

-
活性污泥法是目前城市污水处理的主流工艺,剩余污泥是活性污泥法处理污水的产物之一。剩余污泥中含有大量的水分、挥发性物质、病原体、寄生虫卵、重金属、盐类及某些难分解的有机物,体积庞大,易腐化发臭。近20年来,我国污水处理厂建设速度和覆盖率显著提高,剩余污泥产量随着城市污水处理厂的兴建和投入使用而逐年增加。2021年年末,污水处理厂处理能力为2.1亿m3/d[1],按此估算产生湿污泥量约为20万t/d,到2025年,全国新增污泥(含水率80%的湿污泥)无害化处置设施规模不少于2万t/d,城市污泥无害化处置率达到90%以上,地级及以上城市达到95%以上[2-3]。剩余污泥的妥善处理成为城市污水厂持续稳定运行的重要保障,污泥减量也是城市污水处理系统提升运行效能的一个重要方面。
协同焚烧处理因其效率高、减量率高,是我国目前污泥处理处置的主流技术。协同焚烧需先对污泥进行干化预处理,降低含水率,提升热值。机械脱水和热干化是我国污泥干化的主要技术选择,通过污泥脱水和其后的热介质加热,脱除污泥中水分并进一步干化。目前,工程应用较多的市政污泥脱水及干化处理的方式为板框压滤和热泵干化,形成板框压滤+热泵干化+外运协同焚烧的技术路线。该技术路线经两步处理可以较好地实现市政污泥的脱水和干化,但由于设备结构和工作原理的限制,存在占地面积较大,能量利用效率需要进一步提高的局限。因应这一技术需求,我们将电磁加热、板框压滤、真空强化耦合,开发了“磁热干化隔膜压滤一体化技术”,并开展了应用实践。
-
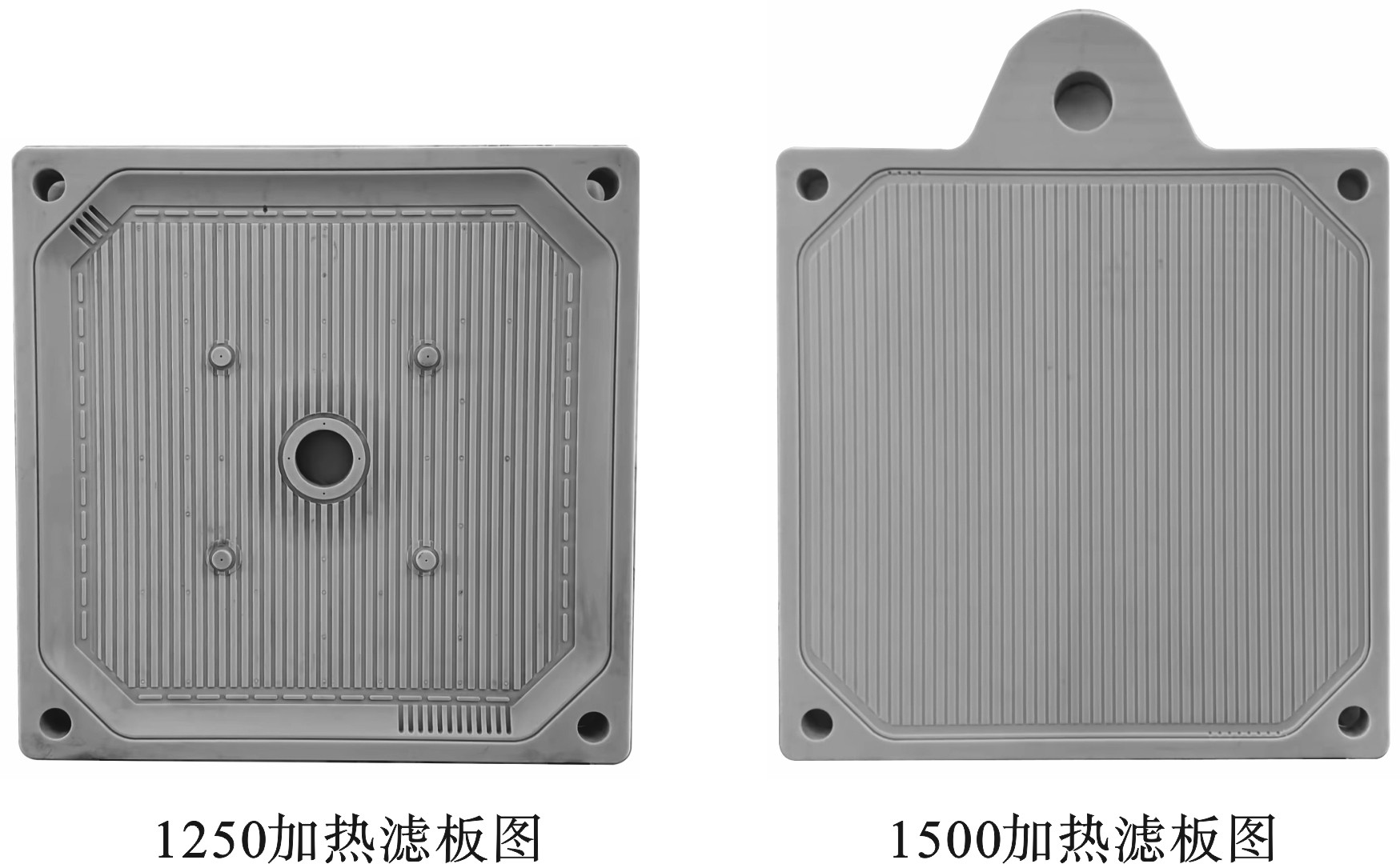
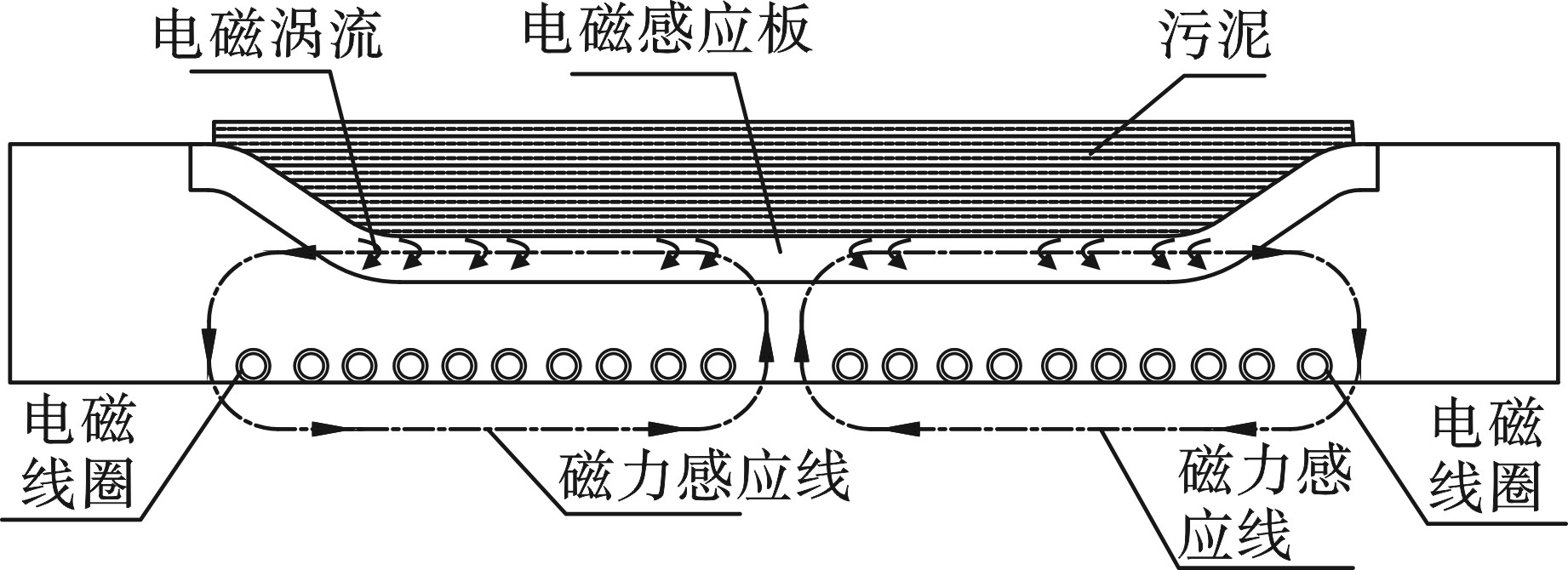
磁热干化隔膜压滤一体化技术的基本原理是将电磁加热与板框压滤结合,并辅以真空强化,可以一步实现污泥脱水和干化[4],提升污泥干化效率。电磁加热的原理是利用电磁感应将电能转换成热能,实现加热。电磁加热需要在高频交变电作用下,高频电流流过线圈产生高速变化的交变磁场,磁力线作用在导磁性材料上使其表面产生无数小的电磁涡流,通过电磁涡流碰撞使材料表面本身高速发热,从而达到加热的目的,故也称电磁涡流加热[5],见图1。本项目研究团队完成了电磁涡流加热线圈布置在高分子复合材料中并压铸封装成型生产电磁加热滤板的研发,形成了型号化产品,见图2。左图为上进料1500型电磁加热滤板,外形尺寸1 650 mm×1 500 mm×80 mm,过滤面积3.72 m2,发热功率4.8 kW;右图为中进料1250型电磁加热滤板,外形尺寸1 250 mm×1 250 mm×75 mm,过滤面积2.65 m2,发热功率3.5 kW。将电磁加热滤板替换到板框压滤机中,即可实现电磁加热与板框压滤的结合。在电磁涡流加热污泥的同时对压滤室抽真空,控制真空度在−80~−90 kPa区间,水的沸点只有60°~40°,促进污泥滤饼中毛细水、内部结合水[6]以汽水混合物方式进一步排出,达到强化脱水和干化的目的。在加热过程中,通过传感器反馈,同时采用4~20 mA模拟量控制与外部信号控制与PLC对接;通过操作盘控制监视数据,控制频率、电流、磁场及滤室真空度从而控制型腔内温度最终达到污泥脱水和干化的要求。
-
磁热干化隔膜压滤一体化技术的工艺过程主要分为污泥进料、隔膜压滤、吹气穿流和真空辅助磁热干化4个阶段。(1)污泥进料:污泥经调理后,难祛除的结合水充分释放为自由水,随后通过进料泵进入密封滤室,利用泵压使大量自由水通过滤布排出,直至污泥充满滤室。(2)隔膜压滤阶段:通过高压水产生的压榨力,使滤饼压滤,将残留在污泥颗粒间的自由水挤出,最大限度地降低滤饼水分。(3)吹气穿流阶段:利用压缩空气强气流吹扫进行穿流置换,进一步驱除滤饼中的自由水。(4)真空辅助磁热干化阶段:磁热板通电后,加热腔室内的滤饼,同时开启真空系统,使腔室内形成负压,在真空环境的作用下,滤饼中难祛除的结合水不断汽化沸腾[7]排出,经过冷凝器实现汽水分离,液态水排至污水处理系统,尾气经净化处理后达标排放。真空辅助磁热干化是该技术的重要创新点,也是显著降低污泥含水率重要阶段,毛细水、表面吸附水、内部结合水在这一阶段得到明显脱除。我们的实践表明磁热干化隔膜压滤一体化技术可将污泥含水率从98%降至40%,其在不同工艺阶段降低污泥含水率的进程,见图3。
-
南方某城市市政污水处理站,设计处理规模5万t/d,最大处理水量6.5万t/d,污水站执行《城镇污水处理厂污染物排放标准:GB 18918—2002》一级A标准。污泥脱水间,原设计采用2台套离心机进行剩余污泥减量处理,污水站污泥特性等,见表1。
由于离心机处理后污泥运输过程中容易抛洒滴漏,污泥处置单位接收意愿低,给污水处理厂正常运行带来很大压力,并根据当地的环保要求,剩余污泥如运往电厂掺烧发电需达到污泥脱水后含水率≤40%[8]。结合现场情况,预选了市场上主要工艺路线进行对比,见表2。 综合考虑,该项目污泥处理采用“浓缩+磁热干化隔膜压滤一体化技术”的技术路线,设计处理污水站每天产生约35 t(80%含水率)污泥,处理后出泥含水率≤40%。项目于2021年11月投入运营,实现了污泥减量化、稳定化和无害化。处理后污泥运往电厂掺烧发电,实现了污泥无害化处置。
