

-
化学合成工业的蓬勃发展,在给人类生活带来便捷、高效、舒适生活的同时,亦给生态环境保护和人类健康带来巨大安全隐患。其中,废水中的酚类污染物主要来源于焦化厂、煤气发生站、合成酚厂、制药厂、合成纤维厂等化工生产过程产生的含酚废水[1],酚类化合物在生物体内能够使细胞组织失去活性[2],由于其高毒性、难降解、易生物积累等特性而受到广泛关注[3],苯酚、间甲酚、2,4-二氯酚、对硝基苯酚等6种酚类被列为我国水体优先控制污染物黑名单。如何去除与回收工业废水中的酚类化合物是目前国内外化工与环境领域关注的焦点问题之一。
目前,水体中酚类化合物的常用去除方法主要有萃取法[4]、吸附法[5-6]、生物降解法[7-8]及高级氧化法[9-10]等。溶剂萃取法工艺简单、易操作,但仅用于对高浓度含酚废水进行预处理;吸附法脱酚效率不高,需与其他脱酚方法联用;生物降解法经济可靠,但一般用来处理较低浓度的含酚废水;高级氧化法处理效果好,但成本高,目前工业上应用较少。乳化液膜法在20世纪70年代初期提出,能实现对液相中酚的分离与富集[11],具有低能耗、低成本、界面面积大、传质速率高、操作简单等特点,受到国内外研究者的广泛关注[12-13]。
传统乳化液膜多采用石油基溶剂,如煤油[14-15]、环乙烷[16]、正庚烷[17]等,具有毒性且不可被生物降解、不能再生,如果排放到环境中将对环境产生巨大危害[18]。采用绿色可持续的植物油来代替传统石油基溶剂是目前的一大研究趋势。棕榈油已被报道作为乳化液膜的绿色稀释剂用于分离苯酚(83%)[19]、银(97%)[20]、活性染料(90%)[18]、铬(97%)[21]等,其中分离苯酚的效果并不理想。本研究采用棕榈油作为绿色稀释剂来制备乳化液膜用于去除和回收焦化废水中的苯酚,以聚异丁烯多丁二酰亚胺(T-155)作为表面活性剂同时配以载体正辛醇,以期提高GELM体系分离酚的能力。本研究以模拟含酚废水为研究对象,通过单因素实验研究油内比、表面活性剂浓度、载体浓度、内水相浓度、制乳时间及制乳转速对乳化液膜稳定性的影响,考察表面活性剂浓度、载体浓度、内水相浓度、油内比、乳外比、搅拌转速和萃取时间苯酚去除率的影响,并研究该乳化液膜对不同酚类的去除效果和对苯酚的富集能力,以期为实验室研究与工业化应用提供参考。
-
试剂:工业煤油、氢氧化钠、正辛醇、铁氰化钾、氯化铵、氨水、4-氨基安替比林、苯酚均为分析纯;T-155、棕榈油为工业级;仪器:722光栅分光光度计、JJ-1A160W数显电动搅拌器(金坛新瑞)、JRJ300-SH型剪切乳化搅拌机(上海沪析)。
-
取一定量的乳化液置于玻璃毛细管内,放置24 h,观察破乳情况,记录破乳量,破乳率按式(1)计算。用乳化液膜分离提取模拟废水中的苯酚,苯酚去除率按式(2)计算,提取前后苯酚富集倍数按式(3)计算。
式中:Vt为放置24 h后乳化液的破乳量,mL;V0为放入毛细管中的乳化液的体积,mL;Ƞ为破乳率,%;
ρ0 为模拟废水苯酚初始浓度,mg·L−1;ρA 为萃取水相的苯酚浓度,mg·L−1;ρE 为破乳后水相中的苯酚浓度,mg·L−1;n为脱酚率,%;m为苯酚富集倍数。采用4-氨基安替比林分光光度法(HJ 503-2009)测定废水中苯酚的含量、重铬酸钾法(HJ 828-2017)测定废水的COD。
-
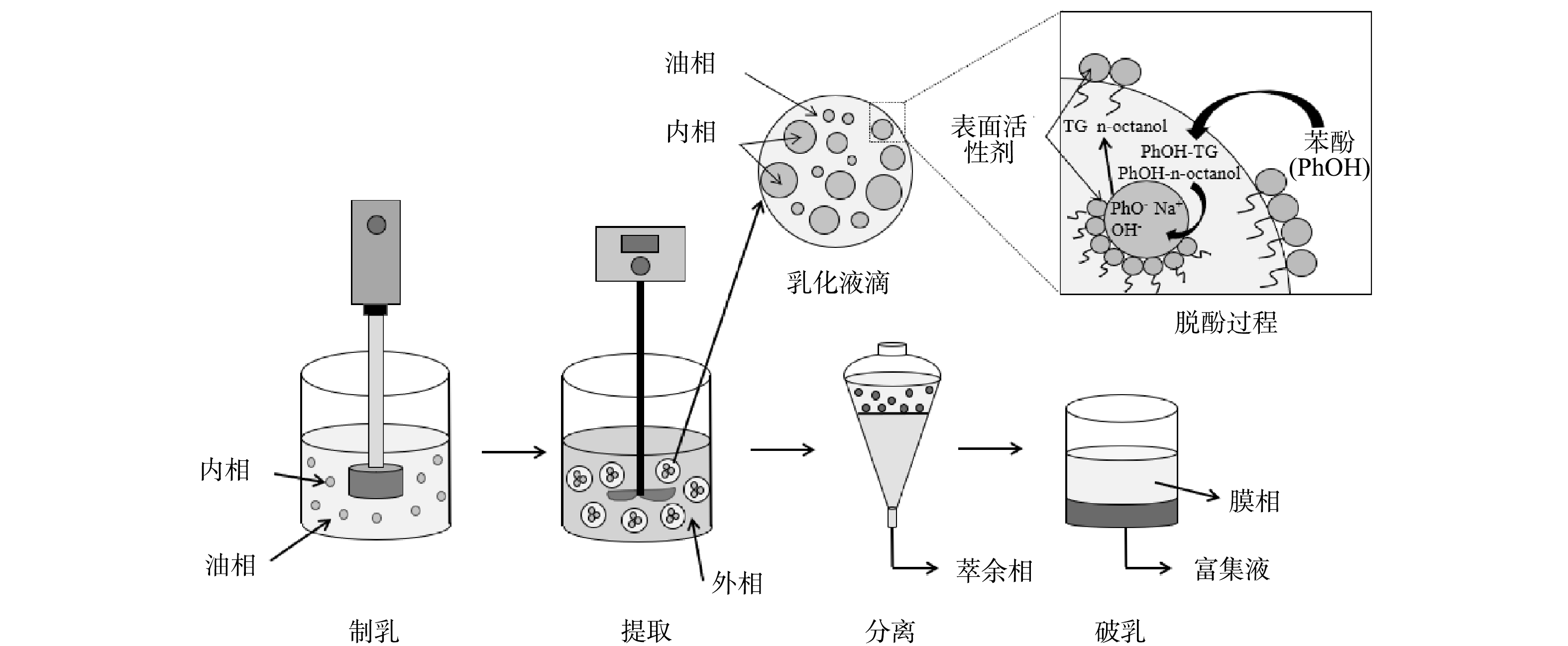
