


 下载:
下载:








-
随着工业的不断发展,印染、石油、制药、食品等行业产生高盐有机废水的规模正在不断扩大,大量高盐有机废水如不处理直接排放,将会对环境造成巨大影响[1]。榨菜生产废水是高盐有机废水的一种,具有盐度高、有机物浓度高等特点。在厌氧消化过程中较高的盐浓度会导致细胞溶解、抑制微生物活性、污泥沉降性变差,大大增加了该类废水的处理难度[2]。传统的厌氧消化反应器如升流式厌氧污泥床反应器(upflow anaerobic sludge blanket, UASB)、厌氧颗粒污泥膨胀床反应器(expanded granular sludge bed, EGSB)、内循环厌氧反应器等在处理高盐废水时存在污泥流失、处理效率差、抗冲击能力差等问题[3-5]。
厌氧膜生物反应器(anaerobic membrane bioreactor,AnMBR)作为一种将膜分离和厌氧处理技术相结合的处理工艺近年来开始逐渐引起人们的广泛关注。由于膜的截留作用,可以使反应器内的微生物被完全截留,提高了系统的污泥浓度和微生物量,有利于耐盐微生物的积累繁殖[6]。金艳青等[7]采用沼气循环厌氧膜生物反应器处理模拟高盐有机废水,发现当温度>22 ℃、进水NaCl浓度<19.21 g·L−1时,系统的COD的去除率高于94%;在温度为14.9~18.1 ℃、进水NaCl浓度分别为17.0~18.0 g·L−1和18.0~19.0 g·L−1时,经短期驯化,对COD的平均去除率分别为83.37%和82.61%。LI等[8]采用PTFE中空纤维厌氧膜生物反应器处理含不同盐度的合成有机废水,经过226 d的运行,NaCl浓度从11 g·L−1升高到35 g·L−1,总COD去除率为97.2%,COD生物去除率为89.9%。由此可见,AnMBR工艺在处理高盐高有机物废水方面具有较好的可行性[9]。
然而目前大多数学者仅仅针对AnMBR处理模拟高盐废水的运行效果进行了研究,关于其在实际高盐废水处理的研究和工程应用则较少。为此,本研究采用AnMBR处理余姚市榨菜行业产生的高盐废水,重点研究了其在低负荷耐盐性驯化启动、有机负荷提升潜力及排泥条件下的厌氧消化性能和膜污染情况,从而获得AnMBR处理高盐榨菜废水最佳运行参数,以期为高盐榨菜废水处理工业化应用提供参考。
全文HTML
-
