

-
水力压裂技术的成功应用为页岩气增产开采提供重要保障[1-2]。然而,近年来,该技术所造成的负面环境影响受到愈发广泛的关注[3-4],其中以水资源消耗和水环境污染问题最为突出[4-5]。页岩气单井压裂液注入量超过1万m3,10%~70%的注入液会在井的整个生命周期返回地表,形成页岩气压裂返排液[2,6]。返排液通常含有高浓度的总溶解固体(total dissolved solids,TDS)、复杂有害的有机化合物及天然放射性物质等[7-8]。对返排液管理不当或意外泄露可能造成严重的环境污染。因此,妥善管理返排液对于保障页岩气行业可持续发展、降低环境风险具有重要意义。
目前,返排液管理办法主要包括深井灌注、内部回用以及外部回用等[2, 9]。深井灌注伴随污染地下水、诱发地震等风险,且由于我国灌注井数量有限,页岩气开采主要集中于西南地区,地形复杂,运输成本高,故深井灌注并不是我国返排液主要的处置方法。内部回用是指将返排液经过简单处理后再次用于配置压裂液,由于其兼具环保和经济的优势,已成为现阶段最主要的管理方式。然而随着未来页岩气行业的逐渐成熟以及开采速率的下降,返排液深度处理以实现外部回用(如外排、农田灌溉等)将成为返排液的最终管理办法。
在返排液回用过程中,混凝[10]、吸附[11]、氧化[12-14]、生物降解[15-16]、膜分离(包括超滤、反渗透、正渗透、膜蒸馏等)[6, 17-21]等处理技术均有一定报道。然而,这些报道主要集中于实验室规模的小试研究,缺乏中试或实际工程实验进一步探究处理技术或组合工艺应用的可行性。
因此,本研究选择了一套运行稳定、处理效率高且占地小的“磁分离-精细过滤-超滤(uItrafiltration,UF)-碟管式反渗透(disk tube reverse osmosis,DTRO)”返排液处理回用组合工艺并构建了中试装置,开展现场实验研究。在优化运行条件下,对各工艺阶段出水水质进行全面检测,分析污染物去除机理并探究该工艺装置高效回用返排液的潜力,为实现压裂返排液妥善管理、保障页岩气行业长足发展提供技术支撑。
-
本研究在内江资中某页岩气开采区块开展现场实验。储存池主要收集周边页岩气压裂作业井的返排液,返排液经自然沉降后作为本研究的工艺原水。
主要采用的化学药剂包括聚合氯化铝(polyaluminum chloride,PAC,质量分数28%)、精制铁粉(粒径0.05 mm)、聚丙烯酰胺(polyacrylamide,PAM,阳离子)等。
-
本研究采用的处理回用工艺为“磁分离-精细过滤-超滤(UF)-碟管式反渗透(DTRO)”组合工艺。该实验装置主要由3套撬装式废水净化设备组成,包括:磁分离成套设备、过滤成套设备以及深度除盐成套设备。具体工艺流程及实验装置如图1所示。磁分离成套设备中主要包括三级混凝反应器、磁重介质澄清器、加药附属设备及磁重介质回收设备等;过滤成套设备中主要包括陶氏精密颗粒过滤器;深度除盐成套设备主要包括超滤、碟管式反渗透及相关附属设备。该装置的处理能力为65 m3·h−1,深度除盐成套设备处理能力为1 m3·h−1。3套撬装设备的尺寸均为10 m×3 m×3 m,便于交通运输。
压裂返排液通过废水提升泵提升至磁分离废水净化单元,在三级混凝反应器中,分别向返排液中投加PAC、精制铁粉、PAM、磁重介质以及絮凝剂。PAC、精制铁粉、PAM三者作为混凝剂,优化投量分别为30、10、1 mg·L−1。三级混凝反应器每一级水力停留时间为5 min,前2级搅拌速率为120 r·min−1,最后一级搅拌速率为80 r·min−1。经过三级混凝反应器后,返排液中的悬浮颗粒及胶体聚集形成较大的含磁重介质的絮凝体,然后进入磁重介质澄清器(水力停留时间为30 min),经重力快速沉降后,去除水体中大部分的悬浮物、胶体等污染物,出水自流进入过滤中间水箱。此后,过滤提升泵将中间水箱的水提升至高精度过滤器,进一步去除返排液中悬浮颗粒及胶体,过滤出水一部分进入内部回用水池,另一部分进入超滤中间水箱(1 m3·h−1)。超滤单元所用膜材料为平板陶瓷超滤膜(氧化铝,平均孔径为100 nm),操作压力为0.4 MPa,过滤模式为浸没式死端过滤。废水经过超滤后,可满足DTRO进水水质要求,超滤出水进入反渗透中间水箱。最后,通过高压柱塞泵将中间水箱的水泵入DRTO系统,有效去除水体中的无机盐分及有机污染物等。DTRO所用膜材料为聚酰胺有机复合膜,操作压力为5.0 MPa,设计回收率为70%。
本研究采样点标注在图1工艺流程中,所采集样品分别是储存池压裂返排液原水、磁分离处理出水、陶氏精密过滤器出水、超滤出水以及反渗透出水。为探究该装置处理页岩气压裂返排液的效能,当系统在优化操作参数下运行稳定后,于上述5个采样点采集样品。
-
浊度采用美国哈希2100Q便携式浊度仪测定;PH采用德国赛多利斯PB-10 PH计测定;总溶解性固体(TDS)和电导率(electrical conductivity,EC)采用美国麦隆Ultrameter II 6PFC多功能水质检测仪测定;UV254及化学需氧量(chemical oxygen demand,COD)采用美国赛默飞Orion AquaMate 8000分光光度计测定;溶解性有机碳(dissolved organic carbon,DOC)及总溶解性氮(total dissolved nitrogen,TDN)采用日本岛津总有机碳分析仪TOC-L CPH和总氮测定单元TNM-L测定;无机离子(Na+、K+、Mg2+、Ca2+、Sr2+、F−、Cl−、Br−及SO42-)质量浓度采用美国戴安ICS-1100离子色谱仪测定,阳离子和阴离子质量浓度测定分别采用CS12A和AS11-HC型色谱柱;总铁(Fe)和总铜(Cu)质量浓度采用美国珀金埃尔默PinAAcle 900T原子吸收光谱仪测定。
有机物的疏水/亲水特性通过XAD-8树脂(Supelite,美国)和XAD-4树脂(Amberlite,美国)进行测定。XAD-8和XAD-4树脂分别能够吸附返排液中的疏水和过渡性有机物,而亲水性有机组分可以通过两种树脂,以此可检测样品中的亲疏水有机组分的占比。
采用日本日立F-7000荧光分光光度计测定返排液中荧光有机物组成,获得样品的的荧光激发-发射矩阵(excitation-emission matrix,EEM)光谱。所有返排液样品经0.45 μm混合纤维素微孔滤膜过滤,并稀释至UV254<0.05 cm−1后进行检测。激发波长(excitation,Ex)范围为200~400 nm,采样间隔为5 nm;发射波长(emission,Em)为200~550 nm,采样间隔为1 nm。样品的EEM光谱需减去现场空白的EEM光谱。
-
表1与表2分别展示了本装置不同工艺阶段样品的常规水质指标和离子浓度。由表1可知,页岩气压裂返排液原水水质特征如下:盐度较高(TDS为20 580 mg·L−1),氯化物和钠离子质量浓度分别为11 469.5 mg·L−1和8 617.8 mg·L−1,但低于美国马塞勒斯等地返排液盐度主要范围(40 000~280 000 mg·L−1)[6, 22];中高浓度有机物(DOC为33.26 mg·L−1,COD为625.43 mg·L−1);硬度较低,Mg2+、Ca2+、Sr2+质量浓度分别为75.91、414.6、51.25 mg·L−1,且所有样品中总铁和总铜质量浓度均低于检测限(<0.01 mg·L−1,故未在表2中展示)。
从表1可以看出磁分离和精细过滤工艺可有效去除浊度:原水经过磁分离单元处理后,浊度从161 NTU下降到14.33 NTU,下降了91.1%,经过过滤器过滤后,浊度下降到7.25 NTU,相较原水下降了95.5%。此外,由于磁分离工艺的吸附和卷扫作用[23],磁分离对Sr2+也有较高的去除效率(85.4%)。超滤几乎完全去除了浊度(0.28 NTU),较原水去除率达99.8%,可满足DTRO进水要求。但磁分离、精细过滤、超滤工艺对返排液中TDS、DOC、COD及主要无机离子均没有明显的去除效果。DTRO工艺几乎可以有效截留返排液中所有污染物。经DTRO处理之后,COD值,DOC和TN质量浓度分别下降至1.14(较原水去除率为99.8%)、0.38(98.8%)、和1.06(96.5%) mg·L−1,氯离子和硫酸根离子质量浓度分别降至3.62(99.9%)、0.39(94.8%) mg·L−1,其他指标去除率都大于99%。这些结果证实,DTRO工艺可有效去除返排液中各种污染物(无机离子及有机污染物)并将这些污染物转移到浓缩液中。