-
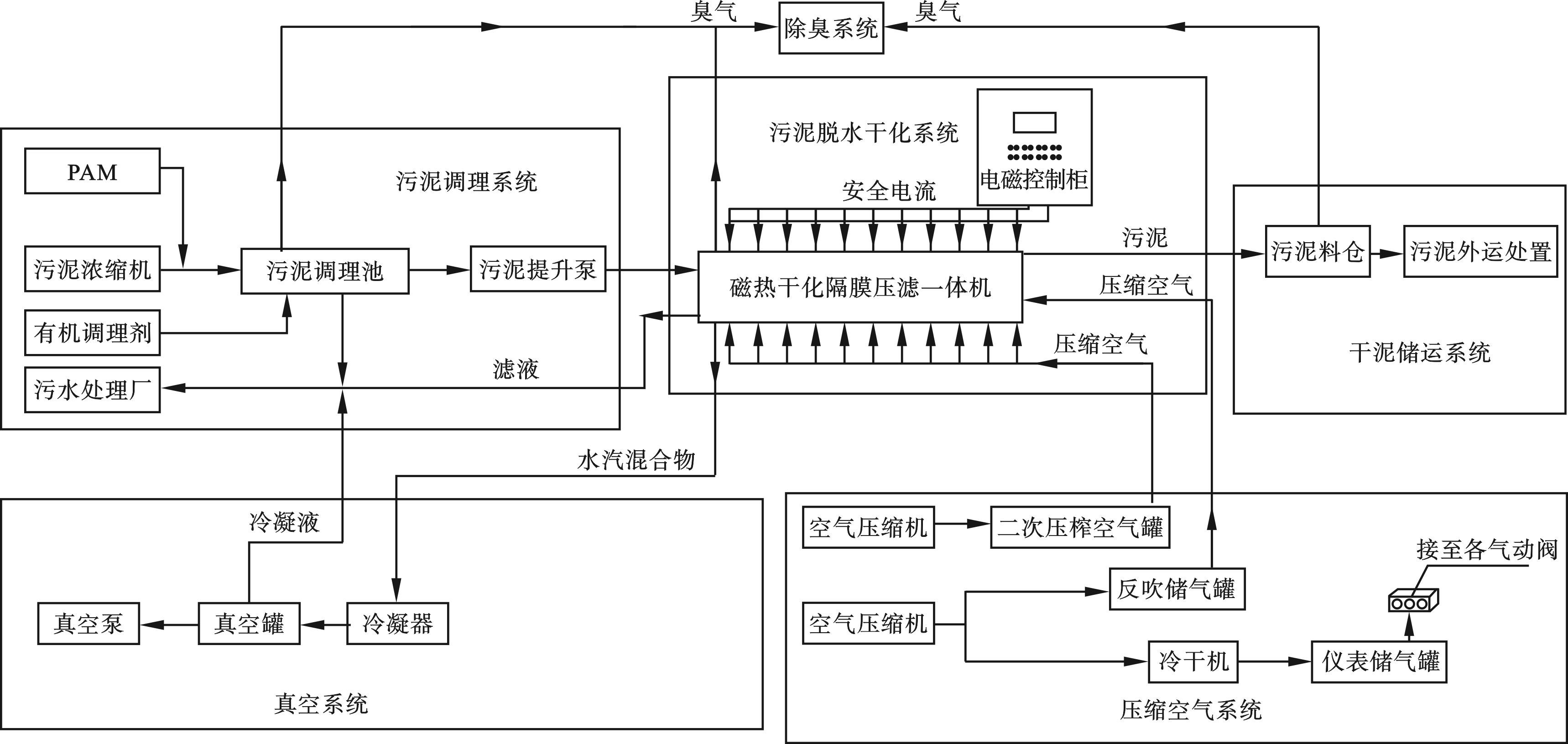
实施过程中,采用两台FST-1250/200型号磁热干化隔膜压滤设备及配套系统。设计参数,见表3,配套设备参数,见表4,系统工艺流程,见图4。
-
磁热干化隔膜压滤一体化技术在项目运营过程中根据现场工况做了运行条件的优化。(1)在管道输送过程中添加PAM药剂,加快污泥颗粒浓缩沉淀[9],并且连续运行。(2)采用高低压泵进料,压滤机空腔采用低压快速进料填充滤腔,达到一定压力后低压泵效率降低,切换至高压泵进料即进一步填充滤腔,同时施加压力加快污泥过滤脱水。(3)滤布边框增加密封条,加大板框之间密封,在加热真空过程中保持滤腔真空度,减低泥饼加热稳定,加快泥饼水分排出。(4)在滤腔内设置温度传感器、真空管道上设置负压传感器,监控内部温度及滤腔真空度,利用PLC控制电磁控制器与真空泵匹配运行,节约了污泥干化所消耗电能。
-
在运行的项目上,与传统直接板框压滤脱水、热干化等工艺技术相比,磁热干化隔膜压滤一体化技术在占地、能耗、投资等多方面皆有显著优势。(1)污泥进料、压滤、电磁加热干化耦合融为一体,系统简单可靠,占地面积小。污泥含水率一次性从92%~98%脱水干化至40%以下,体积减量超过97%,大幅降低了运输成本。外运协同焚烧发电,实现了污泥资源化利用。(2)采用电磁涡流加热污泥和辅助真空干化耦合,直接加热泥饼,无需外来热源。工作过程结合传感器、PLC控制,污泥干化消耗能量是直接干化蒸发的60%。(3)污泥脱水干化一段式完成,无需二段式热干化,减少设备投资。
-
项目处理污泥35 t/d(折算到80%含水率),脱水后污泥稳定在40%以下,运行成本费用,见表5。
在南方区域,污泥处置费用与其含水相关,对应电厂收取处置费40%含水率污泥280元/t,60%含水污泥处置费用380元/t[10]。基于本项目污泥脱水干化的运行费用,与同等规模的普通板框压滤机脱水和脱水+二次干化技术路线作了对比分析,见表6。对比分析表明,项目采用磁热干化隔膜压滤干化相比较采用普通板框压滤机处理污泥,不仅每天成本支出减少2 235.9元,按年365 d计算,污泥项目运营节约81.6万元,而且解决污泥出路问题,实现了污泥减量化、稳定化和无害化。
-
市政污泥的妥善处理是城市污水厂持续稳定运行的重要保障。项目以南方某市政污水处理站为例,经过项目稳定运行,验证了磁热干化隔膜压滤一体化技术在工艺配套、技术指标各方面可行,能够实现一步将污泥从92%~98%脱水干化至40%以下。有效解决污泥脱水难,无法资源化利用等环节,助推我国污泥处理领域新的技术发展。
目前,研究团队的工作集中在对已进行生产性应用的“磁热干化隔膜压滤一体化技术”进行技术迭代和升级。主要进行:(1)电磁加热隔膜压滤设备滤板和滤布的进一步优化设计和材料替代;(2)电磁加热隔膜压滤设备的自动化智能化控制技术研究;(3)现有压滤设备增加电磁加热干化功能的升级改造技术研究。力争通过污泥处理,打通污水处理最后一环——污泥无害化、减量化、资源化利用,助力“双碳”背景下的低碳用能技术发展。
磁热干化隔膜压滤一体化技术应用于市政污泥脱水干化的工程实践
Engineering application of integrated magnetic thermal drying and membrane pressure filtration technology in municipal sludge dehydration and drying
-
摘要: 剩余污泥的妥善处理成为城市污水厂持续稳定运行的重要保障,污泥减量是城市污水处理系统提升运行效能的一个重要方面。因此,开发适合我国污泥泥质特征的污泥处理处置与资源化技术意义重大。磁热干化隔膜压滤一体化技术将电磁加热、板框压滤、真空强化耦合能够在一个处理过程将市政污泥含水率从98%直接降至40%。以南方污水处理厂为例,处理污泥35 t/d(折算到80%含水率)的应用实践结果表明,磁热干化隔膜压滤一体化技术系统简单可靠,占地面积小;无需二段式热干化,减少设备投资。相较于采用普通板框压滤机处理污泥,污水处理厂污泥项目运营节约81.6万元/年,而且解决了污泥出路问题,从节能环保角度实现经济效益和环境效益的双赢。