


-
我国是最大的塑料生产国和消费国,2020年我国塑料制品生产量已经超过7.6×107 t[1],预计到2030年塑料的年消耗量将达到7×108 t,而每年塑料废弃量大概在2.6×108~3×108 t[2]。我国废塑料的回收方式主要有国内生产和国外进口,废塑料进口量居世界首位,但2014-2017年废塑料进口量逐渐降低。由于2017年《禁止洋垃圾入境推进固体废物进口管理制度改革实施方案》[3]的发布,要求全面禁止“洋垃圾”入境,使国内废塑料进口量大幅减少,2018年全国进口废塑料仅7.6×104 t,到2019年降至为0[4]。
废塑料完全禁止进口后,某些企业为了实现利益最大化,往往会将含有大量重金属污染物的废塑料直接加工成塑料颗粒,并以再生塑料颗粒原料的形式重新进口至国内。这些塑料颗粒含有一些铬、镉、铅、汞等重金属元素,具有明显的毒性[5],因而研究再生塑料颗粒重金属溶出特性变得尤为重要。塑料中的重金属主要来自添加剂、颜料等,这些重金属主要是Pb、Cd、Sb等。塑料制品中也可能会残留一些油墨、染料,这些残留物会悬浮在塑料颗粒基质中,在一定条件下,它会迁移到与之接触的食物中,会对人体产生慢性损伤[6~10]。周静等[11]用ICP-MS检测方法检测了塑料吸管中10种重金属的迁移量,发现铅、铝、镍等均超过国家《生活饮用水卫生标准》 (GB5749-2006) [12]规定的0.01、0.2、0.02 mg·L−1,频繁使用会危害人体健康。许建林等[13]从16个入境废塑料样品经检测发现锑、铅、铬元素超标,存在重金属污染的风险。高向阳等[14]检测塑料吸管浸泡液与消解液中重金属的含量,发现各塑料吸管均检出微量重金属。姚春毅等[15]采用ICP-MS测定方法研究了PET在水、10 %乙醇溶液、3 %乙酸溶液以及精炼橄榄油4种食品模拟物中锑的迁移量,得出锑的溶出量没有超过标准规定的0. 05 mg·L−1的限值。WESTERHOFF等[16]研究了美国西南部市场9种瓶装水,发现PET塑料瓶中会溶出重金属Sb,高温会加快Sb的溶出。
目前,在全面禁止进口废物政策实施后,尚缺乏基于进口再生塑料颗粒中重金属溶出特性的相关研究。本研究从不同温度、不同接触时间和不同模拟液等条件出发,在实验室对具有代表性的进口 PP、PE、PS、PET和ABS进行模拟有毒有害物质溶出实验,比较其重金属的溶出特性,以探寻进口再生塑料颗粒中重金属在温度、接触时间和模拟液中的溶出规律,以为建立塑料接触材料及制品中重金属溶出量的标准方法提供依据。
-
本研究所采用的代表性进口再生塑料颗粒均来自于成都某检测机构,采用简单随机的5点采样法,在储存室分别采集PP、PE 、PS、PET 和ABS各500 g,装入样品袋并做标记带回实验室。以采集的5种再生塑料颗粒为研究对象,各取100 g样品 (精确到0.1 g) 清洗5 min,待烘干后,密封备用。
-
该实验仪器主要由高效液相色谱仪 (Thermo Scientific™ DFS™,美国赛默飞世尔科技) 、恒温恒湿箱 (BE-TH-150,东莞贝尔有限公司) 、电感耦合等离子体发射光谱仪 (Agilent7500a,美国Agilent科技有限公司) 及恒温水浴锅 (SHJ-4AB(6AB),金坛市精达仪器制造有限公司) 组成;在实验过程中用到了甲醇、正己烷、二氯甲烷、乙腈及乙醇试剂。
-
根据国家标准《食品安全国家标准 食品接触材料及制品迁移试验预处理方法通则》 (GB 5009.156-2016) [17]和《食品安全国家标准 食品接触材料及制品迁移试验通则》 (GB 31604.1-2015) [18],通过试验测量,本实验的5种塑料颗粒直径约2~2.5 mm,高2.5~3 mm,按标准中规定S/V为6 dm2的要求,计算得6 mL的食物模拟物中需要加10个再生塑料颗粒。用ICP-MS检测仪 (Agilent Technology Co,1500 A,Ltd,USA) 测定五种再生塑料颗粒模拟液中重金属含量最高的6种重金属元素的质量分数,分别为Cr、Pb、Mn、Cu、Cd、Hg,取3次实验的平均值,所有平行双样的分析误差均小于20%,加标回收率为85~115%,符合《水质 32种元素的测定 电感耦合等离子体发射光谱法》 (HJ776-2015) [19]质量控制标准。
(1) 温度对进口再生塑料颗粒中重金属释放的影响。选用PP、PE、PS、PET和ABS为研究对象,根据《食品安全国家标准 孕妇及乳母营养补充食品》 (GB 31601.1-2015) [20]中规定的试验条件,自变量温度选择25、40、70 ℃,分别代表室温、常见的加热温度、模拟加热温度,选择接触时间为240 h,模拟液为pH较低的50%的乙酸溶液。
(2) 接触时间对进口再生塑料颗粒中重金属释放的影响。选用PP、PE、PS、PET和ABS为研究对象,接触时间选为10 d,并在24、48、96、120、144、168、240 h 7个时间点取样,选择25 ℃室温为代表温度,模拟液为pH较低的50%的乙酸溶液。
(3) 模拟液对进口再生塑料颗粒中重金属释放的影响。选用PP、PE、PS、PET和ABS为研究对象,自变量选择3%乙酸、50%乙酸、10%乙醇、95%乙醇作为食品模拟溶液,分别代表2种酸性食品、1种酒精类食品、1种脂肪类食品,选择25 ℃室温为代表温度,接触时间为240 h。
-
