

 下载:
下载:


-
塑料的生产加工过程会产生含较多挥发性有机物(volatile organic chemicals,VOCs)的废气(后简称“有机废气”),主要成分多为烷烃类和苯系物类有机化合物[1-2]。这类物质不仅会直接危害人群健康,也是造成恶臭、光化学烟雾、区域性PM 2.5及臭氧污染等环境问题的重要原因[3]。塑料企业中常见的有机废气处理工艺有燃烧法[4-5]、化学法[6]、生物法[7]、等离子[8]和UV光解法[9]等。何明乙等[10]对123家塑料企业的有机废气处理技术进行统计后发现,使用传统活性炭吸附、低温等离子和光催化技术的企业分别占73.2%、10.6%和8.1%,而这些技术的平均处理效率仅为38.2%、31.4%和23.8%,故亟待探索塑料企业有机废气的高效治理工艺及易推广的工程应用案例。
生物法对中低浓度有机废气的处理具有高效率、低成本、降解广泛、无二次污染的优点,且对于苯系物、含氧有机物等具有非常好的降解作用[11-13],但对直链烷烃及卤代烃类化合物的处理效果不佳。而等离子法对烷烃和卤代烃等具有较好的氧化、开环分解效果,但该技术存在分解不够彻底、无法完全矿化的缺点。因此,可考虑将等离子与生物过滤技术进行联合,通过等离子法促使亲水性较差的烃类组分先转化为亲水性较强的醇、醛、醚、酯等生物降解性更好的含氧有机物[14-16],再用生物法将其高效降解。
本研究以广东省佛山市某塑料生产企业的有机废气治理示范工程为研究对象,在详细分析塑料有机废气的成分、浓度及其随时间变化的特征的基础上,探究工程的实际运行情况,剖析“等离子-生物过滤”的联合处理工艺对塑料企业有机废气的处理过程和优势,以期为该行业塑料有机废气治理技术的工程应用提供参考。
-
本项目于2019年9月实施至今。该塑料生产企业年产1.5×104 t的耐热聚丙烯塑料(polypropylene,PP)、增强PP和阻燃丙烯腈-丁二烯-苯乙烯(acrylonitrile-butadiene-styrene,ABS)塑料等塑料母料产品,用于家电、空调等塑料产品的制造。该企业的生产工艺包括:投料、热熔、拉丝、冷却、切割造粒、收集、分选、装袋。车间内共设10条生产线。由于工厂配电负荷影响,目前最多同时运行9条生产线。车间内有机废气的主要污染源为各生产线的热熔、拉丝工艺段设备形成的点源,以及冷却段形成的线源。对点源采取加罩单独收集的有机废气收集方法。其中,对离干管较远端的点源,在风管后端增设轴流风机以保障远端有机废气的收集效果;对整体车间采用空间区域整体收集的形式,最后汇入有机废气处理系统。总设计处理风量为10 000 m3∙h−1,有机废气收集系统如图1所示。
-
在车间满负荷运行时,对车间内9条生产线产生的点源有机废气进行了采样和全组分分析(依据标准HJ 644-2013进行采样和测试。其中,采集样品通过CAMSCO不锈钢吸附管进行浓缩吸附,气相色谱-质谱联用仪型号为岛津QP2010 Ultra),使用美国华瑞公司的RAE PGM-7340型VOCs检测仪测定TVOCs。测试分析结果如图2所示。
由图2可知,全组分分析共检出13种有机污染物,包含了烷烃、烯烃、苯系物和卤代烃。其中,质量浓度较高的污染物有苯乙烯、氯苯、乙苯、甲苯和4-乙烯基环己烷,最高分别达到58.87、28.37、16.12、17.19和15.38 mg∙m−3,如图2中顶部深红色区域所示。其他有机污染物的质量浓度相对较低,大部分不超过1 mg∙m−3,如图2中底部浅黄色区域所示。图2的颜色深浅分布还表明,不同生产线的点源有机废气中各类污染物及TVOCs均存在明显差异。其中,10号生产线的TVOCs最低,仅为20.11 mg∙m−3;1号生产线的TVOCs最高,为115.81 mg∙m−3。存在上述差异是由各生产线实时生产负荷和收集效率的不同所致。
进一步将9条生产线产生的各类污染物平均浓度按苯系物、烷烃和其他污染物3大类进行了统计,结果如图3所示。生产线的点源有机废气中,苯系物占比87%,主要为苯乙烯;烷烃占比17.01%,其他污染物仅占比0.31%。
-
该企业的生产时间为每日6:00—22:00,分别于车间开工前1 h(5:00),生产时的上午(10:00)、中午(14:00)、下午(18:00)和停工后1 h(23:00)共5个时刻,在有机废气收集总风管处采样,并对其进行了全组分分析,结果如图4所示。此次采样时,车间为半满负荷运行,仅运行了4条生产线,故TVOCs相对较低。
由图4可知,在晨间5:00,由于企业尚未开工,车间内并无有机废气源,室内空气中尚存未完全换气的有机废气,此时TVOCs为3.1 mg∙m−3。这可能因停工间隔时间较短(8 h)所致。车间正常生产时(即10:00、14:00和18:00这3个时刻),测得的TVOCs分别为33.2、33.0 和40.8 mg∙m−3。在夜间23:00,车间已停工1 h,此时的车间亦无有机废气源,TVOCs明显下降,为9.3 mg∙m−3。
综上所述,该塑料生产企业排放的有机废气中,主要污染物为苯乙烯、甲苯和乙苯。当车间满负荷运行时,各生产线点源有机废气的TVOCs为20~120 mg∙m−3;半满负荷运行,TVOCs相对较低,为3~40 mg∙m−3。车间正常工作时间内,有机废气中TVOCs相对稳定,质量浓度大小主要由当日生产负荷决定。
-
有机废气处理工艺大多为活性炭吸附、低温等离子和光催化技术,但活性炭吸附运行成本高,低温等离子和光催化技术去除效果不佳[10]。近年来,东莞、长沙和厦门等多个城市的生态环境局先后发文禁止使用单一活性炭、光催化等低效VOCs处理工艺。本项目所在的塑料企业产生的有机废气主要成分为苯乙烯、甲苯和乙苯。这类苯系物的可生物降解性较差,故本项目选用“等离子+生物过滤”的联合工艺,以期先利用“等离子体”工艺提高污染物的可生化降解性,再利用“生物过滤”工艺将所得中间污染物进行完全矿化、降解[14-16]。
-
基于文献调研和我司的前期实验[11-12]与工程经验[13],结合上述废气组分占比及其时间特征分析,确定了以下设计思路:1)生物过滤技术为核心,对废气中的苯乙烯、甲苯、乙苯等主要苯系物进行高效去除[7, 14];2)在生物过滤前端安排等离子装置,提高有机废气中部分烷烃和卤代烃的可生化性[8, 15]。此外,考虑到有机废气温度较高(约35 ℃),且含有较多的粉尘和油状物,故有机废气进入主体工艺前先通过预处理(水洗和静电除油设备)进行除尘、除油,以防止油、尘污染等离子装置放电系统、堵塞生物滤池填料。故本项目采用预处理和“等离子+生物过滤”的联合工艺。
其中,等离子装置的总功率为2 080 W,设计停留时间为2.1 s。根据有机废气实测数据及我司的工程经验,确定生物过滤池的停留时间为30 s。接种微生物为我司实验驯化所得的苯系物降解菌;工艺流程如图5所示。
