源及其他电子供体进行异养反硝化脱氮;通过投加无机还原性电子供体以利用其作为营养源进行自养反硝化脱氮[21,52],还可以避免二次碳源的污染。另外,有研究表明,控制O1反应器在短程硝化水平,可使亚硝酸盐直接得到富集和积累,然后实现厌氧氨氧化模式脱氮,从而使工艺过程节能效果更好[17,19]。可见,复杂废水的脱氮模式多种多样,需要根据实际情况合理选择或耦合新原理,从而进一步实现低能耗、低物耗目标下的总氮去除。
-
1)每处理1 m3设定浓度的焦化废水(不考虑O/A/O的超越进水),A/A/O和O/A/O工艺分别需要122.1 g 与486.9 g的外部碳源(以甲醇计)。当废水中的易降解有机物较少且只考虑脱氮目标时,O/A/O工艺的曝气需氧量为83.9 kg·h−1,A/A/O工艺的曝气需氧量为100.4 kg·h−1;当O/A/O工艺中有1/3的进水流量超越至A单元时,其碳源需求量由486.9 g·m−3减至257.2 g·m−3(以甲醇计),曝气量也将显著降低。
2)由于废水组成的复杂性,污染物的降解效率除了受到彼此的相互制约外,工艺条件和反应器的设计也至关重要。具有高毒性、高碳氮含量的焦化废水,更适合于选择前置好氧的工艺。O/H/O工艺由于其独特的三相分离器的设置而节省了污泥回流部分的能耗,反应器中的颗粒污泥更加耐毒性抑制和抗冲击负荷,并且传氧速率高,工艺耗氧量仅为53.26 kg·h−1,外部碳源的消耗可以由486.9 g·m−3降至0~220 g·m−3。
3)反应器的高效性和可控性,使O/H/O工艺比O/A/O工艺更容易实现自养反硝化与异养反硝化协同脱氮、自养型短程反硝化与厌氧氨氧化的协同脱氮等其他脱氮途径,进而使O/H/O工艺成为一种更具潜力的低能耗、低物耗的生物脱氮技术工艺。针对不同的废水水质与物质组成特征,O/H/O工艺能够对不同功能的单元进行组合和编辑,从时间与空间、药剂与能耗、处理效率等方面追求更加丰富的优化模式,以满足各种不同的出水需求,特别是满足总氮浓度趋零的要求。
工艺组合对焦化废水中核心污染物的去除及其能耗分配
Process combination on core pollutants removal from coking wastewater and its energy consumption distribution
-
摘要: 以焦化废水为研究对象,结合文献统计与水质特征的分析,研究了厌氧置前与好氧置前2种不同组合工艺对核心污染物的去除与能耗分配的差异性,讨论了焦化废水生物处理工艺的开发可行性。结果表明,前置厌氧与好氧单元对污染物不同的去除机理是构成曝气能耗与碳源需求差别的主要原因。为满足60 m3·h−1设定水质的脱氮目标(TN<40 mg·L−1),O/A/O工艺耗氧量为83.9 kg·h−1,A/A/O工艺耗氧量为100.4 kg·h−1。当对废水中的耗氧有机物以及共价结合含氮有机物的预处理较为彻底时,前置好氧工艺在更低能耗下可以实现总氮脱除:A/A/O和O/A/O工艺分别需要122.1 g·m−3和486.9 g·m−3的外部碳源(以甲醇计)来实现总氮的等量去除。A/A/O、O/A/O与O/H/O工艺(H为水解脱氮单元)分别为单污泥、双污泥和三污泥系统运行,在污泥回流和硝化液回流方面的耗能具有显著差异。由于O/H/O工艺不需要污泥回流并且颗粒污泥传氧效率高,故实现脱氮目标的耗氧量仅为53.26 kg·h−1,需要的外加碳源可降低至0~220 g·m−3,表现出节能与降耗的优势。复杂废水生物处理工艺中存在着反应器结构与单元组合的优化空间,在去除核心污染物以及追求总氮浓度趋零的过程中,需要保证废水中的电子供受体、微生物功能与工艺运行参数在合理区间内。Abstract: Taking coking wastewater as the research object, based on literature statistics and analysis of water quality characteristics, the difference of core pollutant removal and energy consumption distribution between two different combined processes of anaerobic pretreatment and aerobic pretreatment was studied, the potential performance development of biological treatment process of coking wastewater was also discussed. The result showed that the main reason for the difference between the energy consumption