图1是以50 %的乙酸作为模拟溶液,接触时间为240 h,在25、40、70 ℃的温度下进行的对比实验。5种再生塑料颗粒中的重金属铬、铅、锰、镉、汞和铜的溶出量均随着温度的升高而增加,这是由于随着实验温度的升高,模拟液对塑料的溶胀作用增强,塑料的溶胀程度增大,分子间的间距变大,使得材料中的重金属更为容易扩散到模拟溶液中[21-22]。在PP再生塑料颗粒中铬、铜、汞3种重金属元素的溶出量增幅最大,在温度为25~40 ℃时增长平缓,70 ℃大幅度增加,其中铬的溶出量最大,在25~40 ℃时从295.27 μg·L−1增长到433.20 μg·L−1,温度为70 ℃时PP中的铬溶出量达到最大值为1 050.12 μg·L−1,PP中的铅、锰、镉溶出量增幅较为平缓;在PE塑料颗粒中铅、锰、铜3种重金属元素的溶量相较于铬、镉、汞的增幅较为明显,其中铜元素的增幅最大,在温度从25 ℃升到70 ℃时,溶出量从199.86 μg·L−1增长到1 244.04 μg·L−1,增加了6.22倍;PS、PET塑料颗粒中各重金属的溶出量在不同温度下增幅较小,PET中的铬为5种再生塑料颗粒中含量最高的,温度从25 ℃升到70 ℃时,溶出量从1 559.36 μg·L−1增长到1 963.69 μg·L−1;ABS中的铬、铅、锰、镉、汞等5种重金属元素在25~40 ℃溶出速率较低,其中的铬在25~40 ℃的溶出量仅从1 024.64 μg·L−1增长到1 089.62 μg·L−1,温度升高这5种重金属溶出浓度效果明显。对于5种塑料中6种重金属元素在不同温度下取得的实验结果可知,重金属从样品材料内部向模拟溶液的溶出依赖于材料大分子之间的空隙逐步向模拟溶液的另一个空隙迁移。因此,在这个迁移过程中,除了需要重金属原子或离子配合和充足的能量外,要实现重金属的迁移还必须在附近出现一个足够大的空隙来容纳迁移过来的重金属[23-24]。随着温度的升高,材料的大分子链运动加剧,重金属附近出现空隙的概率增加,因此重金属更容易迁移到模拟溶液中[25]。
-
图2是5种再生塑料颗粒在25 ℃,50 %乙酸模拟液中随着时间增长6种重金属的溶出情况。从图中可以看出PP再生塑料颗粒中除Cr外各重金属的溶出曲线较为平滑,随着时间的增长,样品中的5种重金属Pb、Mn、Cu、Cd、Hg溶出量总体上呈稳步上升的趋势,在前100 h内溶出量增长较快,100 h后溶出量增长变缓,绝大数重金属最终的溶出量趋于稳定,重金属Cr在前168 h内溶出量快速增长,168 h后溶出量增长缓慢。再生塑料颗粒PE中重金属Cr、Pb和Cu在前168 h内溶出速度较快,168 h后溶出速度变缓,其他3种重金属的溶出曲线在前100 h呈稳步上升的趋势,后140 h无明显变化。在PS、PET再生塑料颗粒中的重金属在25 ℃、50 %乙酸模拟液中各重金属随时间的溶出量均有增加,时间对重金属的溶出量变化显著。在研究的6种目标重金属中,PET中的Cr溶出量要明显高于其他重金属。在ABS再生塑料颗粒中,由图可知重金属Cr、Mn在前96 h溶出量增加缓慢,96~168 h内溶出量快速增加,168 h后无明显增加。其他4种重金属的溶出量在前100 h内呈稳步上升的趋势,后140h逐渐趋于稳定。由5种进口再生塑料颗粒的溶出曲线可以看出6种重金属中的铬的初始浓度较大,溶出量与其他5种重金属相比较多,这与彭湘莲等[26]的研究结论一致,样品中本底含量是影响重金属溶出量的重要因素[15]。
-
由图3可知,不同种类的再生塑料颗粒中的重金属在不同的模拟液中均有一定的溶出,且在相同温度 (25 ℃) 和接触时间 (240 h) 条件下,4种模拟溶液中的重金属的溶出量大小整体呈现出:50%乙酸>3%乙酸>10%乙醇>95%乙醇。即重金属在酸性条件下更易溶出[27-28],这可能是由于模拟液对再生塑料颗粒的溶胀作用和酸溶解作用导致[29]。其中PP、PE在3%乙酸溶液中重金属Pb、Cd、Cr的溶出量与张琳研究的结果大致相同[30]。由图3可以看出,再生塑料颗粒PP和PS在4种模拟液中重金属的溶出量相较于其他3种再生塑料颗粒的较低,对人体危害相对较小。在25 ℃时,重金属Cu在10 %乙醇中的溶出量大于3 %乙酸的溶出量,其中PP再生塑料颗粒中的重金属Cu在3 %乙酸中的溶出量达到60.04 μg·L−1,而Cu在10 %乙醇中的溶出量达到86.97 μg·L−1。此外,在温度为25 ℃时,部分重金属Cu、Cd、Cr在3 %乙酸的溶出量高于50 %乙酸中这3种重金属元素的溶出量,其中再生塑料颗粒PE中的重金属Cr在3 %乙酸中溶出量为1 190.87 μg·L−1,比50 %乙酸中Cr的溶出量多82.49 μg·L−1,再生塑料颗粒PE中重金属Cu在3%乙酸中溶出量为257.87 μg·L−1,比50 %乙酸中Cu的溶出量多57.71 μg·L−1,这可能是由于所有重金属元素的最大溶出量对应着一个pH阈值[31],即在达到 pH 阈值前,模拟液中重金属的溶出量随着 pH 的降低而升高直到达到阈值,而当溶出量达到最大值时,pH 继续降低,重金属溶出量却随之降低。
-
1) 温度是影响5种再生塑料颗粒的重要因素,温度越高6种重金属溶出量越大。其中Cr的溶出量最大。
2) 接触时间是5种再生塑料颗粒中重金属溶出的因素之一,随着溶出时间增长,5种再生塑料颗粒样品中5种重金属Pb、Mn、Cu、Cd、Hg溶出量总体上呈稳步上升的趋势,在前100 h内溶出量增长较快,100 h后溶出量增长变缓。
3) 5种再生塑料颗粒中重金属溶出与模拟液种类有关,在相同温度和接触时间下,4种模拟溶液中重金属溶出量由大到小大致为:50 %乙酸、3 %乙酸、10 %乙醇、95 %乙醇。
典型进口再生塑料颗粒中重金属溶出特性及其影响因素
Dissolution characteristics of heavy metals in typical imported recycled plastic granules
-