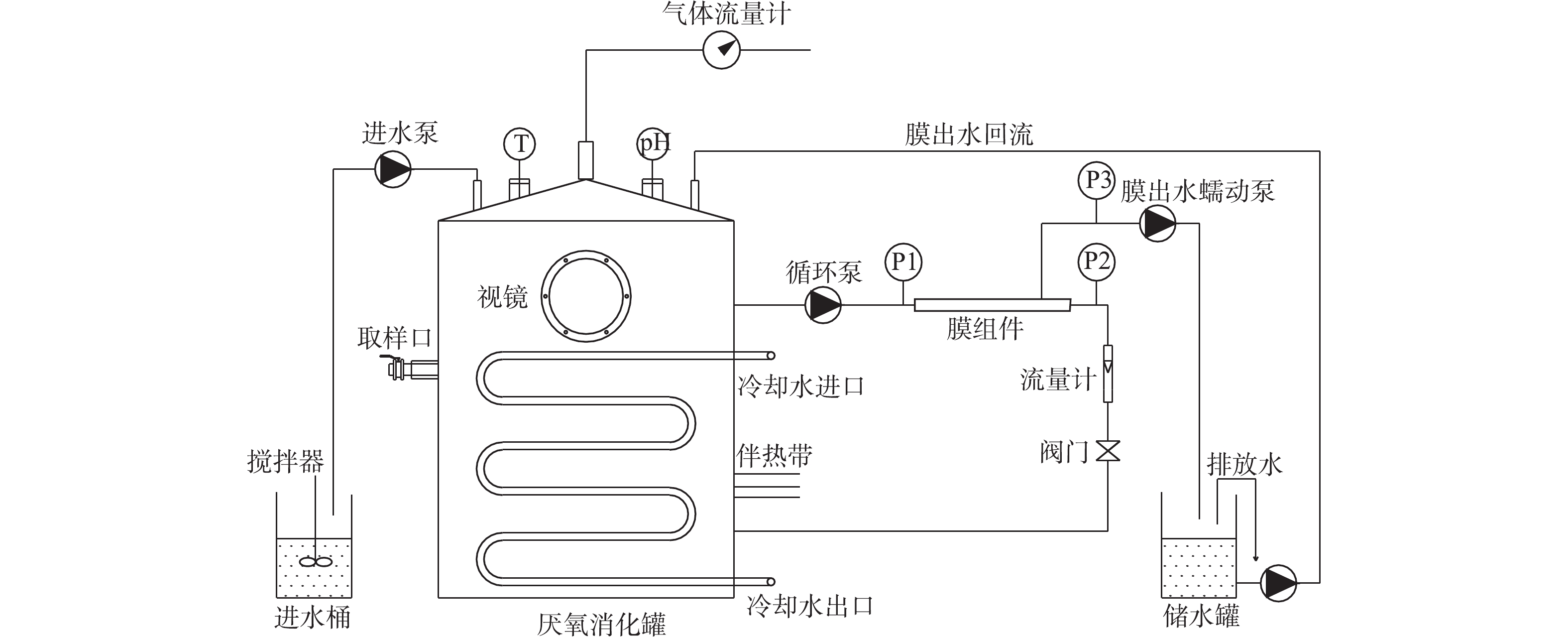
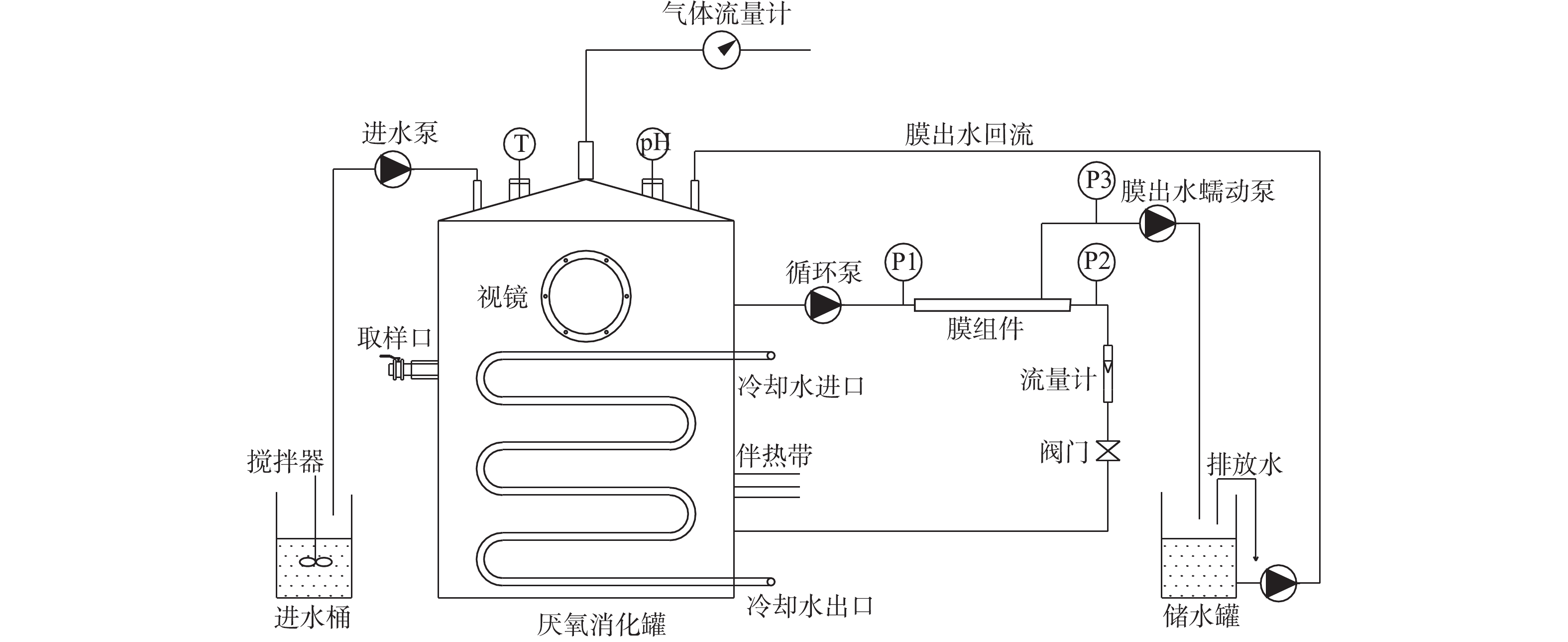
AnMBR装置如图1所示,该系统主要由进水单元、厌氧反应单元和膜单元组成。其中进水单元包括进水蠕动泵和搅拌装置,通过控制进水泵调节进水流量并采用连续进水模式,进水桶内的高盐废水通过连续搅拌以使进水水质均匀。厌氧反应单元包括主体厌氧罐、温控系统及在线监测系统等。主体厌氧罐总体积为60 L,有效容积为50 L。厌氧罐通过自动加热装置、自动冷却装置及温度控制系统将温度维持在(37±1) ℃。膜单元主要由膜组件和循环泵组成,该膜组件采用外置管式超滤膜,总膜面积为0.08 m2,膜材质为PVDF(MEMOS,德国),截留分子质量为100 kDa。
-
本研究中厌氧膜生物反应器的接种污泥取自苏州市某餐厨垃圾处理厂内处理餐厨废水的厌氧絮状污泥。由于餐厨废水本身具有一定的盐度(12.9 g·L−1),因此,其对高盐有机废水具有一定的适应性。接种污泥的MLSS为15.5 g·L−1,MLVSS/MLSS为0.72,接种量为50 L。
本研究中所用高盐榨菜废水取自余姚市某榨菜废水预处理中心。其废水来源复杂,水质变化较大、味臭、呈黄绿色,悬浮物浓度较高。高盐有机废水的具体性质如下:COD为6 000~9 000 mg·L−1,
NH+4 -N为200~400 mg·L−1,pH为4.8~6.4,电导率为50~58 mS·cm−1,盐度为3.2%~3.5%。为了保证反应器的正常运行,防止废水中的榨菜、菜叶等堵塞管道,因此,所有进水,均经20目筛网过滤去除较大的杂质。 -
反应器的运行过程共分为3个阶段:第Ⅰ阶段(0~34 d)为盐度提升阶段,反应器保持低负荷(0.5~1.0 kg·(m3·d)−1)运行,随着反应器的出水逐渐置换体系内接种污泥自带的水分,从而逐渐提升反应器内的盐度,使之与榨菜废水原水盐度持平,此阶段重点研究盐度提升对反应器运行性能的影响;第Ⅱ阶段为负荷提升阶段(35~99 d),在反应器内盐度基本稳定的条件下,逐渐提升反应器的进水量以提高系统的有机负荷,最终反应器进水量为50 L·d−1,有机负荷从0.5~1.0 kg·(m3·d)−1升高至7.6 kg·(m3·d)−1左右,此时 HRT=1 d,反应器保持稳定运行;第Ⅲ阶段为排泥阶段(100~120 d),此阶段每天从反应器底部的排泥口排泥0.5 L,控制SRT=100 d、HRT=1 d,研究反应器在排泥工况下的运行性能,与不排泥条件下的运行情况进行对比。在反应器的运行过程中,为了保持AnMBR内液位平衡,多余的膜出水通过蠕动泵回流至系统内。