of aeration and the demand of carbon source was the different removal mechanism of pollutants between the pre-anaerobic or pre-aerobic units. In order to meet the nitrogen removal target of 60 m3·h−1 set water quality (TN < 40 mg·L−1), the oxygen consumption of O/A/O and A/A/O processes were 83.9 kg·h−1 and 100.4 kg·h−1, respectively. When the thorough pretreatment of oxygen-consuming organic matter and covalent-bonded nitrogen-containing organic matter in wastewater was made, the pre-aerobic process could achieve the removal of total nitrogen with lower energy consumption: A/A/O and O/A/O processes required 122.1 g·m−3 and 486.9 g·m−3 external carbon sources (measured in methanol) to achieve the equal removal of total nitrogen, respectively. The A/A/O, O/A/O and O/H/O processes (H denotes the hydrolytic denitrification unit) were run as single sludge, double sludge and triple sludge systems, respectively, and showed significant differences in energy consumption in terms of sludge reflux and nitrate reflux. Because the O/H/O process did not require sludge reflux and the granular sludge was highly efficient in oxygen transfer, the oxygen consumption for the achievement of the nitrogen removal target was only 53.26 kg·h−1 and the additional carbon source could be reduced to 0~220 g·m−3, demonstrating the potential and superiority of energy saving and consumption reduction. There was scope for the optimization of reactor structures and unit combinations in complex wastewater biological treatment processes. In the process of removing core pollutants and pursuing zero total nitrogen concentrations, it was necessary to ensure the reasonable limits for the electron donor-acceptor, microbial functions and process operating parameters in the wastewater.
-
Key words:
- wastewater treatment /
- coking wastewater /
- carbon source utilization /
- denitrification mode /
- energy saving /
- A/A/O /
- O/A/O /
- O/H/O
-
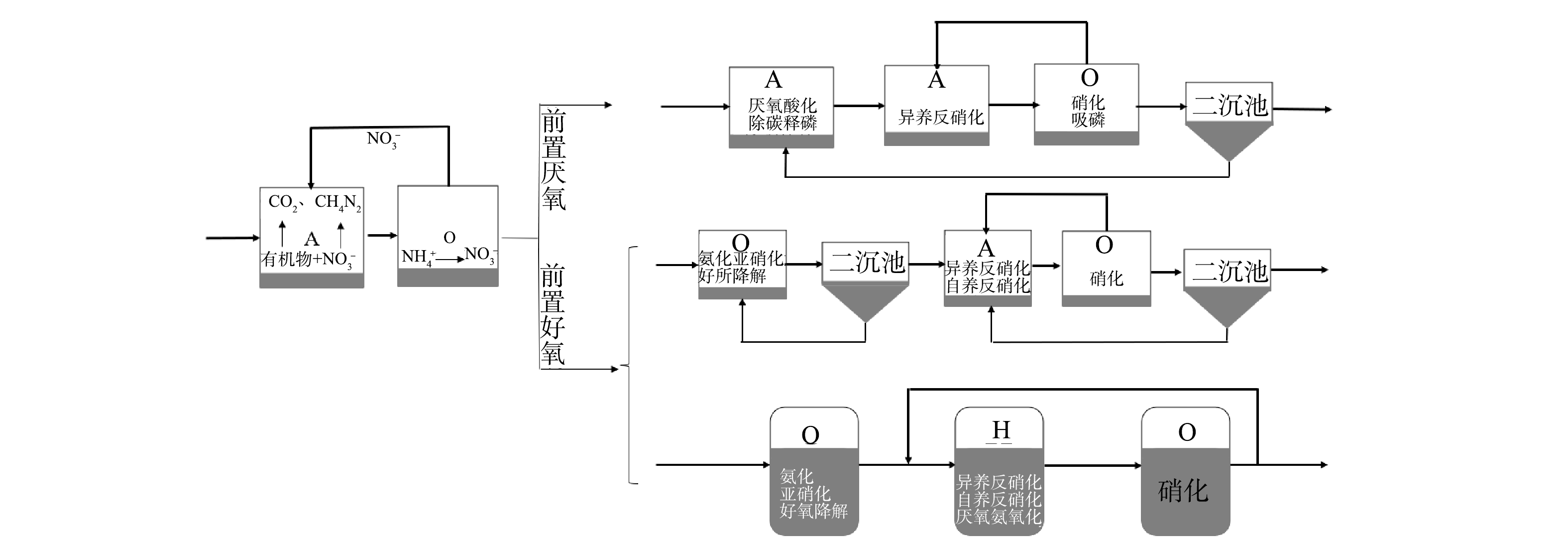
图 1 前置厌氧与前置好氧工艺的演化配置
Figure 1. Evolutionary configuration of pre-anaerobic and pre-aerobic processes.