针对本研究测试的主要水质参数,根据《页岩气储层改造第3部分:压裂返排液回收和处理方法》 (NB/T14002.3-2015)回用水推荐水质主要控制指标(悬浮固体含量≤1 000 mg·L−1,总硬度≤800 mg·L−1,总铁≤10 mg·L−1,总矿化度≤20 000 mg·L−1),页岩气返排液精细过滤出水可达到内部回用标准。因此,本装备过滤出水一部分(64 m3·h−1)进入内部回用水池,这部分出水再经过消毒杀菌(避免微生物生长繁殖造成设备设施腐蚀和采收率下降等问题)后即可配置新的压裂液,目前已成功回用于该平台周边页岩气井的压裂开采;另一部分进入超滤中间水箱(1 m3·h−1),作为深度除盐成套设备的进水以对UF-DTRO工艺处理返排液开展进一步研究。过滤出水相应的去向在图1(工艺流程)中也进行了明确标注。值得注意的是,返排液水质随着开采井地质条件、开采深度的差异以及返排时间的不同存在较大的变化[24-26]。本研究返排液具有pH适中、低硬度等特点,故经过上述处理后可达内部回用要求。而对于pH偏酸或偏碱的返排液,需要在磁分离处理前先通过投加碱或酸将其pH调节至近中性以保证混凝及后续工艺的处理效果和正常运行;对于硬度或铁含量等较高的返排液,可考虑在磁分离工艺中同时投加化学沉淀剂(如碳酸盐、硫酸盐)去除硬度。
通过将本装置DTRO出水水质与《污水综合排放标准》(GB 8978-1996)和《农田灌溉水质标准》(GB 5084-2021)进行对比发现,DTRO出水指标均满足标准规定的限值。本研究中,DTRO出水经收集后排放至附近河流(图1),也可用作装备运行过程中部分所需生产用水(如药剂配制用水、膜材料清洗用水等)。ZHOU等[27]跟踪检测了返排液处理后排放在2 a内对河流生态系统的影响,其中返排液采用A2O-MBR-芬顿氧化-沉淀过滤工艺进行处理,出水达《污水综合排放标准》(GB 8978-1996),返排液排放对河流河水化学组成、底栖无脊椎动物群落结构和生物多样性影响均非常有限,并且未发现典型有毒有机化合物(包括16种美国环保署优先控制的多环芳烃和6种邻苯二甲酸酯)在河流沉积物种的积累。ZHOU等[28]探究了使用这种受返排液排放影响的河水进行稻田灌溉对农业生态系统的影响,结果表明:土壤和稻米中均未发生重金属的积累,且土壤微生物多样性在灌溉2 a后呈增加趋势。值得注意的是,上述2项研究中返排液处理出水各项水质指标均显著高于本研究中DTRO出水,因此本工艺装备DTRO出水具有更为显著的外部回用(外排、农田灌溉)潜力。然而,相比于无机组成,返排液及其处理出水中有机组成尚未得到充分解析[7],因此,更长期的排放和灌溉对环境生态系统、作物品质和产量可能造成的负面影响仍然值得广泛关注,进一步鉴定工艺出水中特定关键有机化合物对于正确认识出水环境风险和外部回用可行性具有重要意义。
此外,反渗透浓缩液的有效管理也是反渗透工艺应用中面临的巨大挑战。本研究中产生的DTRO浓缩液直接排放进返排液储存池,因此没有特别关注。然而,浓缩液的处理处置是中试实验放大到实际工程过程中必须要考虑的问题。大量研究应用吸附、高级氧化、氧化-生物耦合工艺等来降低浓缩液中的有机污染物浓度[29];而电渗析、正渗透、膜蒸馏、机械蒸汽再压缩等技术有望对浓缩液进一步浓缩,实现整个工艺的近零排放[30]。因此,进一步探究返排液浓缩液污染物在这些技术工艺中的去除效能和机理是返排液高效回用目标下的重要研究方向。
-
为研究工艺不同阶段出水中亲疏水性有机物的变化规律,使用XAD树脂对亲疏水化合物进行了分离。由图2可以看出,返排液原水中含有较高比例的亲水性有机物组分(67.6%),疏水组分占25.7%,过渡组分占6.7%,这与之前的研究结果一致[31]。
经磁分离工艺处理,疏水类有机物去除率达到20.5%,而亲水类有机物仅去除1.6%,疏水有机物去除占总有机物去除的76.4%。这是由于疏水性有机物更易于吸附在混凝过程中产生的絮凝体上,随着絮凝体一起沉淀,因此,混凝工艺对疏水性有机物有较好的去除效果。精细过滤主要是通过简单的物理截留和疏水吸附,进一步去除返排液中的悬浮颗粒和胶体,对溶解性有机物的去除率较低,因此,亲疏水性有机物组分及其含量变化并不明显。值得注意的是,经过超滤处理后,疏水类有机物较原水去除率达到53.5%,而亲水类有机物却略有增加(9.7%)。经超滤(ultrafiltration,UF)后亲水类有机物的增加可能主要与进水浓缩以及微生物活动有关,这将在下一节荧光有机物分析中进行详细解释。最后,由于反渗透膜的较小孔径以及空间位阻效应,DTRO工艺能够去除大部分的疏水和过渡有机物,去除率(相较于原水)分别达到98.1%和98.8%。另外,本研究中反渗透膜表面带有负电荷,而亲水性有机物在结构中通常包含更多的羧基、羟基等基团[25],这些基团在水中易于电离而使化合物也带负电,从而增大有机物分子与膜表面间静电斥力。因此,在空间位阻与静电排斥等效应的共同作用下,DTRO对亲水性有机物也有较好的去除效果(98.8%)。DTRO出水中仍然是以亲水性有机物为主(77.1%),有研究表明,可能主要是由于吸附/扩散机制[32],导致亲水性有机物相对更容易透过膜表面聚酰胺层,从而到达膜的出水一侧。
-
不同工艺阶段样品荧光激发-发射矩阵(EEM)光谱如图3所示。采用荧光区域积分(FRI)将EEM光谱划分为5个区域:Ⅰ区为酪氨酸蛋白类物质(Ex/Em=220~250 nm /280~330 nm);Ⅱ区为色氨酸蛋白类物质(Ex/Em=220~250 nm /330~380 nm);Ⅲ区为富里酸类物质(Ex/Em=220~250 nm/380~480 nm);Ⅳ区为可溶性微生物副产物(Ex/Em=250~440 nm /280~380 nm);Ⅴ区为腐殖酸类物质(Ex/Em=250~440 nm/380~540 nm)[33-34]。根据EEM光谱,对每个区域对应的体积积分,可以定量分析返排液样品中荧光有机物的去除率,FRI结果如图4所示。页岩气压裂返排液原水中各区域荧光有机物占比情况:Ⅰ区为2.5%,Ⅱ区为7.3%,Ⅲ区为8.9%,Ⅳ区为30.0%,Ⅴ区为51.3%,主要荧光有机物是腐殖质类有机物质以及可溶性微生物代谢产物类(主要由多糖、蛋白质、核酸等物质组成)。
磁分离工艺共去除了12.8%荧光类有机物(Ⅰ区为39.0%,Ⅱ区为31.2%,Ⅲ区为8.3%,Ⅳ区为8.4%,Ⅴ区为12.3%),各区荧光去除占总荧光去除比例为Ⅴ(49.2%)>Ⅳ(19.7%)>Ⅱ(17.7%)>Ⅰ(7.7%)>Ⅲ(5.7%)。有研究表明,磁分离主要通过电性中和与疏水吸附机理去除废水中溶解性有机物[35]。而区域 V(腐植酸类物质)处荧光主要与疏水性有机酸有关[25],此类有机物更易于与阳离子混凝剂、絮凝剂发生电性中和,或吸附聚集到絮凝体上,从而通过沉淀去除,因此,磁分离对区域 V处荧光有较好的去除效果,该结果也与磁分离过程中大量疏水性组分的去除相一致。过滤工艺进一步去除返排液中的细小悬浮颗粒、胶体及其吸附的有机物,进而实现对一部分荧光有机物的去除,总荧光去除率为(相较于磁分离出水):6.37%,各区域去除占总荧光去除比例分别为Ⅴ(43.5%)>Ⅲ(27.8%)>Ⅳ(19.2%)>Ⅱ(6.5%)>Ⅰ(3.0%)。由表1可见,UF处理后总有机物(DOC、COD等指标)浓度降低。这可能是由于超滤膜对大分子有机物(高分子质量腐殖质和生物聚合物)的物理截留导致的。然而UF出水后荧光有机物浓度却有一定程度的增加(各区域增加比例分别为:Ⅰ区为31.9%,Ⅱ区为12.6%,Ⅲ区为34.2%,Ⅳ区为11.0%,Ⅴ区为18.7%,总荧光强度增加17.4%)。事实上,UF处理返排液后荧光有机物浓度升高这一现象在之前的研究中已经有广泛的报道[36-37]。一方面,已有研究表明,返排液中存在大量的微生物活动[38],而UF可以有效截留这些微生物,使其在进水侧生长繁殖。因此,微生物代谢对高分子量有机物的降解和低分子量微生物产物透过超滤膜可能是导致本研究中UF出水荧光有机物浓度增加的原因。这也与UF出水中可溶性微生物副产物(区域IV)的荧光信号明显增强以及亲水性组分增加的实验结果相一致。另一方面,在死端过滤的模式下,由于超滤膜的作用,部分污染物也被截留在反应器中,进水浓缩也可能导致UF出水中荧光有机物浓度增加。最后,DTRO工艺几乎去除了所有的荧光有机物,较UF出水各区截留率分别为:Ⅰ区为88.1%,Ⅱ区为95.8%,Ⅲ区为96.6%,Ⅳ区为95.8%,Ⅴ区为97.0%,总荧光截留率为96.3%。DTRO出水中荧光有机物占比为Ⅰ区6.2%,Ⅱ区6.3%,Ⅲ区8.7%,Ⅳ区35.3%,Ⅴ区43.5%,未截留荧光物质主要分布在Ⅳ区和Ⅴ区,可能包括部分微生物代谢产生的小分子有机酸。