-
不同工艺段对各污染物及TVOCs的净化能力用去除率表示,计算式为式(1)。
式中:ηi为各污染物在不同工艺段的去除率或总去除率,%;Cin、Cout分别为进出口的污染物质量浓度,mg∙m−3。
-
待生物过滤装置接种、挂膜生长30 d后,分别于稳定运行后的第15、30、45、60天,对工程装置的进气和不同工艺段的出气进行采样,并对样品进行了TVOCs检测,得到不同工艺段的TVOCs去除率(见图6)。由图6知,在4次不同运行时间的测试过程中,“等离子+生物过滤”联合工艺的运行相对稳定,其中等离子工艺段对TVOCs的去除率约25%,生物段对TVOCs的去除率约80%,总TVOCs去除率约85%。
在使用等离子装置时,时常伴有副产物——“臭氧”[17-18]。臭氧会造成二次污染,但同时也具有一定的杀菌作用,可能影响生物滤池中微生物的生长。故在进行TVOCs测试时,同步使用了臭氧检测仪(Ozone analyzer IDEAL 1000)对等离子装置的出气进行了持续监测,但并未检出臭氧(仪器检出限为0.02 mg∙m−3)。结合已有研究[17-20]推测,可能是由于臭氧分解产生较多的氧自由基,参与到VOCs的降解过程中,将这些副产物臭氧消耗殆尽,使得项目运行过程中并未检出臭氧。
当工程装置稳定运行至第75天时,再次在工程装置的进气处和不同工艺段的出气处采样,并进行了全组分分析。测定了各污染物质量浓度,并计算出各污染物在不同工艺段的去除率和总去除率,结果如图7所示。
由图7可知,本次测试总共检出10种有机污染物,仍以苯乙烯、乙苯和甲苯的质量浓度较高(3种污染物占进气TVOCs的比例达81.58%)。然而,本次测试结果中各污染物质量浓度均较低。这主要是由于:在进行本次采样时,车间仅运行了3条生产线,生产负荷较小。工程装置的整体TVOCs去除率为95.3%,其中等离子段的TVOCs去除率为36.57%,生物段的TVOCs去除率为92.6%。从各污染物的去除效果来看,二氯甲烷的去除率相对较低,仅为33.33%,甲苯的去除率为79.02%,其余8种污染物的去除率均达到95%以上。排放尾气的TVOCs仅为0.61 mg∙m−3,说明工程装置整体表现出较好的运行状态。
-
本联合工艺项目的处理风量为10 000 m3 h−1,投资成本为124万元。该处理工程常用功率15.1 kW。电费按0.6元∙(kWh)−1计,每年运行时间按8 000 h计,则每年电费为7.28万元。水费按3.5元∙m−3计,则每年水费为1.10万元。故每年总运行成本为8.38万元。
同等净化效果下,若仅采用“生物过滤”工艺去除塑料有机废气,投资成本为140万元[21-22]。该处理工艺常用功率15.0 kW,电费按0.6 元∙(kWh)−1计,每年运行时间8 000 h,则每年电费为7.20万元。水费按3.5元∙m−3计,则每年水费为1.65万元。故每年总运行成本为8.85万元。
因此,“等离子+生物过滤”联合工艺的协同优势,解决了单一“生物过滤工艺”投资成本高的问题,也规避了单一“等离子工艺”运行成本高、二次污染的问题。
-
本工程于2019年9月实施至今,实现了对废气中有机污染物的高效去除,取得了良好的治理效果,明显改善了车间工人的生产环境,并减少了周边居民的投诉。“等离子+生物过滤”联合工艺的协同优势,解决了单一“生物过滤工艺”投资成本高的问题,也规避了单一“等离子工艺”运行成本高、二次污染的问题,可为我国塑料废气治理领域提供技术与工程参考。
“等离子-生物过滤”联合工艺在塑料有机废气治理中的应用案例
Application of “plasma-biofiltration” combined process in plastic organic waste gas treatment
-
摘要: 以广东省佛山市某塑料生产企业排放的有机废气为的治理目标,采用除尘除油预处理+“等离子-生物过滤”的联合处理工艺,以探究高效经济的塑料有机废气处理技术。全组分分析结果显示该厂废气中主要污染物为苯系物,其占TVOCs比例超过80%;特征污染物为苯乙烯、甲苯、乙苯。根据该厂废气成分及其浓度特征,对处理工艺进行了工程效果评价及经济性评价。结果表明,稳定运行75 d后,联合工艺对该厂废气中TVOCs的去除率可达95.3%,其中等离子和生物滤池工艺段的TVOCs去除率分别为36.57%和92.60%,总体上实现了对该厂废气的高效净化。该工程案例可为塑料有机废气的生物处理提供参考。Abstract: Aiming at the organic waste gas treatment in the plastics industry, a case of a plastic waste gas treatment demonstration project in Foshan City, Guangdong Province was investigated. Through the full elemental analysis, it was found that the main pollutants of the plastic waste gas of the plastics industry were BTEX compounds, accounting for more than 80% of TVOCs. The characteristic pollutants were styrene, toluene, and ethyl benzene. According to the composition and concentration characteristics of the plastic waste gas, a “plasma-biofiltration” combined treatment process was designed. After a 75 d stable operation, the combined process achieved a TVOCs removal rate of 95.3%. The TVOCs removal rates of the plasma and biological filter process sections were 36.57% and 92.60%, respectively. Overall, the waste gas was efficiently cleaned and this case study could provide reference basis for plastic waste gas treatment.