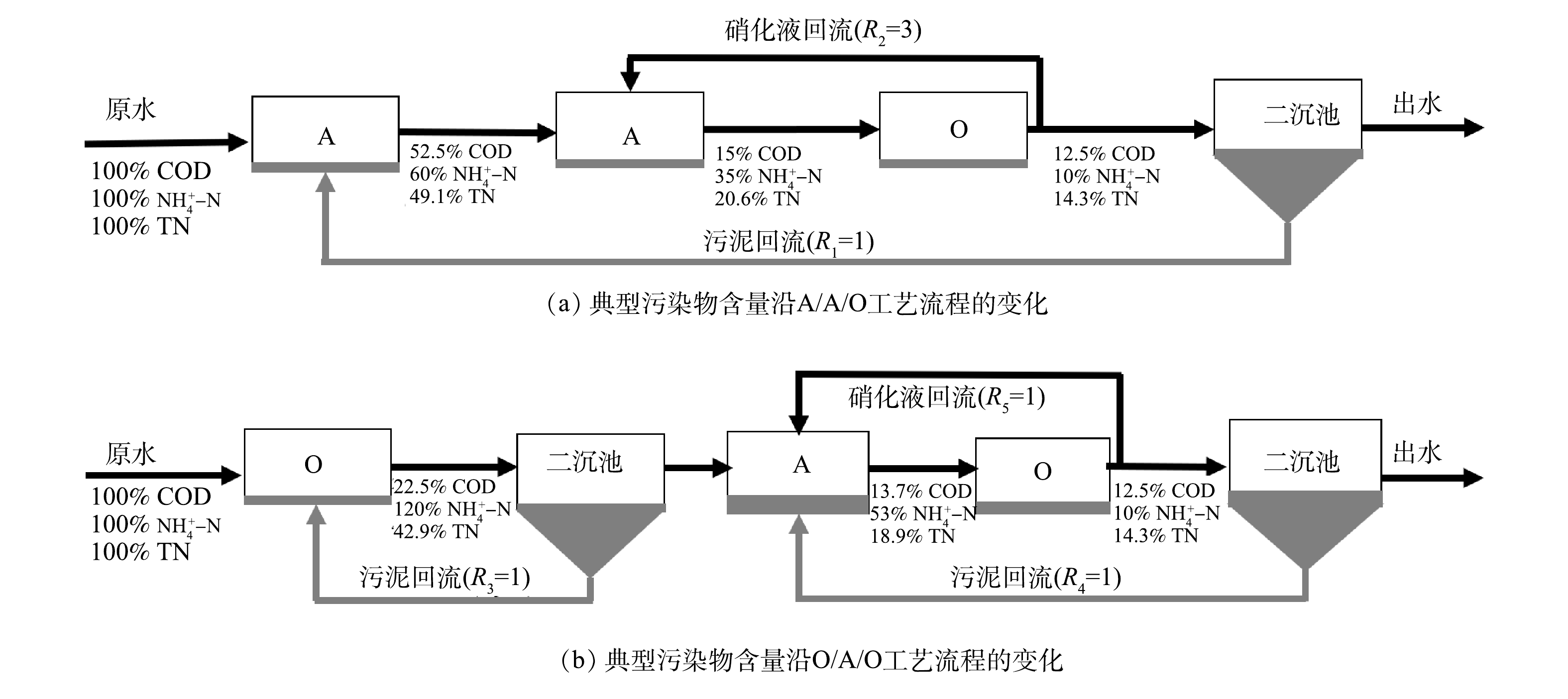
图 4 典型污染物含量沿各工艺流程的变化
Figure 4. The variation of typical pollutant content along each process.