-
为对本工艺装备进行经济分析,表3反映了该装备的运行成本,主要包括电费、药剂费、膜元件替换费等。经计算可得,本装备处理返排液的运行成本为18.92 元·m−3。其中,超滤工艺使用一套一体化平板陶瓷膜组件,组件单价为4.0×104元·套−1,使用寿命以5 a计,处理水量为24 m3·d−1,折算耗膜元件费用为0.91 元·m−3;DTRO工艺中膜元件单价为2.0 ×104元·支−1,共使用4支,则更换一次膜元件费用为8.0×104元,DTRO膜元件使用寿命以3 a计,则折算耗膜元件费用为3.04 元·m−3。此外,超滤和DTRO工艺中使用到的化学药剂主要包括酸碱清洗剂、阻垢剂、杀菌剂等。
除运行成本外,设备运维需2人,且年薪以7.0×104元·人−1计算,人工成本为15.98 元·m−3,则直接处理成本合计34.90 元·m−3。设备投资400×104元,10 a折旧,检测维修费按投资3%计算,设备折旧及检测维修费为59.36 元·m−3,则综合处理成本合计94.26 元·m−3。上述经济分析是以深度除盐成套设备(UF-DTRO工艺)处理能力,即24 m3·d−1,为基础进行计算的,后续扩大工艺处理规模后,成本有望进一步减少。
生物降解被认为是最经济的水处理技术之一,然而由于页岩气返排液含盐量较高,不利于微生物生长繁殖,生物法处理返排液往往存在启动周期长、处理效果不佳等问题。罗臻等[39]构建了电絮凝-磁分离-电氧化工艺装备处理返排液,悬浮物和COD去除率均可达85%以上,装备出水可满足返排液内部回用的要求,综合处理成本为73.73 元·m−3,然而该工艺对返排液中高盐含量无明显去除效果。相比之下,本套工艺装备可在处理成本增加不大的情况下,同时去除返排液中的无机盐和有机污染物,实现返排液的外部回用。因此,本工艺装备处理回用页岩气压裂返排液兼具高效性和经济性。
-
1)磁分离-精细过滤-超滤(UF)-碟管式反渗透(DTRO)工艺装置对于实现页岩气压裂返排液高效回用具有巨大潜力。磁分离-精细过滤工艺可去除返排液中95.5%的浊度,出水经消毒后可以满足返排液内部回用要求;此外,DTRO工艺对返排液中各类污染物去除率均大于95%,DTRO出水指标满足《污水综合排放标准》(GB 8978-1996)和《农田灌溉水质标准》(GB 5084-2021)所规定限值,有望通过返排液外部回用(外排、农田灌溉)实现水资源的循环利用,缓解水资源短缺危机。
2)磁分离工艺主要通过电性中和疏水吸附机理去除返排液中的溶解性有机物,对于返排液中的疏水组分及腐殖酸类物质(荧光区域Ⅴ)有很高的去除效率;进水浓缩以及微生物活动将高分子质量有机物降解为低分子质量微生物产物从而透过超滤膜可能是超滤出水中亲水有机组分以及荧光强度增加的原因;DTRO出水的有机成分主要由亲水组分、可溶性微生物副产物(荧光区域Ⅳ)及腐殖酸类物质(荧光区域Ⅴ)组成。
3)本工艺装备处理返排液直接处理成本达34.90 元·m−3,综合处理成本达94.26 元·m−3。相较于生物、氧化等技术具有经济、高效等优势。
磁分离-精细过滤-超滤-碟管式反渗透耦合工艺高效回用页岩气压裂返排液
Magnetic separation-fine filter-ultrafiltration -disk tube-reverse osmosis coupling process to realize the efficient reuse of shale gas fracturing flowback fluid
-
摘要: 页岩气压裂返排液高效处理回用是页岩气开发中亟待解决的关键问题之一。本研究在某页岩气开采平台上,构建了“磁分离-精细过滤-超滤(UF)-碟管式反渗透(DTRO)”返排液处理工艺装备,进行现场实验研究并分析污染物去除效能和机理。在优化运行条件下,磁分离-精细过滤对浊度去除率达95.5%,精细过滤出水可内部回用于复配水力压裂液;DTRO工艺对TDS、DOC、总荧光强度去除率分别达99.9%、98.7%和96.3%,出水满足《污水综合排放标准》(GB 8978-1996)和《农田灌溉水质标准》(GB 5084-2021),有望通过外排和灌溉等方式进行外部回用。此外,装备运行直接处理成本约34.90元·m−3。相较其他技术,本工艺兼具高效性与经济性。因此,该工艺装备具有实现返排液高效回用的巨大应用潜力。
-
关键词:
- 压裂返排液 /
- 回用 /
- 磁分离 /
- 超滤 /
- 碟管式反渗透(DTRO)
Abstract: Efficient treatment and reuse of shale gas fracturing flowback fluid is one of the key problems to be solved in shale gas development. In this study, a flowback liquid treatment device with the magnetic separation-fine filter-ultrafiltration (UF) -disk tube-reverse osmosis (DTRO) coupling process was constructed on a shale gas mining platform, and field tests were conducted to study and analyze the pollutant removal efficiency and mechanism. Under the optimized operating conditions, the turbidity removal rate by magnetic separation-fine filtration process reached 95.5%, and the effluent from fine filtration could be reused internally for reconfiguring hydraulic fracturing fluid. The removal rates of TDS, DOC and total fluorescence intensity by DTRO could reach 99.9%, 98.7% and 96.3%, respectively, and the DTRO effluent could meet the limits stipulated in the Integrated Wastewater Discharge Standard (GB 8978-1996) and the Standard for Irrigation Water Quality (GB 5084-2021), which is expected to be reused externally through approaches including discharge and irrigation. In addition, the direct operating cost of the device was about 34.90 yuan·m−3. Compared with other technologies, this process presented higher efficiency and economy. Therefore, the process device had a great application potential for highly efficient reuse of flowback fluid.-