摘要: 为了解我国进口再生塑料颗粒中重金属溶出特性,以某检测机构的5种再生塑料颗粒PP、PE、PS、PET和ABS为研究对象,研究不同温度、不同接触时间和不同模拟液等条件下,再生塑料颗粒中重金属溶出特性。结果表明,在25、40、70 ℃这3种温度下,PP、PE、PET和ABS再生塑料颗粒中重金属铬、铅、锰、镉、汞和铜的溶出量随着温度的升高而增加,PS中重金属浓度随温度升高变化不大;随着接触时间的增长,样品中的6种重金属Cr、Pb、Mn、Cu、Cd、Hg溶出量增长趋势由快至慢,5种再生塑料颗粒中重金属Cr的溶出浓度最高;PE、PS、PET和ABS再生塑料颗粒在4种模拟液中重金属溶出量大小整体呈现出:50%乙酸>3%乙酸>10%乙醇>95%乙醇,但PP再生塑料颗粒中重金属Cu在3%乙酸中的溶出量比10%乙醇中的多。本研究结果可为建立塑料接触材料及制品中重金属溶出量的标准方法提供依据。Abstract: In order to understand the dissolution characteristics of heavy metals in imported recycled plastic granules in my country, five recycled plastic granules PP, PE, PS, PET and ABS from a testing institution in Chengdu were used as the research objects. Dissolution characteristics of heavy metals in recycled plastic particles under conditions such as liquid. The results showed that the dissolved amounts of heavy metals chromium, lead, manganese, cadmium, mercury and copper in the five recycled plastic particles increased with the increase of temperature at three temperatures of 25, 40 and 70 °C. The concentration of heavy metals didn’t change much with the increase of temperature; with the increase of contact time, the dissolution amount of six heavy metals Cr, Pb, Mn, Cu, Cd and Hg in the sample first increased rapidly and then increased slowly, and The dissolution concentration of the heavy metal Cr of in the five recycled particles is the highest; the dissolution of the five types of recycled plastic particles in the four simulated solutions showed the overall size: 50 % acetic acid > 3 % acetic acid > 10 % ethanol > 95 % ethanol, but the dissolved amount of heavy metal Cu of PP recycled plastic particles in 3 % acetic acid was more than that in 10 % ethanol. The results of this study can provide a basis for establishing the standard method and national standard of heavy metals in plastic contact materials and products in our country.
-
Key words:
- imported recycled plastic particles /
- dissolution test /
- temperature /
- contact time /
- simulated solution
-
谷氨酸(glutamic acid,GA),化学名称为α-氨基戊二酸(C5H9NO4),为无色或白色晶体,微酸性,有鲜味,微溶于水,等电点为3.22[1]。以我国普遍生物质谷氨酸发酵工艺水平计算,发酵产谷氨酸一般在100 g·L−1左右,按照一步等电点结晶后母液中未结晶剩余的谷氨酸20 g·L−1计算,首次等电点回收率仅为80%左右。等电母液中谷氨酸含量丰富,具有COD高、pH低、总氮含量高等特征,难以进行生化处理,而未经处理的母液直接排入水体易造成水体富营养化,破坏水环境,造成资源严重浪费[2-3]。从等电母液中二次回收谷氨酸主要有以下2种方法:一是高温多效蒸发工艺[4-5],该工艺大大减少了硫酸和液氨等的消耗,但容易带来高能耗、低结晶质量问题;二是离子交换等电工艺[6-7],其谷氨酸回收率高,但同时产生较多冲洗废水,增加环境负荷。因此,在平衡谷氨酸提取收率和产品质量的前提下对等电母液进行资源化利用,寻找低能耗、低物耗、低废水量的新型谷氨酸提取技术已迫在眉睫。