将苯酚与去离子水混合配制成一定浓度的模拟废水,以模拟废水为研究对象,研究制备的乳化液膜对酚的去除能力。有研究指出[22],棕榈油和煤油按7∶3的比例混合得到的乳液最稳定,因此本研究中棕榈油与煤油的比例确定为7∶3。先将棕榈油和煤油按比例混合,然后将表面活性剂溶解于棕榈油和煤油的混合物中,用电动搅拌器对混合物进行搅拌,并加入载体。待搅拌均匀后,加入一定浓度的NaOH溶液作为内相,如图1所示,将搅拌好的液体立即用剪切乳化搅拌机制乳[23],即可制得油包水型(W/O)乳白色油状液膜。按照一定的乳外比(乳液与外相溶液的体积比),将一定量的乳化液加入到含酚废水中,并用电动搅拌器使混合液搅拌均匀。W/O型乳化液分散至外相中形成水包油再包水型(W/O/W)乳化液膜体系。待传质过程结束后,停止搅拌,让混合液静置分层,然后取出50 mL下层清液,用于测定酚含量。同时收集分层后的乳液,通过加热破乳使乳化液与内水相分离,浓缩回收内水相中的苯酚。
-
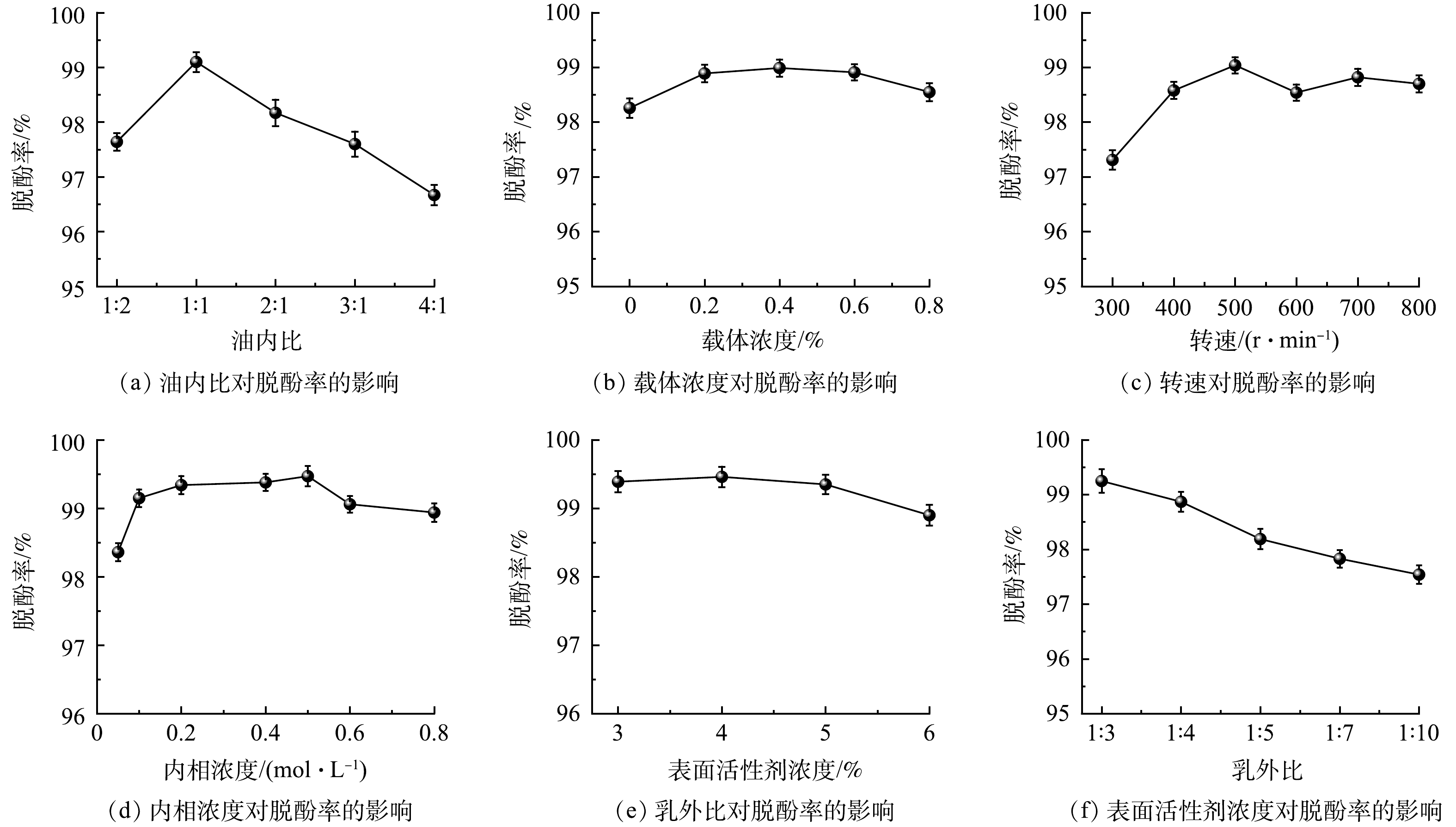
以棕榈油和煤油的混合物为膜溶剂,体积分数为4%的T-155为表面活性剂,体积分数为0.4%的正辛醇为载体,内相浓度为0.1 mol·L−1,制乳转速为1 300 r·min−1,制乳时间5 min,研究不同油内比对乳化液膜稳定性的影响,结果如图2(a)所示。油内比增大时乳化液的破乳率会下降。油内比较低时有机溶剂不足以实现对内相溶液的适当包封,从而使得液膜较薄,乳液不稳定[24]。油内比增大会使得液膜变厚,稳定性提高。但油内比过大会导致液膜的黏度、厚度增大,使待分离物质在膜内的传质速率下降,所以应该在保证稳定性较好的前提下选择较小的油内比。本实验确定油内比为1∶1。在研究表面活性剂浓度、内相浓度、油内比、制乳转速以及制乳时间相同的实验条件下,研究不同载体浓度对乳化液膜稳定性的影响,结果如图2(b)所示。破乳率随着载体浓度的增加会先增大后减小,在载体浓度为0.4%时破乳率最低。AHMAD等[25]指出,过多的载体会使更多的溶质从外相快速转移到内相,导致外相和内相之间渗透梯度的显著变化,从而使得乳化液滴膨胀、液膜破裂。本实验选用载体正辛醇的浓度为0.4%。
以棕榈油和煤油的混合物为膜溶剂,0.4%的正辛醇为载体,油内比为1∶1,内相浓度为0.1 mol·L−1,制乳转速为1 300 r·min−1,制乳时间5 min,研究不同表面活性剂浓度对乳化液膜稳定性的影响,结果如图2(c)所示。可见,破乳率随着表面活性剂的增加会先升高后降低,在表面活性剂浓度为4%时破乳率最低。增加表面活性剂的浓度可以降低表面张力,从而形成更多的细小液滴,产生更稳定的乳液[26]。但随着表面活性剂用量增加到一定量时,会降低了乳化液滴的运动速率,导致液滴发生溶胀[27]。本实验选用表面活性剂T-155的浓度为4%。在研究表面活性剂浓度、载体浓度、油内比、制乳转速以及制乳时间相同的实验条件下,研究不同内相浓度对乳化液膜稳定性的影响,结果如图2(d)所示。当内相浓度为0.1 mol·L−1时,破乳率最低,在内相浓度大于0.1 mol·L−1后,随着浓度的增大,液膜的稳定性变差。KUMAR等[28]指出,在较高内相氢氧化钠浓度下,氢氧化钠会与表面活性剂发生反应,使表面活性剂水解,从而导致乳化液膜的稳定性降低。本实验选用内相浓度为0.1 mol·L−1。
以棕榈油和煤油的混合物为膜溶剂,4%的T-155为表面活性剂,0.4%的正辛醇为载体,油内比为1∶1,内相浓度为0.1 mol·L−1,制乳转速为1 300 r·min−1,研究不同制乳时间对乳化液膜稳定性的影响,结果如图2(e)所示。可见,制乳时间越长,乳化液的破乳率越低,制乳时间大于5 min后,破乳率变化不大。制乳时间越长,液膜粒径就越小,粒径分布范围也就越小,分散效果越好,反之分散效果会降低,导致乳化液膜的稳定性受到影响[29]。并且过长的乳化时间会使得内相液滴一直在高速剪切下,导致进入内相的水的转移速率增加,从而造成膜破损[30]。本实验选用制乳时间为5 min。在研究表面活性剂浓度、载体浓度、油内比、内相浓度以及制乳时间相同的实验条件下,研究不同制乳转速对乳化液膜稳定性的影响,结果如图2(f)所示。制乳转速为1 300 r·min−1时,破乳率最低。油相在剪切力的作用下分散为均匀的乳化液颗粒,当剪切力过大时会破坏乳化液颗粒,使得乳滴半径太小而会快速结合,当膜无法克服碰撞力时便导致乳液液滴破裂[19]。本实验选用制乳转速为1 300 r·min−1。
