

 下载:
下载:


-
医疗废物是指医疗卫生机构在医疗、预防、保健以及其他相关活动中产生的具有直接或者间接感染性、毒性以及其他危害性的废物[1-2]。医疗废物因其感染性和毒性等危险特性,对生态环境和人体健康均具有潜在风险。《国家危险废物名录》[3]中明确指出了医疗废物的危险特性。2020年9月1日实施的《中华人民共和国固体废物污染环境防治法》[4]中确定了医疗废物须按照《国家危险废物名录》管理,相关国际公约中也对医疗废物作出了管控要求[5]。2020年初,“新冠”疫情的爆发,使医疗废物处理处置问题再度受到了广泛重视,“加快补齐医疗废物收集处理设施方面短板”“加强医疗废物的处理处置工作”和“加强危险废物医疗废物收集处理要求”等最新要求的提出[6],旨在有效应对我国医疗废物处理处置问题,提升医疗废物处理处置及风险防控能力。
我国2004年出台的《全国危险废物和医疗废物处置设施建设规划》[7]明确了以焚烧处置技术为主体、消毒处理技术(非焚烧技术)为补充的医疗废物技术路线。近年来,随着医疗废物处理处置技术不断进步,我国医疗废物处理处置格局逐步过渡为焚烧处置与消毒处理并行发展,截至2018年,我国医疗废物焚烧处置量及消毒处理量分别占处理处置总量的60%和40%[6]。
医疗废物消毒处理技术的快速发展,既是新时代生态环境质量改善的必然要求,也是推进我国履约进程的重要途径。目前,我国主要的医疗废物消毒处理技术包括高温蒸汽、化学消毒、微波消毒和高温干热消毒。其中,高温蒸汽、化学消毒、微波消毒技术已相当成熟,且已形成相关工程技术规范,对技术本身的性能指标、环境绩效、工程建设要求等进行了系统性规定[8];高温干热消毒技术在国内也具有众多工程案例,其技术工艺参数已在《医疗废物处理处置污染控制标准》中予以明确[2],为实际工程应用提供了有效支撑。但技术的发展日新月异,现行的工程技术规范难以覆盖全部现有技术,为此,《医疗废物处理处置污染控制标准》为新技术的应用指明了方向,要求“采用新工艺和技术时,应通过第三方机构的测试评价认定”[2]。