-
COD采用重铬酸钾法测定,用硫酸汞掩蔽Cl-;VFA采用总量比色法测定;碱度(alkalinity, ALK,电位滴定法,以CaCO3计)、MLSS、MLVSS采用国家环保总局规定的检测方法[10];电导率和盐度采用雷磁DDBJ-350便携式电导率仪测定;沼气产量采用湿式气体流量计测定;甲烷含量采用便携红外沼气分析仪(Gasboard-3200 L,武汉四方光电科技有限公司制)测定;膜面污染物特征及其元素组成采用扫描电子显微镜(SEM)和能量散射X射线能谱仪(EDX)分析。
1.1. 实验装置
1.2. 接种污泥与实验用水
1.3. 实验设计
1.4. 分析方法
-
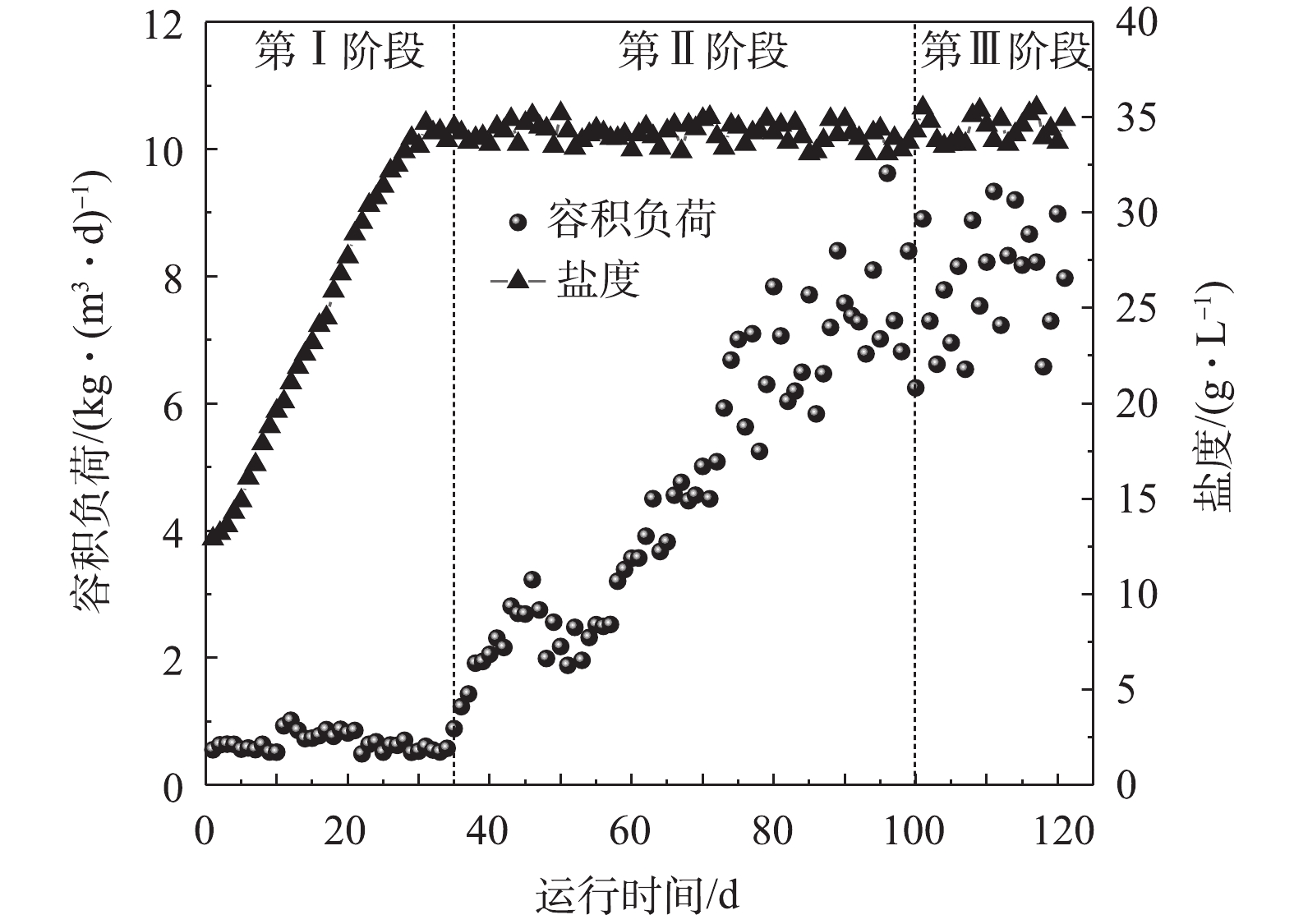
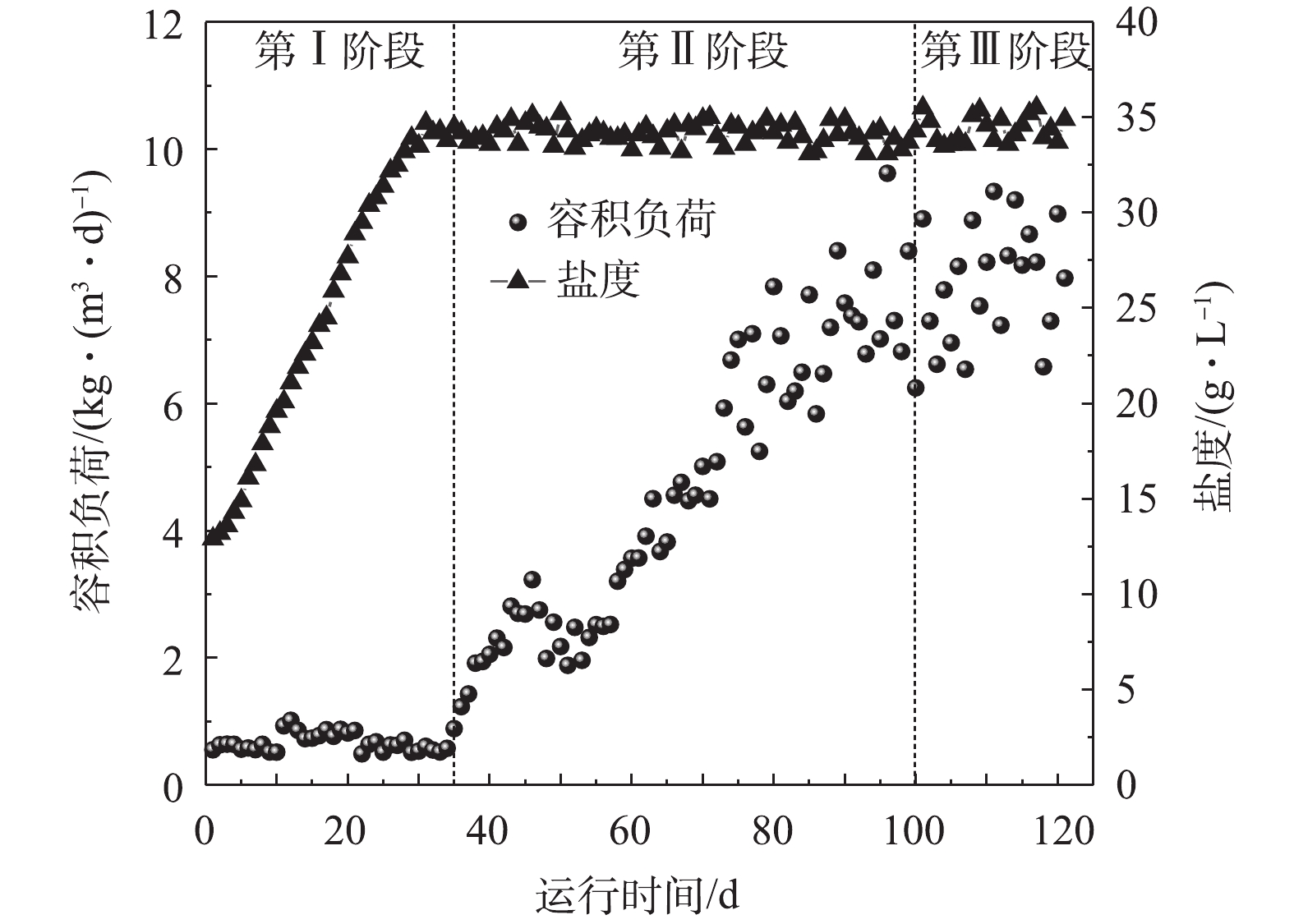
1)容积负荷与盐度变化情况。图2反映了AnMBR在整个运行过程中的容积负荷与盐度变化情况。在反应器运行的第Ⅰ阶段(0~34 d),采取低负荷启动方式,控制进水量保持反应器的容积负荷稳定在0.5~1.0 kg·(m3·d)−1。随着AnMBR的稳定进水,反应器内盐度由初始的12.9 g·L−1逐渐增加到了33.5 g·L−1左右,此时体系内的盐度与进水盐度基本相同,说明反应器的盐度提升阶段已经完成。进入第Ⅱ阶段(35~100 d),反应器内的盐度基本稳定在33~36 g·L−1,随进水盐度的变化略有轻微波动。在此阶段,反应器的有机负荷随进水量的增加逐渐提升至7.6 kg·(m3·d)−1左右,HRT从10 d逐渐降低至1 d。当反应器进入第Ⅲ阶段(100~120 d),其有机负荷和盐度基本保持不变,所对应的的平均值分别为7.9 kg·(m3·d)−1和34.4 g·L−1。
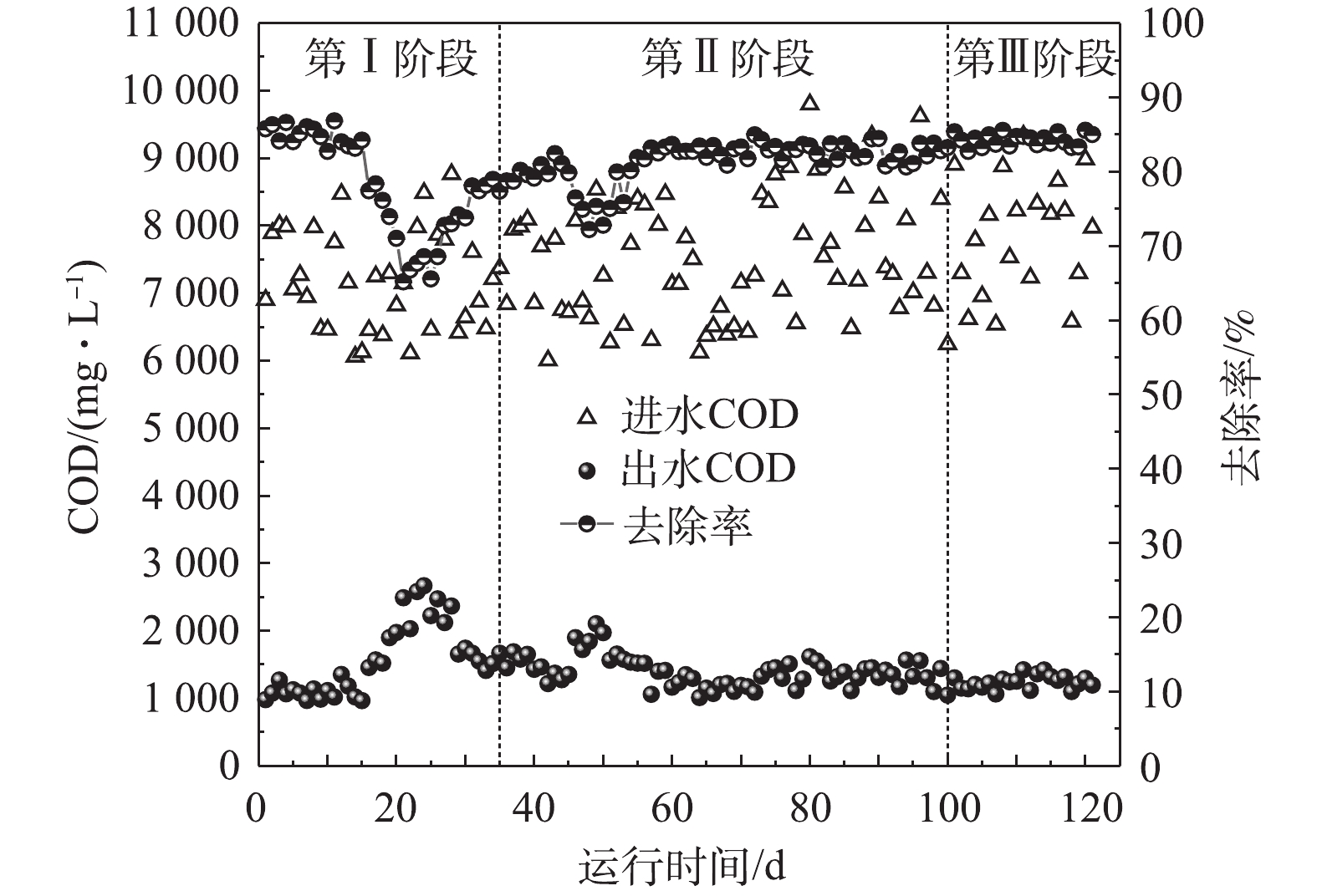