-
以棕榈油和煤油的混合物为膜溶剂,4%的T-155为表面活性剂,0.4%的正辛醇为载体,内相浓度为0.1 mol·L−1,乳外比为1:3,搅拌转速500 r·min−1,萃取时间5 min,研究不同油内比对100 mg·L−1的模拟苯酚废水去除率的影响,结果如图3(a)所示。油内比是制备乳化液膜时添加的油相与内相的体积比。随着油内比的增加,脱酚率会先升高后降低,当油内比为1:1时脱酚率最高。从经济角度来看,降低油内比可以减少制备乳化液膜原料的使用量,从而提高经济效益;从处理效果方面来看,提高油内比可以形成更稳定的乳液,但油内比过大会使得液膜厚度增加,导致待分离物质在膜内的传质速率下降[31],脱酚率下降。本实验选择油内比为1∶1。在研究表面活性剂浓度、内相浓度、油内比、乳外比、搅拌转速以及萃取时间相同的实验条件下,研究不同载体浓度对100 mg·L−1的模拟苯酚废水去除率的影响,结果如图3(b)所示。随着载体浓度的增加,脱酚率先增加而后基本保持不变。载体正辛醇是直链氢键缔合溶剂,能与酚形成弱氢键缔合物[32],可实现对苯酚的选择性迁移,使得传质效率增大。由于棕榈油中的主要成分甘油三酯可以与苯酚形成苯酚-甘油三酯络合物,故棕榈油的存在有利于Ⅱ型传质,可促进苯酚迁移至膜内,而外加载体有利于脱酚率的进一步提高。当外加载体正辛醇的浓度增加到0.4%时,脱酚率达到最大值,说明此时载体浓度最佳。当载体浓度继续增加时,载体会有富余,经济效益下降,同时载体过多会使得乳液粘度变大而增加传质阻力[33],导致脱酚率降低。因此,本实验选择载体浓度为0.4%。
以棕榈油和煤油的混合物为膜溶剂,4%的T-155为表面活性剂,0.4%的正辛醇为载体,内相浓度为0.1 mol·L−1,油内比为1∶1,乳外比为1∶3,萃取时间5 min,研究不同的搅拌转速对100 mg·L−1的模拟苯酚废水去除率的影响,结果如图3(c)所示。当转速为500 r·min−1时脱酚率最高。搅拌速度越高,强化了乳化液膜的传质过程,同时会产生较大表面积的细小液滴,可促进苯酚转移至膜内[34]。反之,当转速过低时,乳液不易分散完全,导致传质效果不好,脱酚率低。但在过高的搅拌速度下,形成的乳液液滴尺寸小,液膜变薄,乳液液滴会迅速聚结,最终导致膜破裂,脱酚率下降。因此,本实验选择的转速为500 r·min−1。在研究表面活性剂浓度、载体浓度、油内比、乳外比、搅拌转速以及萃取时间相同的实验条件下,研究不同内相浓度对100 mg·L−1的模拟苯酚废水去除率的影响,结果如图3(d)所示。随着内相浓度的增加,当内相浓度小于0.5 mol·L−1时,脱酚率会有所增加,而当内相浓度超过0.5 mol·L−1时,脱酚率不随内相浓度的增大而增加。内相浓度越高,传质推动力增大,脱酚率变大。但NaOH浓度过高会使得乳化液膜的稳定性下降,同时高浓度的内相试剂会在外相和内相之间产生显着的渗透压差,导致乳液液滴尺寸增加,液滴更易破裂[35],ROUHANI等[36]研究也表明,内相试剂浓度过大时会降低液膜厚度,从而导致脱酚率下降。从乳化液稳定性和脱酚率的角度来看,当NaOH浓度为0.2 mol·L−1时液膜破乳率较低,脱酚率也较高,因此,本实验选择内相浓度为0.2 mol·L−1。