环境技术验证(Environmental Technology Verification, ETV)评价,是一种典型的第三方评价制度,受环境保护技术开发者(所有者)、使用者或其他相关方委托,按照规定的验证评价标准、规范和程序,综合运用技术原理分析、测试、数理统计以及专家评价等方法,对所委托技术的技术性能、污染治理效果以及运行维护情况等进行验证[9-10]。以美国、加拿大为代表的发达国家于20世纪90年代中期开始,致力于建立并实施ETV评价制度,以助力环保创新技术的应用推广[11-12]。2013年,中国环境科学学会组织完成了我国首例ETV验证案例[13],对于我国全面开展环境保护技术验证试点具有里程碑式的意义。
本研究以医疗废物消毒处理创新技术——摩擦热处理技术为研究案例,阐明ETV评价制度在医疗废物消毒处理领域的应用流程,尤其在无现行针对性技术规范的条件下,讨论通过ETV制度实现技术消毒处理有效性、环境友好性及工艺可行性的评价,为医疗废物消毒处理新技术提供有效的第三方评价模式参考,助力其推广应用。
全文HTML
-
医疗废物摩擦热处理技术属于医疗废物非焚烧处理技术,用于处理医疗废物中感染性、损伤性和部分病理性废物。该技术及设备已获得世界银行和世界卫生组织的技术推荐,并在全球50余个国家拥有成熟的应用案例。目前,该技术已引进到国内,并已获得相关技术及专利的全部授权,处于可商业化推广应用阶段。本验证评价案例即选择应用于杭州市临安区中医院内的医疗废物摩擦热处理设备(NW15型),该设备采用集装箱撬装结构。供评价设备项目于2020年8月开工建设,10月通过竣工环境保护验收,现已稳定运行超过6个月。
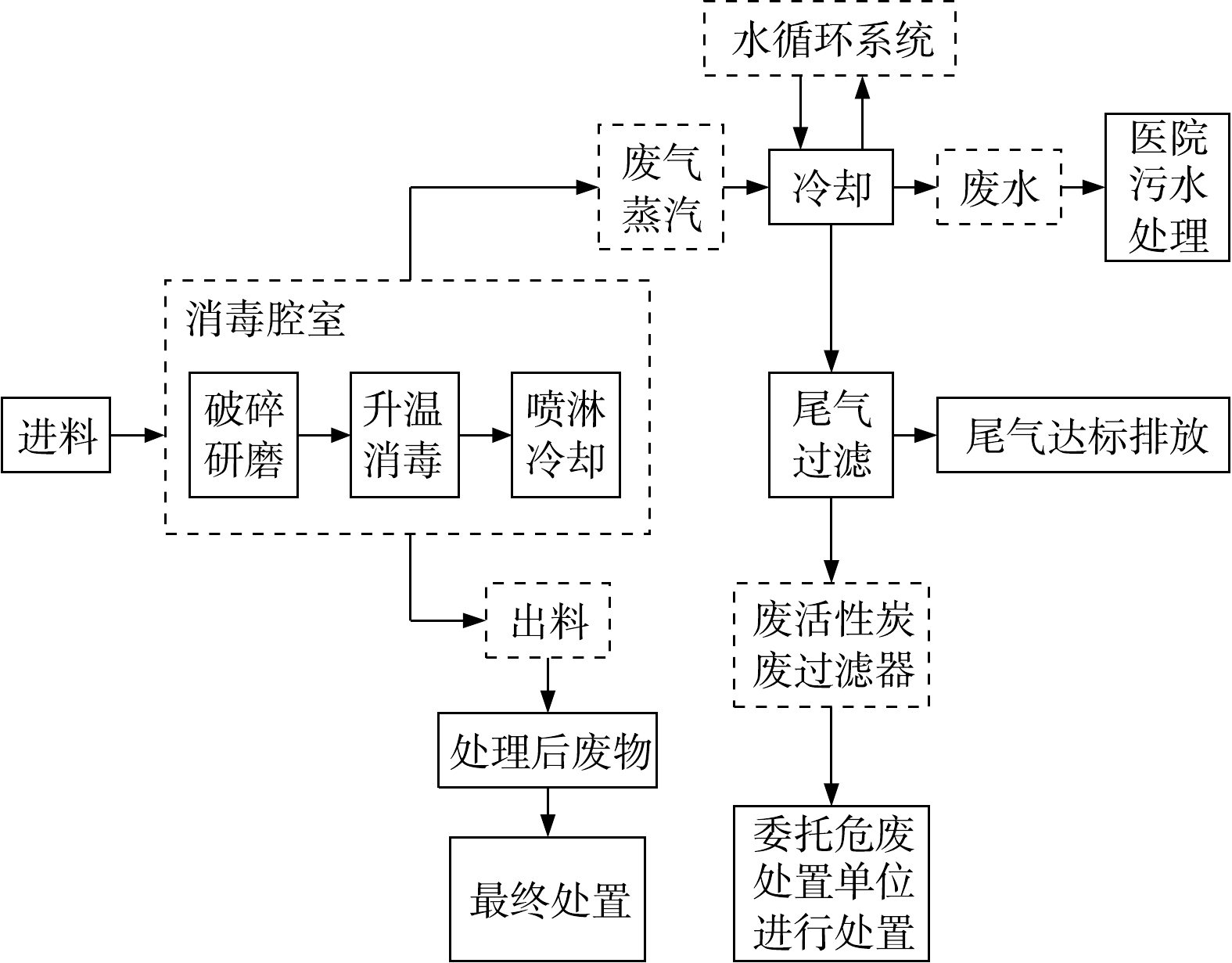
该技术的核心是利用医疗废物破碎摩擦过程产生的热量,对构成病原微生物活细胞的蛋白质进行热分解,从而实现医疗废物消毒处理的目的。该技术处理过程中存在蒸汽湿热和干热2种热力消毒作用,可认为是一种干热-湿热综合作用的消毒技术。该技术的工艺流程由进料、破碎研磨、高温消毒、喷淋冷却、蒸汽冷凝、尾气净化、残渣出料等环节组成,在进行摩擦热处理过程中,会有废水、废气、噪声和固废的产生[14]。具体工艺流程及产污节点如图1所示。
-
