

 下载:
下载:

</td></tr></thead>
<tbody><tr><td class="table_top_border2" align="center" valign="middle">SCN<sup>−</sup></td><td class="table_top_border2" align="center" valign="middle">CuSCN</td><td class="table_top_border2" align="center" valign="middle">4.8×10<sup>−15</sup></td><td class="table_top_border2" align="center" valign="middle">1.14×10<sup>−12</sup></td></tr><tr><td align="center" valign="middle"><inline-formula>${\rm{Cu}}\left( {{\rm{CN}}} \right)_3^{2 - }$<img class="inline-formula" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">离子种类</td><td class="table_top_border" align="center" valign="middle">沉淀物</td><td class="table_top_border" align="center" valign="middle"><i>K</i><sub>sp</sub></td><td class="table_top_border" align="center" valign="middle">所需铜离子最小浓度/(mol·L<sup>−1</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" align="center" valign="middle">SCN<sup>−</sup></td><td class="table_top_border2" align="center" valign="middle">CuSCN</td><td class="table_top_border2" align="center" valign="middle">4.8×10<sup>−15</sup></td><td class="table_top_border2" align="center" valign="middle">1.14×10<sup>−12</sup></td></tr><tr><td align="center" valign="middle"><inline-formula>${\rm{Cu}}\left( {{\rm{CN}}} \right)_3^{2 - }$<alternatives><img class="graphic" src="202001096_M12.jpg"><img