以棕榈油和煤油的混合物为膜溶剂,0.4%的正辛醇为载体,内相浓度0.2 mol·L−1,油内比为1∶1,乳外比为1∶3,搅拌转速500 r·min−1,萃取时间5 min,研究不同载体浓度对100 mg·L−1的模拟苯酚废水去除率的影响,结果如图3(e)所示。当表面活性剂浓度为4%时,脱酚率最大。表面活性剂的加入可以降低界面张力,有助于小粒径的乳液液滴的形成,从而增大外相与乳化液膜之间的接触表面积[37],有利于酚的迁移,但当表面活性剂增大到一定量之后会导致液膜厚度增加、界面粘度变大从而使得传质阻力增大[38],脱酚率降低。因此,本实验选择表面活性剂浓度为4%。在研究表面活性剂浓度、载体浓度、内相浓度、油内比、搅拌转速以及萃取时间相同的实验条件下,研究不同乳外比对100 mg·L−1的模拟苯酚废水去除率的影响,结果如图3(f)所示。随着乳外比的增大,脱酚率也相应增大。HUSSEIN等[39]发现较低的乳外比会使得外相和乳液之间的渗透压差增加,从而导致液膜更易破裂,脱酚率下降。而对于一定体积的外水相而言,乳外比越大,用来萃取的乳液量就越大,乳液与外水相的接触面积越大,使得脱酚率提高,但消耗的乳液多,经济效益下降。实际应用中需用较小的乳外比达到所要求的条件。本实验选择乳外比为1∶3。
以棕榈油和煤油的混合物为膜溶剂,4%的T-155为表面活性剂,0.4%的正辛醇为载体,内相浓度0.2 mol·L−1,油内比为1∶1,乳外比为1∶3,搅拌转速500 r·min−1,研究不同的萃取时间对100 mg·L−1的模拟苯酚废水去除率的影响,结果如图4(a)所示。随着萃取时间的增大,脱酚率先升高后降低,当萃取时间为5 min时,脱酚率最大。萃取时间的增加有助于将大的乳液液滴破碎成大量较小的乳液液滴,从而增大传质表面积[40],使得酚与液膜接触越充分,提高脱酚率。但随着萃取时间的延长,由于更多的外相分子转移到内相中,会使乳液溶胀,最终导致膜破裂增加[28],脱酚率下降。因此,本实验选择萃取时间为5 min。在研究表面活性剂浓度、载体浓度、内相浓度、油内比、乳外比以及搅拌转速相同的实验条件下,研究萃取时间对100 mg·L−1的不同酚类模拟废水COD去除率的影响,结果如图4(b)所示。随着萃取时间的增大COD去除率先增大后减小,这与萃取时间对脱酚率的影响规律一致,当萃取时间为5 min时,COD去除率最大,达到73.71%。
以棕榈油和煤油的混合物为膜溶剂,4%的T-155为表面活性剂,0.4%的正辛醇为载体,内相浓度0.2 mol·L−1,油内比为1∶1,乳外比1∶3,搅拌转速500 r·min−1,萃取时间5 min,研究该乳化液膜体系对不同浓度的模拟苯酚废水去除率的影响,结果如图5所示。在初始苯酚质量浓度小于1 000 mg·L−1的情况下,苯酚浓度的变化对脱酚率的影响不大,在初始苯酚质量浓度达到300 mg·L−1时脱酚率最高,达到99.53%。当初始苯酚质量浓度大于1 000 mg·L−1时,随着苯酚浓度的增大,脱酚率有所下降,但在初始苯酚浓度为4 000 mg·L−1时,脱酚率仍达90.51%,说明该乳化液膜体系在处理高浓度含酚废水方面具有一定优势。苯酚浓度的提高可以增加传质推动力,从而使得脱酚率增大,但当苯酚浓度提高到一定值后,由于液膜中NaOH的量一定,液膜能脱除的酚有限,从而使得脱酚率下降。
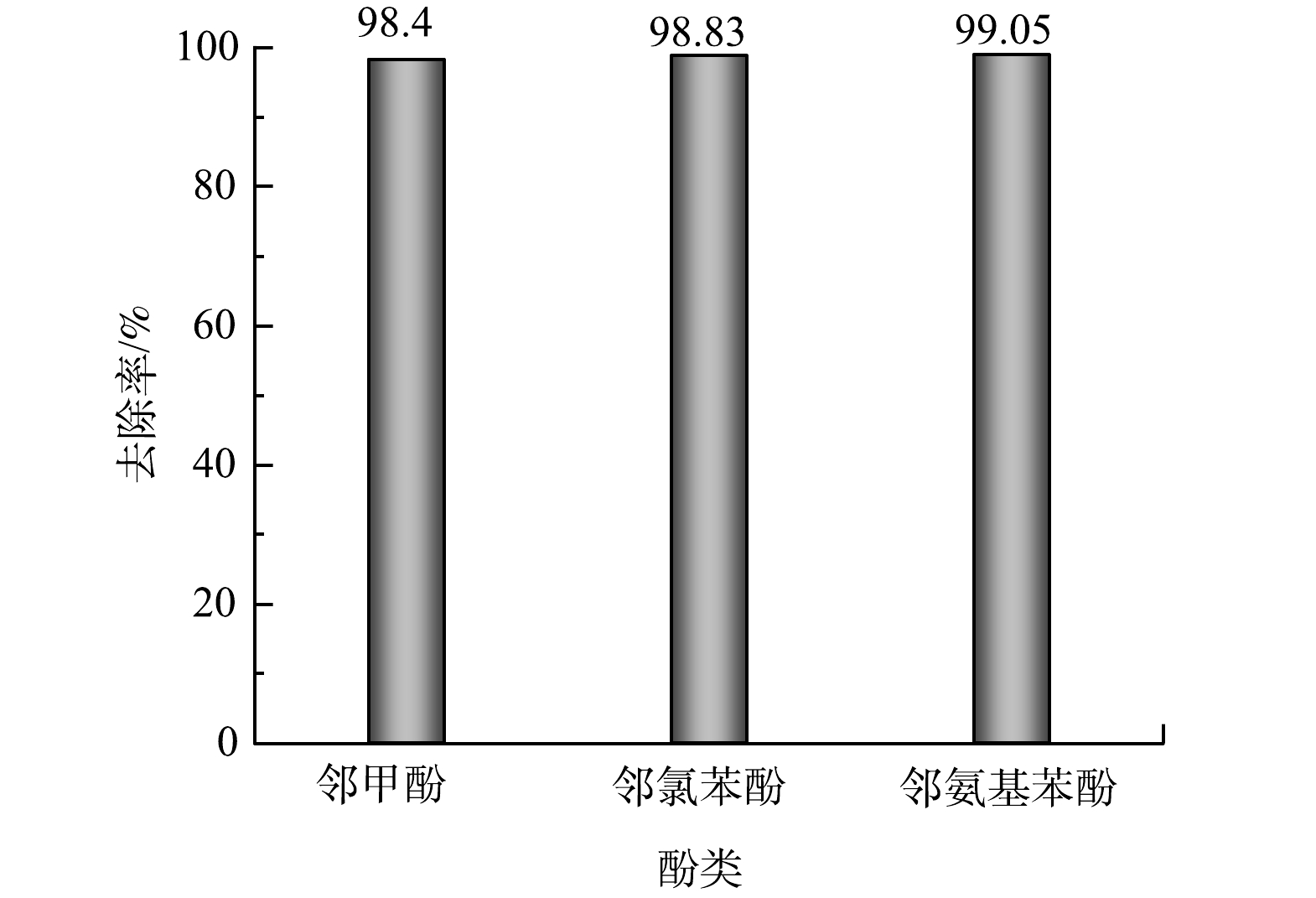
以棕榈油和煤油的混合物为膜溶剂,4%的T-155为表面活性剂,0.4%的正辛醇为载体,内相浓度0.2 mol·L−1,油内比为1∶1,乳外比1∶3,搅拌转速500 r·min−1,萃取时间5 min,研究该乳化液膜体系对不同酚类模拟废水去除率的影响,结果如图6所示。该乳化液膜体系对于邻甲酚、邻氯苯酚和邻氨基苯酚这3种酚类去除率均较高,去除率均接近99%,说明该乳化液膜体系对于与苯酚化学性质相似的酚类的脱除效果较好。