2)COD去除效果。图3反映了AnMBR在3个阶段下的进出水COD及去除率的变化情况。由图3可以看出,AnMBR的进水COD波动较大,为6 004.0~9 798.0 mg·L−1。在第Ⅰ阶段的初期(1~15 d),当反应器的进水容积负荷小于1.0 kg·(m3·d)−1,盐浓度从12.9 g·L−1增加到23.2 g·L−1时,COD去除率并没有显著变化,稳定在82%~86%,这可能是由于接种污泥为处理餐厨废水的厌氧污泥混合液,本身具有一定的盐度(12.9 g·L−1),因此,接种污泥中的微生物对一定范围内的盐度提升具有较好的适应性。在AnMBR运行至第16天时,盐浓度增加至24.1 g·L−1,此时出水COD开始升高,去除率降至77.4%,并开始呈现快速下降的趋势。至第21天时,体系内盐浓度增加至28.9 g·L−1,此时反应器出水COD达到了2 490.2 mg·L−1,去除率急速下降至65.2%。这可能是由于较高的盐浓度使微生物胞外渗透压过高,导致部分微生物细胞脱水产生质壁分离、细胞质溶解并最终裂解死亡,抑制了微生物的活性[11]。为了使系统尽快恢复稳定,第22天时适当降低AnMBR的进水容积负荷至0.5 kg·(m3·d)−1,经过10 d左右的运行后,此时反应器有机负荷在0.6 kg·(m3·d)−1左右,反应器的COD去除率逐渐恢复至75%以上。由于膜的截留作用,反应器内较高的污泥浓度和较长的SRT为耐盐菌的增殖提供了条件,使得AnMBR能够迅速恢复稳定。
在第Ⅱ阶段(负荷提升阶段),当负荷从0.9 kg·(m3·d)−1升高到3.2 kg·(m3·d)−1时,AnMBR的COD去除率在第46~51天出现了短暂的下降,最低下降至约72.2%。将进水量由20 L降低至15 L以后,反应器的COD去除率再次恢复至80%左右。在后续运行过程中(54~99 d)继续提升负荷,虽然进水COD的变化会导致容积负荷波动较大,但AnMBR对COD的去除率始终稳定在80%以上,这表明AnMBR具有较强的耐冲击性。白玲[12]在采用浸没式厌氧膜生物反应器处理啤酒废水的研究中,也充分证明了其良好的稳定性和抗冲击负荷能力。当AnMBR进入第Ⅲ阶段(排泥阶段)时,相较于第Ⅱ阶段,AnMBR对COD的去除率略有上升,最高为85.5%,平均为83%。这可能是由于在排泥阶段部分老化的微生物和有毒的代谢产物随污泥排出了体系外,从而增强了体系内微生物的活性[13]。
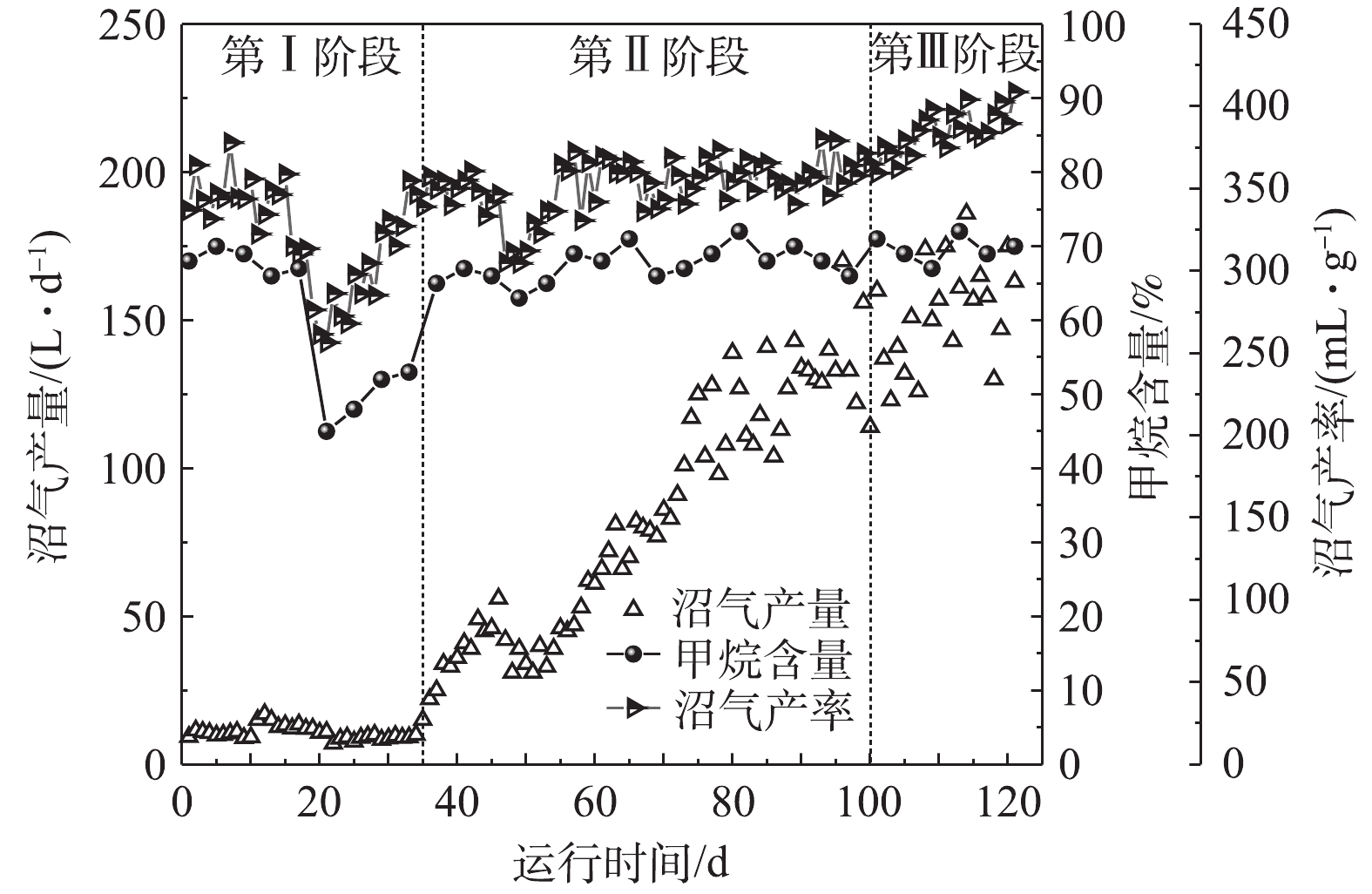