class="graphic" src="202001096_M12.png"></alternatives></inline-formula></td><td align="center" valign="middle">CuCN</td><td align="center" valign="middle">3.5×10<sup>−20</sup></td><td align="center" valign="middle">1.25×10<sup>−53</sup></td></tr><tr><td align="center" valign="middle"><inline-formula>${\rm{Fe}}\left( {{\rm{CN}}} \right)_6^{4 - }$<alternatives><img class="graphic" src="202001096_M13.jpg"><img class="graphic" src="202001096_M13.png"></alternatives></inline-formula></td><td align="center" valign="middle">Cu<sub>2</sub>Fe(CN)<sub>6</sub></td><td align="center" valign="middle">1.3×10<sup>−16</sup></td><td align="center" valign="middle">2.53×10<sup>−15</sup></td></tr><tr><td class="table_bottom_border" align="center" valign="middle">CN<sup>−</sup></td><td class="table_bottom_border" align="center" valign="middle">CuCN</td><td class="table_bottom_border" align="center" valign="middle">3.5×10<sup>−20</sup></td><td class="table_bottom_border" align="center" valign="middle">8.75×10<sup>−18</sup></td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td align="center" valign="middle">CuCN</td><td align="center" valign="middle">3.5×10<sup>−20</sup></td><td align="center" valign="middle">1.25×10<sup>−53</sup></td></tr><tr><td align="center" valign="middle"><inline-formula>${\rm{Fe}}\left( {{\rm{CN}}} \right)_6^{4 - }$<img