Abstract: Proper treatment of residual sludge the guarantee for sustainable and stable operation of urban sewage plants, and sludge reduction is an important aspect of improving the operation efficiency of urban sewage treatment systems. Developing sludge treatment and recycling technology suitable for sludge characteristics in China is essential. The integrated technology of magnetic thermal drying diaphragm filtration can reduce the moisture content of municipal sludge directly from 98% to 40% in one treatment process by electromagnetic heating, plate and frame filtration, and vacuum strengthening coupling. Taking a sewage plant in South China as an example, the application results of treating sludge 35t/d (80% moisture content) showed that the magnetic thermal drying membrane filtration integrated technology system was reliable, and occupied a small area. Two-stage heat drying was not required, resulting in reduced equipment investment. Compared with the use of ordinary plate and frame filter press to treat sludge, the operation of the sewage plant sludge project saved 816,000 yuan/year, solved the problem of sludge outlet, and realized a win-win situation of economic and environmental benefits from the perspective of energy conservation and environmental protection.
-
化学氧化修复是有机污染场地常见的修复技术之一[1],其修复机理主要是通过强氧化剂与有机污染物发生氧化还原反应,使得污染物转化为稳定、低毒或无毒性物质[2]。常见的化学氧化剂有活化过硫酸盐、Fenton、类Fenton、高锰酸钾、臭氧等,其中活化过硫酸盐以其易活化、适应性广、效果好等优点而成为研究热点[3-4]。化学氧化能快速而高效地去除土壤中的各类有机污染物,具有修复效率高、修复速率快、普适性强等优点[5]。然而,加入大量化学氧化剂往往会导致土壤理化性质改变、微生物生态系统破坏、带来二次污染等隐患[6]。
微生物修复技术通过微生物的生长代谢作用,将有机污染物转化成简单无机物,从而达到去除环境中有机污染物的目的[7],包括生物刺激(添加营养物质)、生物强化(添加高效降解菌或生物催化剂(基因和酶))和曝气系统(曝气增氧)等[8]。与化学氧化等其他技术相比,微生物修复技术能够有效避免二次污染问题,其成本更低,更易于维护,但也存在修复时间长、对环境要求比较严格等缺点[9],故在实际污染场地的应用中,仍具有一定的局限性。
为了解决单项修复技术的局限性,实现更高的有机污染物去除率的目标,可以使用多种方法联合修复[10]。近年来的研究表明,化学氧化和微生物联合修复是一种可行的联合修复方法,具有广泛的应用前景[11-12]。然而,在此前化学氧化-微生物联用技术的研究中,微生物降解主要依赖土著微生物,重点关注的是化学氧化剂对土壤微生物生态系统的影响,关于化学预氧化联合微生物强化或微生物刺激技术(即预氧化后强化微生物降解作用)的研究较少[13-14]。
菲作为土壤中常见的多环芳烃污染物之一,对人类健康具有严重威胁[15]。针对菲污染土壤修复的研究主要集中于化学氧化、微生物降解等单一方法[16],本研究将化学氧化和微生物修复技术相结合,旨在探究化学预氧化后强化微生物降解对土壤中菲的降解效应,重点关注低浓度过硫酸盐预氧化耦合生物强化和生物刺激技术对菲降解的促进效应,以及修复期间土壤各项理化性质的变化情况,为化学氧化-微生物联用修复技术的应用提供参考。
1. 材料与方法
1.1 供试土壤
实验采用人工模拟的污染土壤,其制备方法如下:在5 kg洁净土壤中加入50 mL 10 g·L−1菲的丙酮溶液,充分混匀后,老化1个月。土壤各项理化指标:菲浓度(98.70±3.23) mg·kg−1,pH 7.42±0.06,有机质含量(34.79±0.89) g·kg−1,总磷含量(0.617±0.02) g·kg−1,总氮含量(0.732±0.02) g·kg−1,微生物数量(5.73±0.70)×107 CFU·g−1。土壤机械组成:(2.71±0.02)%黏粒,(36.28±1.21)%粉粒,(61.01±2.11)%砂粒。
1.2 实验材料