3)沼气产量、沼气产率和甲烷含量变化。厌氧消化的一大优势是可以将高浓度的有机物转化为甲烷,从而实现能源的部分回收,具有重要的经济意义[14]。图4反映了AnMBR在3个阶段下的产气变化情况。在第Ⅰ阶段的初期(1~18 d),当体系内盐度小于25.9 g·L−1,容积负荷为0.5~1.0 kg·(m3·d)−1时,其沼气产率和甲烷含量分别在300 mL·g−1和66%以上,而当体系内盐度继续上升时(19~21 d),其沼气产率开始迅速下降,最低达到了256.5 mL·g−1,同时沼气中的甲烷含量也迅速下降至约为45%。有研究[15-16]表明,厌氧反应体系的产甲烷菌对环境条件的改变较为敏感,因此,过高的盐度会抑制产甲烷菌的活性,导致厌氧消化过程中的产甲烷阶段受到影响,继而使体系的沼气产率和沼气中的甲烷含量有所降低。在经过8 d左右的运行后(22~29 d),反应器的沼气产率和甲烷含量逐渐上升至300 mL·g−1以上,这可能是因为经过一段时间的驯化后,AnMBR中的微生物已经对体系内的高盐度有了一定的适应性。在第Ⅱ阶段的运行过程中,除了第47天时反应器的沼气产率因受负荷冲击影响而出现过短暂下降以外,其余时间反应器的沼气产率一直稳定在330~380 mL·g−1,系统的产气效果良好,这说明AnMBR在高盐度下仍然具有出色的厌氧消化性能。在第Ⅲ阶段进行排泥后,反应器的容积负荷在6.2~9.6 kg·(m3·d)−1,系统的日产气量和沼气产率都出现了明显的上升趋势,其中沼气产率超过了400 mL·g−1。由此可见,通过进行排泥,AnMBR的厌氧消化性能能够得到有效的提升。闫林涛等[17]的研究发现,排泥阶段虽然部分生物量被排出,但是其代谢活性却显著增加,也证实了这一点。
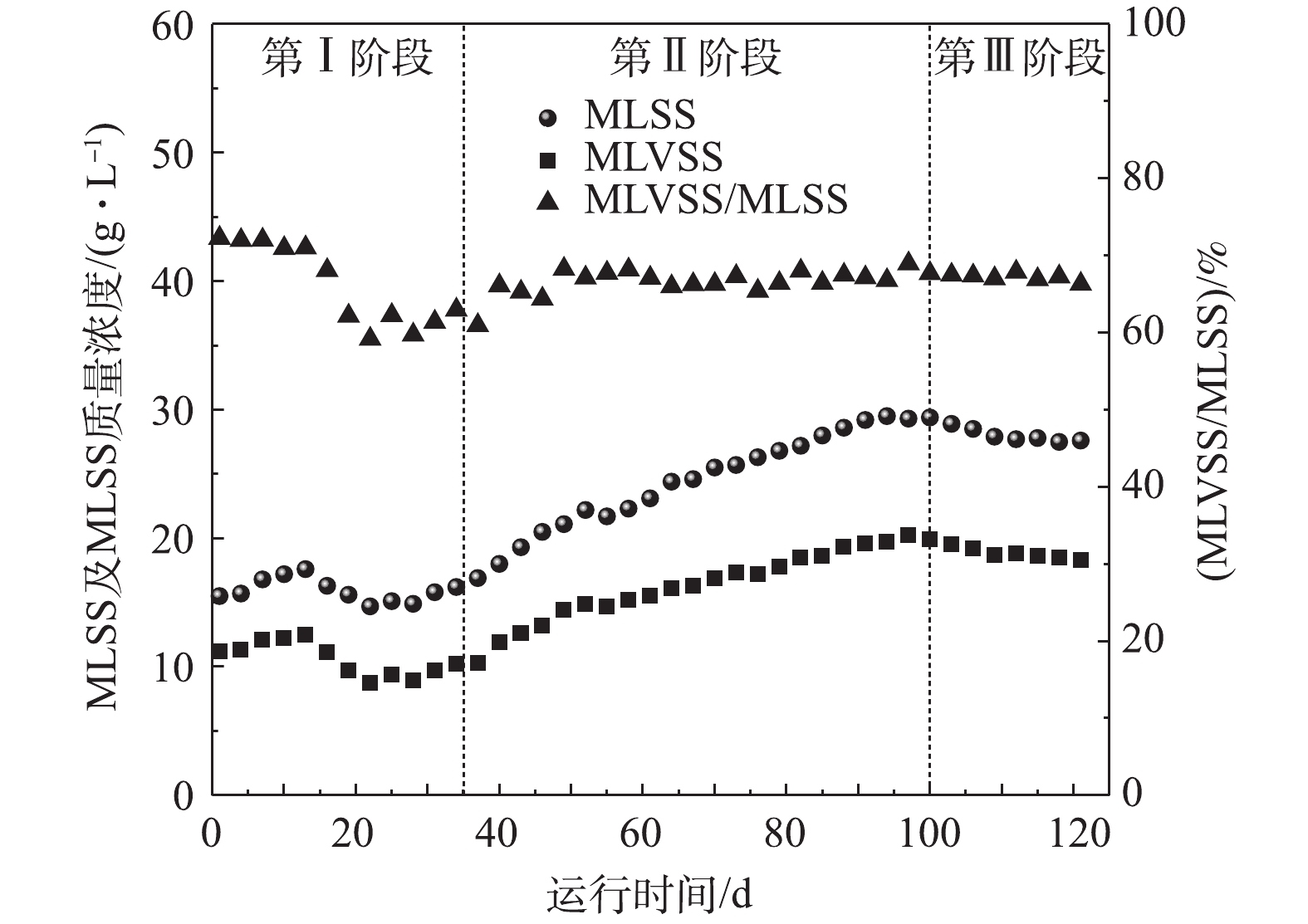
4)污泥浓度变化。图5反映了反应器中MLSS、MLVSS以及MLVSS/MLSS的变化情况。由图5可知,在AnMBR运行的第Ⅰ阶段,MLSS及MLVSS均表现出了先增加后降低的趋势。在第Ⅰ阶段前期(1~15 d),其浓度分别从15.5 g·L−1和11.2 g·L−1缓慢升高至17.6 g·L−1和12.5 g·L−1,这可能归因于低盐度下的微生物增殖。然而从第16天开始,MLSS和MLVSS均出现了明显的下降趋势,这可能是由于盐度提升超过一定范围后,部分微生物难以适应高盐度的环境而裂解死亡,进而导致系统内MLSS和MLVSS的值下降[18-19]。值得注意的是,在此阶段MLVSS/MLSS的值也随着盐度的提升出现了显著的下降趋势。