Key words:
- fracturing flowback fluid /
- reuse /
- magnetic separation /
- ultrafiltration /
- DTRO
-
柠檬酸是有机酸中的第一大酸,其在医药和化工等工业领域应用广泛,主要生产原料为木薯和玉米。行业统计数据表明,每生产1 t柠檬酸可产生7.5 t废水[1]。柠檬酸废水中的主要污染物为淀粉、蛋白质、各种有机酸等有机物和N、P、S等无机物[2],且其有机物含量较高,直接排放容易带来水体富营养化风险目前。国内柠檬酸行业普遍采用生物法[3-5]对废水进行处理,然而生化后的出水仍然具有色度深(90~100倍)、COD高(100~120 mg·L−1)和出水生化性(BOD5/COD)低等特点。近年来,国家加大了对污染行业的整治力度,工业废水排放标准也逐渐提高,故研究新型高效的污水深度处理技术已经迫在眉睫。
高级氧化技术是一种新型的污水处理技术,其原理是在电、超声、光照、外加催化剂或高温高压等反应条件下生成具有强氧化性的羟基自由基(·OH),利用·OH将难降解的大分子有机物分解成小分子物质甚至完全矿化[6]。根据自由基生成途径和反应条件的不同,可将其分为臭氧催化氧化[7]、光催化氧化[8]、高铁酸盐(Fe(Ⅵ))氧化[9]等。与其他高级氧化技术相比,臭氧催化氧化法具有独特的优势[10-11]。其操作步骤简单易行、占地面积小、无二次污染、无额外药剂的投入,因而在工业废水处理领域具有广阔的应用前景。
然而,单独采用臭氧催化氧化法降解柠檬酸生化尾水需要投加大量臭氧和催化剂,会增加处理成本,从而大大限制了其实际应用。有研究[12-14]表明,可将臭氧催化氧化技术作为预处理手段,在臭氧催化适度改善废水生化性的基础上耦合生物处理,能够显著降低废水处理的综合成本并提升处理效率[15-18]。作为一种新型高效的污水生物处理法,移动床生物膜反应器(MBBR)工艺兼具传统流化床和生物接触氧化法两者的优点[19]。相较于生物曝气滤池(BAF)等传统的生物处理工艺[20],MBBR工艺负荷高、不需要填料支架和反冲洗设备、操作简便,明显降低了污水的运行成本且可以达到深度处理的效果[21]。将臭氧催化氧化技术与MBBR系统组合,可以形成一种低能耗、低成本、高效率的联合处理工艺,以充分发挥2种工艺的独特优势,提高其在柠檬酸生化尾水处理中的应用价值。
本研究采用臭氧催化氧化-MBBR组合工艺,以某柠檬酸厂生化尾水作为原水进行中试研究,考察了臭氧催化氧化系统对柠檬酸生化尾水的生化性改善情况;在此基础上,进一步研究了臭氧催化氧化-MBBR组合工艺深度降解柠檬酸生化尾水的可行性、运行参数及运行效率,旨在为厂区污水处理系统的升级提供参考。
1. 材料和方法
1.1 实验水质
中试研究所用水来自某柠檬酸废水处理厂二级生化处理后的出水,该废水可生化性差,出水颜色呈深黄色,出水成分复杂。具体水质情况为:COD为100~120 mg·L−1,BOD为8~10 mg·L−1(B/C=0.08~0.09),pH为7.4~7.8。
1.2 中试设备与流程
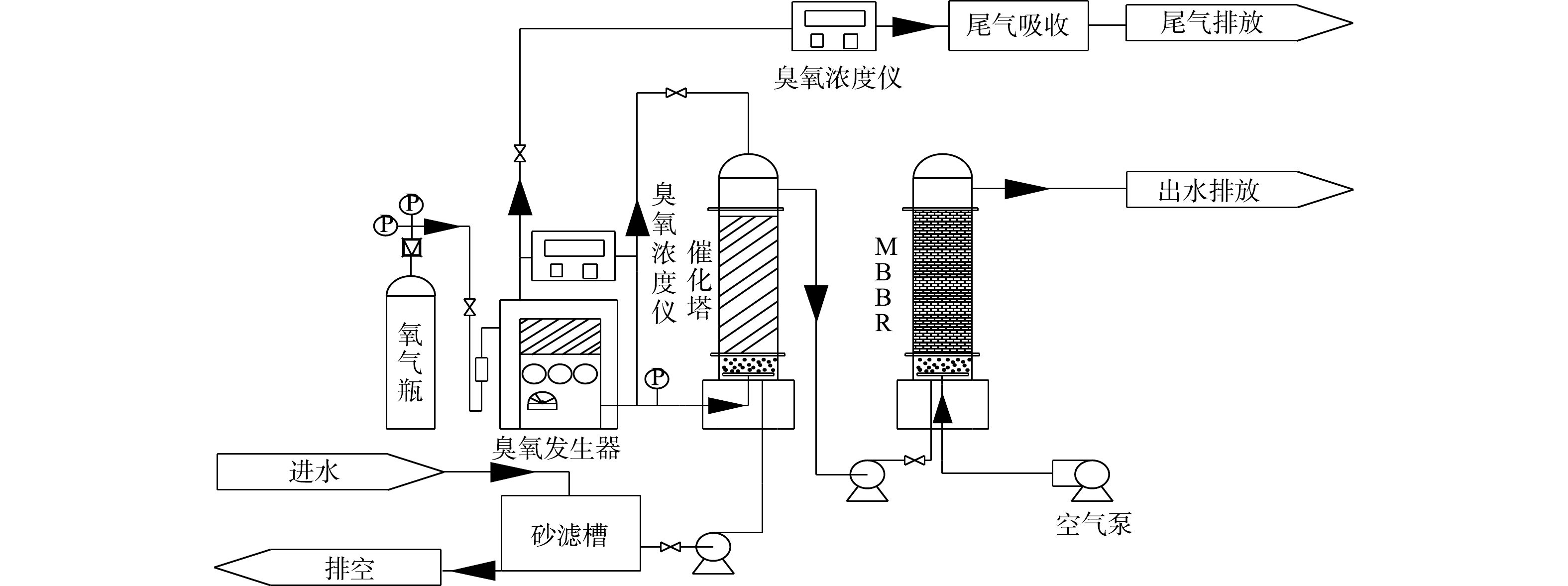
臭氧催化氧化-MBBR中试系统流程图如图1所示。主要包括臭氧催化塔和MBBR生物处理单元2个部分。所用臭氧催化塔由不锈钢加工而成,管径为75 cm,高度为4.5 m,内部填充催化剂,填充率为50%。废水通过立式泵从底部进入催化塔,臭氧发生器以氧气为气源,通过调节阀门使臭氧以1 m3·h−1的流速进入催化塔。生物处理单元的主要反应装置为MBBR,其反应器由有机玻璃加工而成,管径为50 cm,高度为3 m,内部填充有填料,填充比约为40%。反应器在设计流量为0.08 m3·h−1的条件下经立式泵完成连续进水。MBBR运行时所需的空气来自空气泵,接种污泥为柠檬酸厂活性污泥,质量浓度约为4 000 mg·L−1。
1.3 催化剂与填料
在臭氧催化体系中,所填充的催化剂为实验室自制的MnOx-CeOx复合双金属氧化物[22]。该催化剂经高温煅烧制得,具有机械强度高、吸附性能强和催化性能好等优点。在MBBR系统中,所用填料为圆柱体聚乙烯塑料,直径约为10 mm,高为8~9 mm。圆柱体中有十字支撑,具有较高的比表面积(160~500 m2·m−3),密度略小于水(0.92~0.97 g·cm−3)。该填料的特有性质有利于微生物在填料上富集和生长,形成比较稳定的生物膜,并且在反应器中易呈现流化状态。
1.4 实验方法
1)臭氧催化氧化段。在进水平均COD、色度和BOD5/COD分别为110 mg·L−1、90倍和0.08的条件下,首先对臭氧投加量进行优化。在臭氧反应时间为60 min,进气流量为1 m3·h−1的条件下,连续运行,分别调整臭氧投加量为10、20、30、40、50、60、70 mg·L−1,比较在不同臭氧投加量下COD、色度的去除率以及出水BOD5/COD的变化特征,选取最佳的臭氧投加量。在获得最佳臭氧投加量的基础上,固定最佳臭氧投加量,进气流量为1 m3·h−1,连续运行,分别调整水力停留时间(HRTo)为30、40、50、60、70、80 min,比较在不同的HRTo下COD、色度的去除率以及出水BOD5/COD的变化特征,获得最佳的HRTo。
2) MBBR段。将0.4 m3左右的泥水混合物倒入反应器中,静置2 h,使污泥能够充分地与填料接触,然后加入臭氧催化氧化处理后的废水闷曝48 h。在48 h后,采用连续进水的方式,启动挂膜阶段控制气水比为4∶1,分别调整水力停留时间(HRTm)为10、8、6、4 h,每个条件运行10 d,比较不同HRTm下COD的去除率,选取最佳的HRTm;在获得最佳HRTm的基础上,分别调整气水比为7∶1、4∶1、2∶1,比较在不同气水比的条件下COD的去除率,获得最佳气水比。
1.5 分析方法
采用标准方法[23]测定COD和SS;采用稀释倍数法测定色度;采用五日生化法测定BOD5;采用YSI DO200型溶解氧温度仪测量DO;采用同林科技ZX-01测定臭氧浓度;采用气相色谱质谱仪(GC/MS,7890B+5977A)测定污水中有机物的种类。
2. 结果与讨论
2.1 臭氧催化氧化系统的运行
1)臭氧投加量对臭氧催化氧化的影响。由图2可知,随着臭氧投加量的增加,出水COD、色度去除率和出水BOD5/COD均不断提高,当臭氧投加量为30 mg·L−1时,COD和色度去除率分别为36.0%和80.0%,出水BOD5/COD值则达到最大值0.23。这表明此时废水中的有机成分在臭氧及羟基自由基作用下发生分解,生成大量中间产物和小分子有机物,导致生化性明显改善;继续增加臭氧投加量,COD去除率继续提高,色度的去除率趋于平稳,出水BOD5/COD开始下降。显然,这是因为·OH进一步矿化废水中的部分中间产物所导致的。因此,为保证MBBR段的进水生化性和处理效率,确定最佳臭氧投加量为30 mg·L−1。
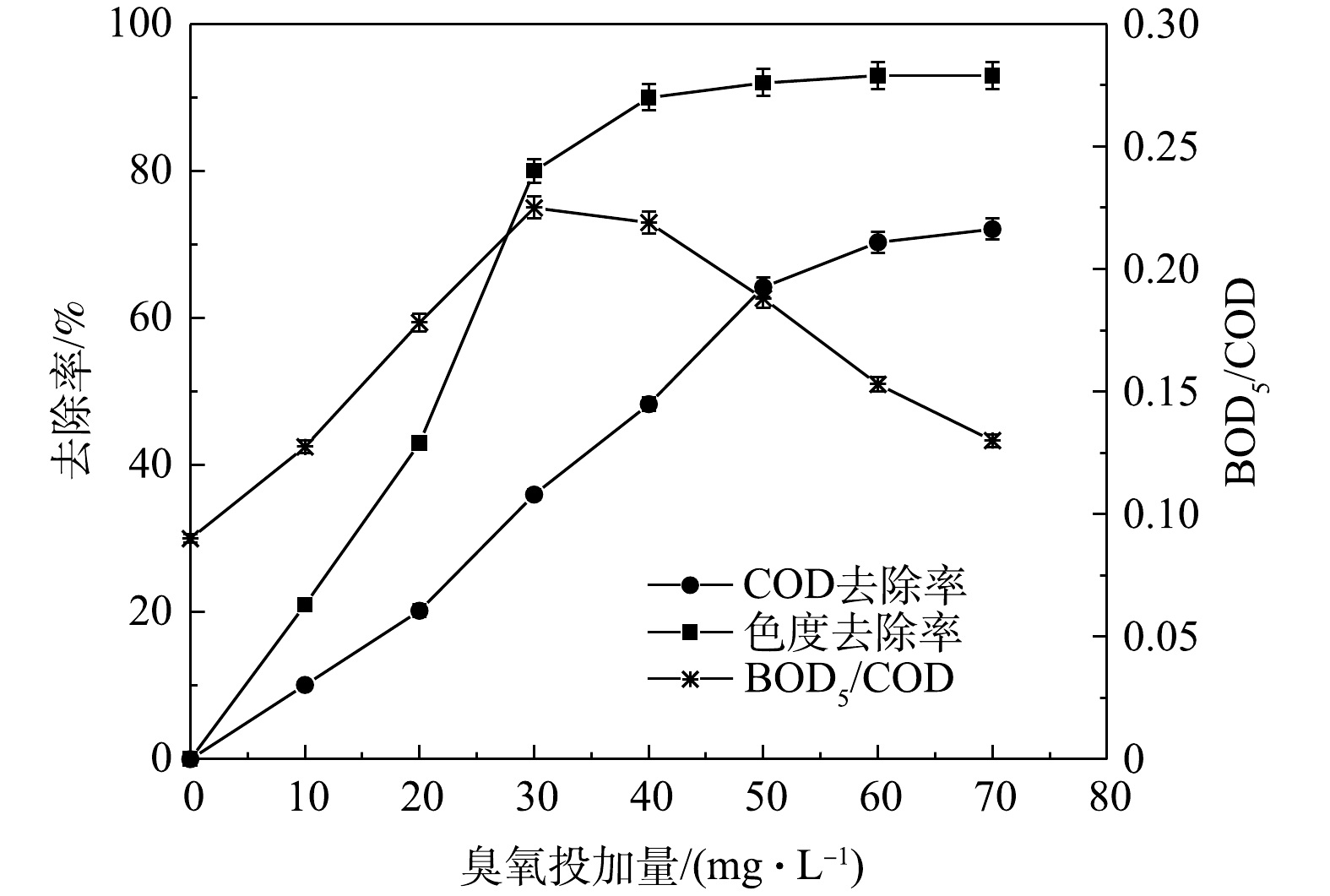 图 2 臭氧投加量对臭氧催化氧化的影响Figure 2. Effects of ozone dosage on the ozone catalytic oxidation
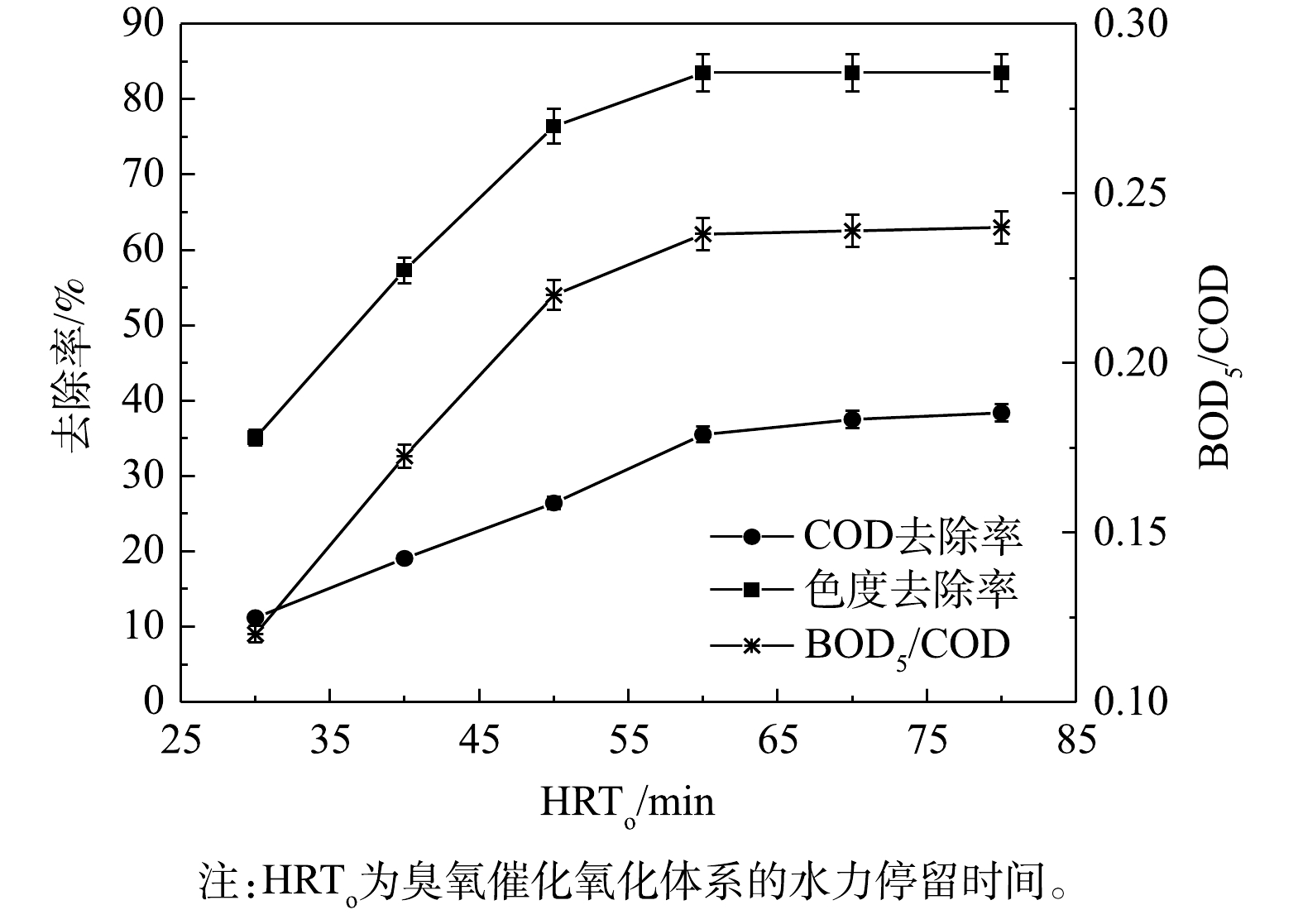