冷冻浓缩技术[8-10]利用污水冰点低于净水冰点这一原理。在冷冻过程中,由于介质分布不均匀,相对纯净的水会优先以固态冰晶形式析出,与污水共存,而剩余的污染杂质仍然以液态存在,随着固态冰晶的增多,液相中杂质浓度也会增高,进而形成杂质浓度较高的浓缩液[11-12]。与蒸发浓缩相比,冷冻浓缩具有能耗低、无污染、更安全等优势[13-14]。
为降低等电母液危害,实现废水中谷氨酸的资源化利用,本研究探索了冷冻浓缩法与等电点结晶相耦合的新型浓缩技术。采用该技术处理味精生产过程中谷氨酸等电母液,对谷氨酸进行了二次提取,以有效回收利用谷氨酸资源。同时探讨了过饱和度、成冰率、育晶温度、晶种添加量、晶种目数等谷氨酸结晶影响因素,以期为谷氨酸等电母液二次结晶技术提供参考。
1. 材料与方法
1.1 材料与仪器
模拟废水采用味精生产过程中谷氨酸酵母液第1次等电点结晶后分离的酵母液废液(等电母液),其中含有未能结晶析出的谷氨酸,为高COD、高氨氮废液。
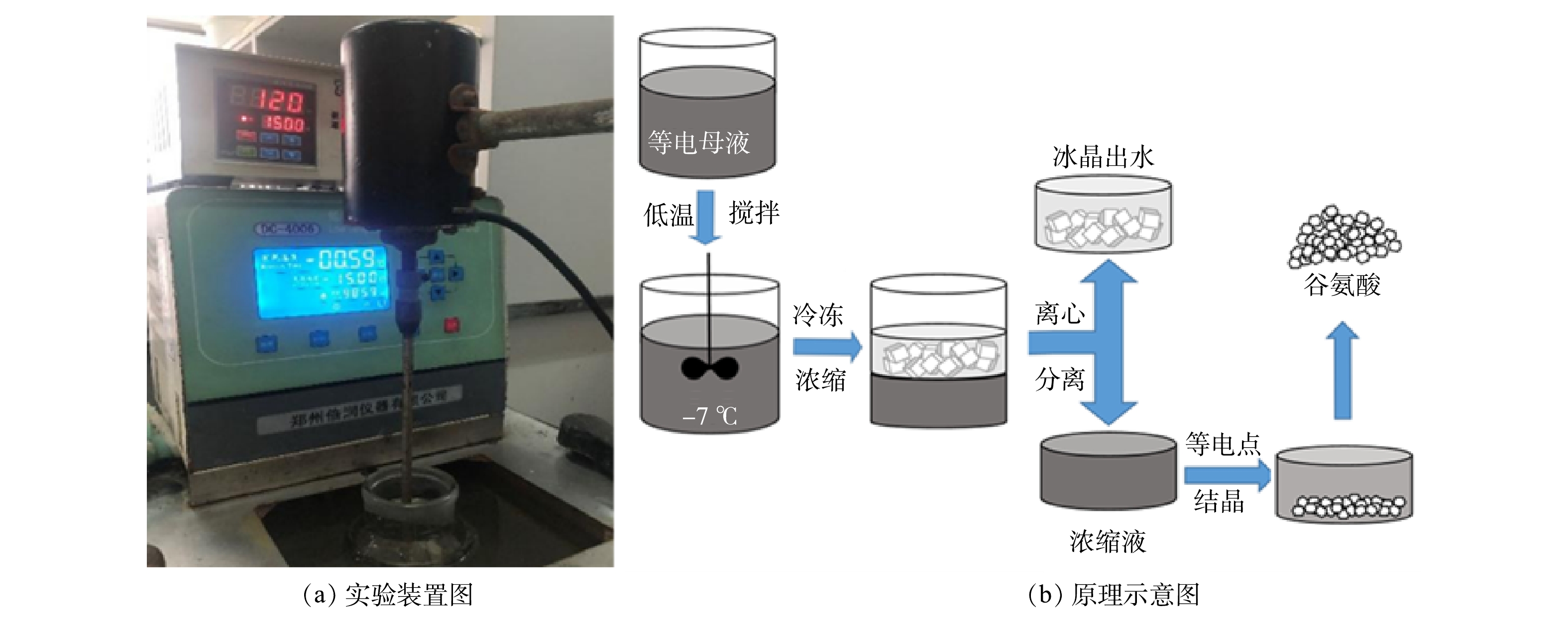
实验装置和原理示意图如图1所示。实验仪器主要包括:DC-4006型低温浴槽(郑州倍润仪器有限公司);JJ-1A型电动搅拌器(上海比朗仪器有限公司);80-1型离心机(江苏金坛市白塔新宝仪器厂); L5型紫外-可见分光光度计(上海仪电分析仪器有限公司);LB-901型COD消解仪(青岛路博伟业环保科技有限公司);PHSJ-3F型实验室pH计(上海仪电科学仪器股份有限公司); Multi 350i型多参数测定仪(德国WTW公司);Falcon EDAX型X射线光电子能谱仪(英国Thermo Fisher);JSM-6360LV型扫描电子显微镜(日本JEOL公司)。
1.2 实验方法
1)首先配置谷氨酸质量浓度为20 g·L−1的等电母液待用。取500 mL配好的谷氨酸等电母液于广口瓶中,置于低温浴槽中冷冻。在冷冻浓缩过程中,设置搅拌转速为160 r·min−1、冷冻温度为−9 ℃。通过自制的离心分离装置将溶液中悬浮态冰晶和浓缩液进行分离,分别得到含冰率为30%、40%、50%、60%、70%、80%、90%的浓缩液。为了提高冰晶的出水水质,将冰晶出水进行二级冷冻。
2)将浓缩液放在恒温育晶装置中,调节温度为0、5、10、15、20 ℃,加硫酸调节溶液pH到4.0~4.5,加入晶种,静置2 h,缓慢加酸至pH为3.22(等电点),搅拌4 h,后静置沉降2 h,将析出的谷氨酸抽滤分离,再用无水乙醇清洗。
3)在调节pH等电点结晶前,分别加入80、120、150、200目的晶种,同时控制晶种添加量为1%、3%、5%、7%。根据式(1)计算能耗。该低温废水处理过程消耗的电功率根据式(2)计算。
stringUtils.convertMath(!{formula.content}) (1) 式中:Q为能耗, kJ;C水为等电点废液的比热容,取4.1 kJ·(kg·℃)−1;M为等电母液的质量,为0.5×103 kg;△t1=25 ºC;△fusH为冰的熔化焓,为3.35×105 J·kg−1, C冰为冰的比热容。取2.06×102 J·(kg·℃)−1;△t2为冰降温的温差,△t2=10 ºC。
stringUtils.convertMath(!{formula.content}) (2) 式中:E为消耗的电功率,kW;C为制冷即的制冷系数,取C=2.5,,t为时间,s。
1.3 分析方法
采用紫外-可见分光光度法测定吸光度;采用重铬酸钾法测定 COD(GB/T 11914-1989);采用pH计测定pH,采用哈希法测定总氮;采用多参数测定仪测定电导率;采用的激光粒度粒径分析仪测定固体粒径;采用生物传感器测定谷氨酸浓度;通过生物传感器快速测出谷氨酸浓度,实验采用SEM观测固体微观形貌;采用XRD技术进行元素分析。
2. 结果与讨论
2.1 成冰率
1)成冰率对浓缩液浓度的影响。在谷氨酸冷冻浓缩时,随着成冰率的提高,谷氨酸浓度也会随之变化,不同过饱和度的谷氨酸等电点结晶对结晶量和晶体晶型均有影响。1 000 mL谷氨酸母液(20 g·L−1)在不同成冰率下的浓缩液谷氨酸浓度变化如表1所示。由表1可见,谷氨酸浓度随成冰率的提高而增加。浓缩液过饱和度越大,越利于谷氨酸等电点结晶析出,但在高成冰率时,冰晶表面吸附更多杂质,从而导致冰晶纯度下降。
表 1 不同成冰率下浓缩液谷氨酸浓度Table 1. Glutamic acid concentration in concentrated solution with different ice formation rate成冰率/% 冰晶量/mL 谷氨酸浓度/(g·L−1) 30 150 25.91 40 200 29.93 50 250 34.88 60 300 42.53 70 350 54.73 80 400 78.74 90 450 148.10 | Show Table DownLoad:
CSV
DownLoad:
CSV
2)成冰率对提取量的影响。冷冻浓缩过程中溶液成冰率对谷氨酸提取量的影响结果如图2所示。由图2可以看出,将1 000 mL等电母液冷冻浓缩,浓缩液中谷氨酸浓缩倍数随成冰率的增加而增加。当冰相增加时,浓缩液就相对减少,导致谷氨酸含量随之减少。同时,由于谷氨酸在不同温度下的饱和度不同,将浓缩液在不同温度下等电结晶时,晶体析出的量也会有所不同。综上结果可知,当含冰率为80%(冰800 mL、浓缩液200 mL)、等电结晶温度为0 ℃时,谷氨酸提取量达到最大值,为12.57 g。
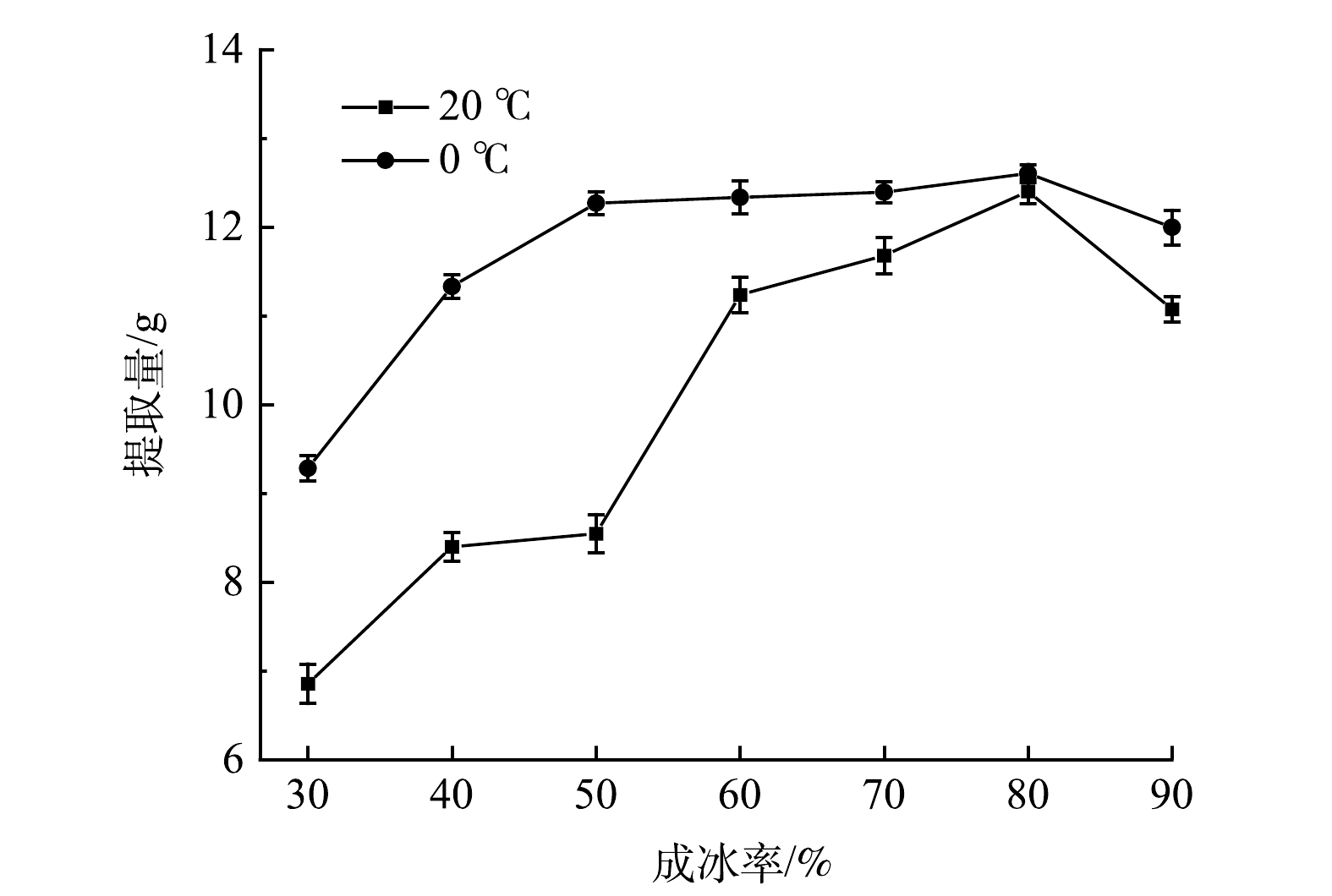 图 2 不同成冰率对谷氨酸提取量的影响Figure 2. Effect of different ice formation rate on glutamic acid extraction