1)化学试剂。PHE(纯度>98%)购自Sigma-Aldrich(中国上海);色谱纯试剂:丙酮,正己烷,二氯甲烷;分析纯试剂:Na2S2O8,KH2PO4,NaNO3等。这些试剂均购自国药集团化学试剂有限公司(中国北京)。
2)菌剂。使用实验室筛选、保存的高效菲降解菌Acidovorax sp.JG5制备菌剂,该菌在1 d内对浓度100 mg·L−1菲的降解率为90%以上。菌剂制备方法如下:从斜管培养基中挑取1环Acidovorax sp.JG5菌株,接种至富集培养基中,在30 ℃、180 r·min−1条件下,恒温振荡培养至对数生长期,于4 ℃、8 000g下,离心分离10 min,收集菌体,用无菌生理盐水洗涤2次后重悬,并调节OD600值为0.3。
1.3 实验处理
实验共设10个处理组(如表1所示),每个处理组设3个重复。取菲污染土壤150 g于250 mL锥形瓶内,根据表1中设定的浓度,加入过硫酸钠和适量去离子水,调节水土比为3∶5。搅拌均匀后,盖上无菌透气膜,放置于50 ℃水浴锅中,反应72 h后取出,转移至30 ℃恒温培养箱中静置。在化学氧化降解期间,每隔24 h取样测定体系中过硫酸盐浓度;第1、3、5、7 天分别取样测定土壤pH、微生物数量;化学氧化前后,测定土壤中菲浓度。化学预氧化后,通过添加不同药剂,将化学预氧化后的实验组分为表1所示的9组实验组。其中:C-CK实验组加入抑菌剂NaN3,以抑制后续微生物活性,作为单独化学氧化对照组;仅加入等量去离子水的实验组命名为CK组,作为化学氧化-土著微生物降解对照组;B-CK组仍然仅添加等量去离子水,以作为单独微生物降解对照组。所有实验组均根据表1中设定的浓度,加入菌剂、各类营养物质或去离子水。放置于30 ℃、80%湿度恒温培养箱中,静置培养,每隔7 d取样测定土壤pH、微生物数量和菲浓度。
表 1 实验处理组Table 1. Experimental treatment groups实验处理组 处理组简称 添加药剂 单独微生物降解对照 B-CK 化学氧化阶段:不进行化学氧化,仅加入等量去离子水 微生物降解阶段:等量去离子水 单独化学氧化对照 C-CK 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.1 mL·g−1 0.2 mol·L−1 NaN3 化学氧化-土著微生物降解对照 CK 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:等量去离子水 化学氧化+营养物质N刺激 C+N 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.187 mol·g−1 NaNO3 化学氧化+营养物质P刺激 C+P 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.018 7 mol·g−1 KH2PO4 化学氧化+营养物质NP刺激 C+NP 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.187 mol·g−1 NaNO3;0.018 7 mol·g−1 KH2PO4 化学氧化+生物强化 CBA 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.1 mL·g−1 菌液 化学氧化+生物强化+营养物质N刺激 CBA+N 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.1 mL·g−1 菌液;0.187 mol·g−1 NaNO3 化学氧化+生物强化+营养物质P刺激 CBA+P 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.1 mL·g−1 菌液;0.018 7 mol·g−1 KH2PO4 化学氧化+生物强化+营养物质NP刺激 CBA+NP 化学氧化阶段:0.1 mmol·g−1 Na2S2O8 微生物降解阶段:0.1 mL·g−1 菌液;0.187 mol·g−1 NaNO3;0.018 7 mol·g−1 KH2PO4 | Show Table DownLoad:
CSV
DownLoad:
CSV
1.4 分析方法
使用紫外分光光度法[17]测定体系中过硫酸盐浓度。使用pH计(PB-10,Sartorius)测定体系中pH。微生物计数(土壤中活细菌数)的测定参考标准ISO 6222(1999)。按照赵丹等[18]的研究方法,使用气相色谱-质谱联用仪(Agilent 7890A-5975C)测定土壤中菲浓度。
1.5 数据分析
使用Origin 2016软件(OriginLab Corporation,USA)制作图表,SPSS软件和R语言包进行相关性分析和显著性分析,并绘制heatmap图。
2. 结果与讨论
2.1 化学预氧化阶段土壤中过硫酸盐浓度变化及菲的降解率