与现有医疗废物消毒处理技术相比,摩擦热处理技术存在以下创新点。
1)采用非焚烧摩擦热作为消毒热源提供方式。传统医疗废物高温消毒处理技术,如高温蒸汽消毒技术、微波消毒技术及高温干热消毒技术等,一般通过外源热量传递方式使废物受热,故存在热量衰减、废物受热不均等问题。医疗废物摩擦热处理技术创新性地采用摩擦热作为医疗废物高温消毒的能量来源,摩擦热的产生源于消毒腔室内装有的多个固定的叶轮或叶片状的撞击板转子高速旋转的动能转化而来,在实现医疗废物充分研磨破碎的基础上,使废物360°无死角均匀摩擦受热,令致病微生物灭活,实现消毒处理目的。基于废物自身摩擦生热的方式,令受热更均匀,消毒效率得到显著提升。
2)实现了消毒处理与破碎毁形的有机统一。基于《医疗废物处理处置污染控制标准》[2]等标准政策的要求,经消毒处理的医疗废物应破碎毁形。传统消毒技术的消毒与破碎毁形为相对独立的两种处理过程,需要配备相应的处理设施,以同步实现消毒和破碎毁形的目的。医疗废物摩擦热处理技术具有的创新性的摩擦热消毒原理,确定了破碎摩擦过程是其消毒热源的产生方式,实现了消毒处理与破碎毁形的有机统一,缩减了消毒处理工艺流程、节约了设备建设安装成本、提高了消毒处理过程效率。
3)处理后产物具备能源化应用潜力。采用摩擦热处理技术处理后的医疗废物,彻底改变了原有形态,不仅实现了有效的破碎、减容、干燥,满足《医疗废物处理处置污染控制标准》[2]对消毒处理后医疗废物最终处置的条件,而且最终产物性质稳定且具有较高热值,具备能源化应用潜力。
4)满足医疗废物就地处理的需求。医疗废物由于其感染性,使其在处理处置之前的运输过程中存在较大的环境和健康风险。医疗废物摩擦热处理设备占地面积小,建设周期短,能够建设在有废物处理需求的医疗卫生机构内部,可实现医疗废物的就地消毒处理,避免了废物在运输过程中的潜在风险,同时节约了废物运输成本。此外,设备集成化程度高,便于构建移动化设施,有利于在偏远地区及应急期间使用。
1.1. 技术原理及工艺流程
1.2. 技术创新性
-