-
Key words:
- biofiltration /
- plasma /
- plastic organic waste gas
-
塑料的生产加工过程会产生含较多挥发性有机物(volatile organic chemicals,VOCs)的废气(后简称“有机废气”),主要成分多为烷烃类和苯系物类有机化合物[1-2]。这类物质不仅会直接危害人群健康,也是造成恶臭、光化学烟雾、区域性PM 2.5及臭氧污染等环境问题的重要原因[3]。塑料企业中常见的有机废气处理工艺有燃烧法[4-5]、化学法[6]、生物法[7]、等离子[8]和UV光解法[9]等。何明乙等[10]对123家塑料企业的有机废气处理技术进行统计后发现,使用传统活性炭吸附、低温等离子和光催化技术的企业分别占73.2%、10.6%和8.1%,而这些技术的平均处理效率仅为38.2%、31.4%和23.8%,故亟待探索塑料企业有机废气的高效治理工艺及易推广的工程应用案例。
生物法对中低浓度有机废气的处理具有高效率、低成本、降解广泛、无二次污染的优点,且对于苯系物、含氧有机物等具有非常好的降解作用[11-13],但对直链烷烃及卤代烃类化合物的处理效果不佳。而等离子法对烷烃和卤代烃等具有较好的氧化、开环分解效果,但该技术存在分解不够彻底、无法完全矿化的缺点。因此,可考虑将等离子与生物过滤技术进行联合,通过等离子法促使亲水性较差的烃类组分先转化为亲水性较强的醇、醛、醚、酯等生物降解性更好的含氧有机物[14-16],再用生物法将其高效降解。
本研究以广东省佛山市某塑料生产企业的有机废气治理示范工程为研究对象,在详细分析塑料有机废气的成分、浓度及其随时间变化的特征的基础上,探究工程的实际运行情况,剖析“等离子-生物过滤”的联合处理工艺对塑料企业有机废气的处理过程和优势,以期为该行业塑料有机废气治理技术的工程应用提供参考。
1. 项目概况及有机废气成分、排放特征
1.1 项目概况
本项目于2019年9月实施至今。该塑料生产企业年产1.5×104 t的耐热聚丙烯塑料(polypropylene,PP)、增强PP和阻燃丙烯腈-丁二烯-苯乙烯(acrylonitrile-butadiene-styrene,ABS)塑料等塑料母料产品,用于家电、空调等塑料产品的制造。该企业的生产工艺包括:投料、热熔、拉丝、冷却、切割造粒、收集、分选、装袋。车间内共设10条生产线。由于工厂配电负荷影响,目前最多同时运行9条生产线。车间内有机废气的主要污染源为各生产线的热熔、拉丝工艺段设备形成的点源,以及冷却段形成的线源。对点源采取加罩单独收集的有机废气收集方法。其中,对离干管较远端的点源,在风管后端增设轴流风机以保障远端有机废气的收集效果;对整体车间采用空间区域整体收集的形式,最后汇入有机废气处理系统。总设计处理风量为10 000 m3∙h−1,有机废气收集系统如图1所示。
 图 1 有机废气收集系统示意图Figure 1. Schematic diagram of the exhaust gas collection system注:1#~10#为生产线编号。
图 1 有机废气收集系统示意图Figure 1. Schematic diagram of the exhaust gas collection system注:1#~10#为生产线编号。1.2 点源有机废气的成分