使用热活化过硫酸盐对菲污染土壤进行预氧化,土壤中过硫酸盐浓度随时间的变化情况及化学氧化前后土壤菲降解率如图1所示。加入氧化剂过硫酸钠反应1 d后,土壤中过硫酸盐浓度由0.1 mmol·g−1下降至0.052 mmol·g−1,降幅达近50%。随后的几天内,过硫酸盐持续消耗,到第7天,土壤中过硫酸盐基本消耗完毕。化学预氧化阶段到此结束,土壤菲的降解率达22.7%。随后加入降解菌剂或营养物质,开始进行菲的微生物降解。
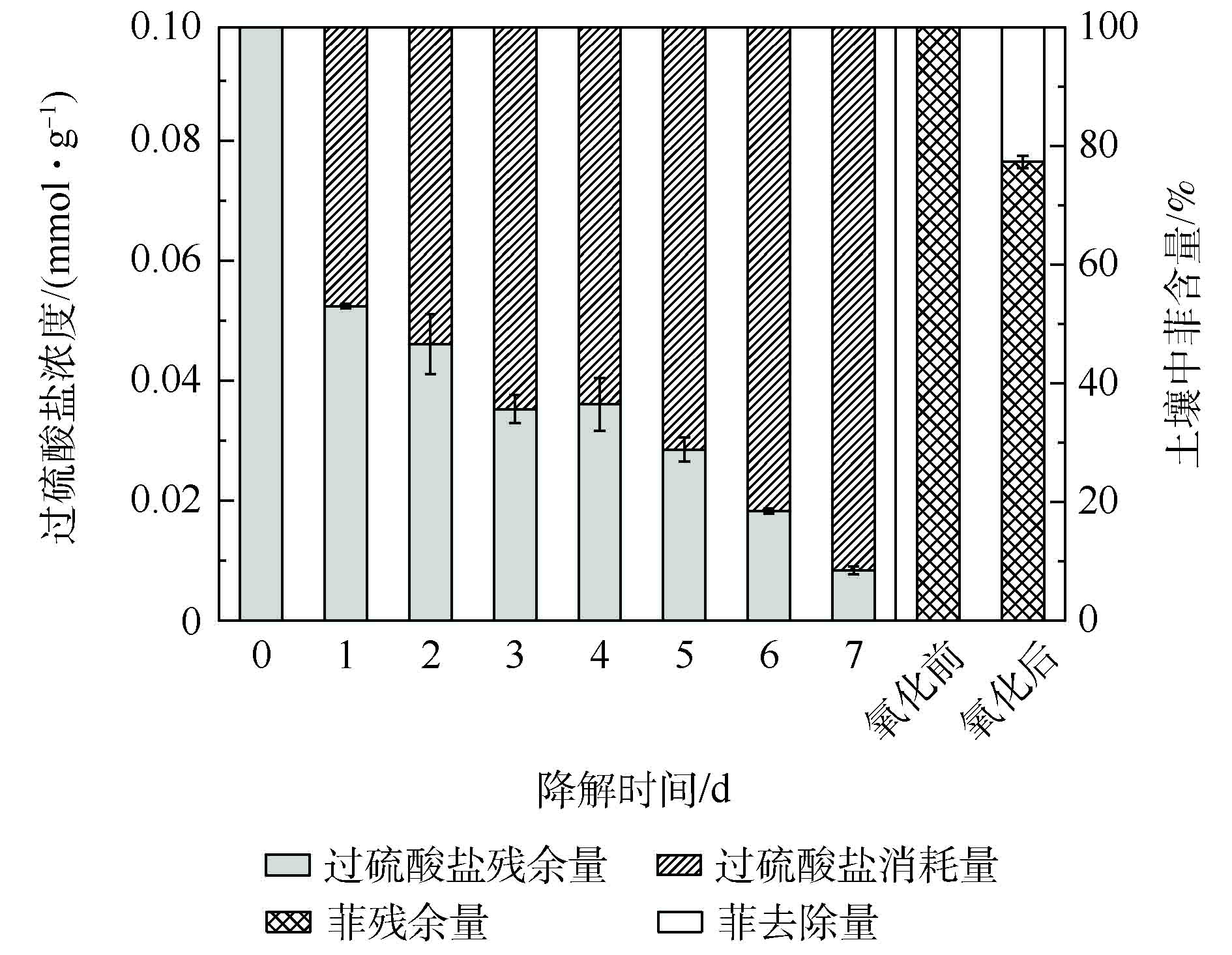 图 1 化学预氧化处理菲的降解率和过硫酸盐含量的变化Figure 1. Changes of persulfate concentrations and PHE degradation efficiency in the chemical pre-oxidation treatments
图 1 化学预氧化处理菲的降解率和过硫酸盐含量的变化Figure 1. Changes of persulfate concentrations and PHE degradation efficiency in the chemical pre-oxidation treatments2.2 预氧化后强化微生物降解对土壤菲降解的影响
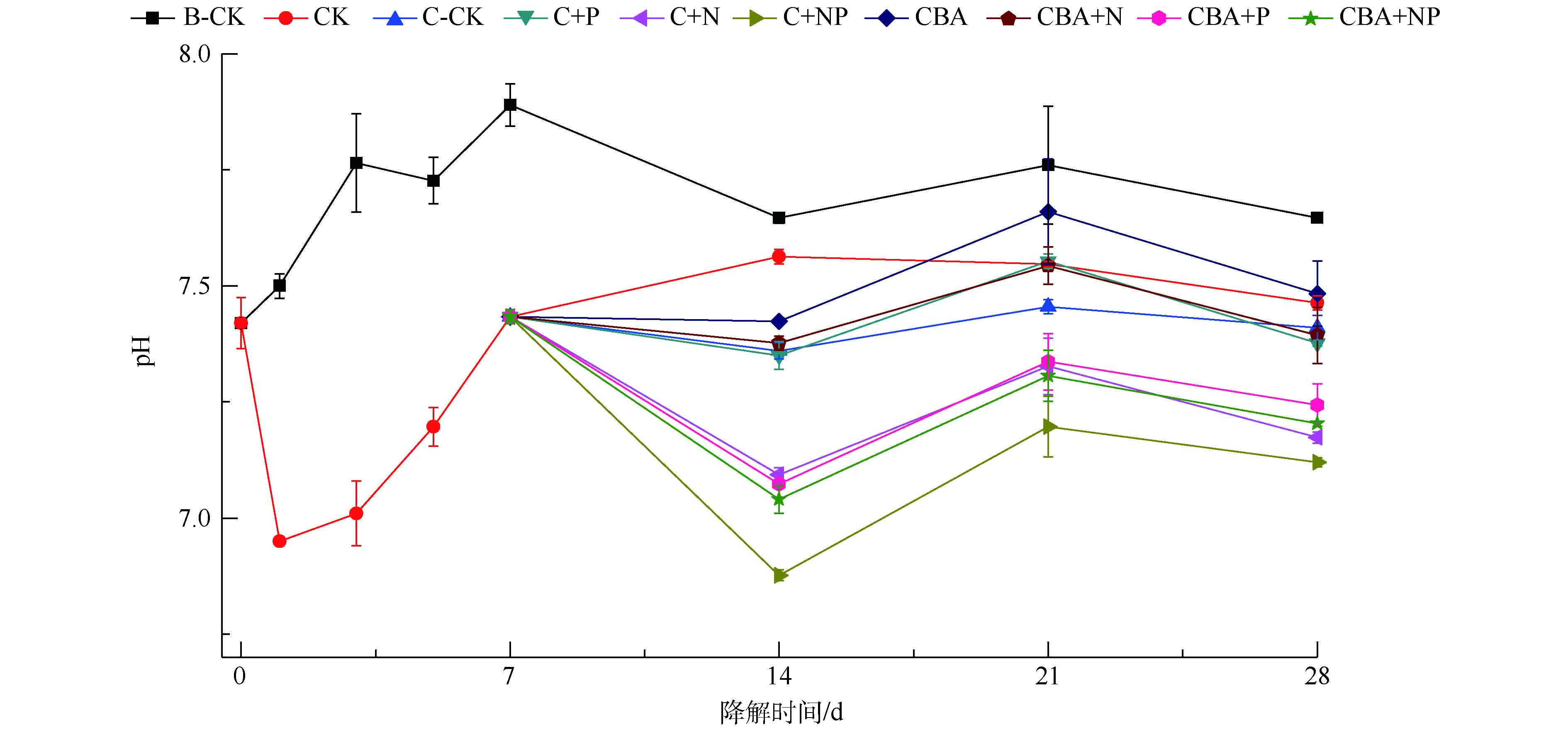
化学预氧化后强化微生物降解对土壤中菲的降解率如图2所示。前7 d内(化学氧化阶段),单独土著微生物降解对照组(B-CK)仅去除了0.73%的菲,而活化过硫酸钠降解了22.7%的菲(对照组CK)。化学预氧化后,进一步培养B-CK、C-CK和CK等3组对照组,到第28天,B-CK最终降解率为18.43%,加入了抑菌剂NaN3的单独化学氧化对照组C-CK最终降解率为23.85%,而进行了化学预氧化-土著微生物降解的对照组CK的最终降解率为28.39%,分别较C-CK和B-CK提高4.54%和9.96%。上述结果表明,化学预氧化较单独微生物降解更能快速降解土壤中的菲,且化学预氧化后,残余的土壤微生物仍能对土壤中的菲进一步降解,进而取得更高的菲降解率,这为化学预氧化后强化微生物降解土壤中菲的研究提供了理论基础。
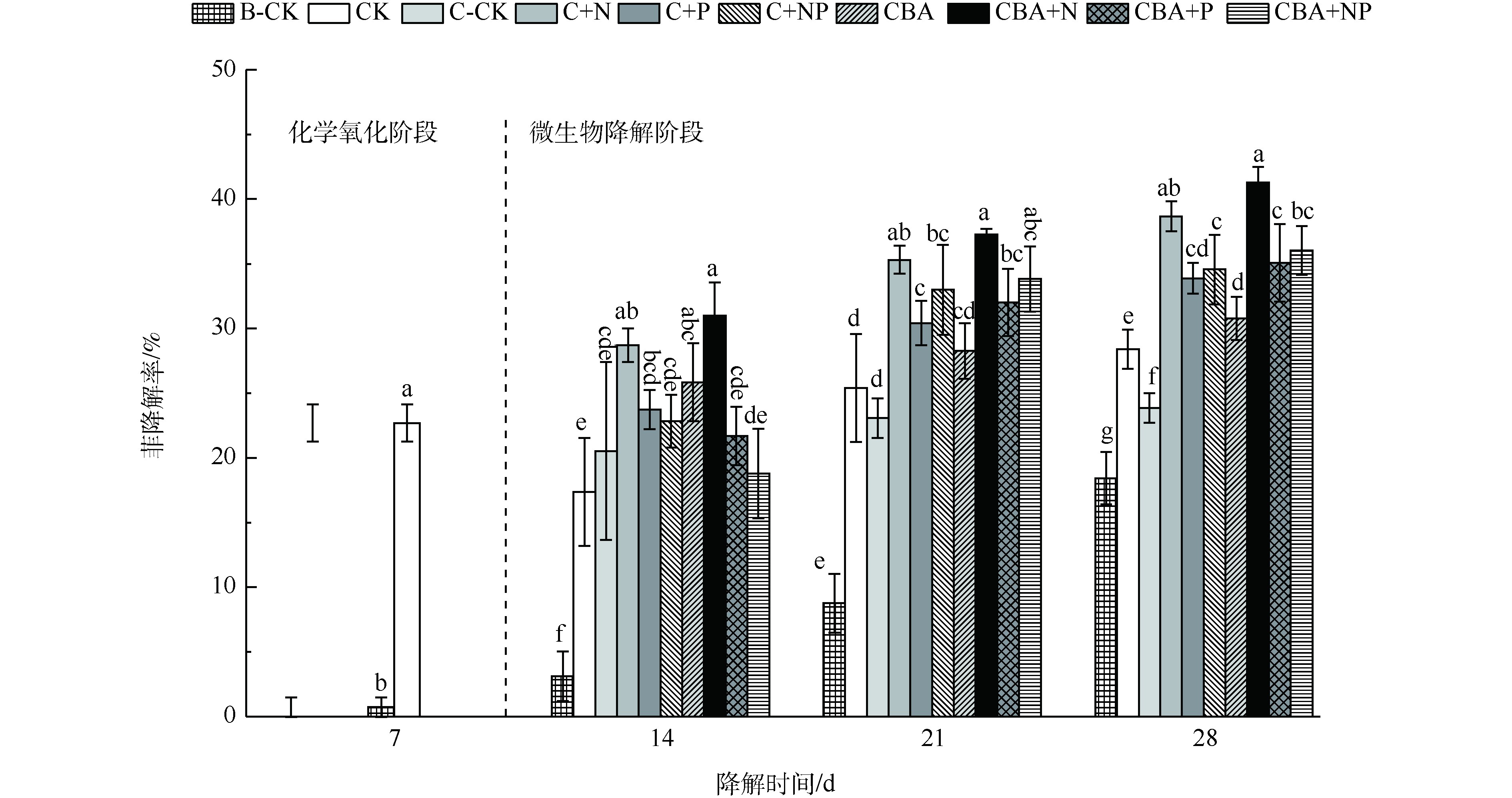 图 2 不同处理下土壤菲的降解率Figure 2. Degradation efficiency of soil phenanthrene by different treatments注:小写字母表示不同处理之间在0.05水平存在显著性差异。
图 2 不同处理下土壤菲的降解率Figure 2. Degradation efficiency of soil phenanthrene by different treatments注:小写字母表示不同处理之间在0.05水平存在显著性差异。为进一步提高化学预氧化后土壤中多环芳烃菲的微生物降解率,通过生物强化(添加外源降解菌)和生物刺激(添加营养物质)2种手段,强化预氧化后土壤中微生物对菲的降解,结果如图2(微生物降解阶段)所示。可以看出:化学预氧化后,同时添加营养物质N和高效降解菌的实验组CBA+N,对土壤中菲的降解率最高,达41.29%;其次为添加营养物质N的实验组C+N(38.65%)。营养物质N和高效降解菌的加入,有效促进了土壤中菲的微生物降解,各实验组较对照组C-CK的降解率提高13%~17.44%,较未经生物强化的对照组CK提高8.46%~12.9%。
相比于营养物质N,添加营养物质P及NP复合营养液,对土壤中菲的微生物降解的促进有一定的迟滞性,营养物质添加1周后,菲的降解率增幅最高,仅为1.02%。自第2周起,才表现出明显的降解,最终实验组C+P、C+NP、CBA+P和CBA+NP中降解率分别达到33.86%、34.54%、35.06%和36.03%,较对照组C-CK提高10.01%~12.18%,较未经生物强化的对照组CK提高5.47%~7.64%。菲的降解结果表明,化学预氧化后耦合生物强化和生物刺激技术能够有效强化污染土壤中菲的降解。
2.3 降解期间土壤微生物数量变化规律
如图3所示,化学预氧化会导致土壤中微生物数量急剧下降,但随着营养物质和高效降解菌的加入及培养时间的延长,微生物数量逐渐恢复。化学预氧化后同时加入菌剂和N盐,对微生物生长促进作用最强,P盐的加入对微生物生长的影响为先抑制后促进。在化学预氧化处理的实验组中,过硫酸钠的加入导致土壤中微生物数量急剧下降,从7.76lgN(N表示微生物菌落数,单位为CFU·g−1,下同)下降至2.33lgN。培养7 d后,微生物数量缓慢恢复至3.84lgN。营养物质P(实验组C+P、C+NP、CBA+P和CBA+NP)的加入,在短期内(第7~14天),抑制了土壤微生物数量的增长,各处理中微生物数量下降了3~63 CFU·g−1;而在后续培养中(第14~28天),微生物数量迅速增长。添加营养物质N及外源降解菌(实验组C+N、CBA、CBA+N),可有效促进土壤中微生物数量的增长。在第14~28天,除添加抑菌剂NaN3的对照组C-CK外,所有化学氧化-微生物联用实验组中土壤微生物数量均逐渐回升,增长率达4.10%~71.74%。这是生态系统稳定性的体现[19],也是化学氧化-微生物联用修复技术得以实现的基础。