根据《环境管理 环境技术验证》[15]《环境保护技术验证评价通用规范》[16]《环境保护技术验证评价测试通用规范》[16]的要求,对摩擦热处理技术验证评价方案进行了设计,基于验证评价目标和技术特点,设定了检测指标及采样、布点与分析方法。
-
基于技术本身原理及运行过程,将验证评价指标分为环境效果指标、工艺运行指标和维护管理指标3类,具体指标设定分析过程可参见文献[14],最终确定本次摩擦热处理技术ETV测试指标如表1所示。
-
基于摩擦热处理设备的工作原理,医疗废物会在反应腔室内进行均匀粉碎摩擦,因此,将生物试验样本混于医疗废物中,与医疗废物一同受摩擦热处理。
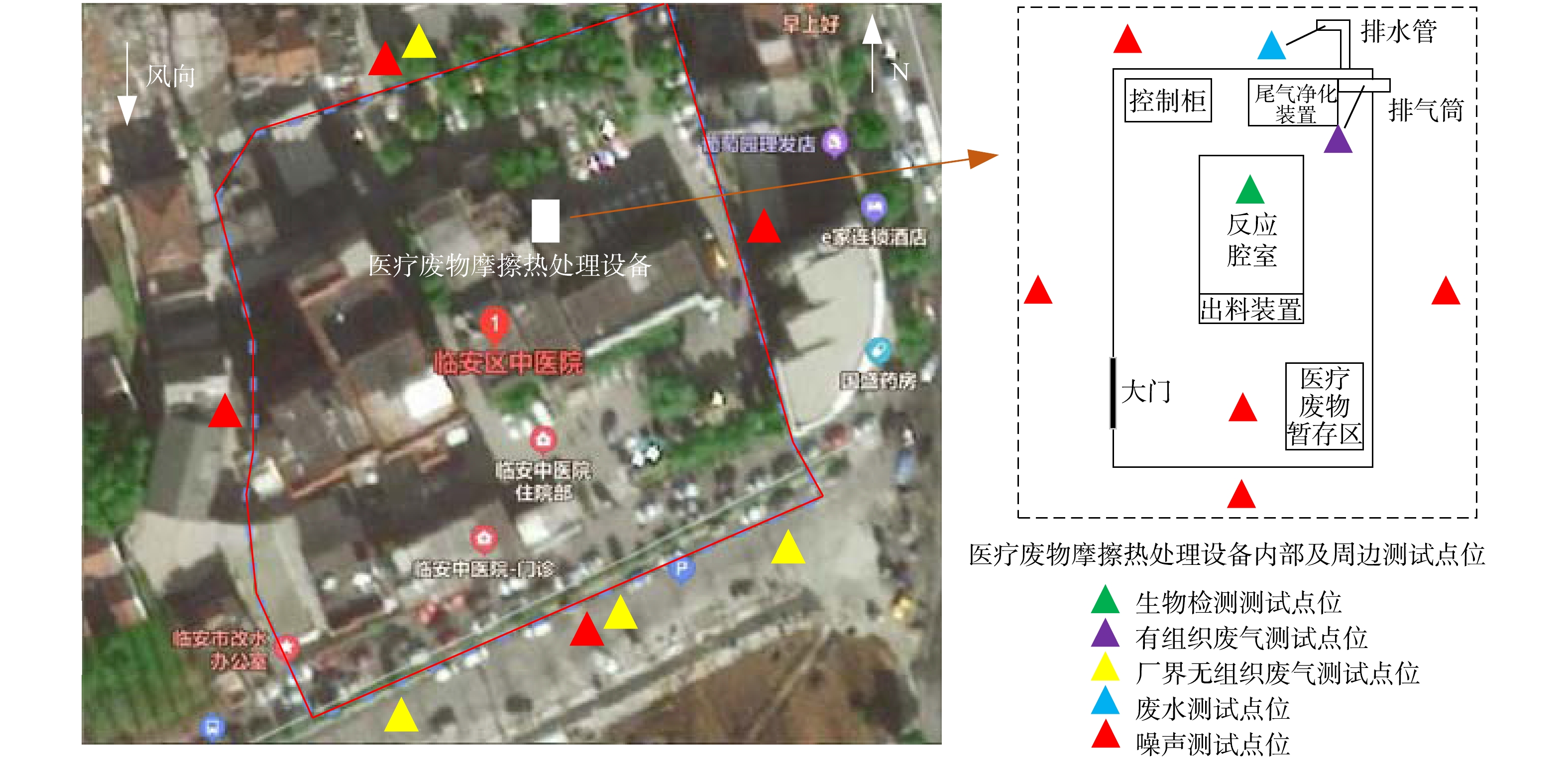
针对污染物排放检测布点,根据相关检测标准,有组织排放大气污染物测试点位选取废气排放管段,无组织排放测试点位选取在医院厂界四周(上风向1处,下风向3处),水污染物测试点位选取在设备废水排放口,噪声测试点位选取设备所在集装箱内部、外部及医院厂界。测试点位布置如图2所示。
-
根据医疗废物摩擦热处理技术的特点和评价目标,在技术验证评价测试阶段,需采集生物样品、大气(有组织废气和无组织废气)样品、水样品、噪声和固体废物并设计针对性的检测方案[14]。进行消毒效果测试时,采用模拟医疗废物,避免真实医疗废物中的致病微生物对指示菌种的影响,造成消毒效果检测结果的失准。本次验证评价对象为临安区中医院,其产生的医疗废物中占比最大的中药渣被单独分离后作为生活垃圾处理。其他医疗废物与普通综合医院产生的医疗废物一致,根据杭州市一般综合医院医疗废物组分分布,本次验证评价所用模拟医疗废物的组成如表2所示。进行废气、废水、噪声等指标测试时,采用中医院实际医疗废物,模拟医疗废物和实际医疗废物的投加量均为每批次20 kg,符合NW15型摩擦热处理设备的一般投加量。此外,基于摩擦热处理技术原理,应用过程中严控废物源头分类,避免化学性、药物性废物及大型金属损伤性废物的混入,导致消毒效果降低或造成设备损坏。
2.1. 检测指标设定
2.2. 检测点位布置
2.3. 采样及分析方法
-