在车间满负荷运行时,对车间内9条生产线产生的点源有机废气进行了采样和全组分分析(依据标准HJ 644-2013进行采样和测试。其中,采集样品通过CAMSCO不锈钢吸附管进行浓缩吸附,气相色谱-质谱联用仪型号为岛津QP2010 Ultra),使用美国华瑞公司的RAE PGM-7340型VOCs检测仪测定TVOCs。测试分析结果如图2所示。
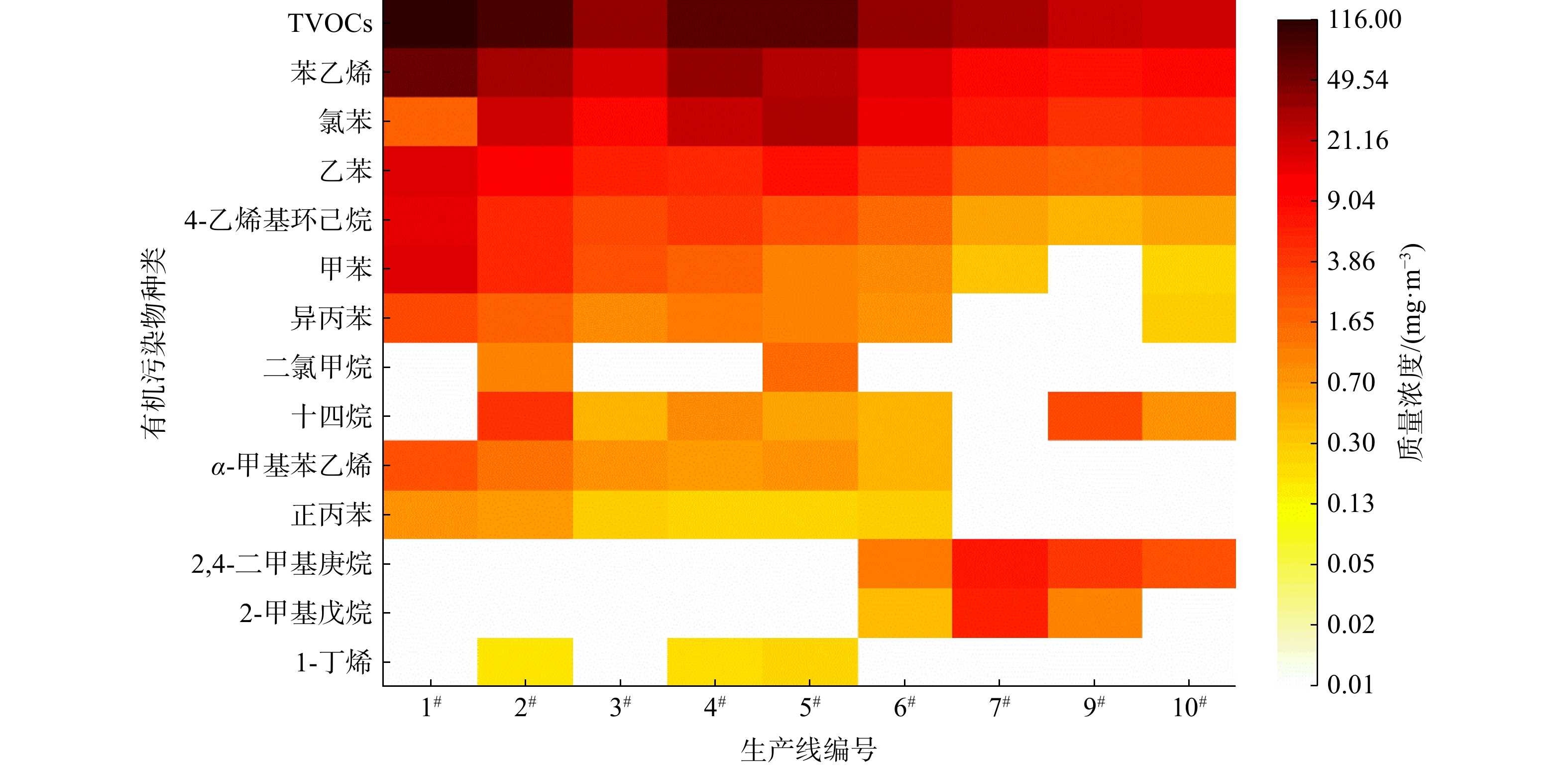 图 2 生产线的点源有机废气中污染物的种类与质量浓度Figure 2. Compositions and concentrations of TVOCs in point source exhaust gas of the production line注:TVOCs为总VOCs,为所有有机污染物总和。
图 2 生产线的点源有机废气中污染物的种类与质量浓度Figure 2. Compositions and concentrations of TVOCs in point source exhaust gas of the production line注:TVOCs为总VOCs,为所有有机污染物总和。由图2可知,全组分分析共检出13种有机污染物,包含了烷烃、烯烃、苯系物和卤代烃。其中,质量浓度较高的污染物有苯乙烯、氯苯、乙苯、甲苯和4-乙烯基环己烷,最高分别达到58.87、28.37、16.12、17.19和15.38 mg∙m−3,如图2中顶部深红色区域所示。其他有机污染物的质量浓度相对较低,大部分不超过1 mg∙m−3,如图2中底部浅黄色区域所示。图2的颜色深浅分布还表明,不同生产线的点源有机废气中各类污染物及TVOCs均存在明显差异。其中,10号生产线的TVOCs最低,仅为20.11 mg∙m−3;1号生产线的TVOCs最高,为115.81 mg∙m−3。存在上述差异是由各生产线实时生产负荷和收集效率的不同所致。
进一步将9条生产线产生的各类污染物平均浓度按苯系物、烷烃和其他污染物3大类进行了统计,结果如图3所示。生产线的点源有机废气中,苯系物占比87%,主要为苯乙烯;烷烃占比17.01%,其他污染物仅占比0.31%。
1.3 有机废气的排放特征
该企业的生产时间为每日6:00—22:00,分别于车间开工前1 h(5:00),生产时的上午(10:00)、中午(14:00)、下午(18:00)和停工后1 h(23:00)共5个时刻,在有机废气收集总风管处采样,并对其进行了全组分分析,结果如图4所示。此次采样时,车间为半满负荷运行,仅运行了4条生产线,故TVOCs相对较低。
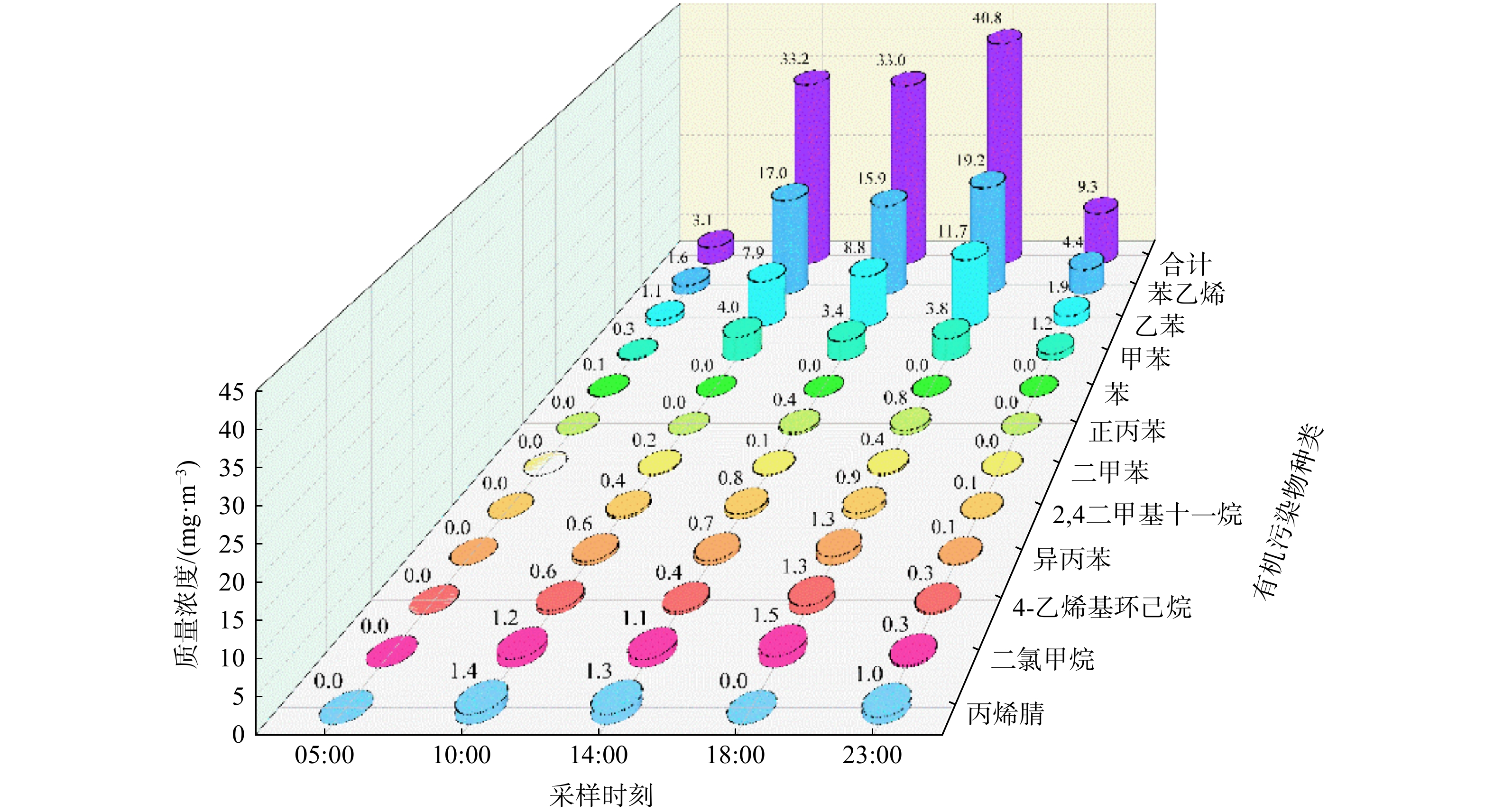 图 4 一天不同时刻风管中的污染物质量浓度Figure 4. Concentrations of the pollutants in the air duct over different times of a day