图 2 臭氧投加量对臭氧催化氧化的影响Figure 2. Effects of ozone dosage on the ozone catalytic oxidation2) HRTo对臭氧催化氧化的影响。图3反映了COD、色度去除率和出水BOD5/COD随HRTo的变化情况。当HRTo为30 min时,COD、色度去除率和出水BOD5/COD分别11.2%、35.1%和0.12;当HRTo为60 min时,COD、色度去除率分别为35.4%和83.3%,出水生化性BOD5/COD由0.12提升至0.24;继续延长HRTo,COD、色度去除率和出水的BOD5/COD都趋于平缓,且反应时间越长,臭氧投加量增加,会导致运行成本升高。上述结果表明,在本实验条件下,将HRTo控制在60 min可确保臭氧催化氧化的效果,有效地改善柠檬酸生化尾水的可生化性,从而有利于后续MBBR单元的生物降解。综合考虑能耗和成本,确定最佳HRTo为60 min。
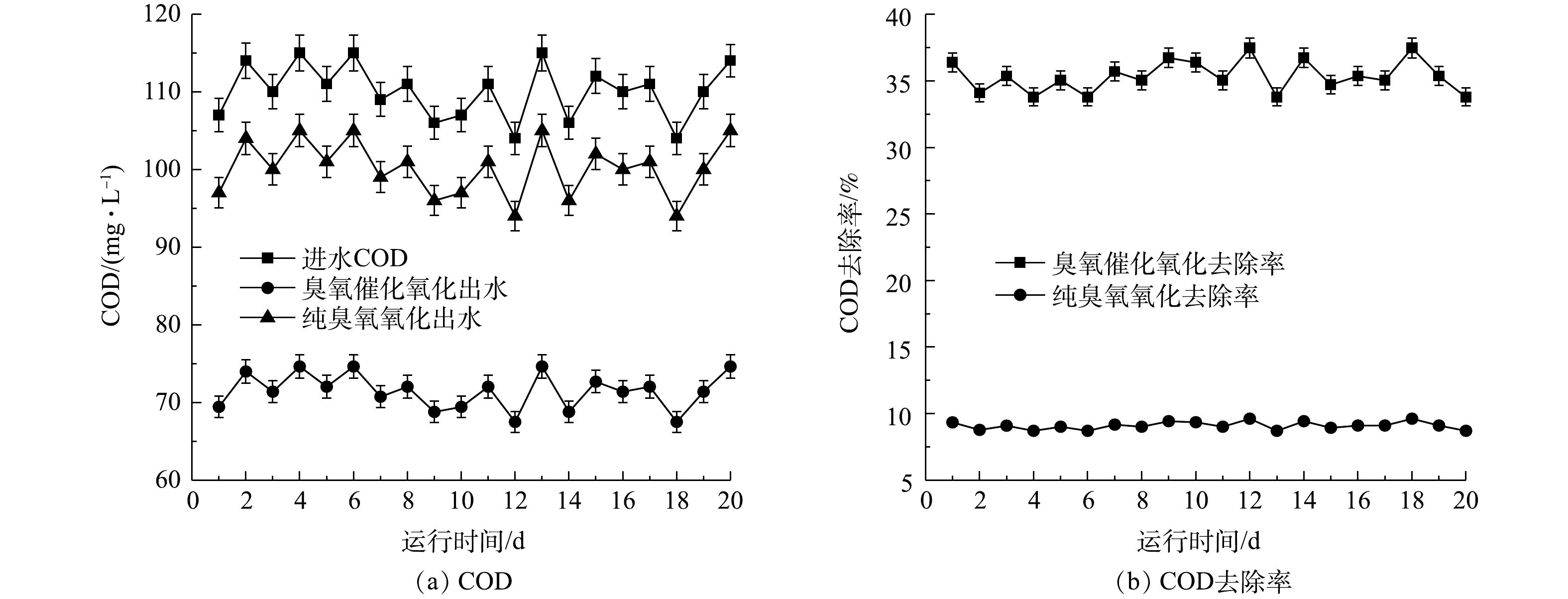
3)不同反应体系对COD去除的影响。在臭氧投加量为30 mg·L−1,水力停留时间为60 min,进气量1 m3·h−1的条件下,考察纯臭氧氧化体系和臭氧催化氧化体系对COD的去除效果,结果如图4所示。由图4可知,在臭氧催化氧化体系中,平均COD去除率为35.5%,相较于纯臭氧氧化体系中,平均COD去除率提高了24%。这是因为在纯臭氧氧化体系中,主要以臭氧直接参与反应为主,臭氧的选择性氧化和气液传质较差导致去除率较低;而在臭氧催化氧化体系中,催化剂的存在使得系统中产生了大量·OH,增强传质,进而可提高废水COD去除率。
4)水质成分分析。为了进一步验证臭氧催化氧化技术能够改善柠檬酸生化尾水的生化性,在臭氧投加量为30 mg·L−1,水力停留时间为60 min,进气量1 m3·h−1的条件下,对实验原水和臭氧催化氧化出水进行GC-MS分析,分析结果如图5所示。结果表明,实验原水中的主要污染物为11种,其中脂肪酸、酰胺类等物质为主要污染物,在其他类有机物中,部分有机物含有乙烯基、羰基、苯环等发色基团,故导致柠檬酸废水呈现颜色。经臭氧催化预处理后的出水中主要污染物可达到20种,其主要为烷烃类、酯类和醇类。由此可见,在臭氧催化氧化处理后,废水中的脂肪酸类和其他类有机物被分解成简单的酯类和部分链状烷烃类,使柠檬酸生化尾水的生化性得到了显著改善,色度明显降低。
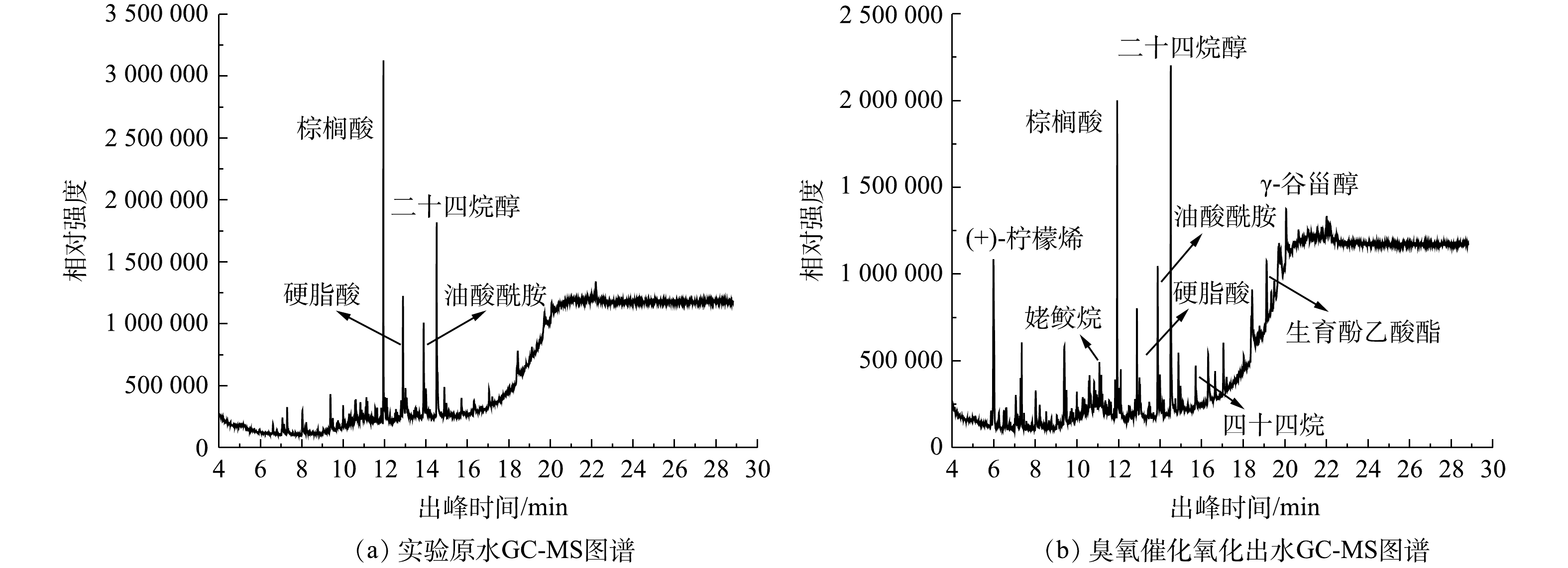 图 5 臭氧催化预处理系统进出水GC-MS图谱Figure 5. GC-MS spectra of influent and effluent of ozone catalytic pretreatment system
图 5 臭氧催化预处理系统进出水GC-MS图谱Figure 5. GC-MS spectra of influent and effluent of ozone catalytic pretreatment system2.2 MBBR生化系统运行情况
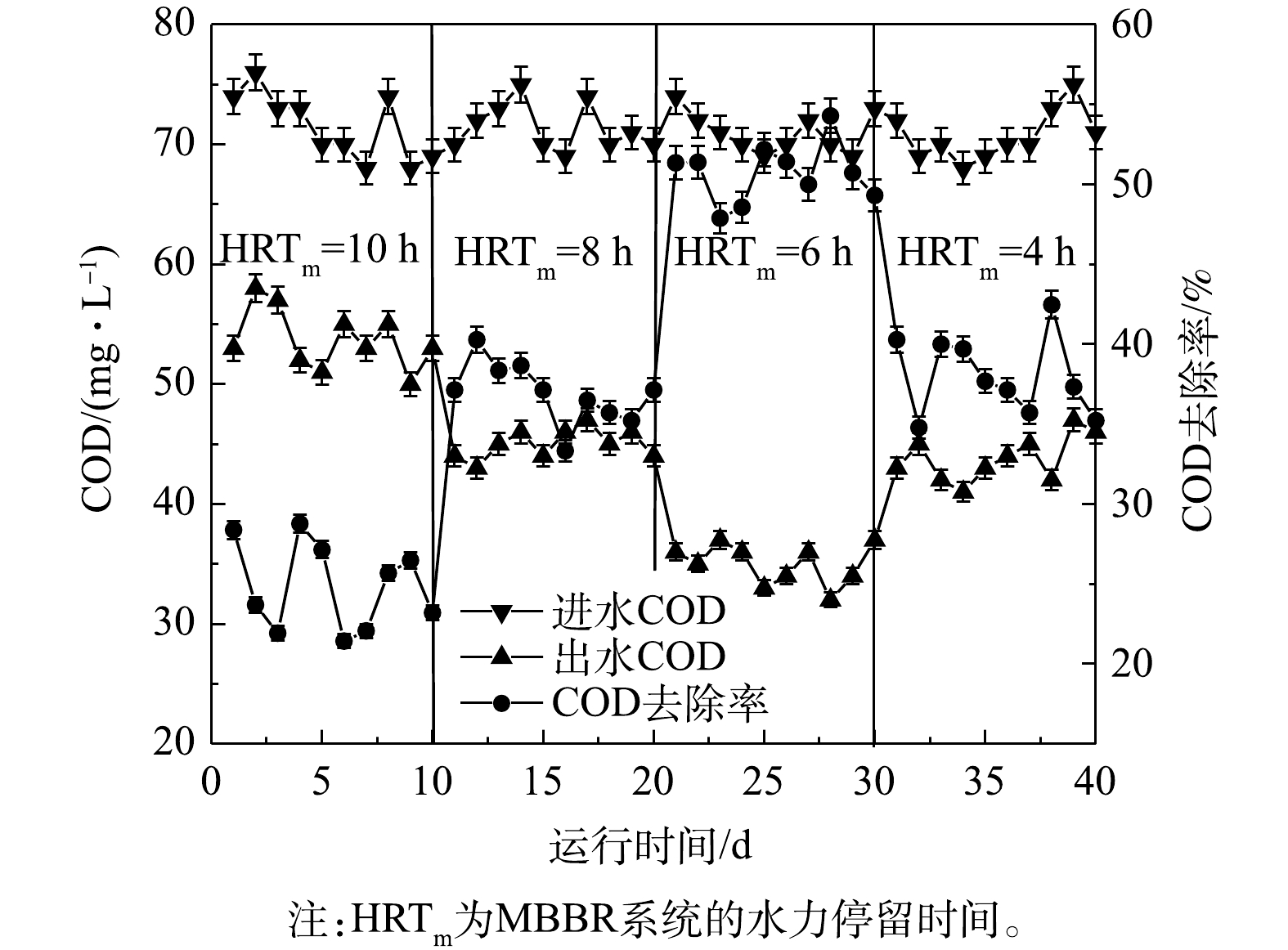
1) HRTm对MBBR系统处理效果的影响。以优化后的臭氧催化氧化工艺段的出水作为MBBR系统的进水,设定气水比为4∶1,探究HRTm对MBBR系统运行的影响。由于进水色度较低,改变运行条件对色度去除不明显,因此,主要以COD去除率为指标优化运行参数。由图6可知,当HRTm由10 h降至6 h,COD平均去除率由24.9%升高至50.7%;继续缩短HRTm,COD去除率反而开始下降。当HRTm为10 h时,系统中有机负荷较低,系统处于驯化启动阶段,COD去除效果相对较差;随着HRTm的缩短,MBBR系统的有机负荷提高,微生物大量繁殖,污染物得到充分降解,从而使得COD去除效果得到改善;继续缩短HRTm,MBBR系统中的微生物没有充分吸收和降解废水中的有机物,导致COD去除效果变差。根据上述结果,本研究确定MBBR系统的最佳HRTm为6 h。
2)气水比对MBBR系统处理效果的影响。设定HRTm为6 h,探究气水比对MBBR系统处理效果的影响。由图7可知,将气水比由7∶1减小到4∶1后,COD平均去除率由36.5%增加到49.3%。继续减小气水比,COD平均去除率开始下降。这是因为初始系统中气水比过高,导致生物膜受到冲刷而脱落[24],不利于污染物的截留和微生物的生长繁殖,导致COD去除效果较差。随着气水比的降低,填料在水中逐渐呈现流化态,此时系统中气、水、填料三者充分接触,加速了生物膜的生长,从而改善了COD的去除效果。当气水比过低时,填料在水中的流化状态受到影响,同时废水中的溶解氧不足导致好氧微生物活性受到抑制,不利于废水中有机污染物的去除。根据上述实验结果,确定最佳气水比为4∶1。
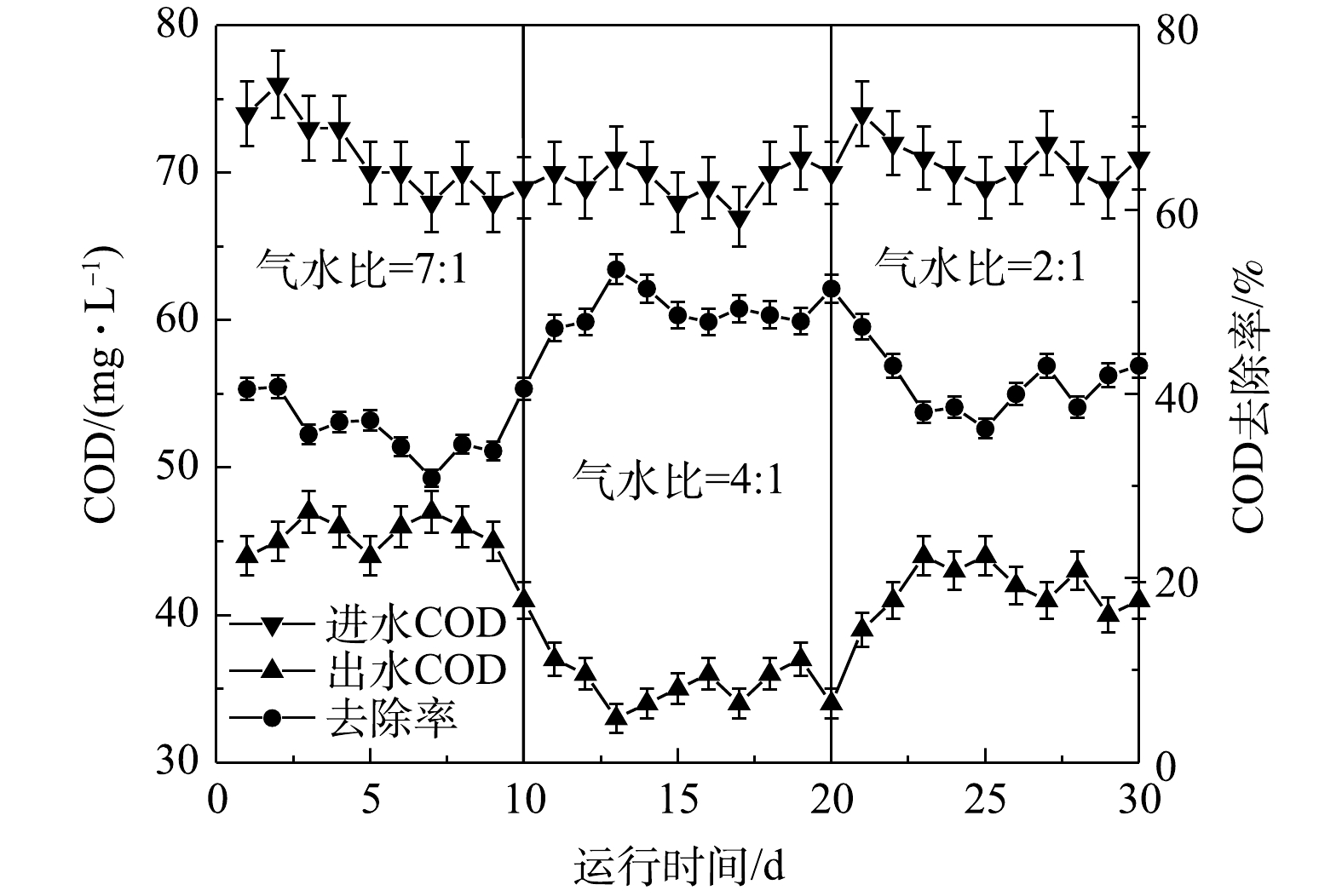 图 7 气水比对MBBR系统处理效果的影响Figure 7. Influence of gas-water ratio on the treatment effect of MBBR system
图 7 气水比对MBBR系统处理效果的影响Figure 7. Influence of gas-water ratio on the treatment effect of MBBR system3)最优条件下连续运行效果。在确定最优的条件下将2种工艺组合运行20 d,每天定时采样测试以探究工艺连续运行的效果,结果如图8所示。在连续运行20 d期间,臭氧催化氧化-MBBR组合工艺处理效果良好,系统出水COD由100~120 mg·L−1降至32~40 mg·L−1,COD去除率维持在66.2%~74.7%,出水色度由90~100倍降至10倍左右,色度去除率维持在90.0%~94.0%。此外,该组合工艺的出水不会返色且表观清澈透明,填料上的生物膜生长良好(图9),反应器中始终维持着较高的生物量。以上结果表明,臭氧催化氧化-MBBR组合工艺对柠檬酸生化尾水深度降解有显著效果。
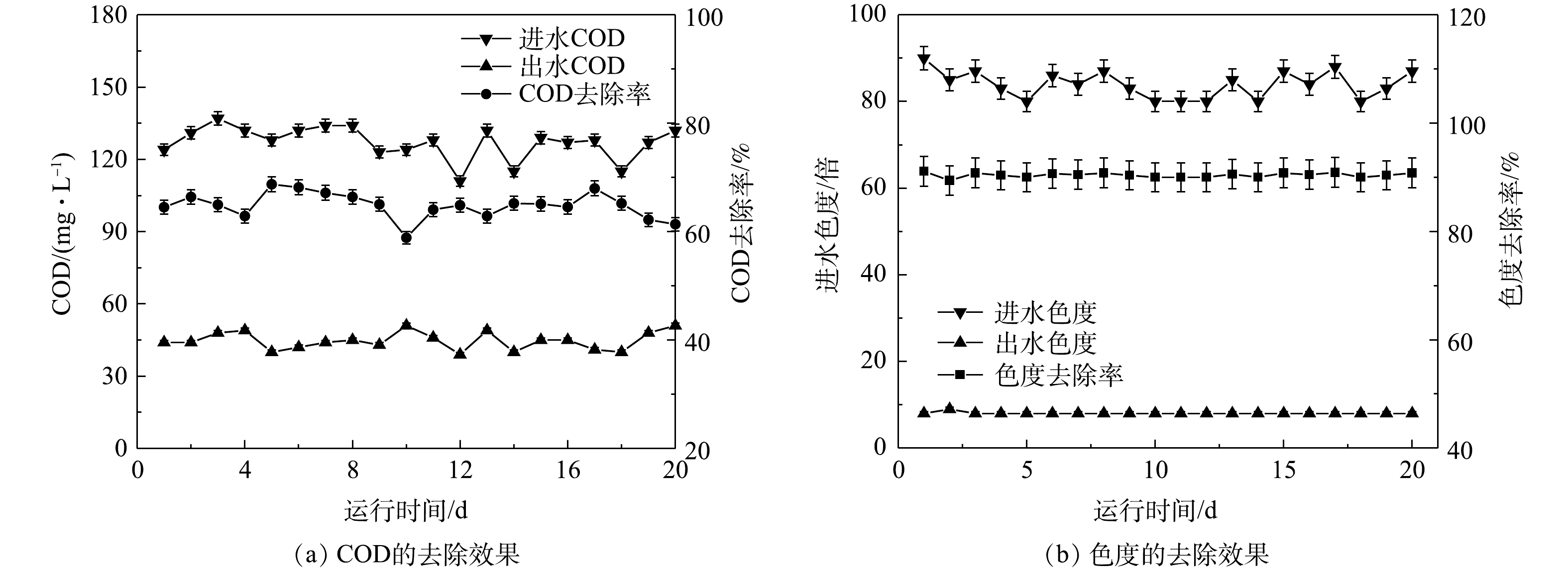 图 8 最优条件下2种工艺组合系统对COD和色度的去除效果Figure 8. COD and chromaticity removal effects by two process combination systems under optimal conditions
图 8 最优条件下2种工艺组合系统对COD和色度的去除效果Figure 8. COD and chromaticity removal effects by two process combination systems under optimal conditions2.3 运行成本初步分析
采用臭氧催化氧化-MBBR组合工艺处理柠檬酸生化尾水的运行成本主要来自臭氧催化单元中臭氧和生化处理单元的能耗2个方面。其中,当臭氧投加量为30 mg·L−1,进气量为1 m3·h−1时,每克臭氧耗电量为20 W,处理每吨水的耗电量为0.6 kW。电费按0.70 元·(kW·h)−1计,则臭氧单元的电费为0.42 元·t−1。MBBR单元处理[25]能耗按0.07 元·t−1计,该组合工艺的运行成本约为0.49 元·t−1。工业级液氧价格大约800 元·t−1,产生30 g臭氧所需要的费用约为0.24 元。催化剂折旧费用约为0.06 元·t−1,该组合工艺总费用约为0.79 元·t−1。单独使用臭氧催化氧化技术,要达到相同的处理效果需要臭氧投加量为50 mg·L−1,则需要总费用约为1.16 元·t−1。综合上述结果可知,臭氧催化氧化-MBBR组合工艺处理柠檬酸生化尾水经济效益更高。
3. 结论
1)本研究以MnOx-CeOx复合双金属氧化物为催化剂,采用臭氧催化氧化法对柠檬酸生化尾水进行预处理。在臭氧投加量为30 mg·L−1、HRTo为60 min、进气量为1 m3·h−1的条件下,臭氧催化预处理生化尾水的COD和色度去除率分别35.4%和83.3%,出水生化性由0.08提升至0.23,显著提高了废水的生化性。
2)采用MBBR对臭氧催化氧化单元的出水进行处理,在HRTm为6 h、气水比为4∶1的条件下,出水COD为32~40 mg·L−1,色度能够稳定在10倍左右。