在AnMBR运行的第Ⅱ阶段(35~100 d),随着盐度的稳定以及适应高盐环境的微生物的快速增殖,系统内的污泥浓度开始快速增长,MLSS及MLVSS分别增加到29.4 g·L−1和19.9 g·L−1,MLVSS/MLSS的值稳定在66%~68%,这意味着系统内的微生物量已经处于较高的水平。有研究[20]表明,过高的污泥浓度会增加膜过滤阻力,降低膜通量,同时较长的SRT还会导致污泥老化,有机质降解速率降低。因此,从第101 天开始进行排泥,由图5可以看出,反应器在经过排泥后,MLSS和MLVSS开始缓慢下降并最终稳定在27.0 g·L−1和18.0 g·L−1。
-
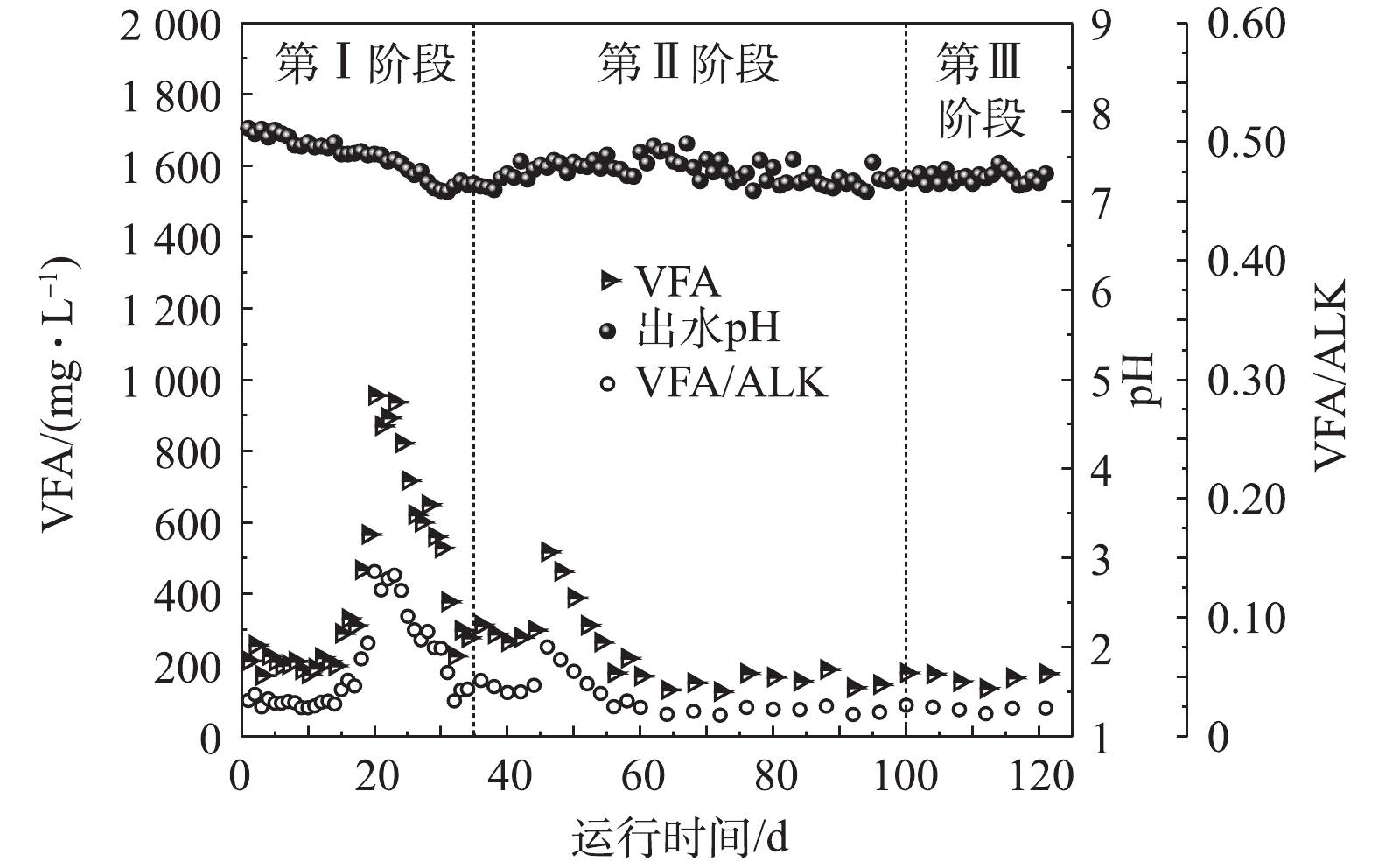
pH、VFA和ALK是衡量厌氧消化系统稳定性的重要指标,通过对这些指标的跟踪监测,能够及时了解AnMBR的运行状况,从而做出相应的反馈和调控,保证反应器的正常运行[21]。如图6所示,厌氧消化系统中VFA的含量共出现了2次高峰。第1次是在第Ⅰ阶段的16~31 d时,VFA含量最高上升到了956.3 mg·L−1。由于此时反应器的进水容积负荷小于1.0 kg·(m3·d)−1,因此,分析认为是盐度提升导致产甲烷菌的活性受到了抑制,进而使其利用VFA的能力下降。此后随着微生物的增殖与耐盐能力的提高,VFA逐渐下降并恢复至正常值。在第Ⅱ阶段的第46天,当进水容积负荷首次提升至3.2 kg·(m3·d)−1时,VFA也出现了短暂的上升,但此时系统的盐度已经稳定,因此,这可能是由于进水负荷提升过快从而导致反应器中食微比(food/microorganism)增加,产酸菌产生有机酸的速率高于产甲烷菌消耗有机酸的速率[17],所以VFA出现了短暂的积累。第48天时将进水量由20 L·d−1降低至15 L·d−1,经过6 d左右的运行后,系统中VFA的含量迅速降低至300 mg·L−1以下,并最终稳定在100~200 mg·L−1。在此后的运行过程中,VFA的含量均低于200 mg·L−1。