图 4 一天不同时刻风管中的污染物质量浓度Figure 4. Concentrations of the pollutants in the air duct over different times of a day由图4可知,在晨间5:00,由于企业尚未开工,车间内并无有机废气源,室内空气中尚存未完全换气的有机废气,此时TVOCs为3.1 mg∙m−3。这可能因停工间隔时间较短(8 h)所致。车间正常生产时(即10:00、14:00和18:00这3个时刻),测得的TVOCs分别为33.2、33.0 和40.8 mg∙m−3。在夜间23:00,车间已停工1 h,此时的车间亦无有机废气源,TVOCs明显下降,为9.3 mg∙m−3。
综上所述,该塑料生产企业排放的有机废气中,主要污染物为苯乙烯、甲苯和乙苯。当车间满负荷运行时,各生产线点源有机废气的TVOCs为20~120 mg∙m−3;半满负荷运行,TVOCs相对较低,为3~40 mg∙m−3。车间正常工作时间内,有机废气中TVOCs相对稳定,质量浓度大小主要由当日生产负荷决定。
2. 工艺设计原理及计算方法
2.1 背景及原理
有机废气处理工艺大多为活性炭吸附、低温等离子和光催化技术,但活性炭吸附运行成本高,低温等离子和光催化技术去除效果不佳[10]。近年来,东莞、长沙和厦门等多个城市的生态环境局先后发文禁止使用单一活性炭、光催化等低效VOCs处理工艺。本项目所在的塑料企业产生的有机废气主要成分为苯乙烯、甲苯和乙苯。这类苯系物的可生物降解性较差,故本项目选用“等离子+生物过滤”的联合工艺,以期先利用“等离子体”工艺提高污染物的可生化降解性,再利用“生物过滤”工艺将所得中间污染物进行完全矿化、降解[14-16]。
2.2 设计思路及参数
基于文献调研和我司的前期实验[11-12]与工程经验[13],结合上述废气组分占比及其时间特征分析,确定了以下设计思路:1)生物过滤技术为核心,对废气中的苯乙烯、甲苯、乙苯等主要苯系物进行高效去除[7, 14];2)在生物过滤前端安排等离子装置,提高有机废气中部分烷烃和卤代烃的可生化性[8, 15]。此外,考虑到有机废气温度较高(约35 ℃),且含有较多的粉尘和油状物,故有机废气进入主体工艺前先通过预处理(水洗和静电除油设备)进行除尘、除油,以防止油、尘污染等离子装置放电系统、堵塞生物滤池填料。故本项目采用预处理和“等离子+生物过滤”的联合工艺。
其中,等离子装置的总功率为2 080 W,设计停留时间为2.1 s。根据有机废气实测数据及我司的工程经验,确定生物过滤池的停留时间为30 s。接种微生物为我司实验驯化所得的苯系物降解菌;工艺流程如图5所示。
2.3 去除率计算
不同工艺段对各污染物及TVOCs的净化能力用去除率表示,计算式为式(1)。
ηi=Cin−CoutCin (1) 式中:ηi为各污染物在不同工艺段的去除率或总去除率,%;Cin、Cout分别为进出口的污染物质量浓度,mg∙m−3。
3. 工程的运行效果及经济性评价
3.1 运行效果
待生物过滤装置接种、挂膜生长30 d后,分别于稳定运行后的第15、30、45、60天,对工程装置的进气和不同工艺段的出气进行采样,并对样品进行了TVOCs检测,得到不同工艺段的TVOCs去除率(见图6)。由图6知,在4次不同运行时间的测试过程中,“等离子+生物过滤”联合工艺的运行相对稳定,其中等离子工艺段对TVOCs的去除率约25%,生物段对TVOCs的去除率约80%,总TVOCs去除率约85%。