图 2 不同成冰率对谷氨酸提取量的影响Figure 2. Effect of different ice formation rate on glutamic acid extraction3)成冰率对谷氨酸结晶质量的影响。不同成冰率下浓缩液等电结晶固体的XRD表征结果见图3。由图3可见,不同成冰率下产生的谷氨酸典型衍射峰可对应α型结晶(JCPDS 30-1740)和β型结晶(JCPDS 30-1701)的标准卡尺。当成冰率为30%、40%、50%时,在2θ为10°处有明显的结晶特征峰,说明在较低的成冰率条件下,浓缩液等电点结晶析出的晶体为β型;当成冰率大于60%时,等电结晶析出的晶体多为α型谷氨酸。但当成冰率达到80%~90%时,即浓缩液谷氨酸浓度过大时,析出的晶体大部分为α型,其中会掺杂少量β型晶体。
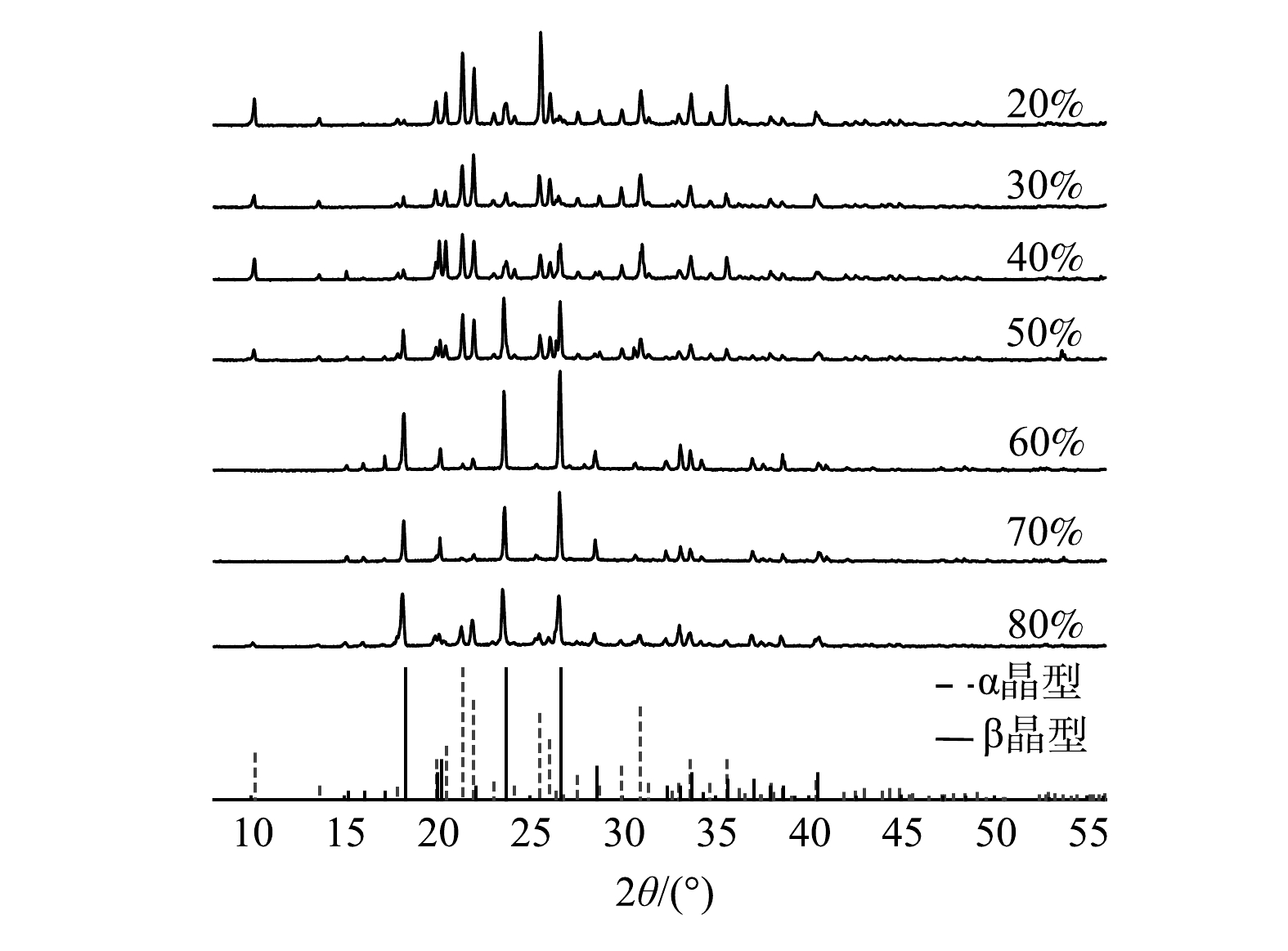 图 3 不同成冰率下谷氨酸晶体的XRD图谱Figure 3. XRD patterns of glutamic acid crystals at different ice formation rates
图 3 不同成冰率下谷氨酸晶体的XRD图谱Figure 3. XRD patterns of glutamic acid crystals at different ice formation rates谷氨酸结晶一般有2种晶型:α晶型和β晶型。α型谷氨酸分子结构为环状,β型谷氨酸分子结构为链状。由于β型谷氨酸晶体更稳定,在等电点结晶过程中也更容易形成β型谷氨酸晶体[15]。但根据奥斯瓦尔德定律[16],在等电点结晶时最初先形成亚稳态的α型晶体,随后再转变为更稳定的β型晶体。α型谷氨酸晶轴长度相近,晶体呈多面棱形颗粒,颗粒分散具有分离效果好,易沉淀,纯度高等优点;而β型谷氨酸晶轴长度差异大,晶体多呈针状、粉末状或者片状,晶体分离效果差、纯度低,所以工业生产中希望获得α型结晶。
图4为成冰率为50%、70%、80%时谷氨酸结晶的扫描电子显微镜图。由图4(a)可以看出,当成冰率为50%时,等电点结晶得到的谷氨酸为片状。这表明该条件下得到的为β型谷氨酸。由图4(b)可见,在成冰率为70%时,等电点结晶析出的谷氨酸从晶体形貌看为六棱形块状。这表明该条件下得到的为α型谷氨酸。由图4(c)可见,等电点结晶析出的谷氨酸晶体大部分是块状晶体,但同时也能够看到有针状和片状的谷氨酸存在。这表明当成冰率增大到80%后,在产生大部分为α型谷氨酸的同时也掺杂了少部分β型谷氨酸,这与谷氨酸X射线衍射图谱的分析一致。当成冰率增大时,浓缩液等电结晶析出的谷氨酸晶体α型谷氨酸增多,但当成冰率大于80%后,又有β型谷氨酸产生。
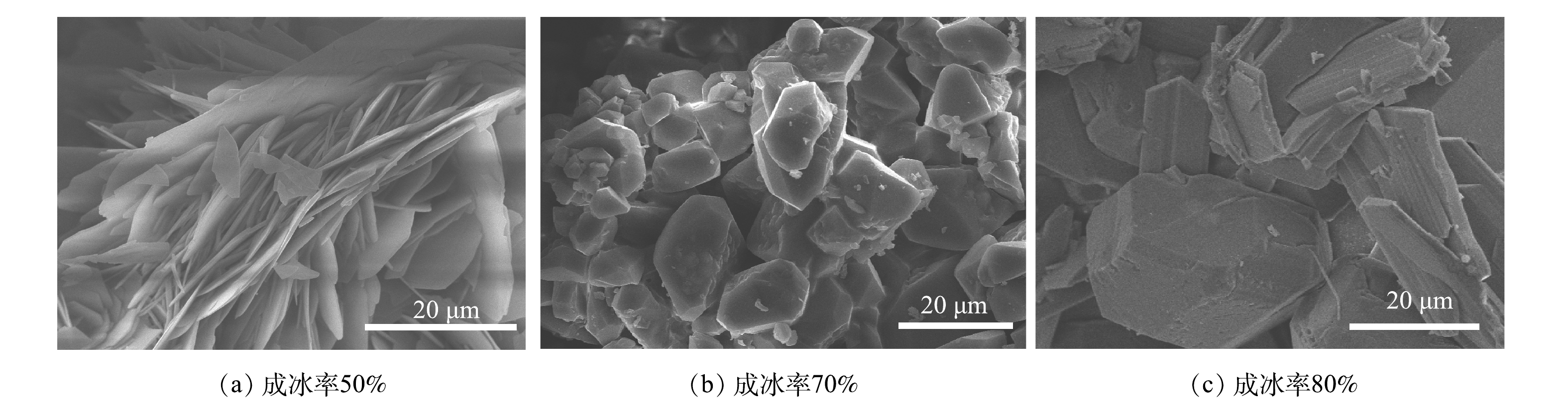 图 4 不同成冰率下谷氨酸结晶的扫描电子显微镜图Figure 4. SEM images of glutamic acid crystals at different ice contents
图 4 不同成冰率下谷氨酸结晶的扫描电子显微镜图Figure 4. SEM images of glutamic acid crystals at different ice contents在对浓缩谷氨酸母液进行冷冻过程中,成冰率是影响谷氨酸浓缩倍数最关键的因素。从提取量上来看,当成冰率为80%时,谷氨酸提取量最高,但是由于谷氨酸浓度过高影响了结晶形态。结合此条件下获得的谷氨酸晶体的XRD和SEM图可知,80%成冰率时产物为α型谷氨酸和β型谷氨酸的混合物,严重影响了工业上谷氨酸结晶的质量。因此,需要进一步优化工艺条件,以在获得最大提取量的同时,结晶析出晶体光泽、颗粒大、纯度高的α型谷氨酸。
2.2 育晶温度
在等电母液冷冻浓缩后,将冰水混合物离心分离得到浓缩液。将浓缩液进行二次等电点结晶,测定不同育晶温度下谷氨酸结晶量。由图5可见,当育晶温度为0 ℃时,析出的谷氨酸晶体最多。但由于在0 ℃以下时溶液将会到达冰点,故不做考虑。从理论上分析,由于谷氨酸的饱和度会随着温度的下降而降低,所以在较低的育晶环境下,谷氨酸析出的量也会增多。
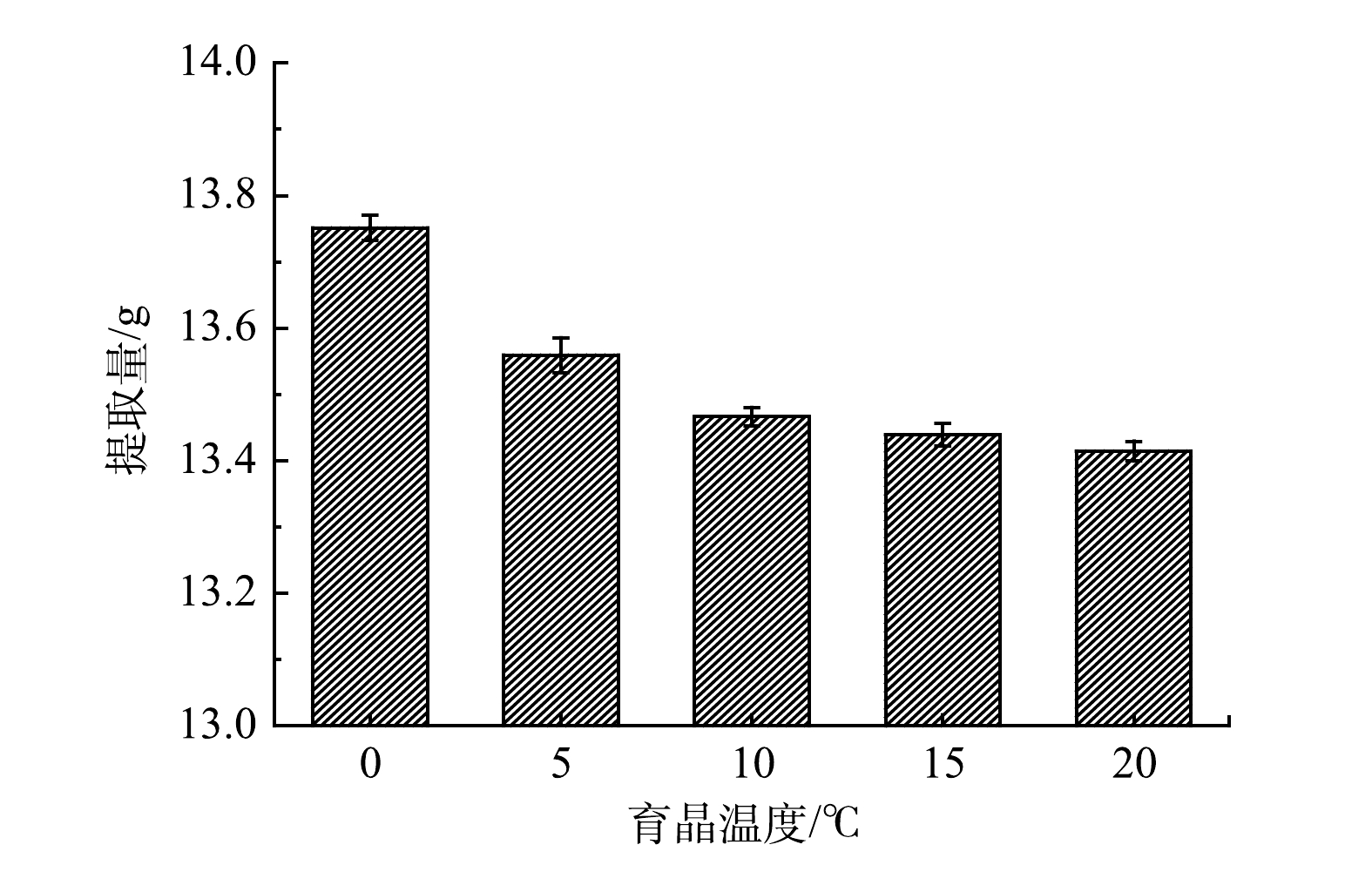 图 5 不同育晶温度对谷氨酸提取量的影响Figure 5. Effect of different crystal growth temperature on glutamic acid extraction
图 5 不同育晶温度对谷氨酸提取量的影响Figure 5. Effect of different crystal growth temperature on glutamic acid extraction图6反映了不同育晶温度下析出的谷氨酸晶体粒径分布情况。育晶温度越高,粒径分布越集中,但同时也明显有更多的细晶析出。在冷冻浓缩等电结晶时,粒径分布较宽,且结晶过程中形成了较多难以分离回收的细晶,造成母液剩余的谷氨酸量高、收率低。因此,为控制谷氨酸结晶时晶体粒径在最佳的分布范围中,尽可能降低母液中剩余谷氨酸量,提高谷氨酸回收率和结晶质量,关键在减少细晶的产生。
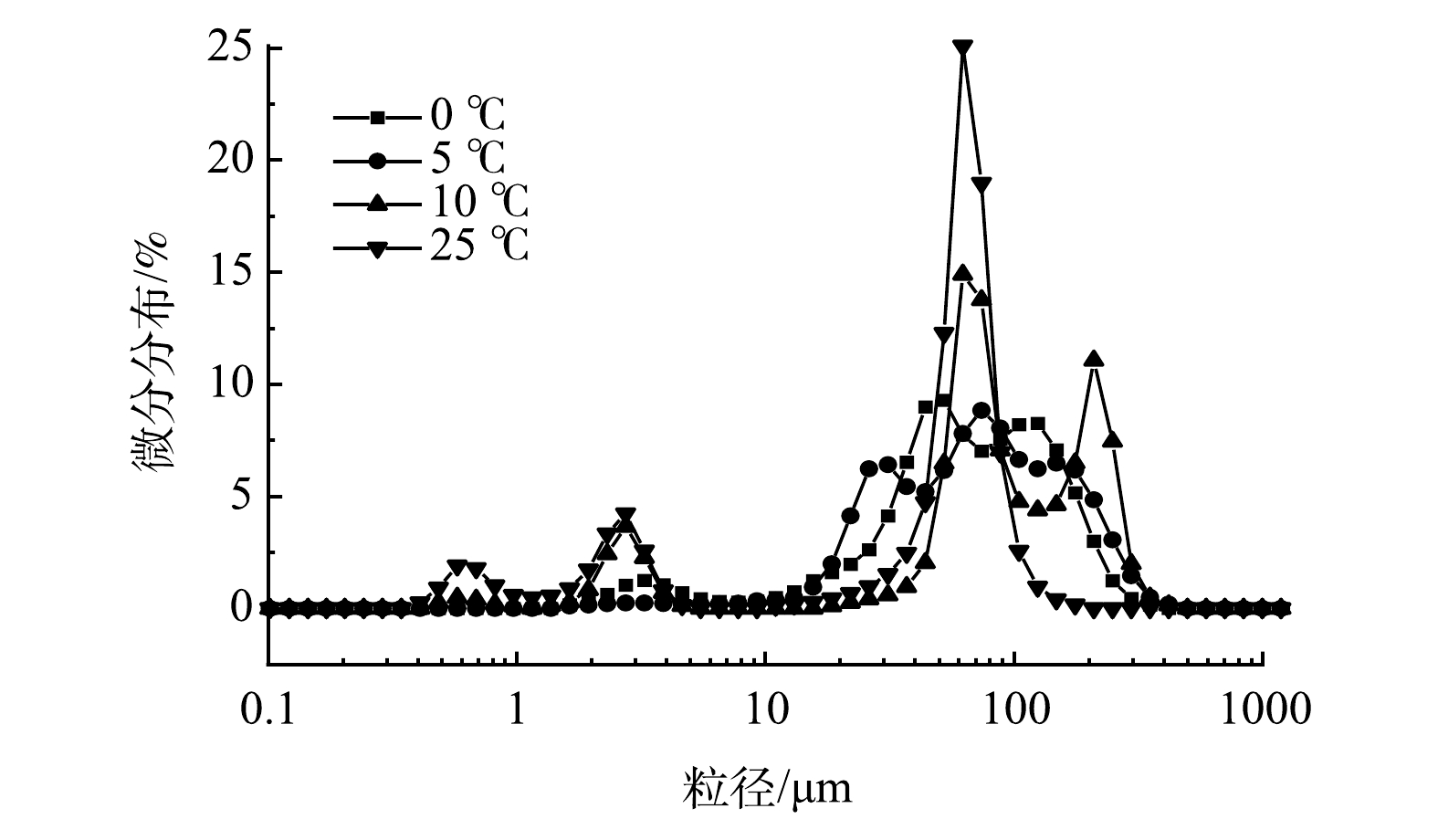 图 6 育晶温度对谷氨酸晶体粒径分布的影响Figure 6. Effect of crystal growth temperature on the size distribution of glutamic acid crystals