-
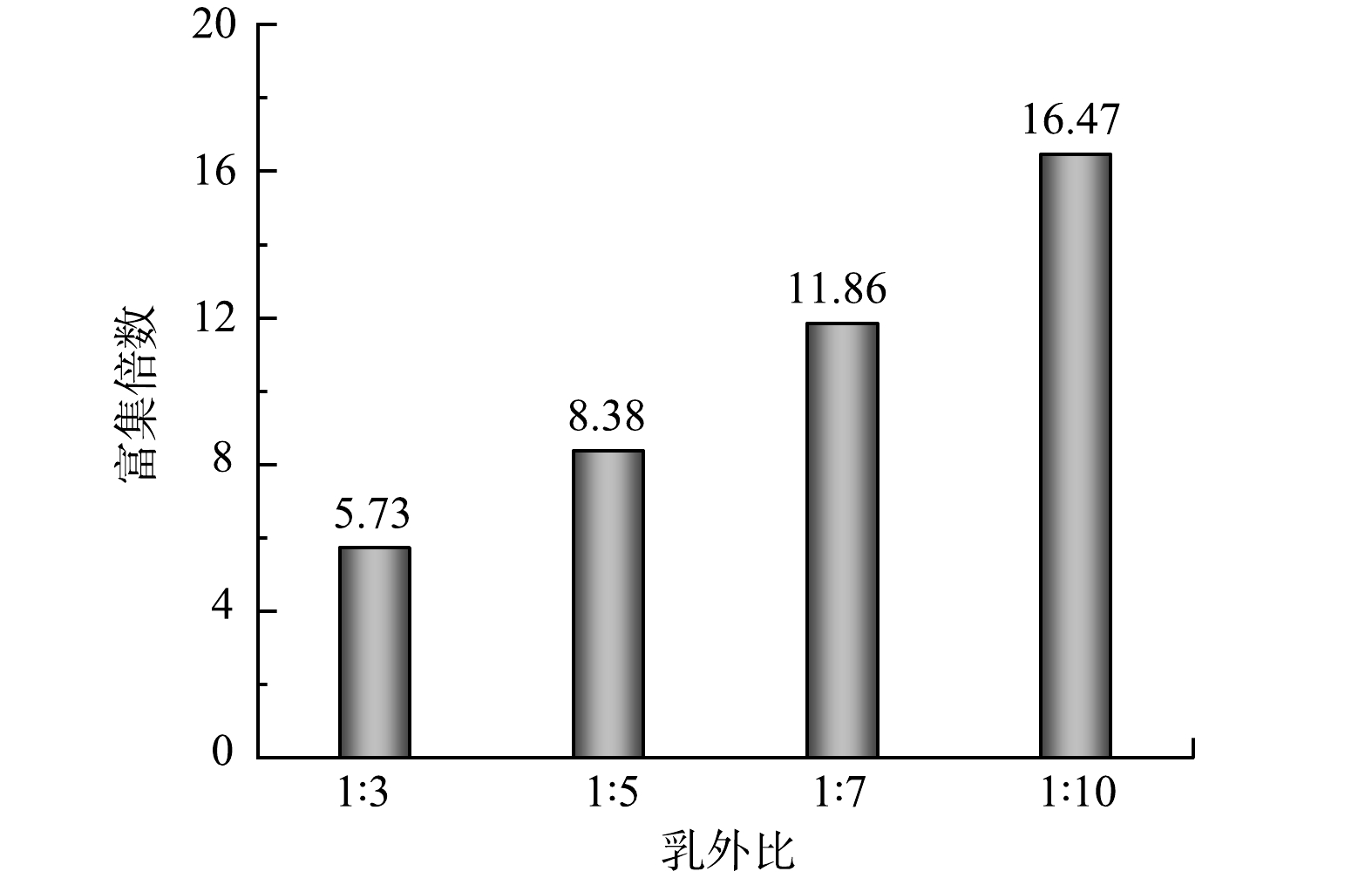
本实验进行了通过加热破乳来回收乳化液膜中的酚研究。在70 ℃的恒温水浴锅中,将液膜提取分离后的乳状液(乳液相)加热120 min,即可实现破乳。将破乳后的水相分离出来,测定水相中的酚浓度,计算苯酚富集倍数。对于相同的乳化液膜,改变乳外比,分析其对苯酚富集倍数的影响,结果如图7中所示。由图7以看出,随着乳外比的增加,苯酚富集倍数增大,从1∶3处理比的5.73倍到1∶10处理比的16.47倍富集。
-
1)当表面活性剂T-155浓度为4%、载体正辛醇浓度为0.4%、内相试剂NaOH溶液浓度为0.1 mol·L−1、油内比1∶1、在1 300 r·min−1的转速下进行5 min高速剪切制乳是制备乳化液膜的最佳条件。
2)当表面活性剂T-155浓度为4%、载体正辛醇浓度为0.4%、内相试剂NaOH溶液浓度为0.2 mol·L−1、油内比1∶1、乳外比为1∶3,在500 r·min−1的转速下萃取5 min除酚率可达99.45%,COD去除率可达73.71%,并且该乳化液膜体系对于邻甲酚、邻氯苯酚和邻氨基苯酚这3种酚类去除率均接近99%,当初始酚质量浓度达到4 000 mg·L−1时,脱酚率仍然接近90%。
3)该乳化液膜对苯酚的富集倍数随乳外比的增大而增大,在乳外比为1∶10时富集倍数可达16.47。
乳化液膜法对废水中酚的高效去除与富集
Efficient removal and enrichment of phenol from wastewater via emulsion liquid membrane method
-
摘要: 采用绿色高效的乳化液膜法(GELM)去除与富集废水中的酚类污染物,建立了以棕榈油和煤油混合物(7:3)为膜溶剂、聚异丁烯多丁二酰亚胺(T-155)为表面活性剂、正辛醇为载体的乳化液膜体系,提高了GELM法分离酚的能力,并研究了各因素对液膜稳定性及对废水中苯酚的分离富集效果的影响。乳化液稳定性和分离酚的实验结果表明,在最优条件下,乳液稳定性好,且该乳化液膜对废水中苯酚和COD去除率分别为99.5%和74%,对邻甲酚、邻氯苯酚、邻氨基苯酚等酚类污染物的除酚率均达~99%,在初始酚浓度4000 mg·L−1时,除酚率仍然达~90%,说明该体系可实现对酚的高效去除。此外乳化液膜对苯酚的富集倍数随乳外比的增大而增大,在乳外比为1∶10时苯酚富集约16倍,说明该体系实现了对苯酚的有效富集。研究结果可为废水中酚类污染物的去除与资源化回收提供绿色、高效、低成本解决方法。Abstract: A green and high-efficient emulsion liquid membrane (GELM) method was developed to remove and enrich phenol pollutants from phenol contaminated wastewater. The emulsion liquid membrane was established with a mixture of palm oil and kerosene (7∶3) as membrane solvent, polyisobutylene polysuccinimide (T-155) as surfactant, and n-octanol as carrier, which improved phenol removal ability by GELM. The effects of various factors on the