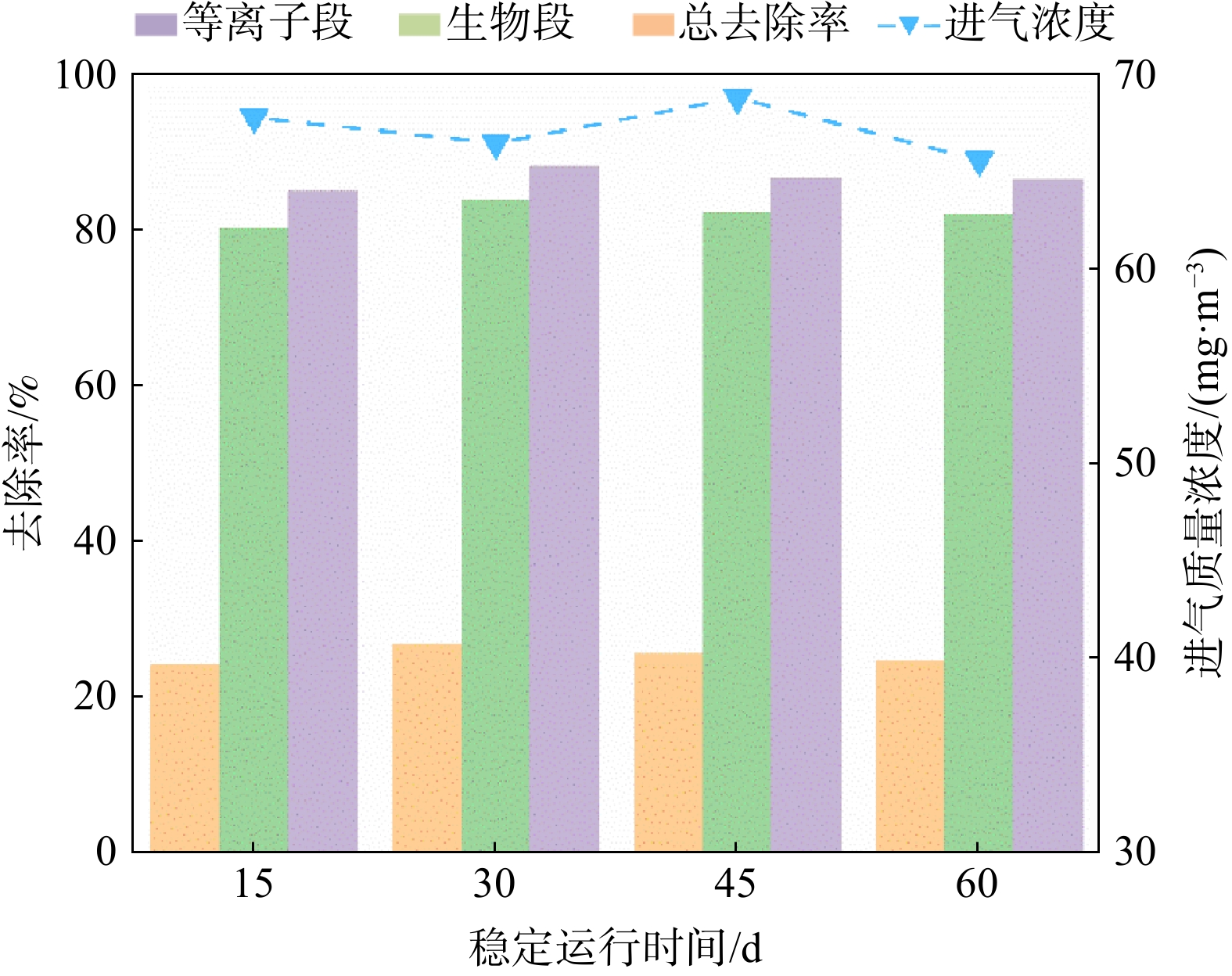 图 6 联合工艺不同工艺段的TVOCs去除率Figure 6. Removal rates of TVOCs at different stages of the combined process
图 6 联合工艺不同工艺段的TVOCs去除率Figure 6. Removal rates of TVOCs at different stages of the combined process在使用等离子装置时,时常伴有副产物——“臭氧”[17-18]。臭氧会造成二次污染,但同时也具有一定的杀菌作用,可能影响生物滤池中微生物的生长。故在进行TVOCs测试时,同步使用了臭氧检测仪(Ozone analyzer IDEAL 1000)对等离子装置的出气进行了持续监测,但并未检出臭氧(仪器检出限为0.02 mg∙m−3)。结合已有研究[17-20]推测,可能是由于臭氧分解产生较多的氧自由基,参与到VOCs的降解过程中,将这些副产物臭氧消耗殆尽,使得项目运行过程中并未检出臭氧。
当工程装置稳定运行至第75天时,再次在工程装置的进气处和不同工艺段的出气处采样,并进行了全组分分析。测定了各污染物质量浓度,并计算出各污染物在不同工艺段的去除率和总去除率,结果如图7所示。
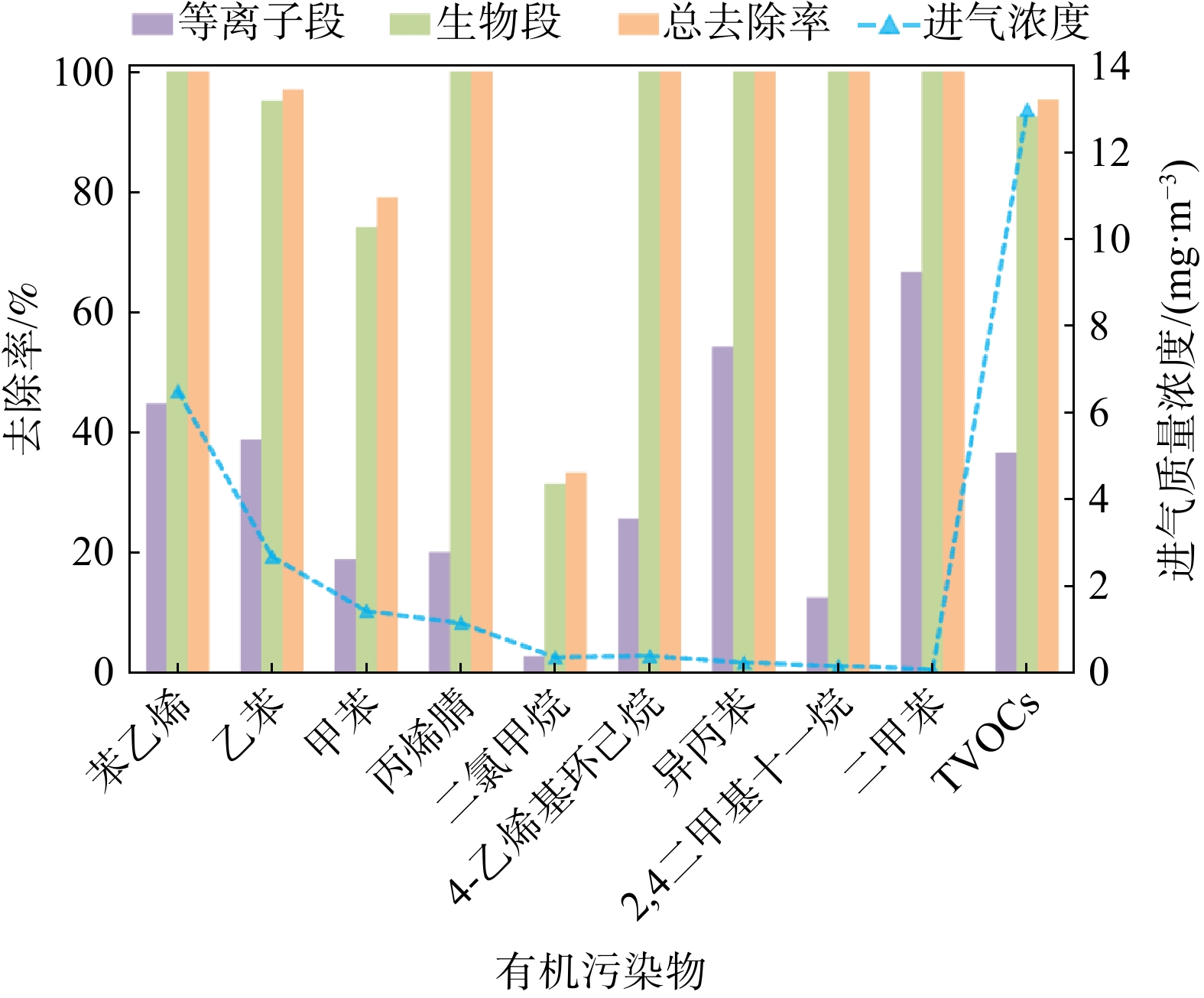 图 7 联合工艺不同工艺段对各污染物的去除率Figure 7. Removal rates of various pollutants at different stages of the combined process
图 7 联合工艺不同工艺段对各污染物的去除率Figure 7. Removal rates of various pollutants at different stages of the combined process由图7可知,本次测试总共检出10种有机污染物,仍以苯乙烯、乙苯和甲苯的质量浓度较高(3种污染物占进气TVOCs的比例达81.58%)。然而,本次测试结果中各污染物质量浓度均较低。这主要是由于:在进行本次采样时,车间仅运行了3条生产线,生产负荷较小。工程装置的整体TVOCs去除率为95.3%,其中等离子段的TVOCs去除率为36.57%,生物段的TVOCs去除率为92.6%。从各污染物的去除效果来看,二氯甲烷的去除率相对较低,仅为33.33%,甲苯的去除率为79.02%,其余8种污染物的去除率均达到95%以上。排放尾气的TVOCs仅为0.61 mg∙m−3,说明工程装置整体表现出较好的运行状态。
3.2 经济性评价
本联合工艺项目的处理风量为10 000 m3 h−1,投资成本为124万元。该处理工程常用功率15.1 kW。电费按0.6元∙(kWh)−1计,每年运行时间按8 000 h计,则每年电费为7.28万元。水费按3.5元∙m−3计,则每年水费为1.10万元。故每年总运行成本为8.38万元。
同等净化效果下,若仅采用“生物过滤”工艺去除塑料有机废气,投资成本为140万元[21-22]。该处理工艺常用功率15.0 kW,电费按0.6 元∙(kWh)−1计,每年运行时间8 000 h,则每年电费为7.20万元。水费按3.5元∙m−3计,则每年水费为1.65万元。故每年总运行成本为8.85万元。