图 5 典型污染物在各工艺单元反应器中的降解率
Figure 5. The degradation rate of typical pollutants in each process unit reactor.
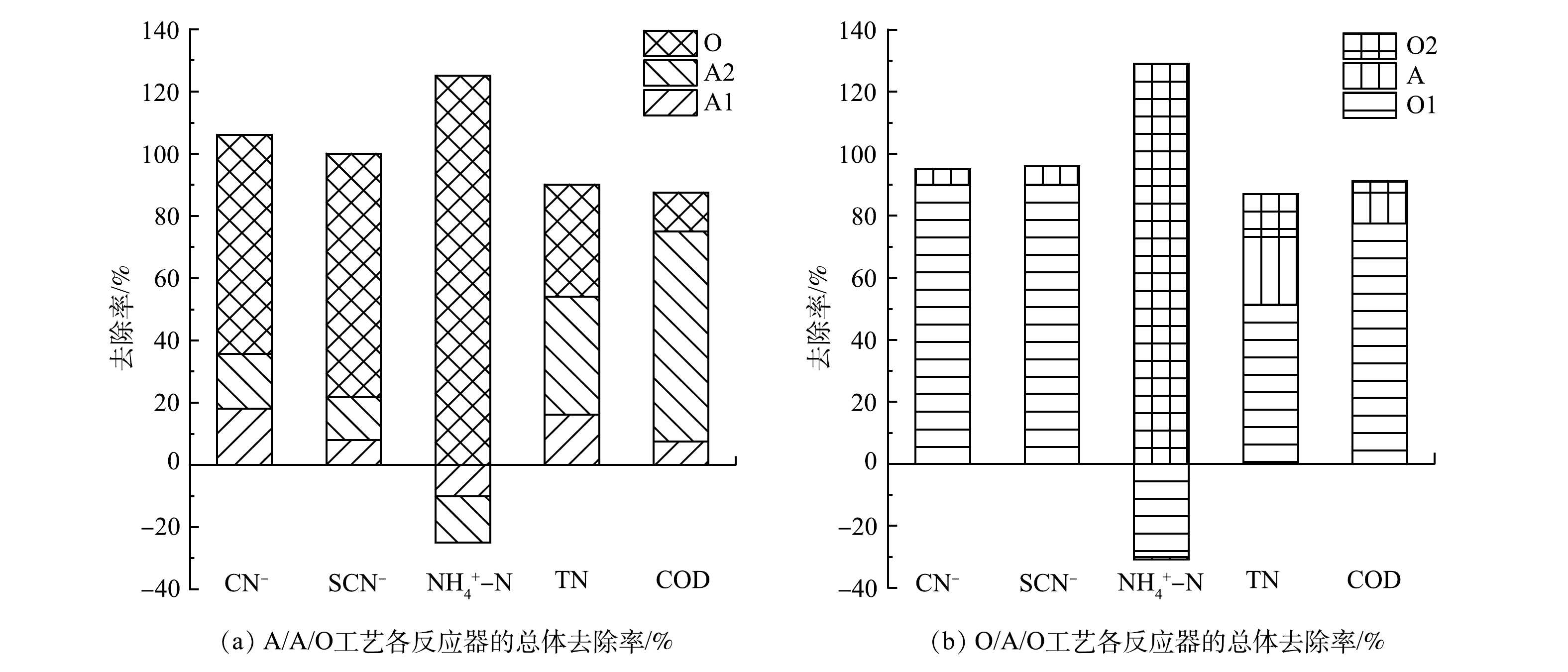
图 6 不同工艺单元反应器对各污染物的总体去除率
Figure 6. Overall removal rate of various pollutants in the unit reactor of different process.