图 6 育晶温度对谷氨酸晶体粒径分布的影响Figure 6. Effect of crystal growth temperature on the size distribution of glutamic acid crystals2.3 晶种对谷氨酸晶型的影响
从结晶动力学角度上来看,添加谷氨酸晶种能防止由于区域内浓度过高所导致的突然产生过多的无规则晶核而发生聚晶现象,同时也能为谷氨酸结晶提供质量较好的α晶型[17],提高结晶质量和回收率。溶液在由不饱和到饱和有晶核产生要经历稳定区、介稳区、不稳定区3个区间。在介稳区,自发成核不会产生,但当晶种存在时,晶体会发生二次成核。介稳区控制了晶体的生长,所以晶种的投放应控制在介稳区[18]。由图7可见,添加晶种后在2θ为10°处的β型谷特征峰明显消失。
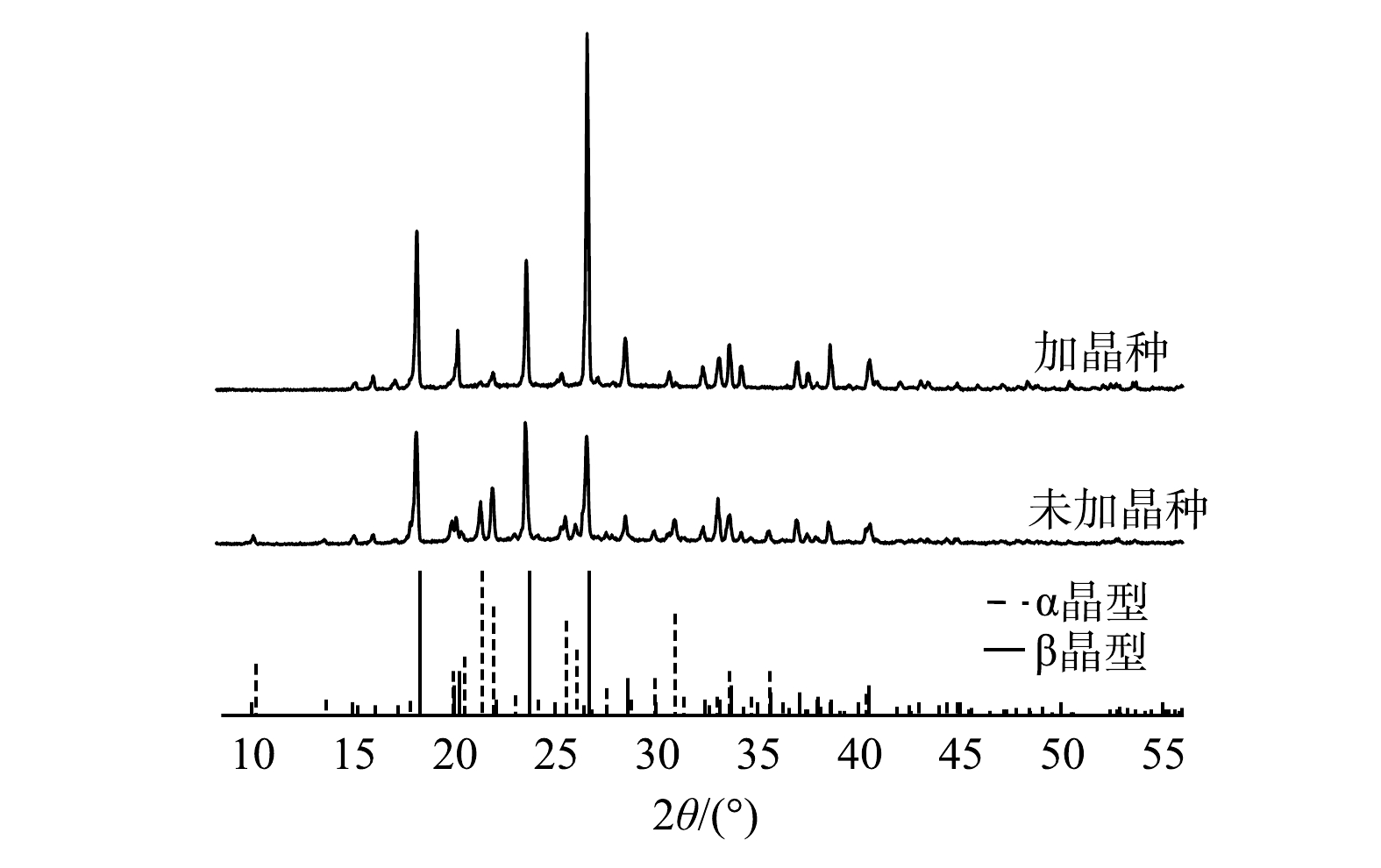 图 7 添加晶种对谷氨酸晶体XRD图谱的影响Figure 7. Effect of seed addition on XRD patterns of glutamate crystals
图 7 添加晶种对谷氨酸晶体XRD图谱的影响Figure 7. Effect of seed addition on XRD patterns of glutamate crystals2.4 晶种添加量对谷氨酸提取量的影响
在1 000 mL母液中分别添加1%、3%、5%、7%的α型谷氨酸晶种,调节pH到等电点进行等电点结晶,结晶析出的谷氨酸提取量如图8所示。谷氨酸晶种添加时间在溶液介稳区,此时溶液中还没有自发的晶核生成。当晶种添加量为3%时,析出的谷氨酸最多,可达13.448 g;而当晶种添加量为7%时,析出的谷氨酸比未添加时少了0.09 g,说明当晶种添加量过多时,溶液中谷氨酸过饱和度变高,影响结晶效果,造成较多的细晶(β型谷氨酸)产生,在沉淀过滤时很难将其与溶液分离,因此,析出的谷氨酸变少。
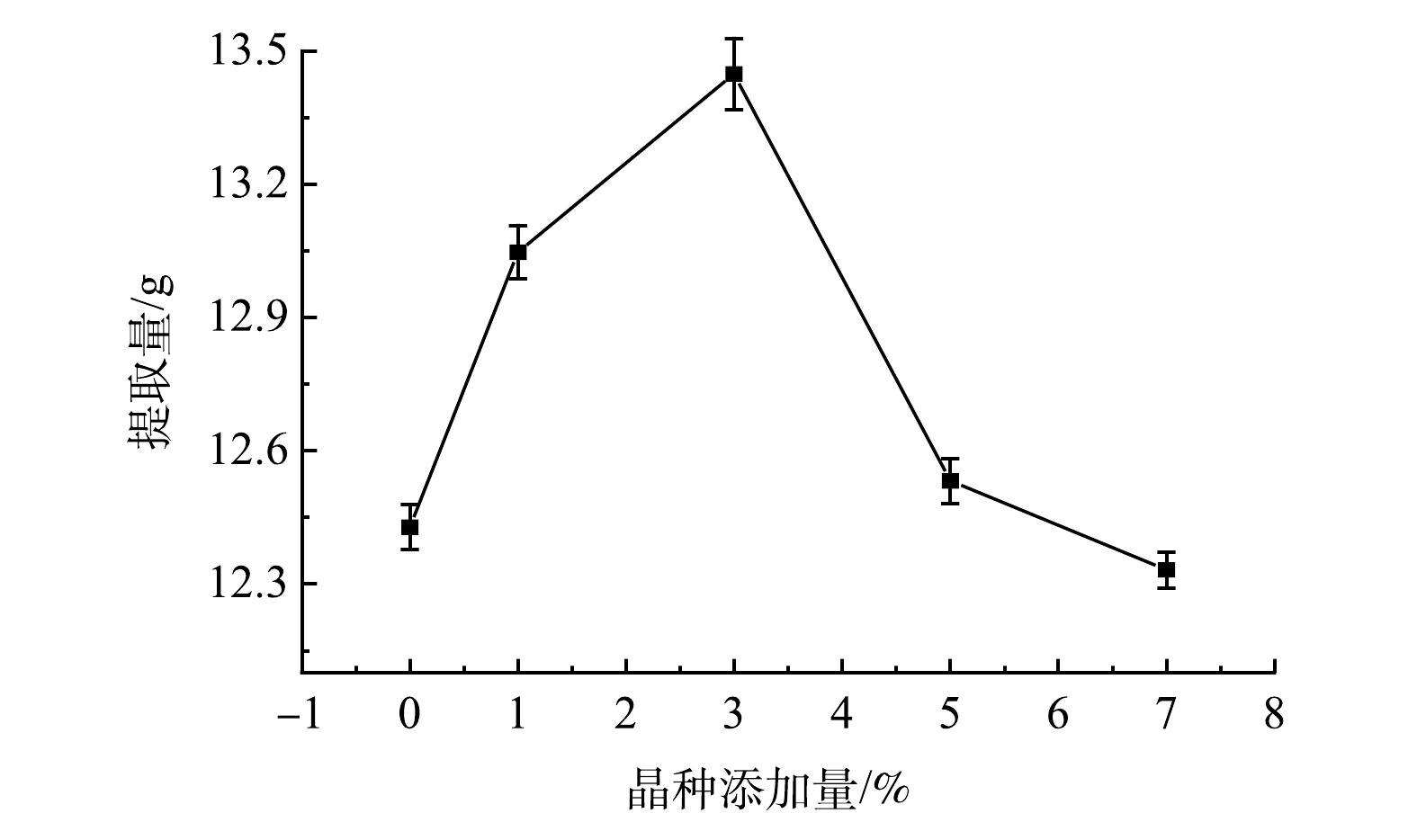 图 8 不同晶种添加量对谷氨酸提取量的影响Figure 8. Effect of different seed addition on glutamic acid extraction
图 8 不同晶种添加量对谷氨酸提取量的影响Figure 8. Effect of different seed addition on glutamic acid extraction图9反映了添加不同含量晶种后析出的谷氨酸粒径分布情况。可以看出,在添加晶种后,峰型变得集中,粒径分布范围变窄,周围没有二次峰的出现。这说明结晶质量变好。但随着晶种添加量增加的同时也发现,细晶也明显增加,侧面说明了当晶种添加量为7%时,产生大量的微晶难以从溶液中分离,使得最后谷氨酸提取量下降。这也与图8的结果相一致,当晶种添加量为7%时,谷氨酸的提取量最低,甚至比未添加晶种时更低。
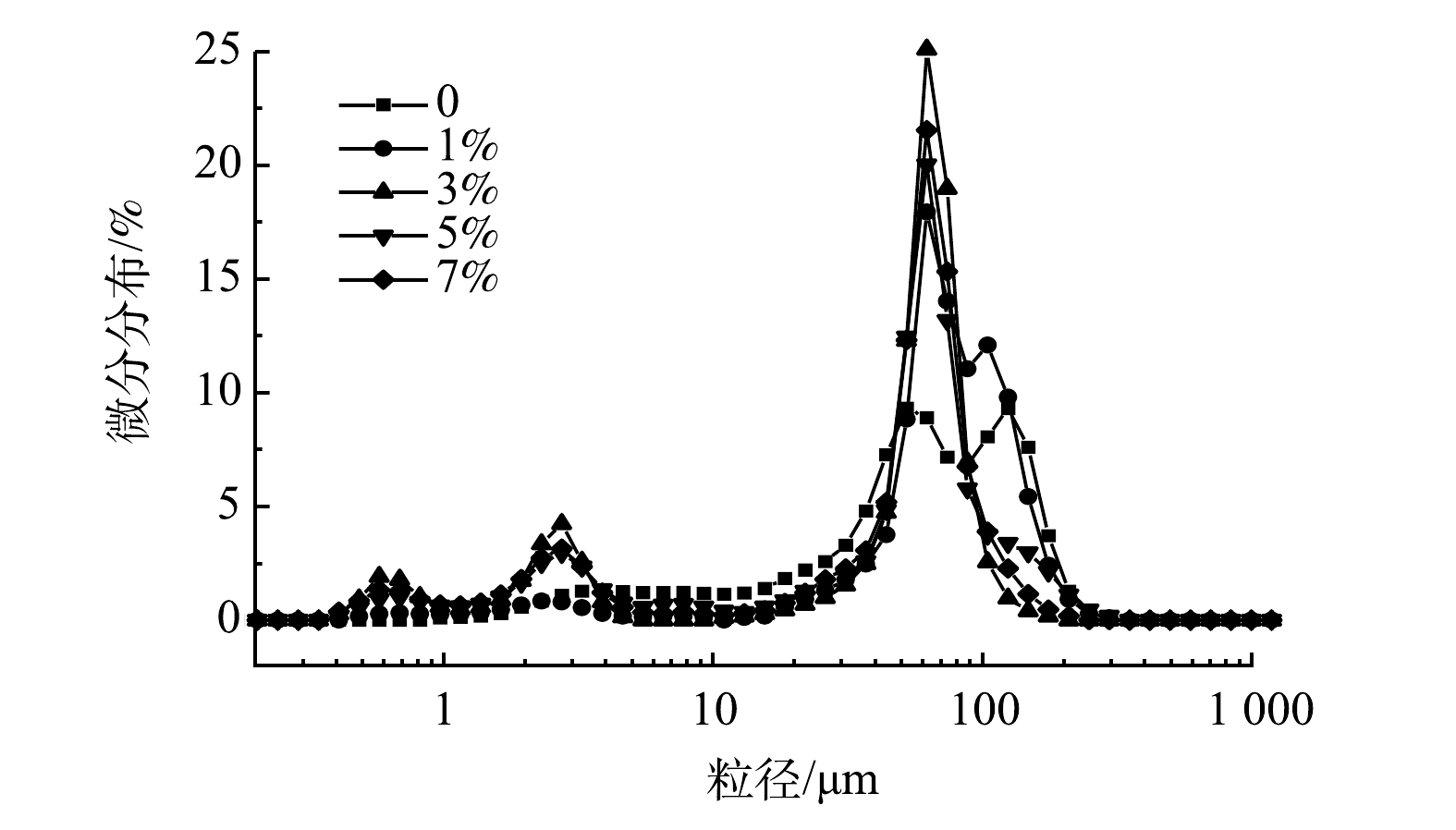 图 9 晶种添加量对谷氨酸结晶粒径分布的影响Figure 9. Effect of seed crystal addition on the size distribution of glutamic acid crystal
图 9 晶种添加量对谷氨酸结晶粒径分布的影响Figure 9. Effect of seed crystal addition on the size distribution of glutamic acid crystal结合上述实验结果分析,添加晶种可进一步优化结晶质量和晶型。当添加量为3%时,谷氨酸提取量和粒径分布均达到最佳效果。没有添加晶种时,若等电结晶过程溶液中谷氨酸浓度到达过饱和度,会在不稳定区出现自发成核的现象,导致晶体容易无序生长,结晶效果不佳。当晶种添加过量时,溶液浓度升高,过饱和度增加。因此,选择3%的晶种添加量为最佳条件。
2.5 晶种粒径对谷氨酸结晶的影响
图10为不同晶种目数对谷氨酸结晶晶体尺寸的影响。可以看出,随着添加晶种的目数增大,结晶析出的谷氨酸细晶量下降,同时析出谷氨酸晶体平均粒径增大。当晶种目数为80目时,粒径分布曲线上出现几个小粒径的特征峰,此时添加的晶种粒径小,成核后有微晶形成;当晶种目数为120目时,粒径分布曲线往右移动,同时小粒径峰型降低,说明增大晶种粒径后结晶粒径明显集中,且细晶也随之减少;当晶种目数为150目时,粒径分布范围缩小,小粒径特征峰消失,结晶效果最佳;当晶种目数为200目时,粒径分布曲线相向右移动,结晶粒径变大,同时有明显的双峰出现。
 图 10 不同晶种目数下谷氨酸粒径分布及筛下物累积曲线Figure 10. The particle size distribution of glutamic acid and cumulative undersize distribution curve at different number of seed crystals
图 10 不同晶种目数下谷氨酸粒径分布及筛下物累积曲线Figure 10. The particle size distribution of glutamic acid and cumulative undersize distribution curve at different number of seed crystals综合以上分析,当添加晶种的量为3%,目数为150目时,结晶产量和质量最佳。由图11不同倍率下的谷氨酸结晶图可以明显看出,该条件下谷氨酸晶体为整齐的六棱形结构,颗粒均匀,表面平整,这为谷氨酸工业产业链提供优质的原材料。