class="inline-formula" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">离子种类</td><td class="table_top_border" align="center" valign="middle">沉淀物</td><td class="table_top_border" align="center" valign="middle"><i>K</i><sub>sp</sub></td><td class="table_top_border" align="center" valign="middle">所需铜离子最小浓度/(mol·L<sup>−1</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" align="center" valign="middle">SCN<sup>−</sup></td><td class="table_top_border2" align="center" valign="middle">CuSCN</td><td class="table_top_border2" align="center" valign="middle">4.8×10<sup>−15</sup></td><td class="table_top_border2" align="center" valign="middle">1.14×10<sup>−12</sup></td></tr><tr><td align="center" valign="middle"><inline-formula>${\rm{Cu}}\left( {{\rm{CN}}} \right)_3^{2 - }$<alternatives><img class="graphic" src="202001096_M12.jpg"><img class="graphic" src="202001096_M12.png"></alternatives></inline-formula></td><td align="center" valign="middle">CuCN</td><td align="center" valign="middle">3.5×10<sup>−20</sup></td><td align="center" valign="middle">1.25×10<sup>−53</sup></td></tr><tr><td align="center" valign="middle"><inline-formula>${\rm{Fe}}\left( {{\rm{CN}}} \right)_6^{4 - }$<alternatives><img class="graphic" src="202001096_M13.jpg"><img class="graphic" src="202001096_M13.png"></alternatives></inline-formula></td><td align="center" valign="middle">Cu<sub>2</sub>Fe(CN)<sub>6</sub></td><td