表 1 3种工艺实际运行水质
Table 1. Actual operating water quality in three processes
mg·L−1 工艺 COD 挥发酚 NH+4 SCN− CN− A/A/O 1 727±60 742±69 173±12 175±18 26.2±4.5 O/A/O 2 300±100 635±15 235±15 375±25 - O/H/O 3 451±215 973±74 245±15 450±17 25±3 注:以集水调池的水质作为生物上水。  下载: 导出CSV
下载: 导出CSV
表 2 不同污染物对COD和总氮的贡献
Table 2. Contribution of various pollutants to COD and nitrogen mg·mg-1
当量 挥发酚 SCN− CN− S2− NO−3 NO−2 COD当量 2.380 1.100 0.615 2.000 - 0.348 N当量 - 0.241 0.538 - 0.226 0.304
下载: 导出CSV
表 3 不同工艺系统的特点
Table 3. Characteristics of different process systems
工艺 污泥系统 毒性物质的去除 COD/TN 脱氮途径 能耗影响因素 平均运行单价/(元·m-3) 优点 缺点 A/A/O 单污泥系统 A1对大分子有机物的去除 11.4 异养反硝化 一次回流、一次曝气 7 有利于含氮有机物的水解;反硝化可利用废水中有机物作为碳源 不耐冲击负荷,受毒性抑制,需要稀释进水 O/A/O 双污泥系统 O1对SCN−、CN−的去除及氨化 12.5 异养反硝化、自养反硝化 二次回流、二次曝气 8 耐冲击负荷,进水不需要稀释;硝化效果好 耗氧量大,污泥回流频繁,耗能多 O/H/O 三污泥系统 O1对SCN−、CN−的去除及氨化 13.8 异养反硝化、自养反硝化、厌氧氨氧化及其耦合脱氮 二次曝气 4.5 耐冲击负荷,颗粒污泥耐毒性抑制,硝化效果好,不需要沉淀池;不需要回流 耗氧量大
下载: 导出CSV
-
[1] ANGELAKIS A N, ZHENG X Y. Evolution of water supply, sanitation, wastewater, and stormwater technologies globally[J]. Water, 2015, 7(2): 455-463. [2] 张杰, 臧景红, 杨宏, 等. A/A/O工艺的固有缺欠和对策研究[J]. 给水排水, 2003, 39(3): 22-26. doi: 10.3969/j.issn.1002-8471.2003.03.008 [3] HAO Y, MA H, WANG Q, et al. Refractory DOM in industrial wastewater: formation and selective oxidation of AOPs[J]. Chemical Engineering Journal, 2021, 406: 126857. doi: 10.1016/j.cej.2020.126857 [4] 李国令, 徐洪斌, 马浩亮, 等. O/A/O和A/O工艺处理城镇生活污水的微生物群落特征分析[J]. 环境工程学报, 2020, 14(3): 641-651. doi: 10.12030/j.cjee.201905091 [5] DING Y, WANG L, WANG B, et al. Removal of nitrogen and phosphorus in a combined A/A/O-BAF system with a short aerobic SRT[J]. Journal of Environmental Sciences, 2006, 18(6): 1082-1087. doi: 10.1016/S1001-0742(06)60043-0 [6] ZENG W, LI L, YANG Y, et al. Denitrifying phosphorus removal and impact of nitrite accumulation on phosphorus removal in a continuous anaerobic-anoxic-aerobic (A/AO) process treating domestic wastewater[J]. Enzyme and Microbial Technology, 2011, 48(2): 134-142. doi: 10.1016/j.enzmictec.2010.10.010 [7] 彭华平, 周少奇, 孙振兴, 等. O/A/O工艺处理化工综合含氮废水运行优化研究[J]. 水处理技术, 2011, 37(5): 95-98. [8] 任源, 韦朝海, 吴超飞, 等. 生物流化床A/O/O工艺处理焦化废水过程中有机组分的GC/MS分析[J]. 环境科学学报, 2006, 26(11): 1785-1791. doi: 10.3321/j.issn:0253-2468.2006.11.006 [9] 吴海珍, 孙胜利, 刘国新, 等. 焦化废水A/O/O和A/O/H/O处理工艺中多环芳烃的削减行为分析[J]. 环境科学, 2018, 39(9): 4265-4273. [10] 黄源凯, 韦朝海, 吴超飞, 等. 焦化废水污染指标的相关性分析[J]. 环境化学, 2015, 34(9): 1661-1670. doi: 10.7524/j.issn.0254-6108.2015.09.2015042704 [11] LI Y, GU G, ZHAO I, et al. Treatment of coke-plant wastewater by biofilm systems for removal of organic compounds and nitrogen[J]. Chemosphere, 2003, 52(6): 997-1005. doi: 10.1016/S0045-6535(03)00287-X [12] 汤清泉, 魏宏斌, 陈良才. A/A/O与O/A/O工艺处理焦化废水的对比研究[J]. 