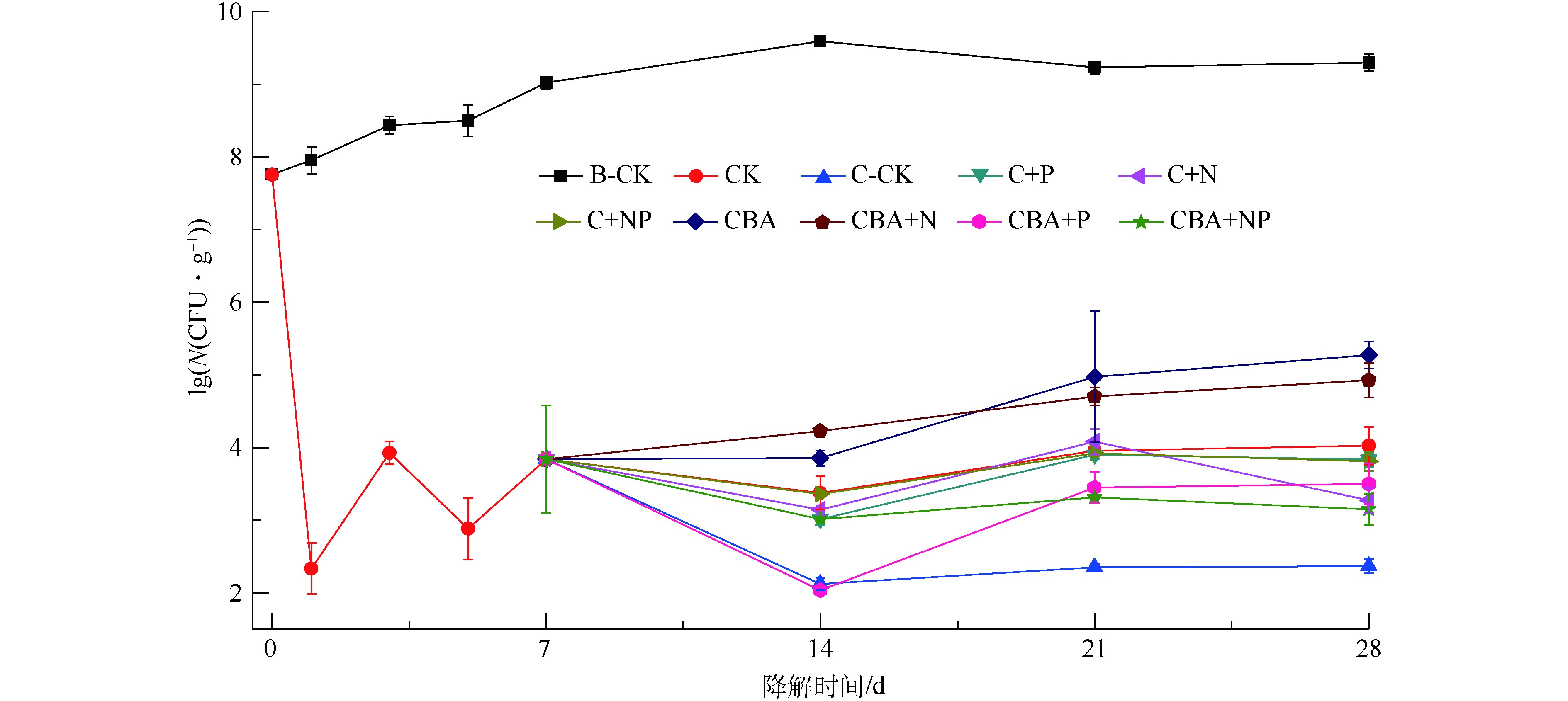 图 3 降解期间土壤微生物数量的变化Figure 3. Variations of soil microbial biomass in the degradation process注:N表示微生物菌落数。
图 3 降解期间土壤微生物数量的变化Figure 3. Variations of soil microbial biomass in the degradation process注:N表示微生物菌落数。2.4 降解期间土壤pH变化规律
在化学预氧化作用下,强化微生物降解土壤中多环芳烃菲期间,土壤pH的变化情况见图4。化学氧化-微生物联用修复实验组中pH变化规律为先下降,后上升,最后维持稳定。在单独微生物降解对照组B-CK中,土壤pH从7.42上升至7.89,最后相对稳定地维持在7.70左右。这可能是土壤中土著微生物生长代谢期间,产生了某种碱性中间产物而导致的。过硫酸盐和P盐会导致土壤pH急剧下降,加入菌剂和N盐对pH影响较小。在化学预氧化实验组中,过硫酸盐的加入使得土壤pH由7.42迅速下降至6.95,随着过硫酸盐的消耗,pH逐渐恢复至氧化前水平。加入营养物质或菌剂,短期内会不同程度抑制土壤pH的持续升高。添加营养物质N和菌剂,对土壤pH抑制的程度较小,土壤pH仅轻微降低0.01~0.08,最终维持在7.37~7.48。而在添加了营养物质P的实验组C+P、C+NP、CBA+P和CBA+NP中,土壤pH下降幅度较大,分别下降了0.34、0.55、0.36和0.39。随着培养时间的增加,各实验组pH均逐渐回升,最终维持在7.12~7.24。
2.5 降解体系内各因素间相关性分析
使用Pearson相关系数、T检验,对氧化剂、营养物质、菌剂和抑菌剂与土壤pH、微生物数量和菲降解率间的相关性进行分析,结果如图5所示。土壤中菲的降解率与过硫酸盐、营养物质和菌剂添加呈正相关,与抑菌剂、土壤pH呈负相关,其中过硫酸盐和营养物质N 2个因素与菲的降解率之间均具有显著的正相关性(P<0.05)。这也进一步证实了化学氧化结合生物强化和生物刺激,对土壤中菲的降解的促进作用。土壤pH与营养物质P呈显著负相关(r=−0.869,P<0.01),与过硫酸盐浓度呈显著负相关(r=−0.642,0.01<P<0.05)。微生物数量与过硫酸盐呈显著负相关(r=−0.898,P<0.01),与土壤pH呈显著正相关(r=0.724,0.01<P<0.05)。这说明过硫酸盐的加入对土壤pH和微生物数量具有严重负面影响。
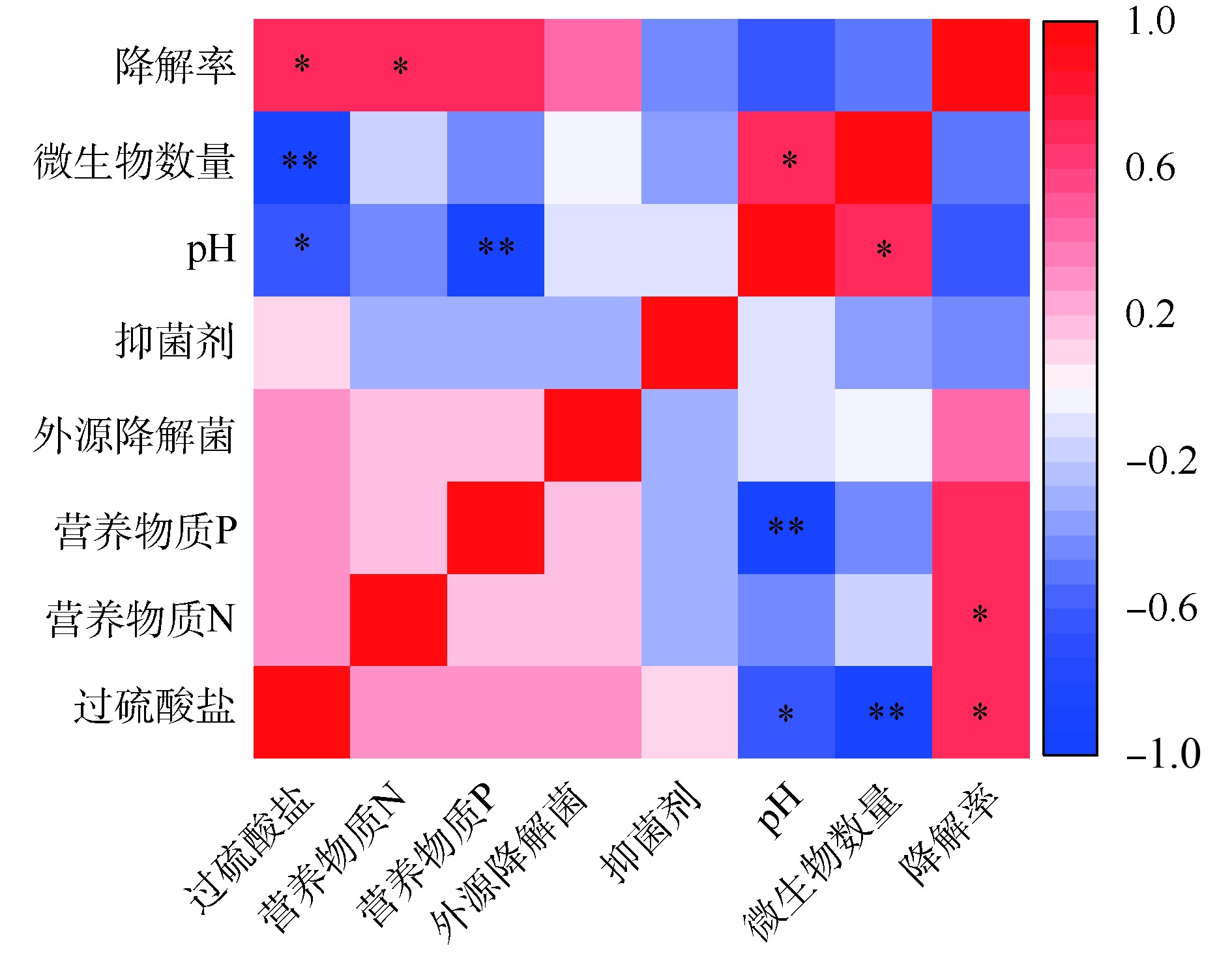 图 5 Pearson相关系数热图Figure 5. Heatmap of Pearson correlation coefficient注:*表示0.01<P<0.05;**表示P<0.01。
图 5 Pearson相关系数热图Figure 5. Heatmap of Pearson correlation coefficient注:*表示0.01<P<0.05;**表示P<0.01。2.6 讨论
氧化剂的加入会导致土壤pH和微生物数量急剧下降,但随着培养时间的增加,二者逐渐回升。土壤pH的下降可能是由于加入到污染土壤中的过硫酸钠活化分解,产生·
SO2−4 自由基的同时生成了大量
SO2−4 和H+,使得土壤pH下降[20]。微生物数量的下降,一方面可能是由于pH骤然降低,土壤微生物难以适应,进而大量死亡。OGAWA等[21]指出,过高或过低的pH均会抑制土壤中微生物的生长。这也解释了在微生物降解阶段,加入酸式盐KH2PO4作为P源后,土壤微生物数量随着pH的降低而再一次下降的原因。另一方面,过硫酸盐分解产生的强氧化性自由基·
SO2−4 也可能是导致土壤微生物数量迅速减少的原因之一。有研究表明,强氧化性的自由基及各种活性物质能够渗透进入细菌的细胞膜(壁),并破坏细胞内的成分,导致细胞死亡[22-23]。·
SO2−4 可能会攻击细菌的细胞膜(壁),使得细胞膜(壁)破裂,导致细菌大量死亡。然而,化学氧化剂虽然在短期内会对微生物造成较大影响,但最终会随着时间的增加而逐渐恢复[19]。这使得化学氧化-微生物联用修复有机污染土壤成为可能。