align="center" valign="middle">1.3×10<sup>−16</sup></td><td align="center" valign="middle">2.53×10<sup>−15</sup></td></tr><tr><td class="table_bottom_border" align="center" valign="middle">CN<sup>−</sup></td><td class="table_bottom_border" align="center" valign="middle">CuCN</td><td class="table_bottom_border" align="center" valign="middle">3.5×10<sup>−20</sup></td><td class="table_bottom_border" align="center" valign="middle">8.75×10<sup>−18</sup></td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td align="center" valign="middle">Cu<sub>2</sub>Fe(CN)<sub>6</sub></td><td align="center" valign="middle">1.3×10<sup>−16</sup></td><td align="center" valign="middle">2.53×10<sup>−15</sup></td></tr><tr><td class="table_bottom_border" align="center" valign="middle">CN<sup>−</sup></td><td class="table_bottom_border" align="center" valign="middle">CuCN</td><td class="table_bottom_border" align="center" valign="middle">3.5×10<sup>−20</sup></td><td class="table_bottom_border" align="center" valign="middle">8.75×10<sup>−18</sup></td></tr></tbody>
</table></div></foreignObject></svg>)


-
2018年中国黄金产量高达401 t,连续12年保持世界第一。目前,黄金冶炼行业仍然以传统的氰化法为主,生产过程中会产生大量的含氰废水。氰化物属于剧毒物质,在废水中易于分解且成分复杂,主要有游离态氰化物、金属氰络合物及其衍生物如硫氰酸盐等[1],这些物质进入水体后,会对人类生存环境带来极大的安全隐患。同时氰化废水在湿法冶金系统中的不断循环利用,整个体系中累积的重金属离子含量越来越大,从而导致氰化物的补加量越来越大,导致提金成本加大。