基于ETV检测方案设计,共进行了6次生物消毒效果检测,其中嗜热脂肪杆菌芽孢和枯草杆菌黑色变种芽孢各进行3次,具体检测结果如表3所示。结果表明,对人工染菌于特制聚四氟乙烯管腔的嗜热脂肪杆菌芽孢和枯草杆菌黑色变种芽孢的平均杀灭对数值均大于4.00,符合现行医疗废物消毒处理相关技术规范对消毒效果的要求,如《医疗废物高温蒸汽集中处理工程技术规范》《医疗废物微波消毒集中处理工程技术规范》等[8]。此外,检测结果也印证了医疗废物摩擦热处理技术的技术原理,为干热-湿热综合作用的消毒处理技术。
-
1)废气。针对真实医疗废物摩擦热消毒处理后废气排口的大气污染物排放情况,进行了连续6批次样品采集及检测,每批次分别检测VOCs(以非甲烷总烃计)、颗粒物、恶臭污染物(氨、三甲胺、硫化氢、甲硫醇等八项污染物)3个大气污染物的排放质量分数和排放速率。检测结果如表4所示。废气排放口中氨、二硫化碳、苯乙烯3种恶臭污染物检测结果如表5所示;而另外5种恶臭污染物(三甲胺、硫化氢、甲硫醇、甲硫醚、二甲二硫)的检测结果由于未检出故未在表中列出。
由表4和表5可知,在医疗废物摩擦热处理技术应用过程中,有组织排放大气污染物排放质量浓度及排放速率均低于《医疗废物处理处置污染控制标准》[2]相关排放限值要求,工艺废气均可达标排放。其中,VOCs(以非甲烷总烃计)质量浓度低于《医疗废物处理处置污染控制标准》要求的排放限值20 mg·m−3;颗粒物检测结果均小于20 mg·m−3,低于《大气污染物综合排放标准》[17]中的新污染源大气污染物排放限值120 mg·m−3。恶臭污染物中8项污染物指标除氨、二硫化碳和苯乙烯有检测数据,其余5项污染物均未检出,且氨排放检测结果低于《恶臭污染物排放标准》[18]中恶臭污染物厂界标准值二级新扩改建氨排放标准限值1.5 mg·m−3,二硫化碳检测结果低于标准限值3.0 mg·m−3,苯乙烯检测结果低于标准限值5.0 mg·m−3。
针对真实医疗废物摩擦热消毒处理后无组织排放废气,根据标准要求,在临安区中医院厂界设置了4个监测点位,并连续检测了3批次,分别检测VOCs(以非甲烷总烃计)和颗粒物2个大气污染物的排放质量分数。组织排放检测结果如表6所示。由表6可知,医疗废物摩擦热处理技术应用过程中厂界大气污染物无组织排放的排放质量浓度均低于《医疗废物处理处置污染控制标准》[2]相关限值要求。