有研究[22-23]表明,VFA/ALK的值可以用来判断厌氧消化系统的稳定性,当VFA/ALK小于0.4时,说明系统处于稳定状态。在AnMBR运行的3个阶段中,碱度稳定在7 000 mg·L−1左右,使得VFA/ALK的值始终低于0.15,远小于0.40的失稳值,这说明AnMBR具有较强的稳定性。有研究[24-25]表明,厌氧处理过程中产甲烷菌的最适pH为6.8~7.2。如图6所示,虽然高盐榨菜废水的pH较低且波动较大,但在整个过程中厌氧消化系统的pH始终保持在7.1以上,这说明AnMBR并未发生酸化的现象,高生物量下有机酸的迅速转化为系统的稳定运行提供了保障。
-
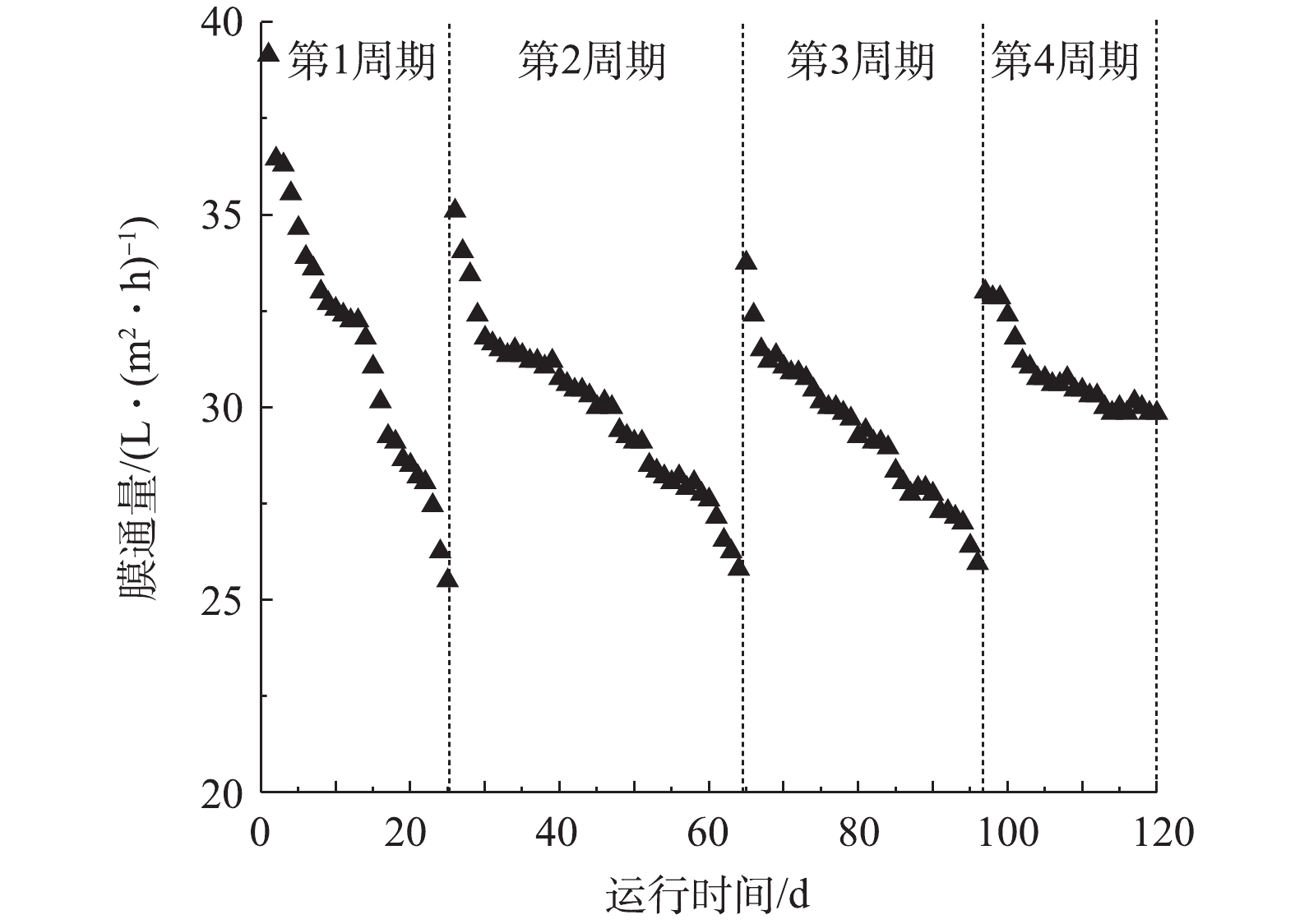
1)膜通量变化分析。膜的运行性能是评价厌氧膜生物反应器运行效能的重要参数。图7反映了反应器在运行期间的膜通量变化情况。膜的初始通量为39.2 L·(m2·h)−1,为了保证足够的进水负荷,当膜组件的膜通量低于25.0 L·(m2·h)−1时进行在线膜清洗(即先用清水清洗30 min,再用0.5% NaClO溶液清洗60 min,最后用清水再清洗30 min)并以此记为一个周期。
由图7可知,AnMBR的膜组件在120 d内共运行了4个周期,每次清洗后膜的初始通量均有所下降,这说明不可逆污染加强。其中,第一个周期时间较短,膜通量在25 d内由39.2 L·(m2·h)−1迅速下降至25.5 L·(m2·h)−1,这可能是因为盐度提升导致系统内污泥性质改变,SMP、EPS中的糖类和蛋白质含量增加,进而使膜面有机污染物迅速累积,导致膜污染加剧[11, 26]。在随后的运行过程中,膜的运行周期延长,此时系统内盐度已趋于稳定,微生物活性较高,这说明当污泥适应了高盐环境后,污泥性质稳定,系统内的溶解性有机物能够得到有效的降解,同时膜面滤饼层和凝胶层的积累速率也得到了有效的缓解[27]。此外,值得注意的是,在第Ⅲ阶段进行排泥后,膜通量的下降趋势明显减慢,分析原因可能是由于,系统内污泥浓度下降并且某些引起膜污染的特征性物质被排出了系统外所造成的。
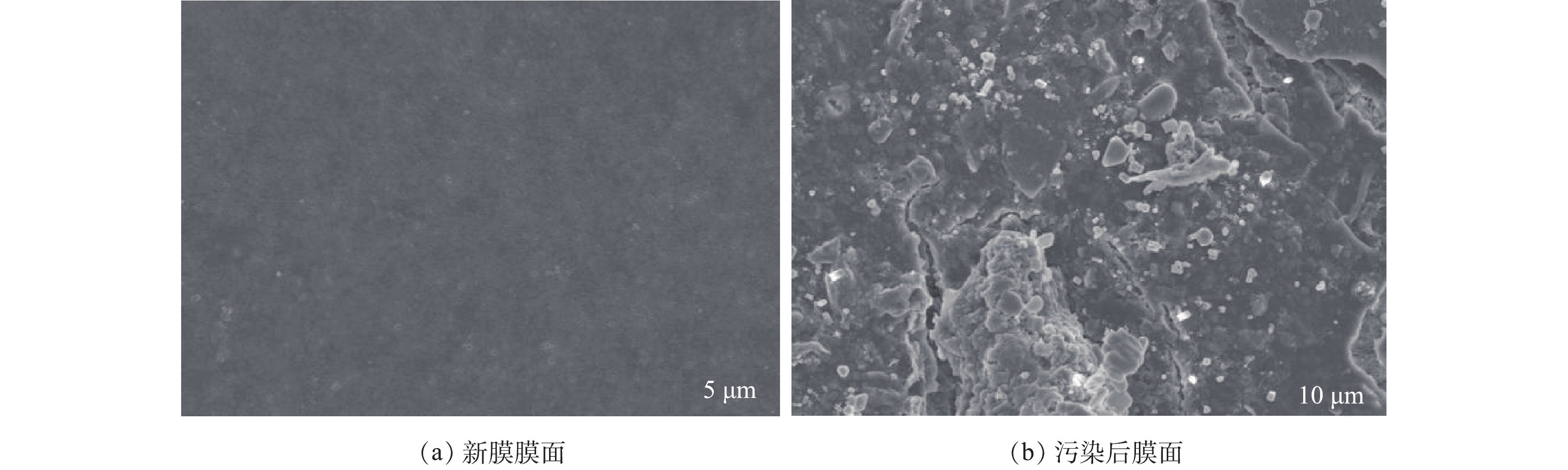
2)膜面污染物分析。为了进一步了解AnMBR的膜污染情况,采用SEM和EDX对新膜及污染后的膜进行了分析。由图8可以看出,与新膜相比,污染后的膜表面出现了一层厚实紧密的污染层,几乎无法观察到未被污染的膜面。此外,污染层上还附着了大量的团块状絮体、方形晶体类物质等,这很可能是污泥混合液中的无机盐离子在膜表面结晶所致[28]。