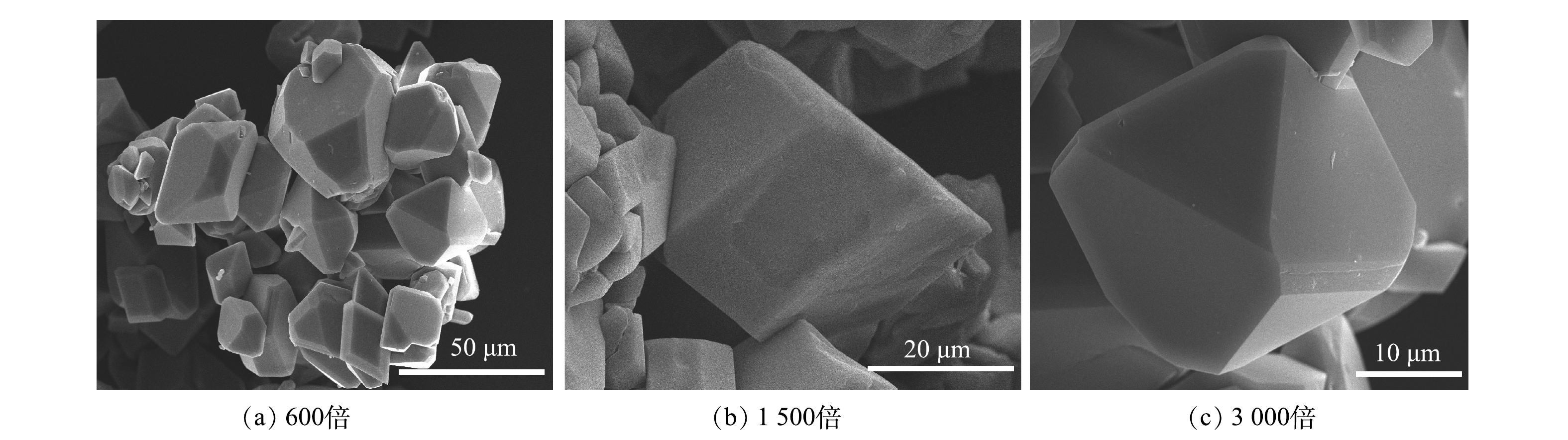 图 11 不同倍率下最优谷氨酸结晶的扫描电子显微镜图谱Figure 11. SEM images of optimal glutamic acid crystals at different magnifications
图 11 不同倍率下最优谷氨酸结晶的扫描电子显微镜图谱Figure 11. SEM images of optimal glutamic acid crystals at different magnifications2.6 能耗成本分析
谷氨酸等电点废液在冷冻结晶过程中,其理论能耗主要归于以下3部分:一部分用于等电点废液的降温;一部分用于等电点废液中水发生从液态变为固态的相变能耗;一部分为冰继续降温至冷冻温度的能耗。等电点废液的原水温度为25 ℃,冷冻温度为-10 ℃,设计处理量为0.5 t·d−1,成冰率为70%。由式(1)和式(2)得该低温废水过程消耗的电功率为0.51 kW,即每h消耗电能0.51 kWh,折算为每吨废母液每小时耗电即24.48 kWh。
3. 结论
1)成冰率是影响谷氨酸浓缩倍数的一个关键因素,当成冰率为70%~80%时,谷氨酸提取量最高。
2)利用冷冻浓缩法进行冷能循环利用,将育晶温度控制在0 ℃可以提高谷氨酸结晶产率。
3)在成冰率为70%、育晶温度0 ℃的条件下,添加质量比3%、目数150目的α型谷氨酸晶种时,谷氨酸结晶产量和质量达到最佳。
4)在冷冻过程中,设置冷冻温度−9 ℃,搅拌速度160 r·min−1时,冰晶纯度最高;成冰率越低则冰晶纯度越高,但考虑到谷氨酸结晶产率和质量,成冰率控制在70%左右。对出水进行二级冷冻,在成冰率为70%的情况下,COD、总氮、电导率去除率分别提高到94.32%、94.70%和95.92%。
-
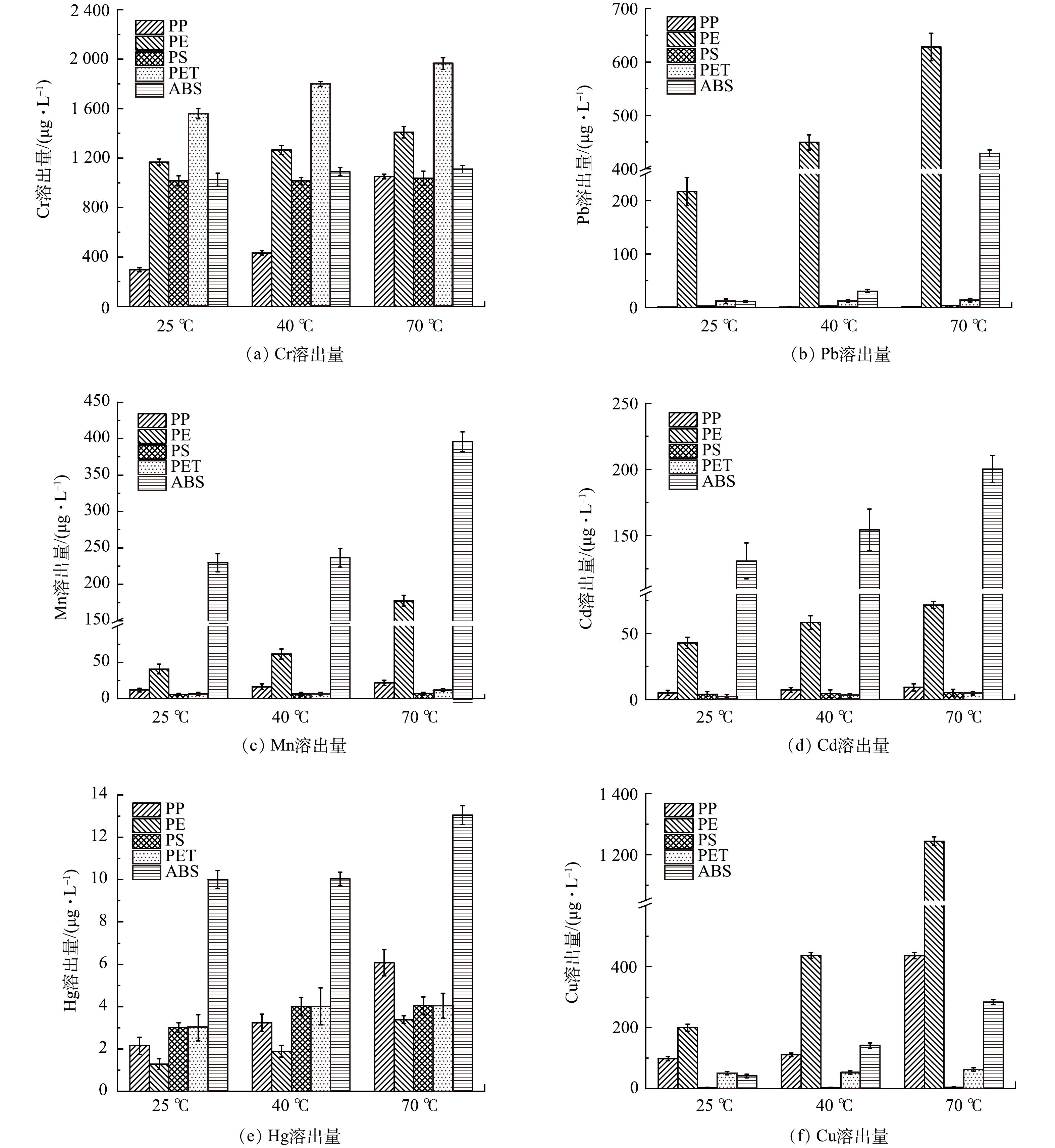
图 1 5种再生塑料颗粒中的各重金属向不同温度50%乙酸的溶出量
Figure 1. Dissolution amount of each heavy metal in 5 kinds of recycled plastic particles to 50% acetic acid at different temperatures
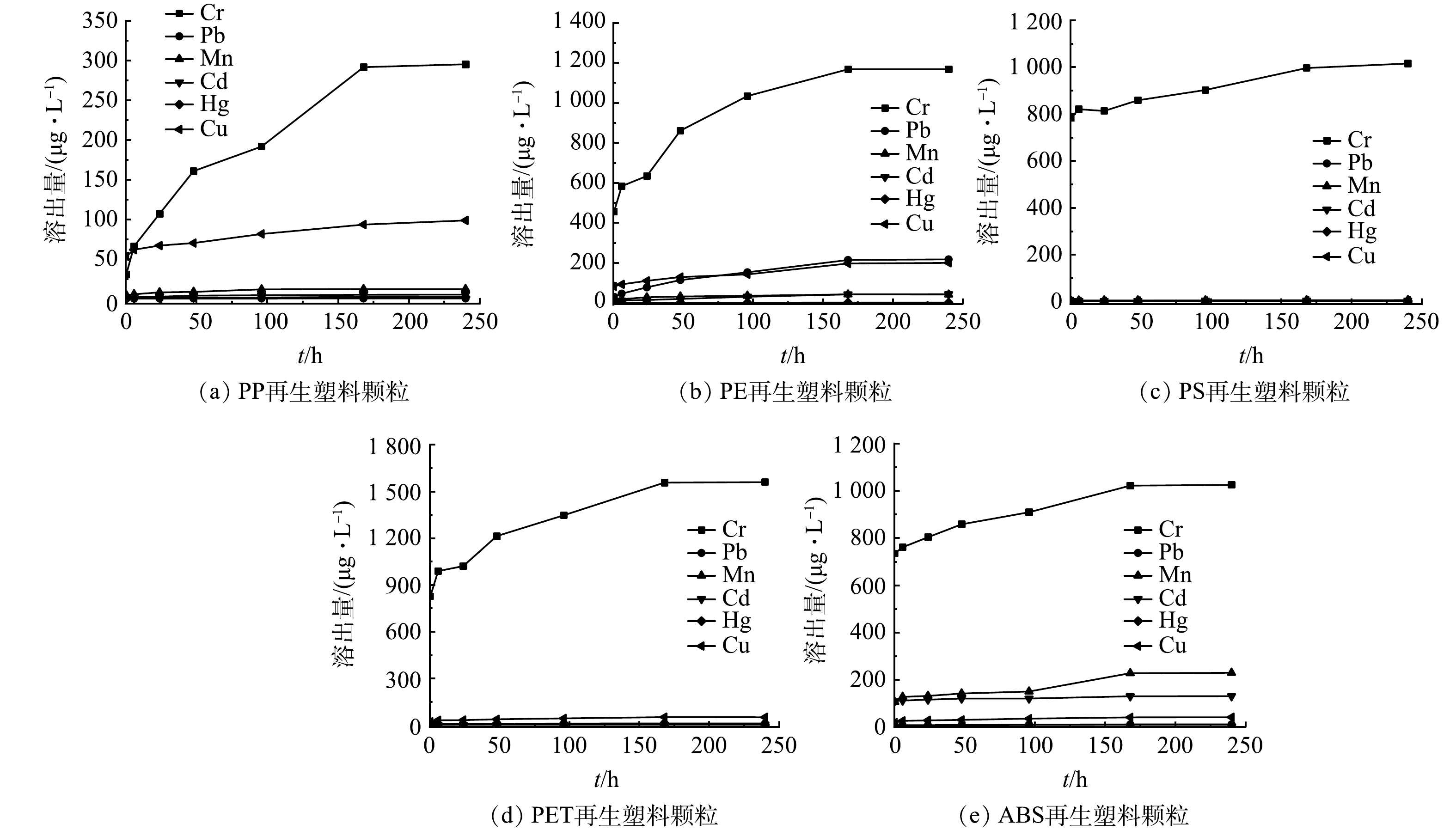
图 2 25 ℃下5种再生塑料颗粒中重金属在50%乙酸条件下的溶出曲线
Figure 2. Dissolution curves of heavy metals in recycled plastic granules in 5 5 kinds of recycled plastic particles under 50% acetic acid at 25 ℃
-
[1] 孙小东, 曹鼎, 胡倩倩, 等. 废弃塑料的化学回收资源化利用研究进展[J]. 中国塑料, 2021, 35(8): 44-54. [2] 再协. 废塑料行业发展空间巨大[J]. 中国资源综合利用, 2016, 34(4): 13. doi: 10.3969/j.issn.1008-9500.2016.04.009 [3] 中华人民共和国国务院办公厅. 禁止洋垃圾入境推进固体废物进口管理制度改革实施方案[EB/OL]. [2017-07-27]. http://www.gov.cn/zhengce/content/2017-07/27/content_5213738.htm. [4] 方胜杰. 中国塑料再生行业发展现状及未来展望[J]. 中国石油和化工经济分析, 2019(4): 30-34. [5] 赵付文, 孙卓军, 高国庆, 等. 食品接触塑料材料中有害重金属迁移量测定方法综述[J]. 化学分析计量, 2015, 24(1): 101-105. doi: 10.3969/j.issn.1008-6145.2015.01.029 [6] GIRI S, MAHATO M K, BHATTACHARJEE S, et al. Development of a new noncarcinogenic heavy metal pollution index for quality ranking of vegetable, rice, and milk[J]. Ecological Indicators, 2020, 113(1): 106214. [7] NUAPIA Y, CHIMUKA L, CUKROWSKA E. Assessment of heavy metals in raw food samples from open markets in two African cities[J]. Chemosphere, 2017: 339-346. [8] 王仑, 孙卓军, 宋晓云, 等. 食品接触塑料中重金属在食品模拟液中迁移[J]. 合成树脂及塑料, 2015, 32(6): 74-81. doi: 10.3969/j.issn.1002-1396.2015.06.022 [9] ARVANITOYANNIS I S, BOSNEA L. Migration of substances from food packaging materials to foods[J]. Critical Reviews in Food Science and Nutrition, 2004, 44(2): 63-76. doi: 10.1080/10408690490424621 [10] LIU X M, SONG Q J, TANG Y, et al. Human health risk assessment of heavy metals in soil-vegetable system: a multimedium analysis[J]. Science of the Total Environment, 2013, 463/464(5): 530-540. [11] 周静, 钱亮亮, 冯洪燕, 等. 