工业用水与废水, 2016, 47(3): 31-35. doi: 10.3969/j.issn.1009-2455.2016.03.007 [13] ZHU S, WU H Z, WU C F, et al. Structure and function of microbial community involved in a novel full-scale prefix oxic coking wastewater treatment O/H/O system[J]. Water Research, 2019, 164: 114963. doi: 10.1016/j.watres.2019.114963 [14] WEI C, WEI J Y, KONG Q P, et al. Selection of optimum biological treatment for coking wastewater using analytic hierarchy process[J]. Science of the Total Environment, 2020, 742: 140400. doi: 10.1016/j.scitotenv.2020.140400 [15] WEI C H, LI Z M, PAN J X, et al. An oxic–hydrolytic–oxic process at the nexus of sludge spatial segmentation, microbial functionality, and pollutants removal in the treatment of coking wastewater[J]. ACS EST & Water, 2021, 1(5): 1252-1262. [16] CHEN B, YANG Z, PAN J X, et al. Functional identification behind gravity-separated sludge in high concentration organic coking wastewater: Microbial aggregation, apoptosis-like decay and community[J]. Water Research, 2019, 150: 120-128. doi: 10.1016/j.watres.2018.11.040 [17] 李咏梅, 顾国维, 仇雁翎, 等. 厌氧酸化在焦化废水脱氮和毒性削减中的作用[J]. 环境科学, 2001, 22(4): 86-90. doi: 10.3321/j.issn:0250-3301.2001.04.019 [18] DONG Y, ZHANG Z, JIN Y, et al. Nitrification performance of nitrifying bacteria immobilized in waterborne polyurethane at low ammonia nitrogen concentrations[J]. Journal of Environmental Sciences, 2011, 23(3): 366-371. doi: 10.1016/S1001-0742(10)60418-4 [19] LI Z M, WEI C H, CHEN Y, et al. Achieving nitritation in an aerobic fluidized reactor for coking wastewater treatment: operation stability, mechanisms and model analysis[J]. Chemical Engineering Journal, 2021, 406: 126816. doi: 10.1016/j.cej.2020.126816 [20] GAO D, PENG Y, LI B, et al. Shortcut nitrification-denitrification by real-time control strategies[J]. Bioresource Technology, 2009, 100(7): 2298-2300. doi: 10.1016/j.biortech.2008.11.017 [21] MA J D, WEI J Y, KONG Q P, et al. Synergy between autotrophic denitrification and anammox driven by FeS in a fluidized bed bioreactor for advanced nitrogen removal[J]. Chemosphere, 2021, 280: 130726. doi: 10.1016/j.chemosphere.2021.130726 [22] LI K, WU H Z, WEI J Y, et al. Simultaneous decarburization, nitrification and denitrification (SDCND) in coking wastewater treatment using an integrated fluidized-bed reactor[J]. Journal of Environmental Management, 2019, 252: 109661. doi: 10.1016/j.jenvman.2019.109661 [23] 韦朝海, 朱家亮, 吴超飞, 等. 焦化行业废水水质变化影响因素及污染控制[J]. 化工进展, 2011, 30(1): 225-232. [24] 蒙小俊, 李海波, 曹宏斌, 等. A/A/O工艺处理焦化废水过程中有机污染物迁移转化研究[J]. 