现有的氰化废水处理技术主要有酸化法[2]、离子交换法[3-4]、化学氧化法[5]、化学沉淀法[6-7]、电化学法[8-9]等,在国内,仅有酸化法、碱氯化法[10]与SO2-空气法[11]实现了工业化应用,其他技术大多仍处于实验室研究阶段。但是,由于酸化法和SO2-空气法无法彻底除去氰化废水中的SCN−,碱氯化法则无法破坏铁氰络合离子,同时,酸化法的投资比碱氯化法要高4~8倍,这使得这几种技术仍然难以实现大规模的推广应用。因此,如何快速、高效处理氰化提金废水,真正实现资源综合利用及节能减排是解决目前黄金行业发展问题的关键。此外,由于金矿石中大量黄铁矿、磁黄铁矿、砷黄铁矿等伴生矿的存在[12],直接氰化浸出后的氰化废水中一般会含有大量稳定常数较高的铁氰络合离子,不能被高锰酸钾、双氧水等常规氧化剂氧化,也无法被二氧化氯氧化分解[13-14]。有研究[15]表明,紫外光的照射能够破坏铁氰化物,但这仅适用于低浓度含氰废水的处理,而且处理条件苛刻,难以应用于工业生产中。
本研究针对陕西太白金矿提金废水含铁浓度高的特点,提出采用沉淀-电解氧化联合工艺对其进行综合处理,并对沉淀、电解氧化过程进行系统分析,以期为高浓度氰化提金废水的综合处理提供新的途径。
全文HTML
-
实验所用的氰化提金废水来自于陕西太白黄金冶炼厂,主要成分含量如表1所示,可以发现废水中总氰、游离氰及铁离子的含量均比较高,铜、锌离子含量并不是很高。
-
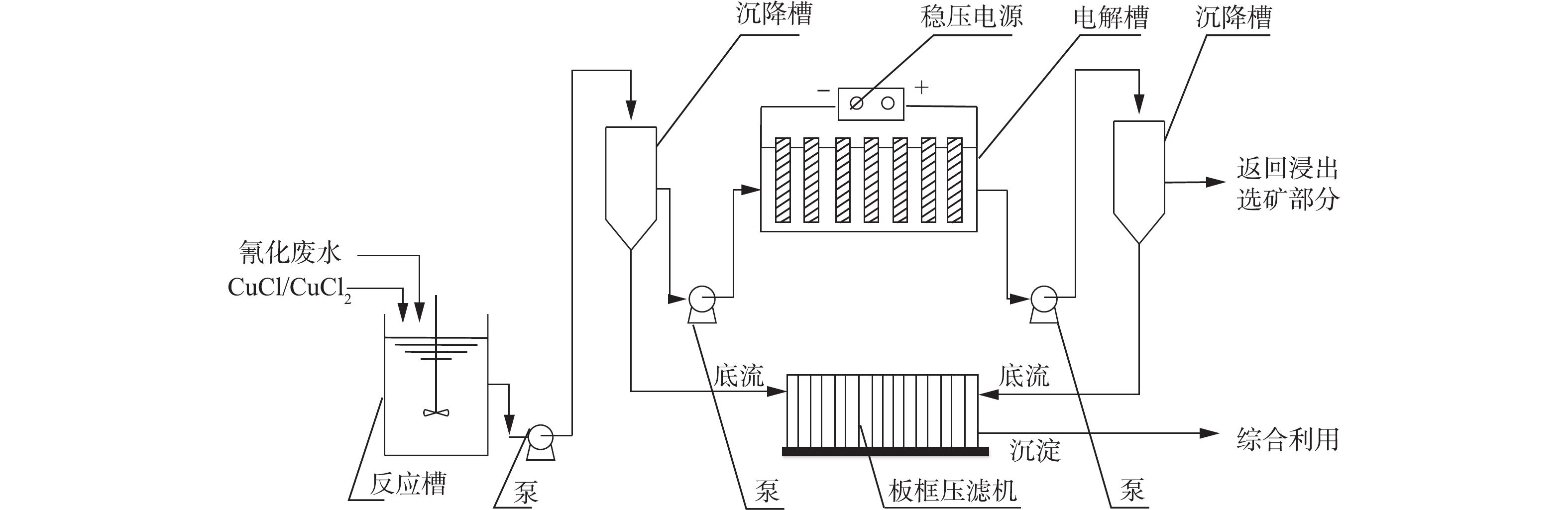
取100 mL的含氰废水置于150 mL烧杯中,加入一定量的CuCl2,一定温度下搅拌反应一定时间后,进行固液分离,沉淀物采用去离子水反复洗至pH=7左右,置于DHG-9070A型电热恒温鼓风干燥箱中于100 ℃烘干,研磨至全部通过80 μm标准筛后待测。随后以规格为30 mm×40 mm×2 mm的钛板为阴阳极,采用一阴两阳并联体系对沉淀后液进行电解氧化实验,在不同的电压、极板间距、初始浓度下电解反应一定时间后,对溶液取样分析,测定游离氰、总氰及铁离子的含量。主要工艺流程如图1所示。
-
游离氰、总氰的测定采用银容量法(HJ 484-2009),铁含量采用Sollars2型原子吸收光谱仪进行测定,沉淀物采用D/MAX2200型X射线衍射仪进行分析。离子去除率根据式(1)进行计算。
式中:E为溶液中离子的去除率;C0为废水中各离子的初始浓度,mg·L−1;Ce为沉淀或电解氧化处理后溶液中各离子的浓度,mg·L−1。
1.1. 实验材料
1.2. 实验方法
1.3. 分析方法
-
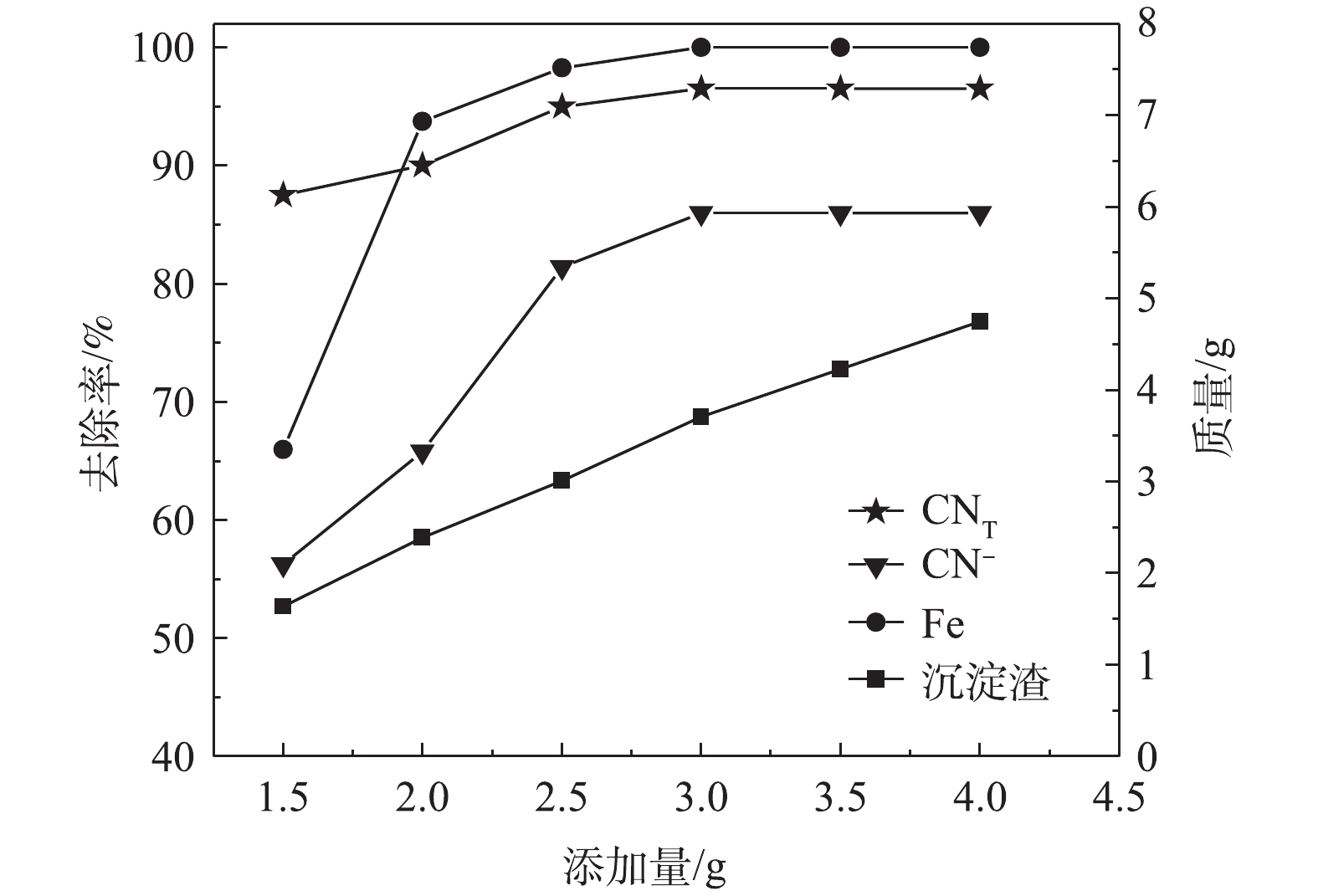
氯化铜用量对总氰、游离氰、铁离子去除率及沉淀渣的质量的影响如图2所示。由图2可知,氯化铜的添加量越大,产生的沉淀物越多,各离子的去除率也越大。当CuCl2添加量为3.0 g时,废水中总氰、游离氰及铁的去除率不再发生明显的变化,此时铁离子的去除率接近100%,总氰和游离氰浓度可分别降至291.42 mg·L−1和145.71 mg·L−1。废水中的CN−、