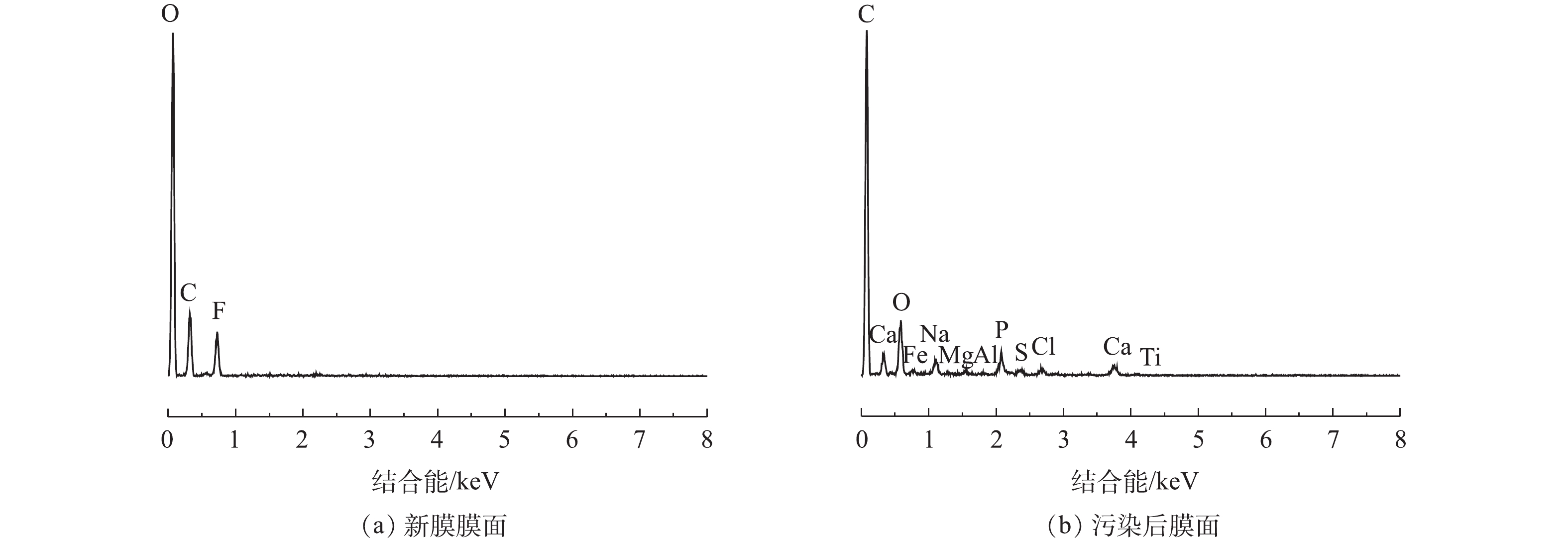
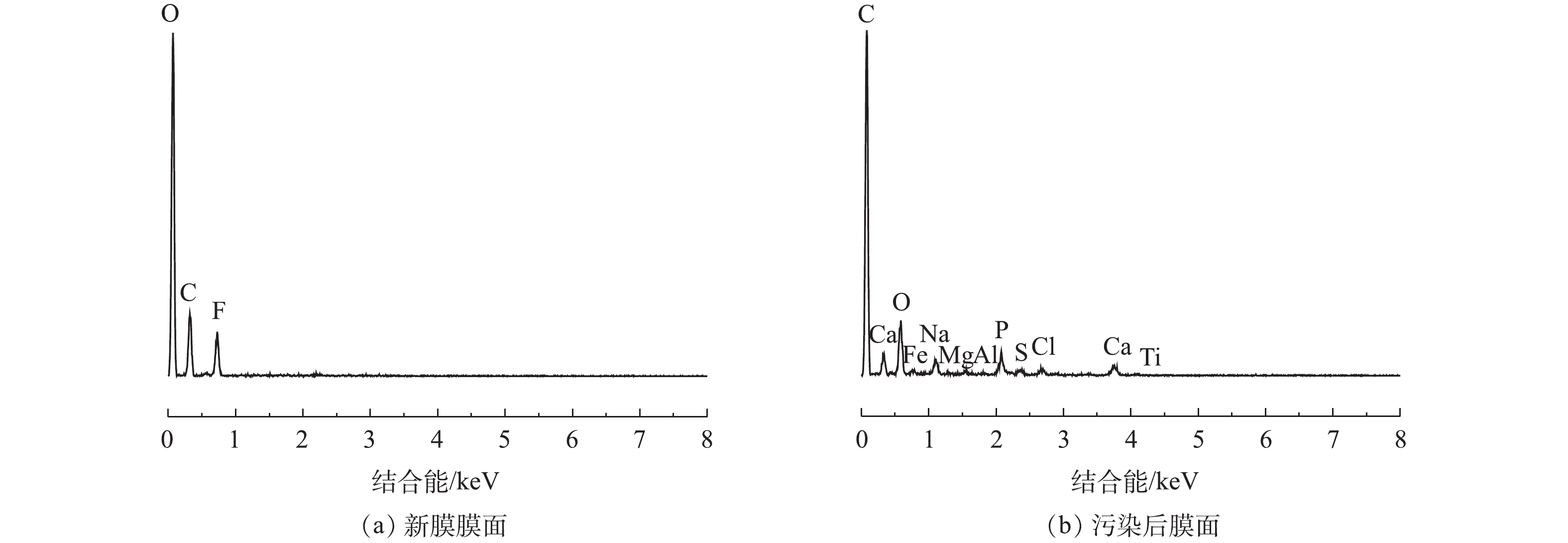
通过EDX对新膜和污染后的膜面污染物进行了化学成分和含量的定性和半定量分析,其结果如图9所示。膜面污染物中主要元素质量分数如下:O为36.7%、C为21.8%、Ca为13.5%、P为9.2%、Na为5.5%、Cl为4.0%、Fe为3.9%、S为3.0%、Ti为1.1%、Al为0.9%、Mg为0.4%。结果表明,新膜的主要成分为C、O、F,而膜面污染物主要的元素为C、O、Na、P、S、Cl、Ca和Fe,还有少量的Mg、Al和Ti元素。其中,C、O、P、S是膜面有机污染物所含元素,Na、Cl、Ca、Fe、Mg、Al和Ti是膜面无机污染物所含元素。分析认为,Na和Cl在无机元素中含量较高是因为榨菜废水中含有大量的NaCl,而Ca较高的原因可能是由于接种的餐厨种泥中含有较高的钙离子,导致其在膜面有所累积。WANG等[29]的研究发现,由Mg、Al、Fe、Ca等元素组成的无机物质沉积在膜表面和有机物结合形成的凝胶层是造成膜污染的重要原因。而无机化合物和微生物细胞及大分子有机物之间的架桥作用[30]会使膜污染层更加紧密,从而加剧膜污染的程度。LI等[8]的研究也表明,在高盐条件下无机元素在膜上积累的丰度会相对较高。膜面无机元素的存在表明,在AnMBR处理榨菜废水过程中,除了采用NaClO清洗以外,有必要增加一定的酸清洗频次,酸清洗能够使盐和生物聚合物之间的矿化作用被分解。这可以为实际工程应用中的膜清洗提供一定的参考。
2.1. AnMBR厌氧消化性能及污泥性质分析
2.2. AnMBR厌氧稳定性能分析
2.3. 膜污染特性
-
1)通过低负荷耐盐性驯化的启动方式能够实现AnMBR的快速启动,能够建立起高盐条件下稳定的厌氧生物处理体系。
2)排泥对AnMBR处理高盐榨菜废水的效果具有一定的提升,COD去除率和沼气产率明显提高。此外排泥能够减缓膜污染,降低膜污染速率。
3)管式膜组件在整个实验阶段中运行性能良好,反应器运行后期膜污染的速率明显下降;SEM-EDX分析结果表明,膜面污染物中存在大量的有机物以及无机盐类晶体,因此,在实际应用中建议在NaClO清洗的基础上增加酸清洗以便达到更好的清洗效果。