3)臭氧催化氧化-MBBR组合工艺的运行成本约为0.79 元·t−1,较单独使用臭氧催化氧化技术(1.16 元·t−1)节约运行成本。采用臭氧催化氧化-MBBR组合工艺减少了臭氧的投加量,在降低废水处理成本的同时提高了对柠檬酸生化尾水的处理效率。
-
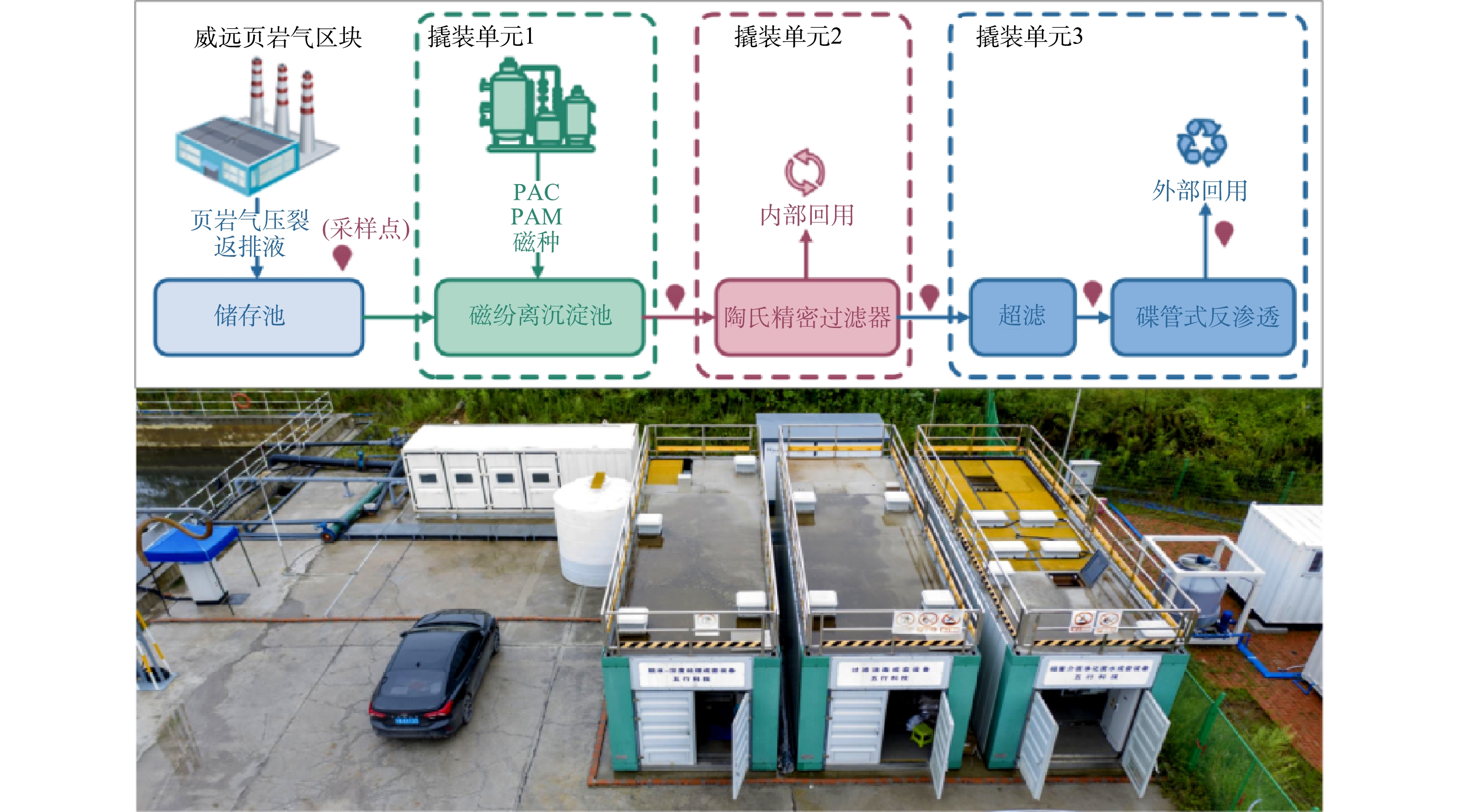
图 1 压裂返排液高效处理回用工艺流程及实验装置
Figure 1. Technological process and experimental setup for treatment and resue of fracturing flowback fluid in this study
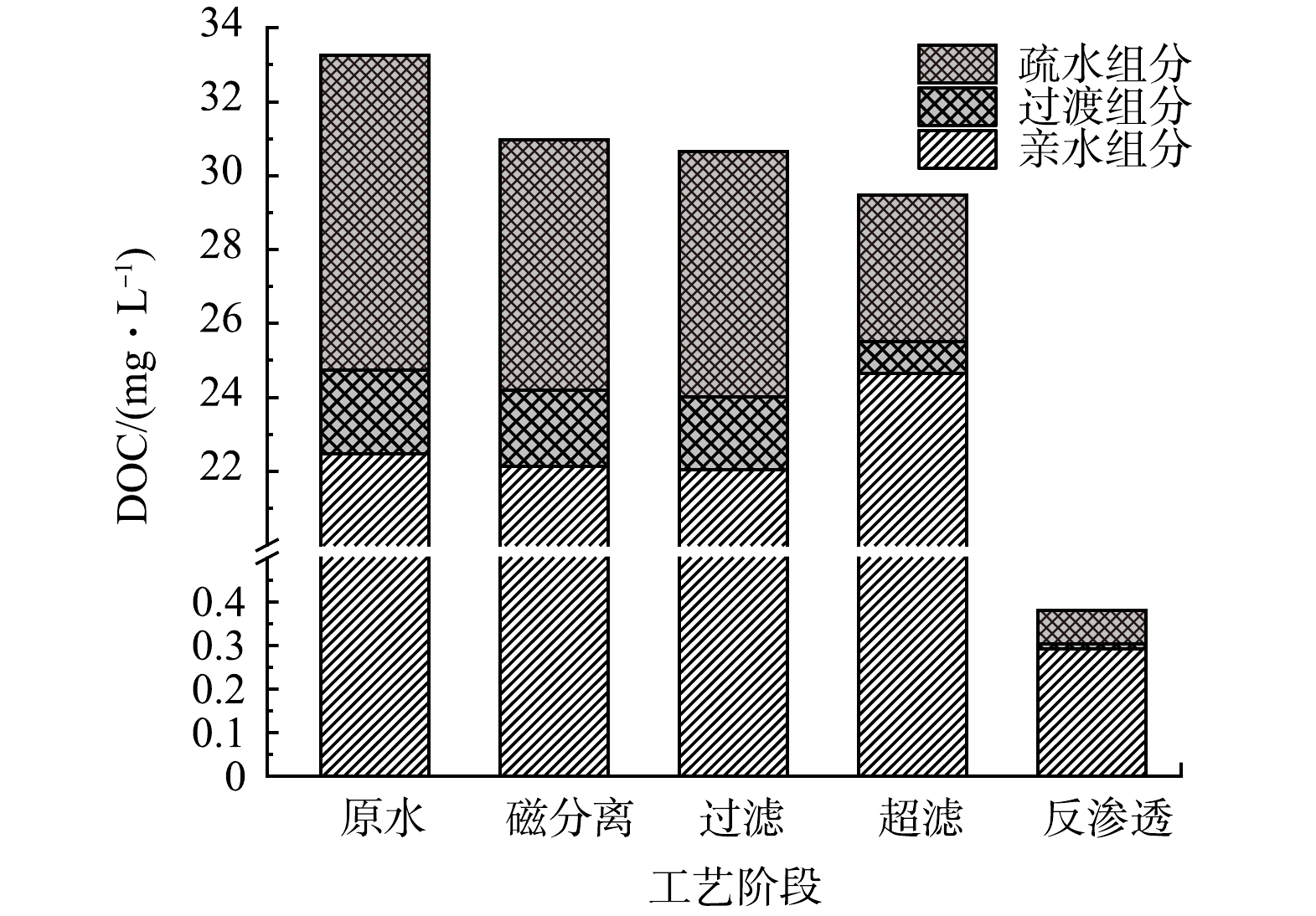
图 2 不同工艺阶段样品亲水、过渡及疏水类有机物组成
Figure 2. Composition of hydrophilic, transphilic and hydrophobic organic compounds of samples at different process stages
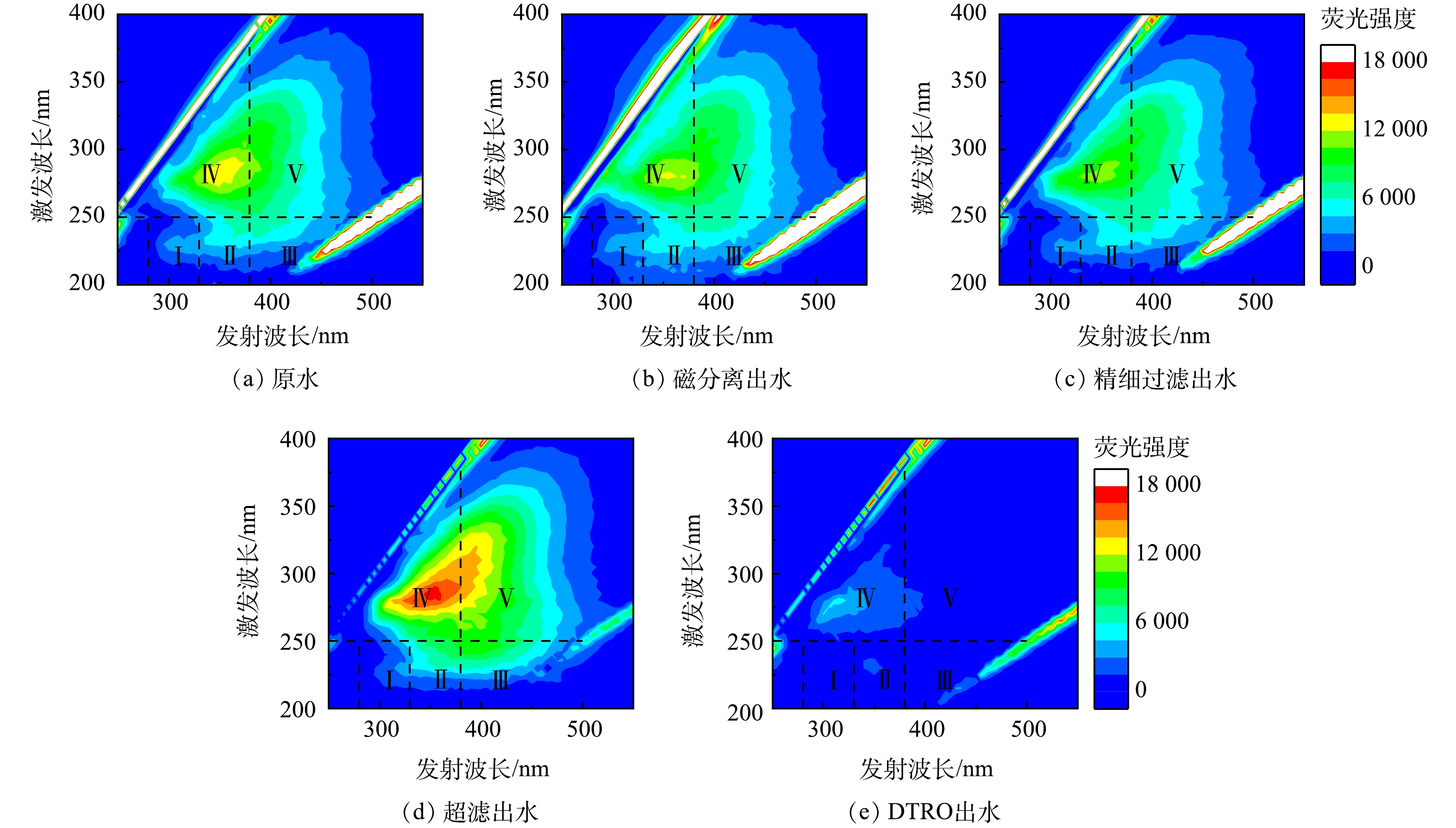
图 3 不同工艺阶段样品荧光激发-发射矩阵(EEM)光谱
Figure 3. Fluorescence excitation-emission matrix (EEM) spectra of samples at different process stages
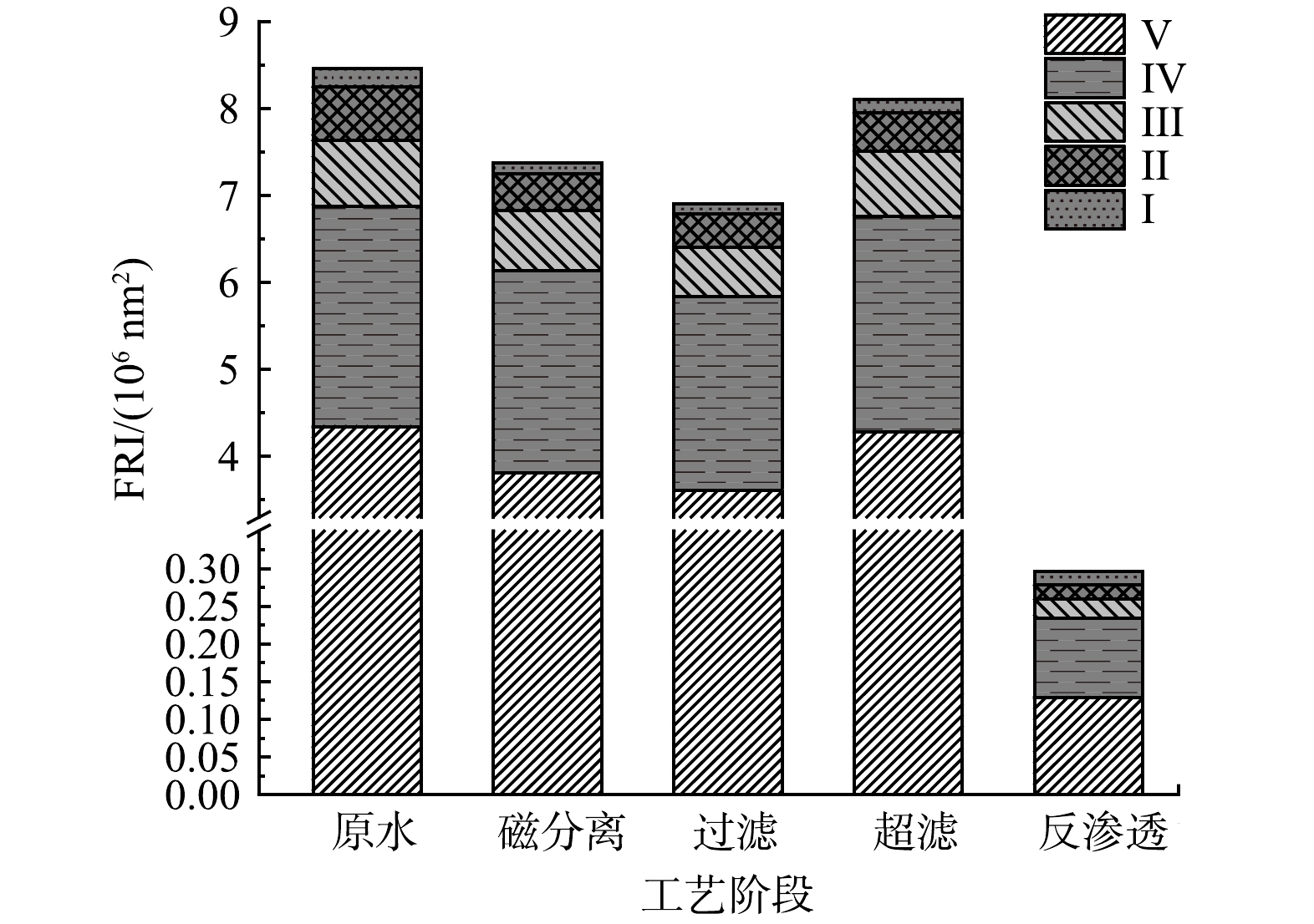
图 4 EEM光谱的荧光区域积分(FRI)
Figure 4. Fluorescence regional integration (FRI) of EEM spectra
表 1 不同工艺阶段样品常规水质指标
Table 1. Conventional water quality indexes of samples at different process stages
样品 浊度/NTU pH TDS/(mg·L−1) EC/(mS·cm−1) UV254/cm−1 COD/(mg·L−1) DOC/(mg·L−1) TN/(mg·L−1) 原水 161 7.07 20 580 33.46 0.095 625.43 33.26 30.23 磁分离 14.33 6.98 19 450 31.84 0.092 613.96 30.97 28.75 过滤 7.25 7.19 19 635 32.12 0.092 609.47 30.65 28.24 超滤 0.28 7.43 19 610 32.07 0.102 605.86 29.48 28.63 反渗透 0.19 6.41 14.39 0.03 0.004 1.14 0.38 1.06  下载: 导出CSV
下载: 导出CSV
表 2 不同工艺阶段样品离子浓度
Table 2. Ions concentrations of samples at different process stages
mg·L−1 样品 Na+ K+ Mg2+ Ca2+ Sr2+ F− Cl− Br− SO42- 原水 8 617.8 134.4 75.91 414.6 51.25 1.58 11 469.5 79.54 7.45 磁分离 8 201.2 126.5 72.81 400.5 7.46 1.67 11 501.8 76.94 7.98 过滤 7 794.1 117.9 69.89 398.7 5.48 1.15 11 369.4 73.04 6.66 超滤 7 799.2 108.4 67.56 378.3 1.18 1.12 11 505.8 70.81 5.9 反渗透 5.79 0.33 BDLa BDL BDL BDL 3.62 0.034 0.39 注:a BDL:低于检测限 (0.01 mg·L−1)。
下载: 导出CSV
表 3 运行成本分析
Table 3. Analysis of operating cost
工艺段 项目 消耗量 单价 金额/(元·m−3) 磁分离 PAC 0.03 kg·m−3 2.4 元·kg−1 0.07 精制铁粉 0.01 kg·m−3 2 元·kg−1 0.02 PAM 0.001 kg·m−3 12 元·kg−1 0.01 污泥处置药剂 0.005 kg·m−3 12 元·kg−1 0.06 电耗 0.73 kWh·m−3 0.65 元·kWh−1 0.47 精细过滤 电耗 0.51 kWh·m−3 0.65 元·kWh−1 0.33 超滤 电耗 5.57 kWh·m−3 0.65 元·kWh−1 3.62 化学药剂 — — 0.70 超滤膜元件 — — 0.91 DTRO 电耗 11.21 kWh·m−3 0.65 元·kWh−1 7.29 化学药剂 — — 2.39 DTRO膜元件 — — 3.04
下载: 导出CSV
-
[1] SUN Y, WANG D, TSANG D C W, et al. A critical review of risks, characteristics, and treatment strategies for potentially toxic elements in wastewater from shale gas extraction[J]. Environment International, 2019, 125: 452-469. doi: 10.1016/j.envint.2019.02.019 [2] ZHONG C, ZOLFAGHARI A, HOU D, et al. Comparison of the hydraulic fracturing water cycle in China and North America: A critical review[J]. Environmental Science & Technology, 2021, 55(11): 7167-7185. [3] HOU D Y, LUO J, AL-TABBAA A. COMMENTARY: Shale gas can be a double-edged sword for climate change[J]. Nature Climate Change, 2012, 2(6): 385-387. doi: 10.1038/nclimate1500 [4] VIDIC R D, BRANTLEY S L, VANDENBOSSCHE J M, et al. Impact of shale gas development on regional water quality[J]. Science, 2013, 340(6134). [5] YU M, WEINTHAL E, PATINO-ECHEVERRI D, et al. Water availability for shale gas development in Sichuan Basin, China[J]. Environmental Science & Technology, 2016, 50(6): 2837-2845. [6] CHANG H, LI T, LIU B, et al. Potential and implemented membrane-based technologies for the treatment and reuse of flowback and produced water from shale gas and oil plays: A review[J]. Desalination, 2019, 455: 34-57. doi: 10.1016/j.desal.2019.01.001 [7] JI X, TIRAFERRI A, ZHANG X, et al. Dissolved organic matter in complex shale gas wastewater analyzed with ESI FT-ICR MS: Typical characteristics