Fe(CN)4−6 等离子可以和加入的Cu2+发生沉淀反应,氯化铜添加量的增大促使沉淀反应向正向进行,从而使废水中氰化物与铁离子的含量降低。实验过程发现,随着氯化铜添加量的增大,溶液的pH逐渐减少,这是因为氯化铜为强酸弱碱盐,其溶于水后会水解呈弱酸性,当添加量为3.0 g时,废水的pH由原来的11降至7,此时生成的Cu2Fe(CN)6沉淀可稳定存在,从而达到去除的目的。沉淀物的XRD分析结果如图3所示。由图3可知,随着CuCl2添加量的增加,得到的沉淀物组成不同。添加量较低时沉淀物主要由Cu2Fe(CN)6(2-0381)、CuCN(09-0152)与Zn(OH)2(20-1435)组成,直至添加2.5 g时才会有CuSCN(29-0581)沉淀生成。加入的Cu2+首先与
Cu(CN)2−3 、CN−反应生成白色的CuCN沉淀,导致CN−含量迅速降低,部分铜离子与Zn(CN)2−4 中的CN−反应生成CuCN沉淀,释放出的Zn2+与废水中的OH−反应生成白色的Zn(OH)2沉淀。同时,Cu2+与Fe(CN)4−6 反应会生成砖红色的Cu2Fe(CN)6沉淀。当CuCl2添加量增加到2.5 g时,部分Cu2+与SCN−反应生成Cu(SCN)2沉淀,随后继续分解为白色的CuSCN,部分Cu2+被水中的SO2−3 还原生成Cu+,Cu+与SCN−直接反应生成CuSCN沉淀。沉淀过程中的主要反应[16]如式(2)~式(8)所示。为了进一步说明沉淀物的形成次序,根据沉淀反应理论,对CN−、
Zn(CN)2−4 、Fe(CN)4−6 、Cu(CN)2−3 、SCN− 溶液体系进行了相关计算,离子浓度与溶度积常数之间的关系如式(9)~式(12)所示,各沉淀形成时所需的最小铜离子浓度如表2所示。由表2可见,这几种离子形成沉淀时所需要的铜离子的浓度为[Cu2+]铜<[Cu2+]氰<[Cu2+]铁<[Cu2+]硫氰,这说明
Cu(CN)2−3 、CN−、Fe(CN)4−6 、SCN−等离子依次转化为CuCN、Cu2Fe(CN)6、CuSCN,这与XRD的分析结果一致,说明只有加入足够的铜离子,才能保证废水中Fe(CN)4−6 和SCN−离子被完全沉淀。得到的沉淀物可以考虑采用酸、碱溶液处理,首先溶解铜、锌,得到的溶液返回沉淀环节循环利用,而Cu2Fe(CN)6不溶于酸或碱溶液,可考虑进一步提纯加工,实现沉淀物的综合利用,从而降低处理成本。 -
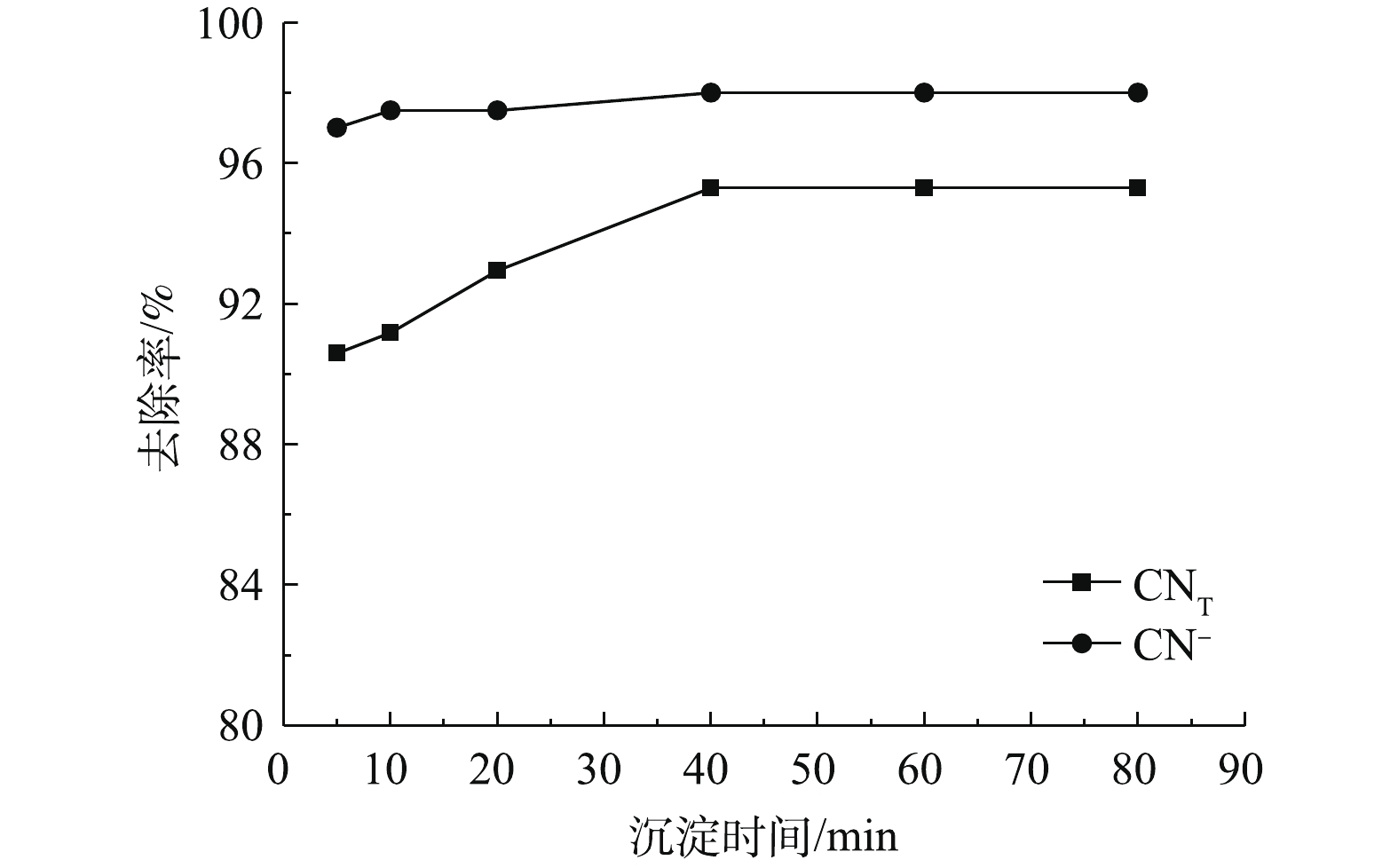
取氯化铜加入量为3.0 g,对反应时间进行条件实验,结果如图4所示。随着反应时间延长,废水中CNT和CN−的去除率均逐渐增大,游离氰的变化不大,而CNT去除率在40 min以前变化较大。化学沉淀反应速率较快,因此需要的反应时间很短,10 min以内,CNT与CN−去除率就已达到了90%以上,40 min后,CNT和CN−的去除率均达到了最大值,为95.29%和98%,因此,选择最佳沉淀时间为40 min。
-
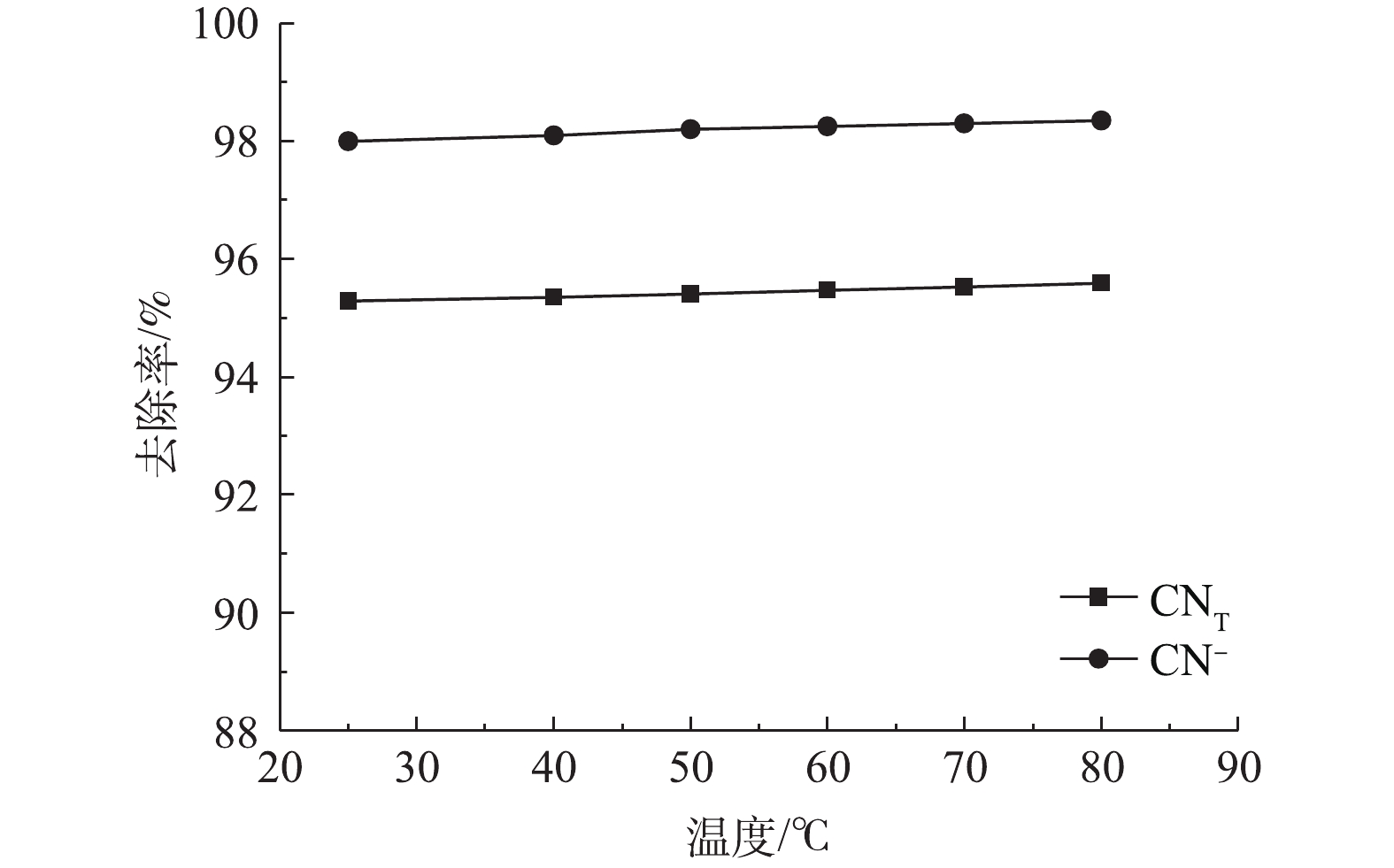