因此,“等离子+生物过滤”联合工艺的协同优势,解决了单一“生物过滤工艺”投资成本高的问题,也规避了单一“等离子工艺”运行成本高、二次污染的问题。
4. 结语
本工程于2019年9月实施至今,实现了对废气中有机污染物的高效去除,取得了良好的治理效果,明显改善了车间工人的生产环境,并减少了周边居民的投诉。“等离子+生物过滤”联合工艺的协同优势,解决了单一“生物过滤工艺”投资成本高的问题,也规避了单一“等离子工艺”运行成本高、二次污染的问题,可为我国塑料废气治理领域提供技术与工程参考。
-
图 2 生产线的点源有机废气中污染物的种类与质量浓度
Figure 2. Compositions and concentrations of TVOCs in point source exhaust gas of the production line
图 4 一天不同时刻风管中的污染物质量浓度
Figure 4. Concentrations of the pollutants in the air duct over different times of a day
图 6 联合工艺不同工艺段的TVOCs去除率
Figure 6. Removal rates of TVOCs at different stages of the combined process
-
[1] 翁建庆, 刘刚, 焦璞, 等. 进口废塑料环境保护管理研究[J]. 中国环境管理, 2013, 5(1): 22-26. doi: 10.3969/j.issn.1674-6252.2013.01.006 [2] 陈瑜, 赵艳. 进口废塑料再生加工行业废气污染及防治对策[J]. 广州化工, 2015, 43(13): 150-152. doi: 10.3969/j.issn.1001-9677.2015.13.055 [3] 李君, 范雪云, 边秀兰, 等. 某塑料厂废气污染及其对周围居民健康影响的调查[J]. 环境与职业医学, 2004, 21(6): 446-449. [4] 金明虎, 黄天龙, 邓永怀. 探讨利用“活性炭吸附-催化燃烧脱附法”处理塑料加工有机废气[J]. 科技致富向导, 2013(30): 118. [5] 黄有平, 陈涛, 梁杰栋, 等. 聚丙烯腈基碳纤维碳丝生产过程中废气处理装置的设计[J]. 塑料工业, 2018, 46(3): 17-19. doi: 10.3969/j.issn.1005-5770.2018.03.003 [6] 秦文淑, 李金成. 喷淋工艺处理 PVC 塑料生产废气[J]. 化工环保, 2016, 36(3): 350-352. doi: 10.3969/j.issn.1006-1878.2016.03.022 [7] 孙珮石, 王洁, 吴献花. 生物法净化几种气态污染物的研究[J]. 中国工程科学, 2007, 9(1): 73-77. doi: 10.3969/j.issn.1009-1742.2007.01.014 [8] 杨茜, 易红宏, 唐晓龙. 低温等离子体处理工业废气中甲苯的研究进展[J]. 安全与环境工程, 2017, 24(1): 77-83. [9] 赵巧荣. UV光解催化技术在垃圾焚烧发电厂臭气治理中的应用[J]. 