and potential of biological treatment[J]. Journal of Hazardous materials, 2023, 447: 130823. doi: 10.1016/j.jhazmat.2023.130823 [8] XIE W, TIAN L, TANG P, et al. Shale gas wastewater characterization: Comprehensive detection, evaluation of valuable metals, and environmental risks of heavy metals and radionuclides[J]. Water Research, 2022, 220: 118703. doi: 10.1016/j.watres.2022.118703 [9] ESTRADA J M, BHAMIDIMARRI R. A review of the issues and treatment options for wastewater from shale gas extraction by hydraulic fracturing[J]. Fuel, 2016, 182: 292-303. doi: 10.1016/j.fuel.2016.05.051 [10] SHANG W, TIRAFERRI A, HE Q, et al. Reuse of shale gas flowback and produced water: Effects of coagulation and adsorption on ultrafiltration, reverse osmosis combined process[J]. Science of the Total Environment, 2019, 689: 47-56. doi: 10.1016/j.scitotenv.2019.06.365 [11] LIU Y, TANG P, ZHU Y, et al. Green aerogel adsorbent for removal of organic compounds in shale gas wastewater: High-performance tuning and adsorption mechanism[J]. Chemical Engineering Journal, 2021, 416: 129100. doi: 10.1016/j.cej.2021.129100 [12] VINGE S L, ROSENBLUM J S, LINDEN Y S, et al. Assessment of UV disinfection and advanced oxidation processes for treatment and reuse of hydraulic fracturing produced water[J]. ACS ES& T Engineering, 2021, 1(3): 490-500. [13] TANG P, LIU B, ZHANG Y, et al. Sustainable reuse of shale gas wastewater by pre-ozonation with ultrafiltration-reverse osmosis[J]. Chemical Engineering Journal, 2020, 392: 123743. doi: 10.1016/j.cej.2019.123743 [14] 林雯杰, 王菁, 孟宣宇, 等. 电-Fenton法处理页岩气压裂返排液[J]. 环境工程学报, 2017, 11(2): 857-861. doi: 10.12030/j.cjee.201510035 [15] TANG P, XIE W, TIRAFERRI A, et al. Organics removal from shale gas wastewater by pre-oxidation combined with biologically active filtration[J]. Water Research, 2021, 196: 117041. doi: 10.1016/j.watres.2021.117041 [16] TANG P, XIE W, TIAN L, et al. Oxidation-biotreatment-membrane combined process for external reuse of shale gas wastewater[J]. Separation and Purification Technology, 2022, 291: 120920. doi: 10.1016/j.seppur.2022.120920 [17] TONG T Z, CARLSON K H, ROBBINS C A, et al. Membrane-based treatment of shale oil and gas wastewater: The current state of knowledge[J]. Frontiers of Environmental Science & Engineering, 2019, 13(4). [18] GUO C, CHANG H, LIU B, et al. A combined ultrafiltration-reverse osmosis process for external reuse of Weiyuan shale gas flowback and produced water[J]. Environmental Science-Water Research & Technology, 2018, 4(7): 942-955. [19] HE C, VIDIC R D. Application of microfiltration for the treatment of Marcellus Shale flowback water: Influence of floc breakage on membrane fouling[J]. Journal of Membrane Science, 2016, 510: 348-354. doi: 10.1016/j.memsci.2016.03.023 [20] HE C, WANG X, LIU W, et al. Microfiltration in recycling of Marcellus Shale flowback water: Solids removal and potential fouling of polymeric microfiltration membranes[J]. Journal of Membrane Science, 2014, 462: 88-95. doi: 10.1016/j.memsci.2014.03.035 [21] 刘宇程, 吴东海, 袁建梅, 等. 膜蒸馏处理页岩气井压裂返排液[J]. 环境工程学报, 2017, 11(1): 48-54. doi: 10.12030/j.cjee.201509096 [22] GETZINGER G J, O’CONNOR M P, HOELZER K, et al. Natural gas residual fluids: Sources, endpoints, and organic chemical composition after centralized waste treatment in Pennsylvania[J]. Environmental Science & Technology, 2015, 49(14): 8347-8355. [23] 骆欣. 含锶放射性废水的处理方法研究进展[J]. 