取反应时间为40 min,对反应温度进行条件实验,结果如图5所示。随着温度的增加,CNT和CN−的去除率逐渐增加,但增加幅度并不是很大。由热力学理论可知,温度升高可使化学反应速率常数增大,溶液中离子的传质速度加快,沉淀反应速率加快,从而使含氰离子去除率增高。当温度由室温 (25 ℃)增至80 ℃时,废水中CNT含量为195.15 mg·L−1,与室温相比仅下降了13.16 mg·L−1,而CNT和CN−的去除率也只提高了0.35%。因此,为了避免温度升高增大能耗及溶液的挥发导致氰化物进入空气对环境造成污染,选取室温为最佳沉淀温度。
-
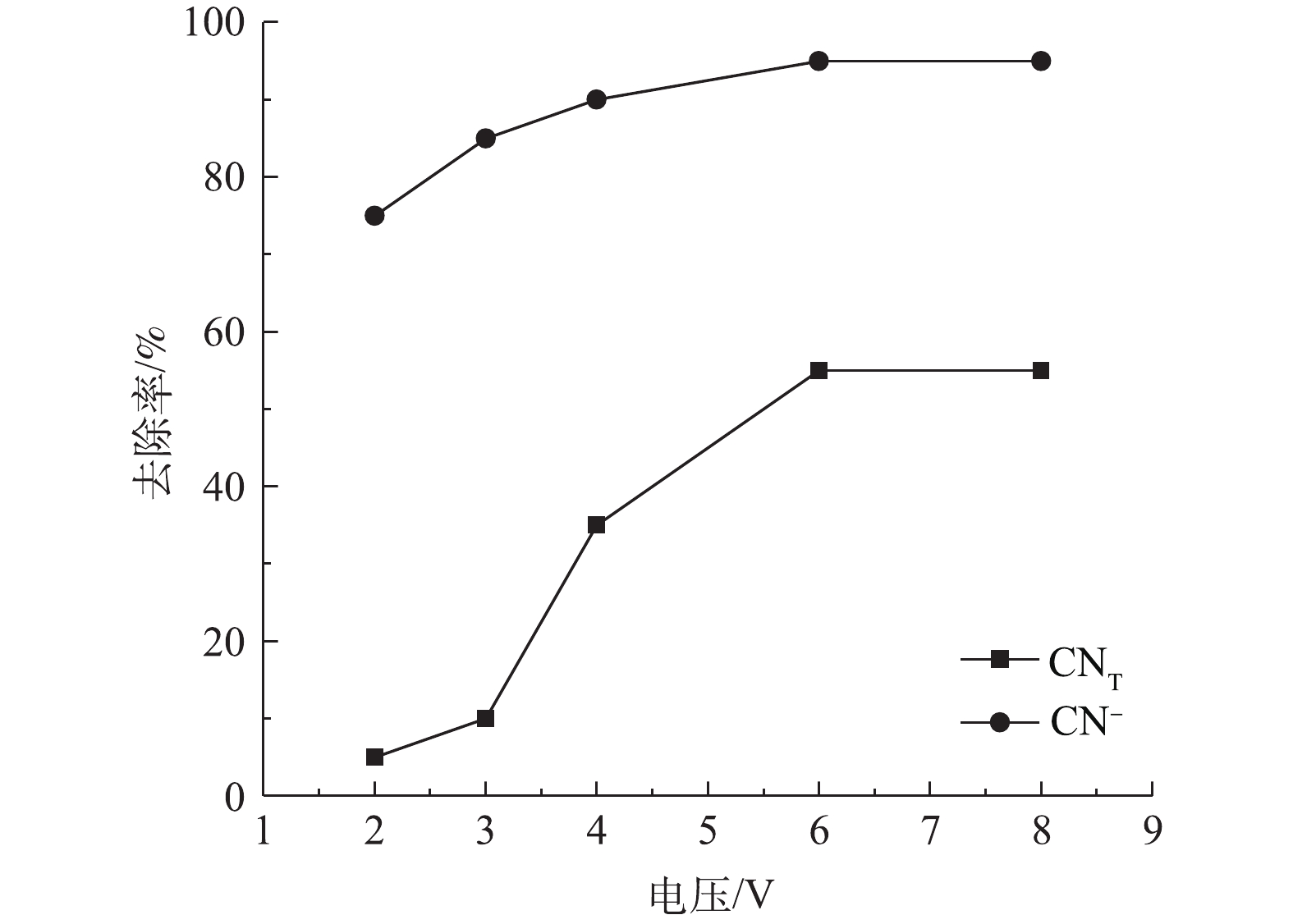
对沉淀后液进行不同外加电压下的电解氧化实验,结果如图6所示。由图6可见,外加电压对废水中氰化物的去除效果影响较大,随着外加电压的增加,总氰和游离氰的去除率逐渐增大,当电压为6 V时,总氰和游离氰的去除率均达到最大值,最低浓度分别为93.67 mg·L−1和1.04 mg·L−1,之后趋于稳定。当电压较低时,阳极主要发生的是OH−分解生成O2的反应(式(13)),O2会将CN−氧化为CNO−,CNO−进一步被氧化为N2和CO2。当阳极电压达到Cl−的氧化电压时(式(15)),溶液中的Cl−会被氧化为Cl2,Cl2溶于水后产生ClO−,而ClO−会将
Cu(CN)2−3 、CN−、SCN−等氧化为N2和CO2。随着电压的继续增大,电流密度增加,阳极产生ClO−的浓度逐渐增大,从而导致废水中CNT、CN−的去除率逐渐增大。同时,随着阴极电压逐渐增大,金属氰络合物及释放出的金属阳离子会依次被还原为锌、铜单质,在阴极板析出,从而使废水中的金属离子浓度下降。当外加电压为6 V时,溶液中各离子浓度已降至最低,传质效率下降,去除率不再发生明显变化。 -
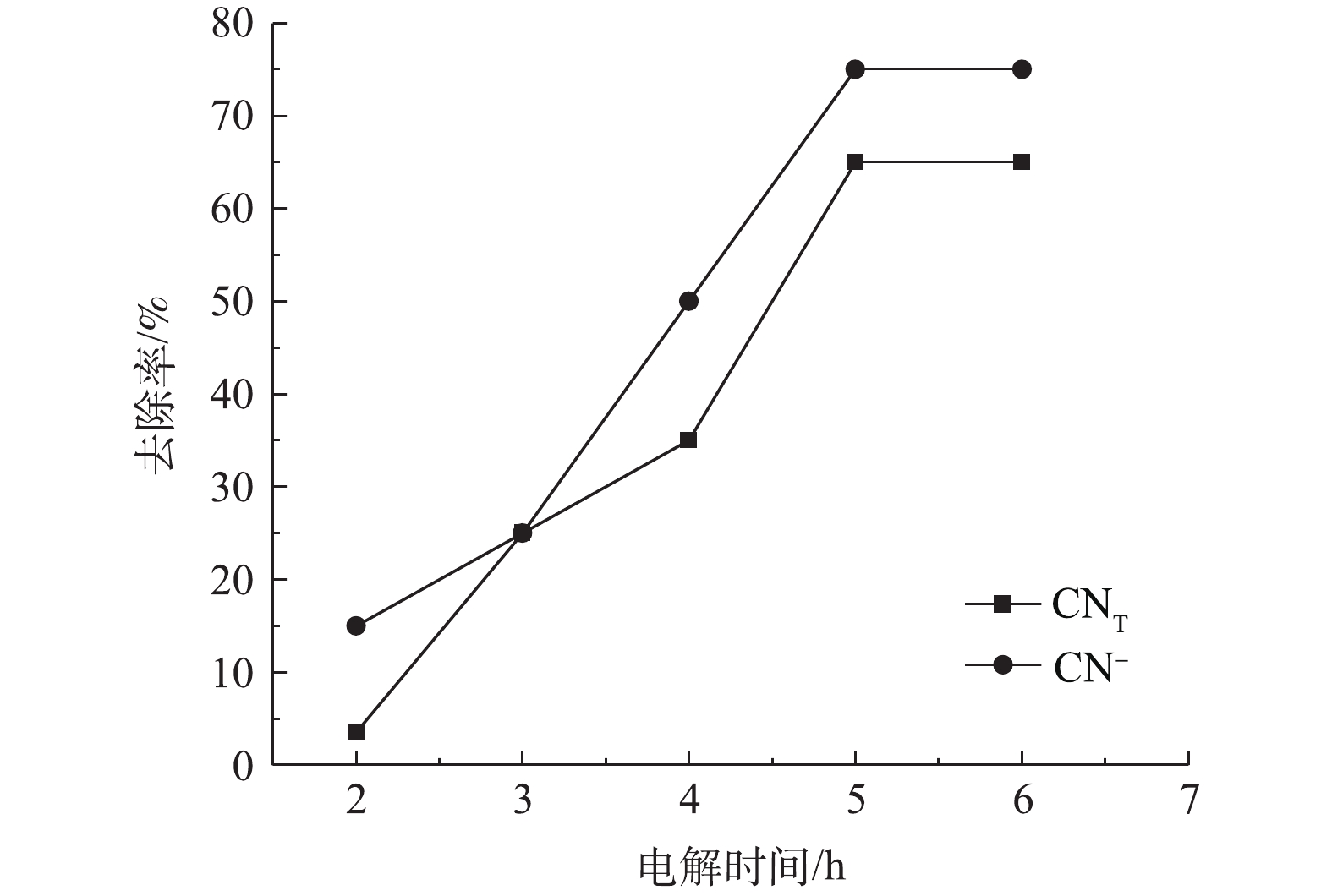
在外加电压为6 V时,进行不同反应时间的电解氧化实验,结果如图7所示。随着电解时间的增大,废水中CNT和CN−的去除率逐渐升高。当电解时间为5 h时,总氰、游离氰去除率分别达到最大值,为65%和75%,之后不再发生明显的变化。这是因为电解时间越长,参加电化学反应的电子总数越多,氯离子在阳极电解产生的ClO−量逐渐增大,废水中总氰和游离氰的氧化进行的越彻底。
-
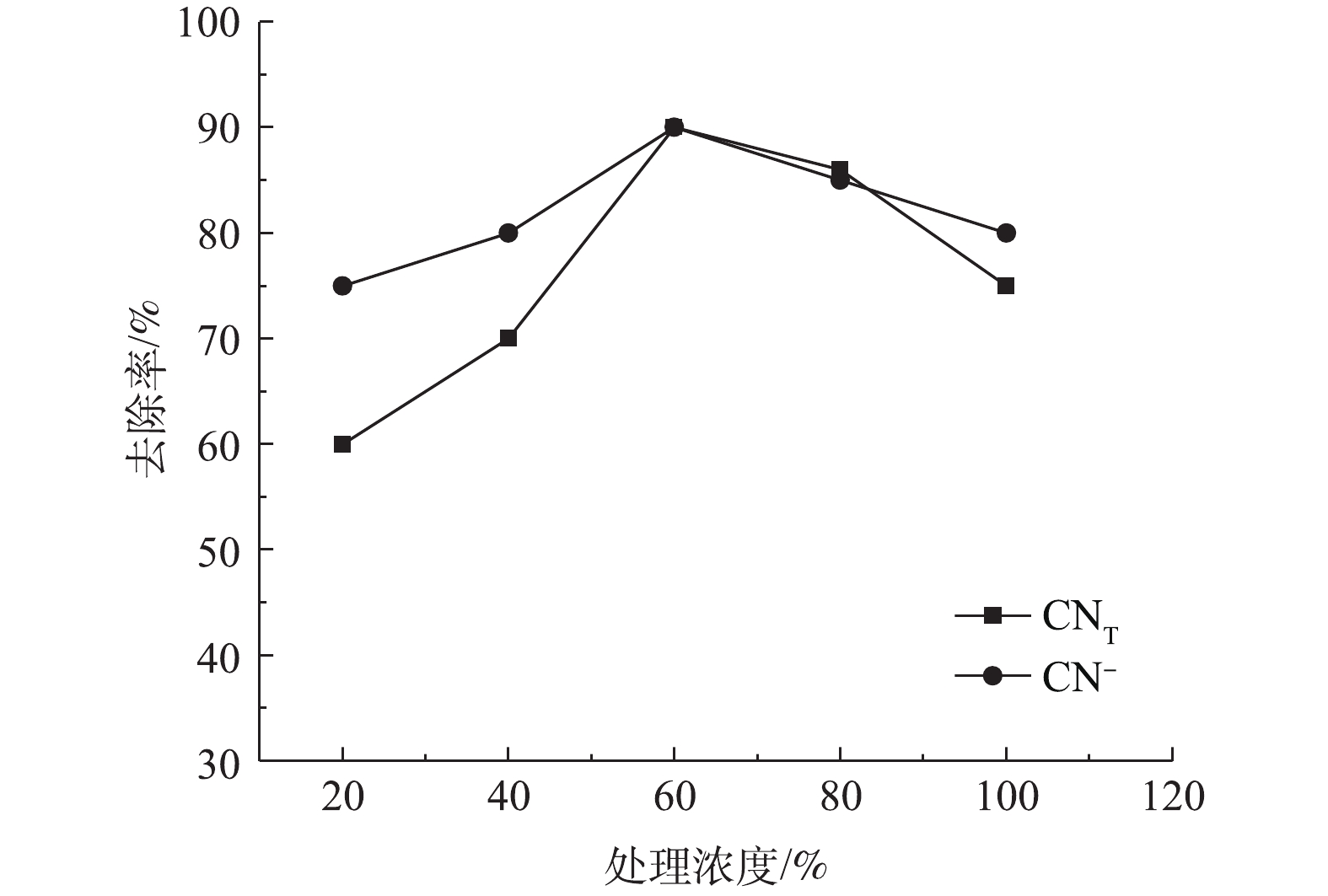
取电解时间为5 h进行不同初始浓度的电解氧化实验,结果如图8所示。随着初始浓度的增大,总氰和游离氰的去除率均先增大后减少。当初始浓度为60%(体积分数)时,总氰和游离氰的含量均降至最低值,为20.82 mg·L−1和2.08 mg·L−1。这是因为初始浓度越大,电解液中Cl−浓度越大,体系中电子传递速率加快,电流效率增大,Cl−在阳极氧化产生的Cl2/ClO−浓度增加,从而导致总氰、游离氰的去除率逐渐升高。当体积分数超过60%后,体系中的游离氰浓度过大,铜氰络合离子更难解离,
Cu(CN)2−3/Cu2+ 的还原电位减少,过电位增大,氰化物的降解能力降低[17],由此可见,电解氧化体系更适用于低浓度氰化提金废水的无害化处理。 -
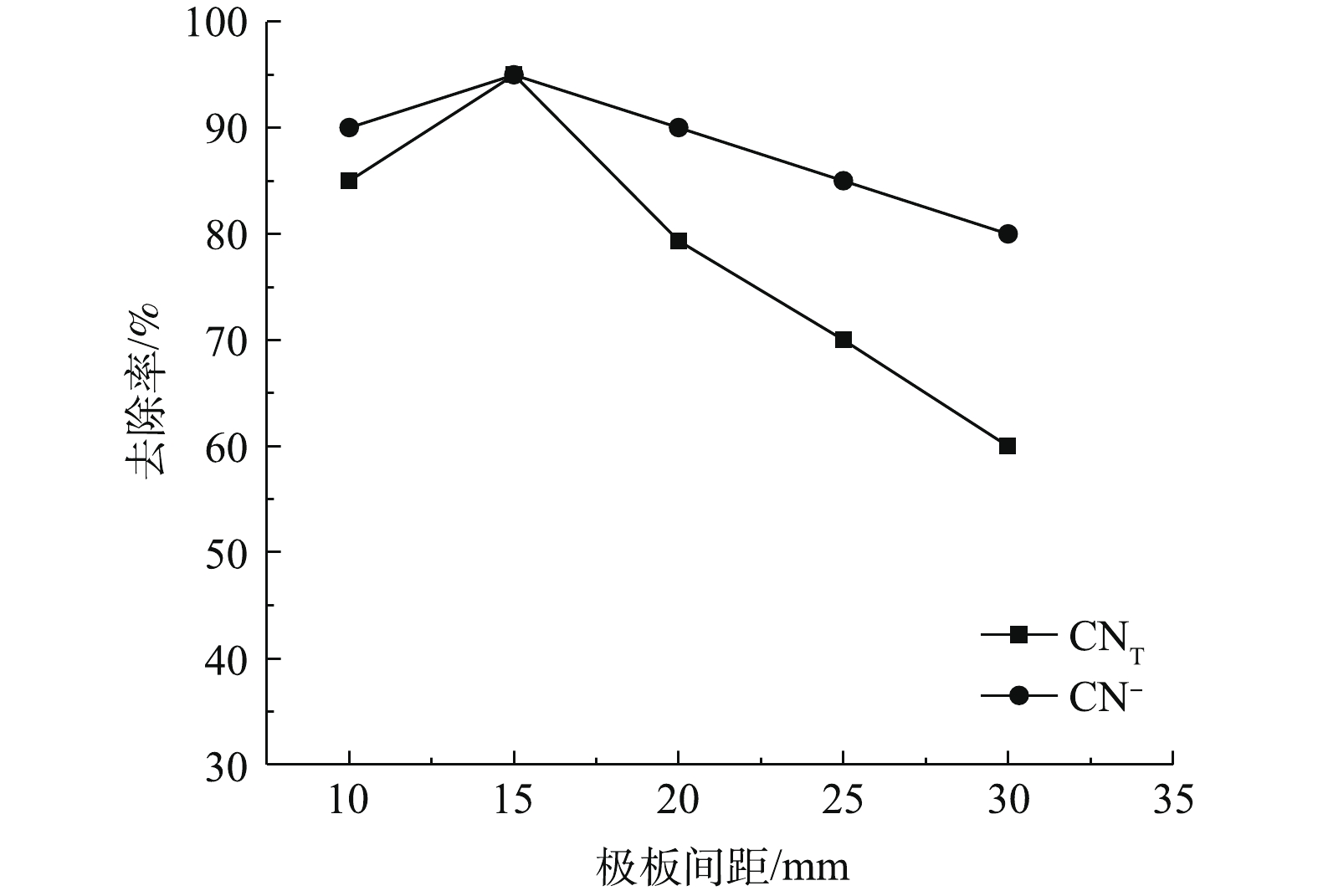