节能与环保, 2019(10): 103-104. doi: 10.3969/j.issn.1009-539X.2019.10.046 [10] 何明乙, 叶太林, 张燕飞, 等. 塑料行业挥发性有机物处理技术对比:以台州市黄岩区为例[J]. 广东化工, 2020, 47(4): 96-97. doi: 10.3969/j.issn.1007-1865.2020.04.041 [11] 张甜甜, 李建军, 岑英华, 等. 生物净化废气技术的进展[J]. 微生物学通报, 2007, 34(3): 587-590. doi: 10.3969/j.issn.0253-2654.2007.03.047 [12] 廖裕芬, 郑理慎, 陈志平, 等. 生物滴滤池去除VOCs工艺参数优化研究[J]. 环境工程, 2017, 35(12): 68-72. [13] 郑理慎, 吴艳娣, 陈志平, 等. 印染废水处理厂的生物除臭研究[J]. 中国给水排水, 2013, 29(1): 81-83. doi: 10.3969/j.issn.1000-4602.2013.01.021 [14] 李远啸, 郭斌, 刘倩, 等. 生物洗涤法处理含苯废气[J]. 化工环保, 2019, 39(6): 646-652. doi: 10.3969/j.issn.1006-1878.2019.06.008 [15] 李建军, 张甜甜, 孙国萍, 等. 生物过滤技术在恶臭污染治理中的应用研究[J]. 环境工程学报, 2008, 2(5): 712-715. [16] 孙彪. 低温等离子体联合生物滴滤降解挥发性有机物研究 [D]. 青岛: 青岛科技大学, 2017. [17] HUANG H, YE D, GUAN X. The simultaneous catalytic removal of VOCs and O3 in a post-plasma[J]. Catalysis Today, 2008, 139(1/2): 43-48. [18] 张益坤, 姚鑫, 陈铭夏, 等. 低温等离子体除苯过程中臭氧的演变与作用[J]. 工业催化, 2020, 28(4): 68-72. doi: 10.3969/j.issn.1008-1143.2020.04.007 [19] 李国平, 胡志军, 李建军, 等. 低温等离子体氧化氨气影响因素及动力学研究[J]. 环境工程学报, 2014, 8(7): 2963-2968. [20] 竹涛, 李坚, 梁文俊, 等. 低温等离子体技术控制污水处理厂恶臭气体[J]. 环境工程, 2008, 26(5): 9-12. [21] 曾斌, 宋旭, 祝雅杰, 等. 生物法联合工艺处理丙烯酸(酯)生产废水处理站废气[J]. 中国给水排水, 2020, 36(8): 101-105. [22] 陈志平, 宋旭, 熊忐利, 等. 淀粉糖生产废水高浓度臭气治理工程实例[J]. 中国给水排水, 2021, 37(8): 149-152. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 4162
- HTML全文浏览数: 4162
- PDF下载数: 77
- 施引文献: 0