化学预氧化后添加营养物质和高效降解菌能够有效强化微生物对菲的降解,进而提高化学氧化-微生物联合修复对土壤中有机污染物的去除率。有研究表明,生物添加和生物刺激能够有效促进微生物对土壤中有机污染物的降解[24]。本实验使用热活化过硫酸钠进行化学预氧化后,添加外源高效降解菌和不同类型的营养物质,强化土壤微生物对残余多环芳烃的降解。各个处理最终降解率依次为CBA+N>C+N>CBA+NP>CBA+P>C+NP>C+P>CBA>CK>C-CK>B-CK。同时加入高效降解菌和营养物质N,能达到最优的降解效果。这与前人的研究结果稍有不同。ROY等[25]研究了加入降解菌和营养物质对土壤微生物降解总石油烃的促进作用,结果表明,同时加入降解菌和N、P 2种营养物质,对微生物的降解促进作用最强,其次为同时加入降解菌和营养物质N。造成这一差异的原因:一方面可能是在不同土壤中,微生物对不同类型营养物质的敏感性不同;另一方面则可能是由于作为P源添加的营养液为KH2PO4。KH2PO4属于酸式盐,导致降解体系中pH降低(如图3所示),在反应初期抑制了微生物活性,从而影响了微生物的降解效果。总的来说,在化学预氧化后,对土壤进行生物强化和生物刺激,可有效强化土壤微生物对残余有机污染物的降解,提高联用修复技术对有机污染物的修复效率。
将化学氧化与微生物修复技术相结合,对实际污染土壤的修复而言更具有参考价值。有研究表明,高浓度的过硫酸盐、高锰酸钾、Fenton等化学氧化剂对土壤微生物活性和理化性质均会带来不同程度的负面影响[26]。在使用化学氧化法修复各类有机污染土壤时,为保证修复效率,往往依赖于高浓度高剂量化学氧化剂的添加,这会带来严重的二次污染问题[27]。而微生物修复技术则存在修复时间长、难以修复高浓度污染场地等缺点,使其在实际污染场地修复的应用上仍存在较大的局限性[28]。本实验采用低浓度过硫酸盐对菲污染土壤进行预氧化,在降低了污染物浓度的同时有效减少了对土壤的二次污染,降低了土壤毒性;随后辅以生物强化和生物刺激2种典型的微生物修复技术对土壤中的菲进一步降解,最终获得了较高的降解率。这从绿色和可持续发展角度为有机污染土壤修复技术提供了新思路。
3. 结论
1)化学预氧化后耦合生物强化和生物刺激等手段能够有效强化微生物对土壤中菲的降解,是一种可行的化学氧化-微生物联合修复技术。活化过硫酸盐预氧化后,同时加入营养物质N和高效降解菌,对土壤中菲降解的促进作用最强;营养物质P(KH2PO4)的加入对菲降解的促进作用存在滞后现象;仅添加高效降解菌,对土壤中菲降解的促进作用最差。
2)氧化剂过硫酸钠和营养物质P(KH2PO4)的加入,在短期内会导致土壤pH和微生物数量急剧下降。随着培养时间的延长,pH和微生物数量会逐渐恢复。
3)土壤中菲的降解率与过硫酸盐和营养物质N的添加呈显著正相关。微生物数量与过硫酸盐的添加呈负相关,与土壤pH呈正相关。土壤pH受过硫酸盐和营养物质P的负面影响较大。
-
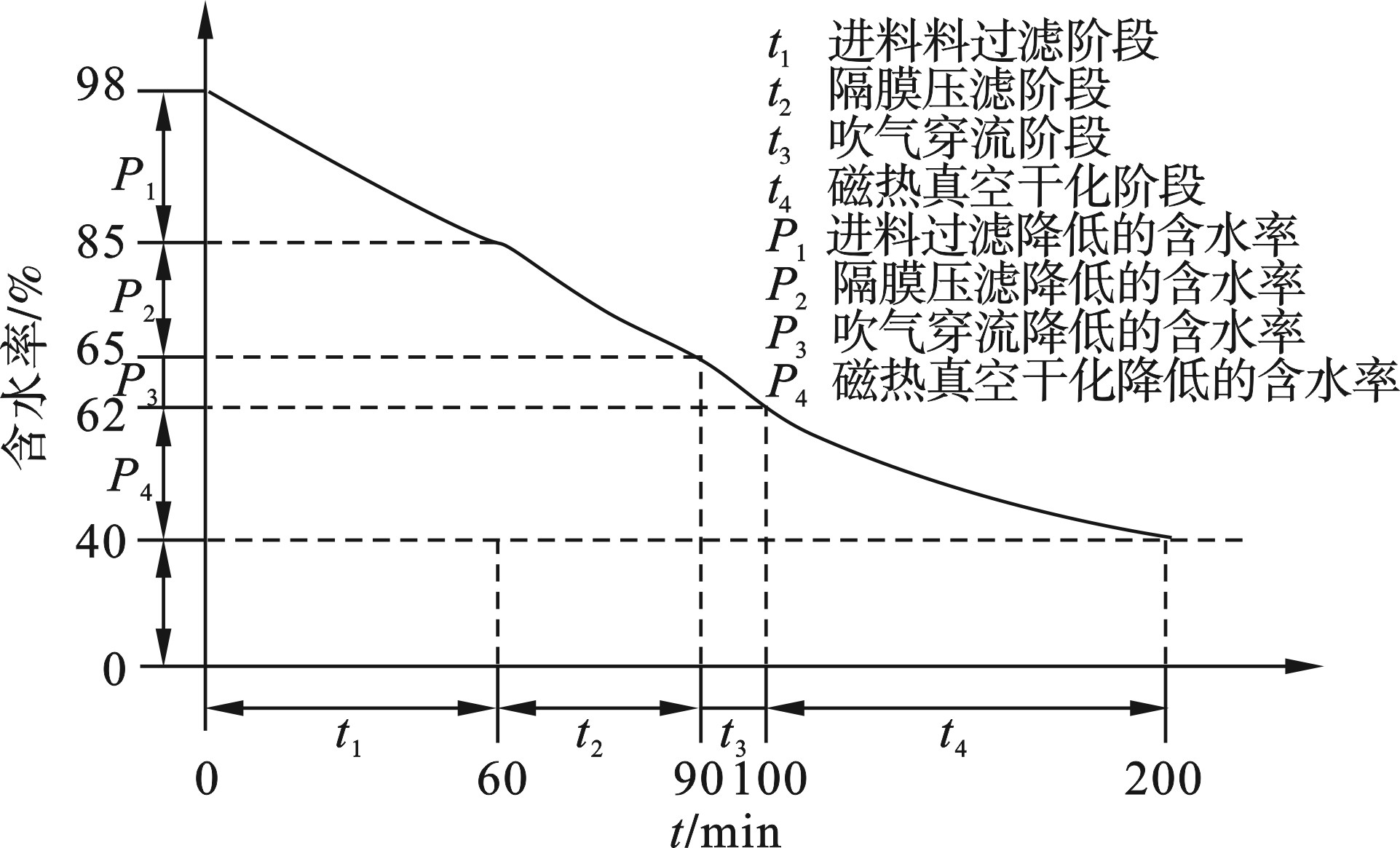
图 3 不同工艺阶段降低污泥含水率的进程
Figure 3. The process of reducing sludge moisture content in different process stages
表 1 污水站污泥特性
Table 1. Sludge characteristics of sewage station
污泥类型 含水率/% 有机质(占干基比例)/% 状态 浓缩机出泥 96~98 45~55 流态 离心出泥 78~82 塑态
下载: 导出CSV
表 2 污泥减量处理主要工艺路线对比
Table 2. Comparison of main process routes of sludge reduction treatment
工艺 进泥要求含水/% 处理后出泥含水/% 处理后污泥状态 设备占地面积 设备投资/万元·t−1 臭气量 粉尘 污泥处置难度 普通板框压滤机脱水 95~98 65 块状 较小 10 较小 较小 需二次处理;难 离心机脱水+二次干化 95~98 40 粉状 较大 25 较大 较大 电厂接收;易 磁热干化隔膜压滤干化 95~98 40 颗粒状 一般 15 较小 较小 电厂接收;易
下载: 导出CSV
表 3 项目主要设计参数
Table 3. Main design parameters of the project
污泥处理量 1个批次运行时间/min 进泥含水率/% 剩余污泥量/ t·d−1 剩余污泥含水率/% 占地/m2 处理工艺 控制系统 电源/V 装机功率/kW 运行功率/kW 运行方式 35 t·d−1(按80%含水率计算) 200 95~98 ≤11.6 ≤40 265 浓缩+磁热干化隔膜压滤一体化技术 触摸屏+PLC可编程控制器+上位机 380 <300 <200 2条独立生产线,序批式,24 h·d−1
下载: 导出CSV
表 4 污泥处理项目主要配套设备
Table 4. The main supporting equipments of sludge treatment project