其中,VOCs(以非甲烷总烃计)无组织排放检测结果为0.69~1.02 mg·m−3,低于《大气污染物综合排放标准》[17]中的新污染源大气污染物非甲烷总烃无组织排放限值4.0 mg·m−3;颗粒物检测结果为0.098~ 0.229 mg·m−3,低于标准限值1.0 mg·m−3。
2)废水。针对真实医疗废物摩擦热消毒处理产生的废水,在设备排口进行了连续6批次样品采集及检测,其中pH的检测结果为7.10~8.05,满足6~9的限值范围要求。
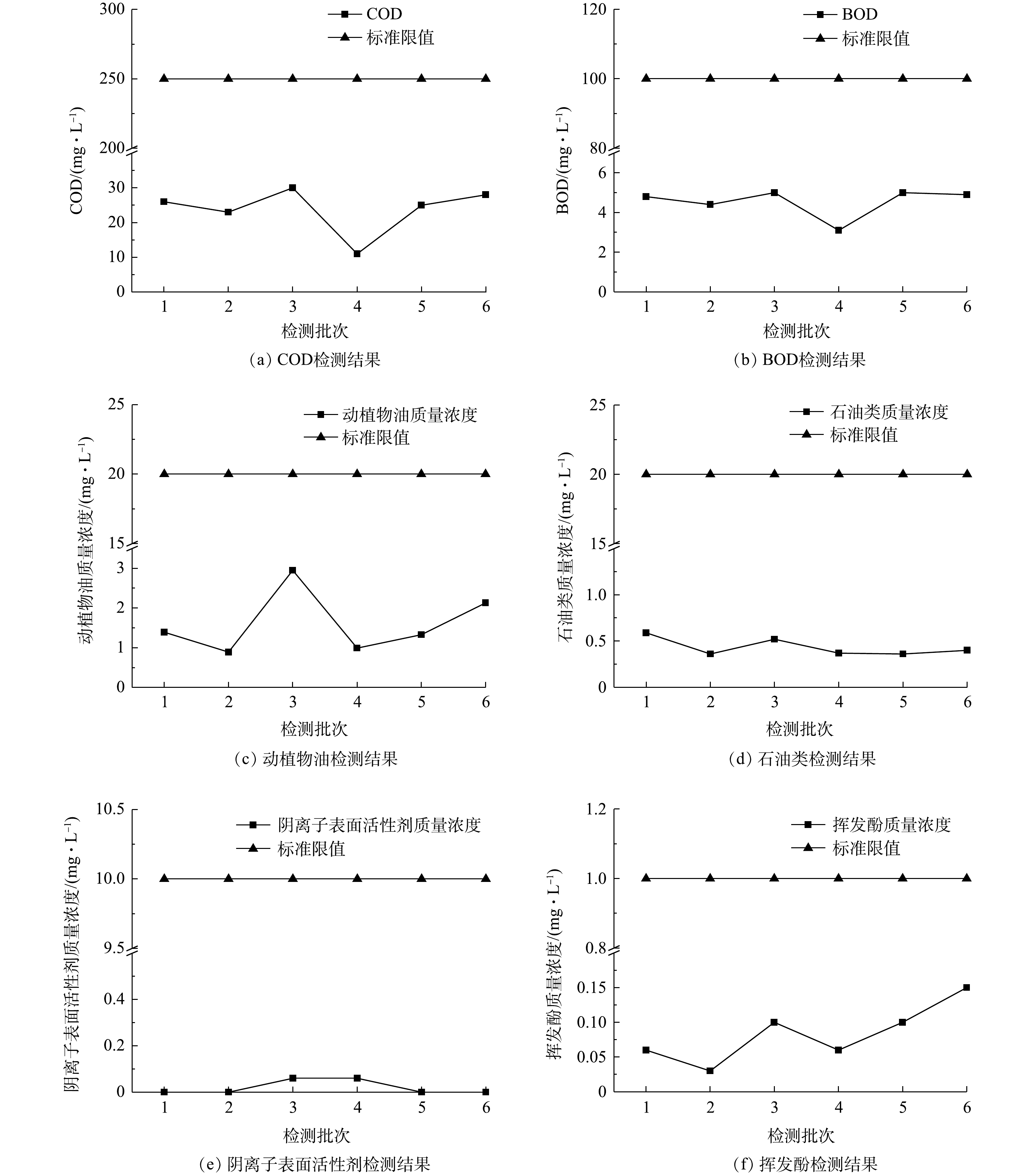
废水中其他污染因子中获得检测结果的项目包括化学需氧量(COD)、生化需氧量(BOD)、动植物油、石油类、阴离子表面活性剂和挥发酚,其余污染因子未检出或仅检出1次,且排放量远低于《医疗机构水污染物排放标准》[19]中的标准限值要求。具体检测结果如图3所示。
废水污染物检测结果表明,在医疗废物摩擦热处理技术应用过程中,废水中污染物排放质量浓度满足《医疗废物处理处置污染控制标准》[2]的相关要求,其中pH满足《医疗机构水污染物排放标准》[19]中综合医疗机构和其它医疗机构水污染物排放限值中预处理标准中6~9的限值要求;其他污染物检测结果均低于标准限值要求。对设备废水排口进行废水排放量检测,结果显示每批次处理产生废水量约14.4 L。
3)噪声。针对设备运行过程的噪声,具体检测内容包括厂界噪声及设备所在室内噪声2项。其中,根据《工业企业厂界环境噪声排放标准》[20]对厂界的定义,厂界既包括场所或建筑物边界,也包括产生噪声的固定设备实际占地的边界。因此,本次ETV中针对厂界噪声分别从中医院厂界和设备所在集装箱周界进行测试,室内噪声在集装箱内部测试。检测结果如表7所示。表7中的数据表明,在医疗废物摩擦热处理技术应用过程中,设备所在集装箱周界及中医院厂界噪声检测结果均低于《工业企业厂界环境噪声排放标准》[20]中2类功能区昼间噪声限值60 dB(A)。集装箱室内噪声检测结果均低于《工业企业噪声卫生标准(试行草案)》[21]中规定的噪声限值85 dB(A)。