给水排水, 2015, 51(S1): 237-240. [25] PITAS V, SOMOGYI V, KARPATI A, et al. Reduction of chemical oxygen demand in a conventional activated sludge system treating coke oven wastewater[J]. Journal of Cleaner Production, 2020, 273: 122482. doi: 10.1016/j.jclepro.2020.122482 [26] ZHOU X, HOU Z L, SONG J J, et al. Spectrum evolution of dissolved aromatic organic matters (DAOMs) during electro-peroxi-coagulation pretreatment of coking wastewater[J]. Separation and Purification Technology, 2020, 235: 116125. doi: 10.1016/j.seppur.2019.116125 [27] 孙晓雪, 韦聪, 罗培, 等. O/H/O-MBR组合工艺处理实际焦化废水的可行性[J]. 环境工程学报, 2021, 15(8): 1-11. [28] 易欣怡, 韦朝海, 吴超飞, 等. O/H/O生物工艺中焦化废水含氮化合物的识别与转化[J]. 环境科学学报, 2014, 34(9): 2190-2198. [29] JEONG Y, PARK B G, CHUNG J S. High performance biofilm process for treating wastewater discharged from coal refining plants containing nitrogen, cyanide and thiocyanate[J]. Water Science and Technology, 2005, 52(10-11): 325-334. doi: 10.2166/wst.2005.0709 [30] CHAPATWALA K, BABU G B G, VIJAYA O V O, et al. Biodegradation of cyanides, cyanates and thiocyanates to ammonia and carbon dioxide by immobilized cells of Pseudomonas putida[J]. Journal of Industrial Microbiology & Biotechnology, 1998, 20(1): 28-33. [31] STAIB C, LANT P. Thiocyanate degradation during activated sludge treatment of coke-ovens wastewater[J]. Biochemical Engineering Journal, 2007, 34(2): 122-130. doi: 10.1016/j.bej.2006.11.029 [32] 范丹, 廖建波, 韦聪, 等. 焦化废水处理工程运行能耗的单元解析模型—以O/H/O流化床工艺为例[J]. 环境科学学报, 2016, 36(10): 3709-3719. [33] CHAKRABORTY S, VEERAMANI H. Effect of HRT and recycle ratio on removal of cyanide, phenol, thiocyanate and ammonia in an anaerobic–anoxic–aerobic continuous system[J]. Process Biochemistry, 2006, 1(41): 96-105. [34] 王子兴. 煤气化废水特征污染物在厌氧/缺氧/好氧组合工艺中的降解特性研究[D]. 大连: 大连理工大学, 2014. [35] ZHAO W, HUANG X, LEE D, et al. Use of submerged anaerobic-anoxic-oxic membrane bioreactor to treat highly toxic coke wastewater with complete sludge retention[J]. Journal of Membrane Science, 2009, 330(1/2): 57-64. doi: 10.1016/j.memsci.2008.12.072 [36] SHARMA N K, PHILIP L. Treatment of phenolics, aromatic hydrocarbons, and cyanide-bearing wastewater in individual and combined anaerobic, aerobic, and anoxic bioreactors[J]. Applied Biochemistry and Biotechnology, 2015, 175(1): 300-322. doi: 10.1007/s12010-014-1262-y [37] 马昕, 吴云生, 张涛, 等. O1/A/O2工艺处理高浓度焦化废水[J]. 工业水处理, 2012, 32(2): 89-92. doi: 10.3969/j.issn.1005-829X.2012.02.026 [38] WANG L, LI H, HAN H. Shortcut biological nitrogen removal from coal gasification wastewater in three-stage MBBRs[J]. Water Environmental Research, 2018, 90(11): 1977-1984. doi: 10.2175/106143017X15131012188097 [39] 王佩琦, 周伟丽, 何圣兵, 等. 