华北科技学院学报, 2014, 11(3): 72-76. [24] NI Y, ZOU C, CUI H, et al. Origin of flowback and produced waters from Sichuan Basin, China[J]. Environmental Science & Technology, 2018, 52(24): 14519-14527. [25] ROSENBLUM J, THURMAN E M, FERRER I, et al. Organic chemical characterization and mass balance of a hydraulically fractured well: From fracturing fluid to produced water over 405 days[J]. Environmental Science & Technology, 2017, 51(23): 14006-14015. [26] BARBOT E, VIDIC N S, GREGORY K B, et al. Spatial and temporal correlation of water quality parameters of produced waters from devonian-age shale following hydraulic fracturing[J]. Environmental Science & Technology, 2013, 47(6): 2562-2569. [27] ZHOU S, LI Z, PENG S, et al. Combining eDNA and morphological approaches to reveal the impacts of long-term discharges of shale gas wastewaters on receiving waters[J]. Water Research, 2022, 222: 118869. doi: 10.1016/j.watres.2022.118869 [28] ZHOU S, LI Z, PENG S, et al. River water influenced by shale gas wastewater discharge for paddy irrigation has limited effects on soil properties and microbial communities[J]. Ecotoxicology and Environmental Safety, 2023, 251: 114552. doi: 10.1016/j.ecoenv.2023.114552 [29] PéREZ-GONZáLEZ A, URTIAGA A M, IBáñEZ R, et al. State of the art and review on the treatment technologies of water reverse osmosis concentrates[J]. Water Research, 2012, 46(2): 267-283. doi: 10.1016/j.watres.2011.10.046 [30] TONG T Z, ELIMELECH M. The global rise of zero liquid discharge for wastewater management: Drivers, technologies and future directions[J]. Environmental Science & Technology, 2016, 50(13): 6846-6855. [31] LIU Y, WU Q, CHEN C, et al. An efficient system of aerogel adsorbent combined with membranes for reuse of shale gas wastewater[J]. Desalination, 2022, 526: 115545. doi: 10.1016/j.desal.2021.115545 [32] LICONA K P M, GEAQUINTO L R D O, NICOLINI J V, et al. Assessing potential of nanofiltration and reverse osmosis for removal of toxic pharmaceuticals from water[J]. Journal of Water Process Engineering, 2018, 25: 195-204. doi: 10.1016/j.jwpe.2018.08.002 [33] CHEN W, WESTERHOFF P, LEENHEER J A, et al. Fluorescence excitation−emission matrix regional integration to quantify spectra for dissolved organic matter[J]. Environmental Science & Technology, 2003, 37(24): 5701-5710. [34] 姚璐璐, 涂响, 于会彬, 等. 三维荧光区域积分评估城市污水中溶解性有机物去除[J]. 环境工程学报, 2013, 7(2): 411-416. [35] HE Y, LIU J W, SONG P B, et al. Magnetic hybrid coagulant for rapid and efficient removal of nitrogen compounds from municipal wastewater and its mechanistic investigation[J]. Chemical Engineering Journal, 2021, 417. [36] LIU X, TANG P, LIU Y, et al. Efficient removal of organic compounds from shale gas wastewater by coupled ozonation and moving-bed-biofilm submerged membrane bioreactor[J]. Bioresource Technology, 2022, 344: 126191. doi: 10.1016/j.biortech.2021.126191 [37] TANG P, SHI M, LI X, et al. Can pre-ozonation be combined with gravity-driven membrane filtration to treat shale gas wastewater?[J]. Science of the Total Environment, 2021, 797: 149181. doi: 10.1016/j.scitotenv.2021.149181 [38] CLUFF M A, HARTSOCK A, MACRAE J D, et al. Temporal changes in microbial ecology and geochemistry in produced water from hydraulically fractured Marcellus shale gas wells[J]. Environmental Science & Technology, 2014, 48(11): 6508-6517. [39] 罗臻, 张晓飞, 张华, 等. 页岩气压裂返排液电化学处理现场试验研究[J]. 工业水处理, 2022, 42(10): 118-124. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 2932
- HTML全文浏览数: 2932
- PDF下载数: 103
- 施引文献: 0