4)固废。针对摩擦热处理后产生的固体废物,经连续6批次真实医疗废物处理,平均每批次处理废物量为19.8 kg,无害化处理后的废物量为22.3 kg。核算,每处理1 t医疗废物约产生1.1 t处理后废物,物处理后得到有效减容,平均减容率达到81.6%。结合每批次废物处理排放废水量,核算得到每处理1 t废物约排放废水0.73 t。摩擦热处理后的医疗废物满足《医疗废物处理处置污染控制标准》[2]对经消毒处理的医疗废物最终处置的要求,满足进入生活垃圾焚烧厂和填埋场的入炉与入场要求。
-
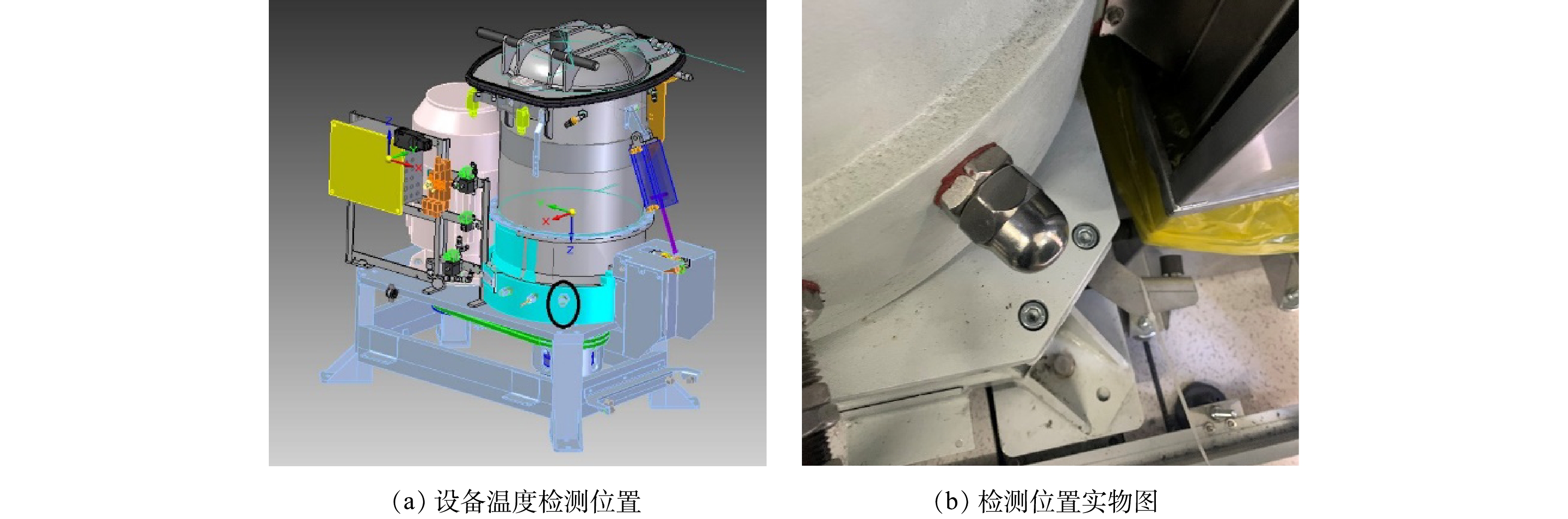
1)温度校准。采用K型铠装热电偶传感器(INOR K型)在设备底部温度测试点进行温度检测,并以四通道测温仪(Fluke 1529)进行实时温度显示和记录,通过与处理设备自身温度显示数据对比进行校准检测。温度检测位置如图4所示,温度检测结果如表8所示。由表8结果可见,设备传感器测量温度,即设备仪表指示温度与实际测量值一致,平均测量误差约为1.4 ℃,最大测量误差出现在温度峰值150 ℃的测量中,误差值为2.7 ℃。该误差数据满足设备温度检测说明中提供的152~156 ℃检测范围,可保证测量的准确性,也保证了其他验证测试中以设备传感器显示温度和持续时间为参数依据的可靠性。
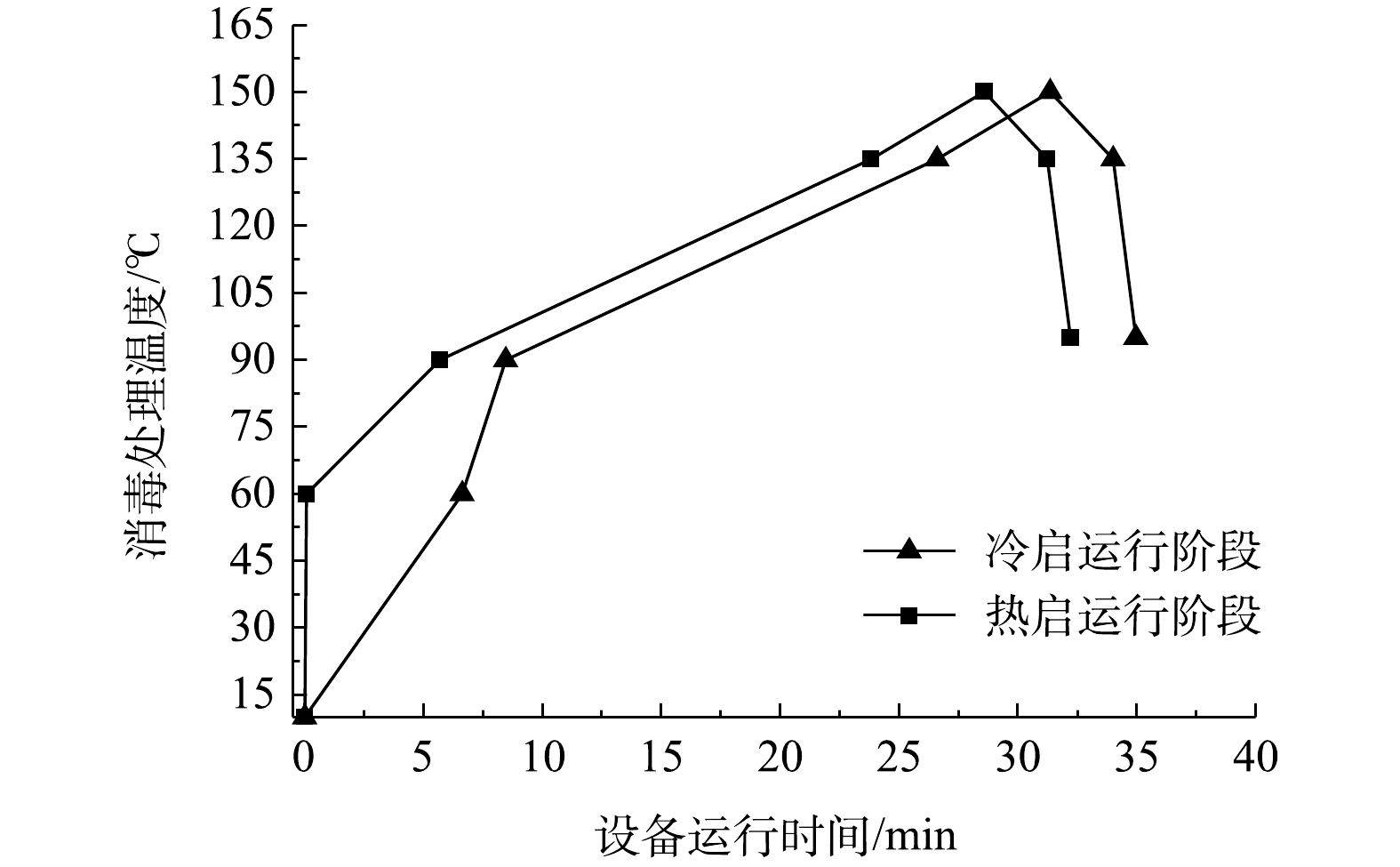
2)运行参数。根据实际运行参数记录,在连续6批次真实医疗废物摩擦热处理中,设备平均运行时间约为35 min,其中≥135 ℃的高温消毒阶段持续时间为7.4 min。该持续时间可满足摩擦热处理工艺高温消毒阶段持续时间>2 min的要求[14]。基于测试结果,分析得到摩擦热处理运行至各温度阶段的持续时间(见图5)。图5表明,摩擦热处理包括“冷启”和“热启”2种不同启动类型,“冷启”为设备启动状态从室温启动,“热启”为在前一批次处理后再次启动。总体上,设备“冷启”或“热启”对废物处理中初始阶段(室温~90 ℃)持续时间有一定影响,但对处理总时间影响不大,且对≥135 ℃的高温消毒阶段持续时间影响甚微,因此,不影响设备的消毒效果。