stability of emulsion liquid membrane and the separation and enrichment effect of phenol in wastewater were studied. The results of emulsion liquid stability and phenol separation experiments showed that under the optimal conditions, the emulsion was stable, and the removal rates of phenol and COD were 99.5% and 74%, respectively. The removal rates of o-cresol, o-chlorophenol and o-aminophenol reached 99%. When the initial phenol concentration was 4000 mg·L−1, the removal rate of phenol was still close to 90%, indicating the system can remove phenol efficiently. In addition, the enrichment ratio of phenol increased with the emulsion ratio. When the emulsion ratio was 1∶10, the enrichment of phenol was about 16 times, indicating the proposed scheme could effectively enrich phenol. This research provided a green, efficient, and low-cost solution for the removal and recycling of phenol pollutants in wastewater.
-
Key words:
- green emulsion liquid membrane /
- stability /
- removal rate of phenol /
- enrichment
-
畜禽饲料添加蓝矾或称胆矾(CuSO4·5H2O)、皓矾(ZnSO4·7H2O)等重金属化合物,以增强畜禽的免疫力,促进畜禽的生长[1-2],其中的Cu、Zn等重金属元素通过粪便排出体外[3],导致畜禽粪污中重金属含量超标,其中猪粪的Cu、Zn超标最为显著[4]. 我国一些地区对畜禽粪污排放管控不严,粪污未经处理就被排放到农田作为农肥,引起潜在的土壤重金属污染风险. 重金属Cu、Zn虽然是植物生长所需的微量元素,但过量的Cu、Zn会损害植物根系,抑制动植物生长,还会降低土壤中的生物量及生物活性,最终影响农作物的生长及农产品的安全.
为了减少猪粪农用风险,国家大力倡导利用厌氧发酵技术处理畜禽粪便[5],该技术不仅可以产生清洁能源、减少粪便体积,还能在一定程度上降低重金属生物有效性. 李轶等[6]研究表明,猪粪发酵过程中重金属钝化与发酵原料腐殖化存在着一定关系. 发酵原料腐殖化会产生腐殖质,腐殖质中含有大量羧基、羰基等官能团会与重金属发生吸附络合反应[7],从而降低重金属的生物有效性. 但由于重金属超标,发酵过程中微生物群落代谢功能会受到高浓度重金属的抑制[8],导致腐殖化程度低,钝化效果差. 单一的猪粪厌氧发酵对重金属钝化效果较差,因此就有学者研究在发酵过程中添加钝化剂来有效减少重金属的危害,提高重金属钝化效果[9-10].