取初始浓度为60%进行不同极板间距的电解氧化实验,结果如图9所示。随着极板间距的增大,总氰、游离氰的去除率呈现出先增后减的趋势,当极板间距为15 mm时,二者均达到最大值95%。极板间距越大,溶液体系中电子传递距离越大,电子传递阻力越大,带电离子的定向迁移速率越小,废水中CN−、SCN−、ClO−及金属氰络合离子扩散距离长、速率慢,从而影响到氰化物的去除效率。当极板间距过小时,离子迁移速率和阴阳极反应均会加快,此时单位时间阴阳极产生的气体量增加,这些气泡富集在电极表面,进而导致体系电流效率与各离子的去除率均有所下降。
-
在CuCl2添加量为3.0 g、沉淀时间为40 min、沉淀温度为室温、电解时间为5 h、外加电压为6 V、废水体积分数为60%、极板间距为15 mm的条件下,开展氰化提金废水的沉淀-电解氧化验证实验,结果如表3所示。由表3可以看出,3组平行实验的结果非常稳定,废水中CNT和CN−的去除率均达到了99.76%以上,铁的去除率均为100%,这说明采用沉淀-电解氧化技术处理高铁氰化提金废水的思路是可行的,完全可以满足氰化提金废水循环利用的需要。
-
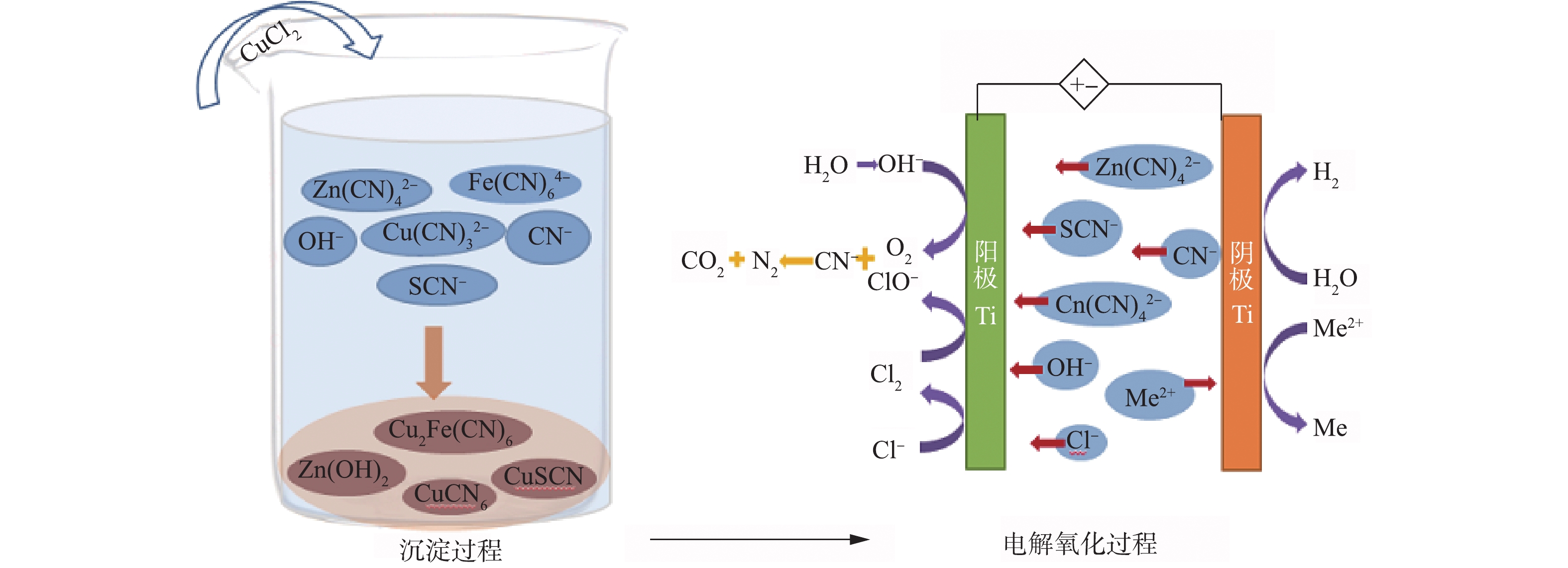
综上所述,沉淀-电解氧化联合工艺处理高铁氰化提金废水的过程可分为氯化铜沉淀和电解氧化两个阶段,反应机理示意图如图10所示。首先,加入的Cu2+与废水中的
Fe(CN)4−6 、Zn(CN)2−4 、Cu(CN)2−3 和CN−、SCN−等离子发生沉淀反应,生成以CuCN、Cu2Fe(CN)6、CuSCN 和Zn(OH)2为主的沉淀,此时废水中的铁氰络合离子基本沉淀完全。其次,沉淀后液采用电解氧化处理。残留于废水中的Zn(CN)2−4 、Cu(CN)2−3 、CN−、SCN−和Cl−在电场作用下向阳极定向迁移,迁移至阳极表面的Cl−发生阳极氧化反应,生成的Cl2和ClO−将迁移至阳极附近的CN−、Cu(CN)2−3 、Zn(CN)2−4 、SCN−等氧化成N2和CO2,同时释放出的Cu2+、Zn2+阳离子定向迁移至阴极,在阴极发生还原反应得到金属单质。处理过程中可能发生的反应如式(13)~式(23)所示。阳极反应见式(13)~式(20),阴极反应见式(21)~式(23)。
2.1. CuCl2添加量的影响
2.2. 沉淀时间的影响
2.3. 沉淀温度的影响
2.4. 外加电压的影响
2.5. 电解时间的影响
2.6. 废水浓度的影响
2.7. 极板间距的影响
2.8. 验证实验
2.9. 机理分析
-
1)采用沉淀-电解氧化联合技术处理高铁氰化提金废水的思路是可行的。室温条件下,氯化铜添加量为3.0 g、搅拌40 min、沉淀40 min时,溶液中的CNT、CN−和铁离子的沉淀去除率分别可达到95.29%、98.00%和100%,沉淀物主要由CuCN、Cu2Fe(CN)6、CuSCN组成。
2)当沉淀后液浓度为60%,电解时间为5 h,外加电压为6 V、极板间距为15 mm时,废水中CNT和CN−的总去除率分别达到了99.76%和99.90%。
3)沉淀-电解氧化联合工艺适用于高铁氰化提金废水的综合处理,具有高效、处理工艺简单、效果好等优点,对黄金冶炼行业的环境友好发展具有重要意义。