设备名称 规格参数 单位 数量 反洗泵 Q=14 m3·h−1,H=60 m,N=7.5 kW 台 1 调理罐 有效容积30 m3,PE,搅拌器SUS304,5.5 kW 台 2 调理剂加药箱 搅拌机碳钢衬塑,叶轮直径500 mm,功率1.5 kW 台 2 调理剂加药泵 额定流量1 200 L·h−1,最大压力0.35 MPa,0.75 kW 台 1 高压进料泵 流量30 m3·h−1,扬程120 m,功率15 kW 个 2 磁热干化隔膜压滤设备 FST-1250/200型,滤板尺寸1 250 mm×1 250 mm,过滤面积200 m2,N=11 kW 套 2 真空泵 Q=2.0 m3·min−1,−93 kPa,N=22 kW 台 1 空压机 Q=2 m3·min−1,N=15 kW,P=0.8 MPa 台 1 冷干机 Q=20 L·s−1,N=0.5 kW 个 1 储气罐 V=2 m3,1.0 MPa 个 2 空压机 Q=1 m3·min−1,N=15 kW,P=1.6 MPa 台 1 储气罐 V=1 m3,1.6 MPa 个 1 真空罐 V=1 m3 台 1 电磁控制系统及电控系统 Q=200 kW 套 1
下载: 导出CSV
表 5 污泥处理项目的运行费用
Table 5. Operating costs of sludge treatment projects
费用名称 使用量 单价 费用/元·d−1 费用/元·t−1 有机调理药剂 1400 kg·d−1 0.63 元·kg−1 882.00 25.20 絮凝剂 10.5 kg·d−1 26元·kg−1 273.0 7.80 电费 4550 kW·h·d−1 0.65 元·kW·h−1 2 957.5 84.50 自来水 10.0 t·d−1 3 元·t−1 30.0 0.86 人工 5人 平均8 000元·(人·月)−1 1 333.0 38.10 日常检修维护费 滤布更换 296 块·年−1 200 元·块−1 179.4 5.10 常规维护 50 000 元·块−1 151.5 4.30 直接运行成本合计 5 806.4 165.86 注:费用按平均每天处理35 t含水80%污泥计算。
下载: 导出CSV
表 6 不同污泥脱水干化技术路线运行费用对比分析
Table 6. Comparative analysis of operating costs of different sludge dewatering and drying technical routes
工艺 污泥处理量(80%含水)/t·d−1 出泥含水/% 剩余污泥重量/t·d−1 运营费/元·t−1 运输费(按150 km计算) 污泥外运处置费用 支出成本/元·d−1 普通板框压滤机脱水 35 65 20.00 约95.00 A×20 t·d−1=3 600元 20 t×300元/t=6 000元 12 925.0 脱水+二次干化 35 40 11.67 约210.00 A×11.67 t·d−1=2 100元 11.6 t×240元/t=2 784元 12 234.0 磁热干化隔膜压滤干化 35 40 11.67 约165.86 A×11.67 t·d−1=2 100元 11.6 t×240元/t=2 784元 10 689.1 注:A为1.2元·(t·km)−1×150 km;剩余污泥重量为脱水干化后需外运处置的干泥重量。
下载: 导出CSV
-
[1] 住房城乡建设部. 2021年中国城市建设状况公告[EB/OL][2023-07-10]. https://www.mohurd.gov.cn/gongkai/fdzdgknr/sjfb/index.html. [2] 国家发展改革委, 住房城乡建设部, 生态环境部. 关于印发《污泥无害化处理和资源化利用实施方案》的通知_国务院部门文件[EB/OL][2023-07-12]. https://www.gov.cn/zhengce/zhengceku/2022-09/28/content_5713319.htm. [3] 国家发展改革委, 住房城乡建设部. 关于印发《“十四五”城镇污水处理及资源化利用发展规划》的通知[EB/OL][2023-07-12]. https://www.ndrc.gov.cn/xxgk/zcfb/ghwb/202106/t20210611_1283168.html. [4] 李辉, 吴晓芙, 蒋龙波, 等. 城市污泥脱水干化技术进展[J]. 环境工程, 2014, 32(11): 102 − 107. [5] 赵凯华, 陈熙谋. 电磁学(第二版)[M]. 北京: 高等教育出版社, 2006. [6] 阮晓阳. 污泥处理处置与资源化利用途径[J]. 化学工程与装备, 2022(10): 227 − 228. [7] 关晓燕, 孔繁仲, 杨景芳, 等. 去除淬火油中水分方法的研究[J]. 金属热处理, 2003(12): 50 − 53. [8] 陈全喜, 付江涛. 市政污泥耦合燃煤电厂发电关键因素分析与展望[J]. 华电技术, 2021, 43(10): 50 − 60. [9] 刘玉忠, 顾瑞环. 城市污水处理厂剩余污泥浓缩脱水试验研究[J]. 河南科学, 2008(4): 475 − 477. [10] 黄坚. 燃煤电厂耦合污泥焚烧中干化系统的方案分析[J]. 上海节能, 2022(4): 517 − 522. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 1551
- HTML全文浏览数: 1551
- PDF下载数: 6
- 施引文献: 0