腐殖酸(HA)本身就是腐殖化的产物,是农业废弃物转化的产品,可以作为园艺生物改良剂,促进种子萌发、根系发育和植物生长[11]. 同样,腐殖酸可以改善植物细胞内的生化反应并具有直接的营养价值. 此外,腐殖酸被认为是一种含有多种官能团的钝化剂,包括酚类、羧酸类和酮类,可以通过吸附和络合反应与重金属结合[12]. 但是,关于添加腐殖酸对猪粪厌氧发酵中重金属钝化的研究很少,主要都研究发酵前后变化,很少研究发酵过程中的动态变化. 同时在厌氧发酵过程中,腐殖化程度的高低是一个重要的评判标准. 目前由于光谱技术的快速发展,傅里叶红外光谱技术(FTIR)已成为分析厌氧发酵过程中有机物和腐殖质含量变化的常规技术,主要归功于其所需样品量少,测样速度快,灵敏度高等特点. 李轶等[13]就采用FTIR研究猪粪厌氧发酵沼渣中的光谱特性,FTIR可以有效反映猪粪厌氧发酵后的腐殖化程度.
本文主要研究添加腐殖酸对猪粪厌氧发酵过程中重金属及对厌氧发酵前后有机物结构变化的影响,涉及的主要研究内容包括:(1)采用BCR连续提取法来研究重金属(Cu、Zn)形态的动态变化;(2)利用傅里叶红外光谱技术(FTIR)探索猪粪发酵前后有机物结构的变化[14],揭示重金属钝化与有机物腐殖化程度的关系,为增加猪粪厌氧发酵产气量、减量化和重金属钝化提供理论依据,为降低猪粪中重金属Cu、Zn有效性、降低重金属污染风险和提高发酵质量提供技术指导.
1. 材料与方法(Materials and methods)
1.1 实验原料
新鲜猪粪取自常州市某养猪场;沼液取自常州市武农生态能源工程有限公司;玉米秸秆取自联丰农产品有限公司;腐殖酸购自合肥巴斯夫生物科技有限公司(表1).
表 1 猪粪/玉米秸秆主要成分Table 1. Main components of pig manure/corn stover材料Material 含水率/%Water content 总有机碳含量/%Total organic carbon content 总氮含量/%Total nitrogen content C/N Cu含量/(mg·kg−1)Cu content Zn含量/(mg·kg−1)Zn content 猪粪 79.84 9.20 0.59 15.59 254.17 1039.83 玉米秸秆 4.45 15.13 0.36 42.03 ND ND 注:ND表示未检出. ND means not detected. | Show Table DownLoad:
CSV
DownLoad:
CSV
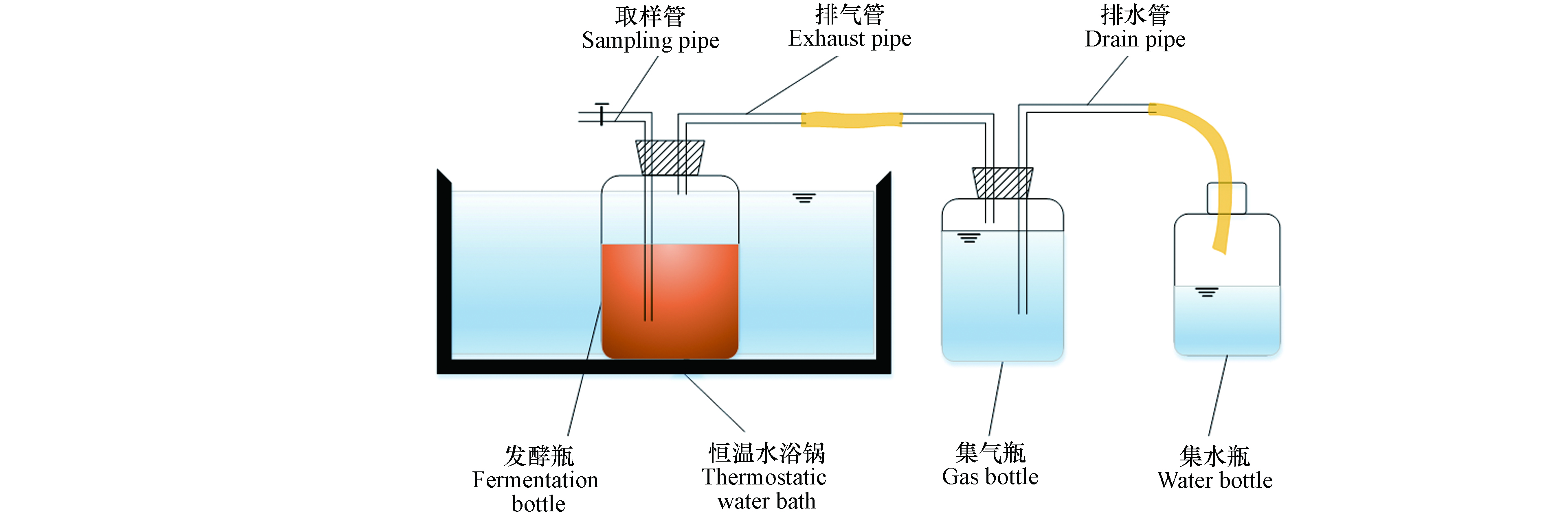
1.2 厌氧发酵装置
本实验厌氧发酵装置主要由发酵瓶、集气瓶和集水瓶3部分组成. 发酵瓶为有效容积0.8 L,规格1L的广口瓶. 集气瓶为有效容积0.6 L,规格0.8 L的广口瓶. 集水瓶为普通0.6 L的塑料瓶.
实验中发酵瓶和集气瓶分别用橡胶塞塞紧后用玻璃管和橡皮管连接,各接口处都严格密封,保证厌氧环境. 将装有发酵原料的发酵瓶放入(35±1)℃恒温水浴锅中厌氧发酵. 厌氧发酵装置如图1所示.