3)处理规模。基于本次ETV的实际测试结果,单批次废物的平均处理量为19.8 kg,单批次废物的平均处理时间为35 min,核算得到该型号设备小时处理能力约为34 kg·h−1。按照消毒处理设备每天运行时间不少于16 h的规定,则该型号设备的日处理量约为0.5 t。
4)损耗及成本。由于医疗废物摩擦热处理设备运行过程中仅消耗水、电,不涉及其他物料,因此,其损耗及成本通过耗水量及耗电量进行核算。经核算,该技术处理1 t医疗废物的耗水量为0.85 t、耗电量为363.6 kW·h,处理1 t医疗废物的直接成本约为258.5元。以上核算结果表明,该技术处理过程消耗少、处理成本较低。
3.1. 生物检测结果评价
3.2. 环境检测结果评价
3.3. 运行维护检测结果评价
-
1)通过本次医疗废物消毒处理技术的ETV验证,证实摩擦热处理技术是一种切实有效的医疗废物消毒处理新型技术。验证测试结果表明,该技术能够达到以下效果:对染于特制染菌载体内的嗜热脂肪杆菌芽孢和枯草杆菌黑色变种芽孢的平均杀灭对数值均>4.00,满足现有相关技术规范的消毒效果要求;处理过程产生的废气、废水、噪声等,其污染物排放均满足《医疗废物处理处置污染控制标准》的相关要求,具体排放参数均低于相应专项标准的排放限值;经核算,采用摩擦热技术每处理1 t医疗废物约产生1.1 t处理后废物,产生废物的减容率达到约81.6%;采用摩擦热技术处理1 t医疗废物的耗水量约为0.85 t,耗电量为363.6 kW·h,处理1 t医疗废物的直接成本约为258.5元。
2)验证测试结果表明,医疗废物摩擦热处理技术不仅能够有效实现医疗废物的消毒处理目的,同时处理过程中污染物排放达标,能源消耗少,处理成本低,环境效益和社会效益显著,是继高温蒸汽、化学消毒、微波消毒、高温干热等技术之后,又一充满广阔应用前景的医疗废物消毒处理技术,为补齐我国医疗废物收集处理短板提供了技术储备。
3)本研究结果进一步表明,环境技术验证评价方式能够为医疗废物消毒处理新技术的应用推广提供有效助力,其客观、科学的评价方法能够使更多的生态环境技术得到公平、公正的评价,从而得到推广应用。