电感耦合等离子体质谱法检测塑料饮用吸管中金属元素的迁移量[J]. 食品科学, 2018, 39(8): 276-281. doi: 10.7506/spkx1002-6630-201808043 [12] 中华人民共和国卫生部 生活饮用水卫生标准: GB5749-2006[S] 北京: 中国标准出版社, 2007. [13] 许建林, 阮建, 孙大为. 入境废塑料17 种重金属元素含量检测分析[J]. 浙江万里学院学报, 2011, 24(3): 76-79. doi: 10.3969/j.issn.1671-2250.2011.03.018 [14] 高向阳, 王长青, 高遒竹, 等. 塑料饮用吸管中重金属及其迁移率的测定[J]. 河南农业大学学报, 2014, 48(6): 774-779. [15] 姚春毅, 艾连峰, 郭春海, 等. 采用ICP-MS研究聚酯类食品包装材料中锑向食品模拟物的迁移规律[J]. 中国食品卫生杂志, 2013, 25(1): 12-15. [16] WESTERHOFF P, PRAPAIPONG P, SHOCK E, et al. Antimony leaching from polyethylene terephthalate (PET) plastic used for bottled drinking water[J]. Water Research, 2008, 42(3): 551-556. doi: 10.1016/j.watres.2007.07.048 [17] 中华人民共和国国家卫生和计划生育委员会 食品安全国家标准 食品接触材料及制品迁移试验预处理方法通则 GB 5009.156-2016[S]. 北京: 中国标准出版社, 2017. [18] 中华人民共和国国家卫生和计划生育委员会 食品安全国家标准 食品接触材料及制品迁移试验通则GB 31604.1-2015[S]. 北京: 中国标准出版社, 2016. [19] 中华人民共和国环境保护部. 水质32种元素的测定 电感耦合等离子体发射光谱法: GB HJ 776-2015[S]. 北京: 中国环境科学出版社, 2016. [20] 中华人民共和国国家卫生和计划生育委员会 食品安全国家标准 孕妇及乳母营养补充食品: GB 31601.1-2015[S]. 北京: 中国标准出版社, 2016. [21] 李茜茜, 吴常良. 光伏背板用PET薄膜湿热老化性能研究[J]. 太阳能, 2014(8): 50-52. doi: 10.3969/j.issn.1003-0417.2014.08.015 [22] 杜斌, 杨睿, 谢续明. 聚对苯二甲酸乙二醇酯水热老化过程中的物理和化学变化[J]. 塑料, 2011, 40(5): 24-27. [23] 雷呜, 于中振, 欧玉春, 等. 无机填料对PET结晶行为、力学性能和流变性能的影响[J]. 高分子材料科学与工程, 2001(2): 105-108. doi: 10.3321/j.issn:1000-7555.2001.02.027 [24] 杜斌, 杨睿, 谢续明. 热塑性聚酯的物理老化和化学降解及其相互作用[C]. 2012年全国高分子材料科学与工程研讨会, 2012: 233-234. [25] PIRZADEH E, ZADHOUSH A, HAGHIGHATt M. Hydrolytic and thermal degradation of PET fibers and PET granule: The effects of crystallization, temperature, and humidity[J]. Journal of Applied Polymer Science, 2007, 106(3): 1544-1549. doi: 10.1002/app.26788 [26] 彭湘莲. 食品纸塑复合包装材料中重金属的检测及迁移规律研究[D]. 中南林业科技大学, 2015. [27] 李波. 聚乙烯塑料食品包装材料中有毒有害物质的测定及迁移研究[D]. 太原: 山西大学, 2011. [28] 徐争启, 倪师军, 滕彦国, 等. 矿业活动固体废弃物中重金属元素释放机理的浸出实验[J]. 地质通报, 2012, 31(1): 101-107. doi: 10.3969/j.issn.1671-2552.2012.01.012 [29] 卢任杰, 刘燕娜. 聚酯类食品包装材料中二氧化钛在食品模拟物中的迁移规律[J]. 化学分析计量, 2013, 23(1): 35-38. [30] 张琳. 基于ICP-MS法测定食品包装材料中重金属迁移量[J]. 化学工程师, 2023, 37(4): 29-31. doi: 10.16247/j.cnki.23-1171/tq.20230429 [31] 何绪文, 李静文, 张珊珊, 等. 环境条件对采矿废石中重金属溶出特性的影响[J]. 生态环境学报, 2013, 22(3): 523-527. doi: 10.16258/j.cnki.1674-5906.2013.03.029 -

 点击查看大图
点击查看大图
计量
- 文章访问数: 2648
- HTML全文浏览数: 2648
- PDF下载数: 115
- 施引文献: 0