磷对混养反硝化污泥活性和微生物群落结构的影响[J]. 环境科学, 2018, 39(3): 1350-1356. [40] ZHANG M, TAY J H, QIAN Y, et al. Comparison between anaerobic-anoxic-oxic and anoxic-oxic systems for coke plant wastewater treatment[J]. Environmental Engineering, 1997, 123(9): 876-883. doi: 10.1061/(ASCE)0733-9372(1997)123:9(876) [41] 吕鹏飞, 刘雷, 吴海珍, 等. 焦化废水中总氮的构成及在生物工艺中的转化[J]. 环境工程学报, 2015, 9(10): 4789-4796. doi: 10.12030/j.cjee.20151027 [42] GUI X, XU W, CAO H, et al. A novel phenol and ammonia recovery process for coal gasification wastewater altering the bacterial community and increasing pollutants removal in anaerobic/anoxic/aerobic system[J]. Science of the Total Environment, 2019, 661(15): 203-211. [43] 刘孟媛, 周丹丹, 高琳琳, 等. 有机负荷条件对间歇式气提内循环反应器中好氧颗粒污泥形成的影响[J]. 环境科学, 2012, 33(10): 3529-3534. [44] PAN J X, WEI C H, FU B B, et al. Simultaneous nitrite and ammonium production in an autotrophic partial denitrification and ammonification of wastewaters containing thiocyanate[J]. Bioresource Technology, 2018, 252: 20-27. doi: 10.1016/j.biortech.2017.12.059 [45] 韦朝海, 贺明和, 任源, 等. 焦化废水污染特征及其控制过程与策略分析[J]. 环境科学学报, 2007, 27(7): 1083-1093. doi: 10.3321/j.issn:0253-2468.2007.07.003 [46] 李志刚, 孙鹏程, 张立辉, 等. 实用性焦化废水处理技术的优选[J]. 环境工程, 2014, 32(6): 8-10. [47] 岳丽芳, 周红星, 张连成. 港陆钢铁公司焦化废水生化处理系统改造工程[J]. 工业水处理, 2019, 39(2): 92-95. doi: 10.11894/1005-829x.2019.39(2).092 [48] ZHAO Y, LIAO M, NING P, et al. Operation optimization of ammonia nitrogen removal process in coking wastewater treatment: 12th International Symposium on Process Systems Engineering and 25th European Symposium on Computer Aided Process Engineering, 2015 [C]. [49] WU X, YANG Y, WU G, et al. Simulation and optimization of a coking wastewater biological treatment process by activated sludge models (ASM)[J]. Journal of Environmental Management, 2016, 165: 235-242. doi: 10.1016/j.jenvman.2015.09.041 [50] WANG D, LI T, HUANG K, et al. Roles and correlations of functional bacteria and genes in the start-up of simultaneous anammox and denitrification system for enhanced nitrogen removal[J]. Science of the Total Environment, 2019, 655: 1355-1363. doi: 10.1016/j.scitotenv.2018.11.321 [51] 林柱东, 韦朝海, 梁丽琨, 等. 焦化废水厌氧生物降解影响因素的识别[J]. 环境科学学报, 2017, 37(9): 3316-3326. [52] PAN J X, MA J D, WU H Z, et al. Simultaneous removal of thiocyanate and nitrogen from wastewater by autotrophic denitritation process[J]. Bioresource Technology, 2018, 267: 30-37. doi: 10.1016/j.biortech.2018.07.014 -

 点击查看大图
点击查看大图
计量
- 文章访问数: 5837
- HTML全文浏览数: 5837
- PDF下载数: 105
- 施引文献: 0



