1.3 实验设计方案
本实验发酵原料为猪粪和玉米秸秆,玉米秸秆用来控制C/N比,C/N为24[15],将粉碎后的秸秆与新鲜猪粪按均匀混合后装入发酵罐,沼液添加量为30%,加水调节使消化体系内的TS为10%,pH控制在 6.5—7.8之间,钝化剂添加量为发酵瓶内干物质含量的2.5%、5%、7.5%,试验共设计4组如表2所示,每组重复3次,结果取平均值. 分别在0、5、10、15、20、25、30 d取样,采用一次性进料,发酵周期为30 d.
表 2 实验处理组Table 2. Experimental treatment groups编号Serial number 处理组Treatment group CK 猪粪+玉米秸秆 F1 猪粪+玉米秸秆+2.5%腐殖酸 F2 猪粪+玉米秸秆+5.0%腐殖酸 F3 猪粪+玉米秸秆+7.5%腐殖酸 | Show TableDownLoad:
CSV
1.4 测试项目与方法
沼渣的采取:先摇匀发酵瓶中发酵原料,然后取样,离心(3000 r·min−1,5 min)后上层清液为沼液,下层沉淀为沼渣,烘干研磨过100目筛,保存待测.
重金属形态含量结合欧共体标准司提出的BCR连续提取法和火焰原子吸收分光光度计来测定[16],BCR连续提取法将重金属分为4种形态,即:弱酸提取态、可还原态、可氧化态和残渣态. 其中,弱酸提取态和还原态进入环境后迁移性强,易被植物吸收利用,被称为生物有效形态;可氧化态和残渣态称为稳定态,不易被吸收和利用[16]. 发酵原料光谱特性采用傅里叶红外光谱法检测[17]. 根据测定结果计算以下指标[6]:
重金属形态占比(%)=各重金属形态含量/各重金属形态含量之和 × 100%
重金属生物有效形态(%)=弱酸提取态占比 + 可还原态占比
钝化效果(%)=(发酵前-发酵后)重金属有效形态/发酵前重金属有效形态 × 100%
2. 结果与讨论(Results and discussion)
2.1 腐殖酸对厌氧发酵中日产气量和累计产气量的影响
图2显示了猪粪/玉米秸秆厌氧发酵过程中日产气量和累计产气量的变化情况. 由图2(a)可知,随着时间的进行,各处理组厌氧发酵的日产气量在逐步上升,在第6天时,处理组F3达到了最高峰355.2 mL·d−1. 第7天时,处理组F1和F2日产气量相继达到了最高峰,分别是327.1 mL·d−1和345.1 mL·d−1. 到第8天时,对照组CK日产气量才达到最高峰231.2 mL·d−1. 接下来随着厌氧发酵的进行,由于发酵原料被微生物不断地消耗,日产气量逐渐呈下降趋势,到第30天时各组日产气量基本为0. 通过比较对照组与处理组,发现最大日产气量时间出现顺序:F3、F2、F1、CK,即对照组CK出现的时间最晚,说明腐殖酸的添加促进了发酵系统中微生物的代谢活动.
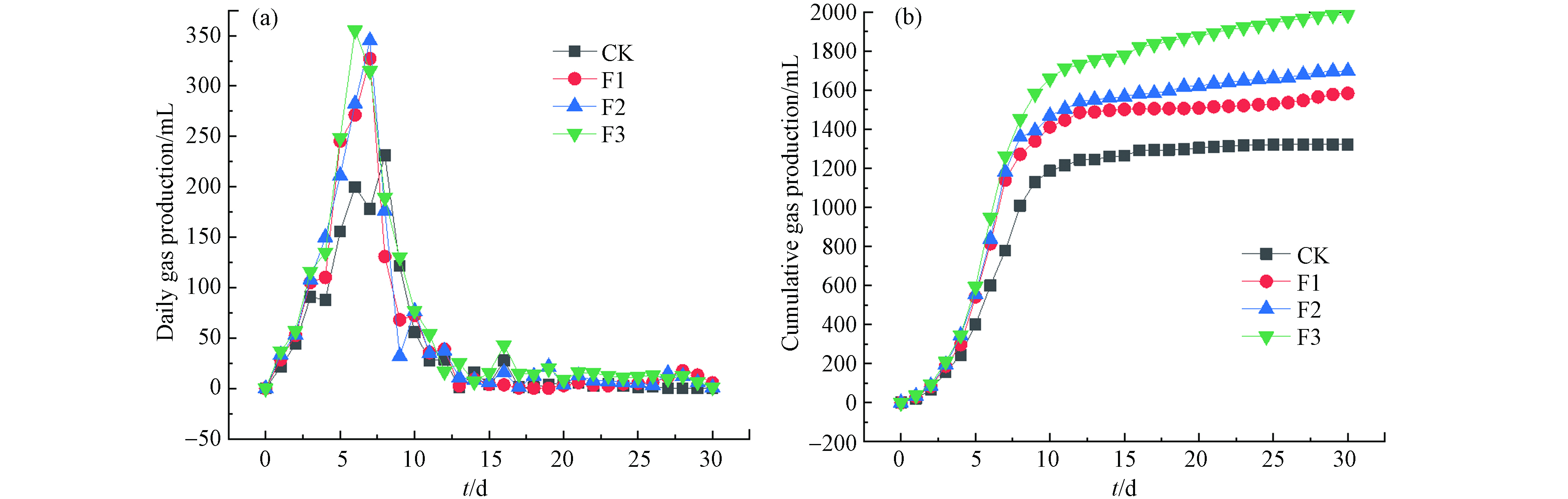 图 2 厌氧发酵过程中日产气量和累计产气量的变化Figure 2. The change of daily gas production and cumulative gas production during anaerobic fermentation process
图 2 厌氧发酵过程中日产气量和累计产气量的变化Figure 2. The change of daily gas production and cumulative gas production during anaerobic fermentation process从图2(b)可知,各处理组的累计产气量的变化趋势. CK、F1、F2和F3最终总产气量分别是1321.9 、1583.72、1697.8、1986.2 mL. 各处理组F1、F2、F3总产气量均高于对照组CK,与对照组CK相比分别提高了19.81%、28.44%、50.25%. 其中,处理组F3提高最明显,添加7.5%腐殖酸产气效果最佳,说明腐殖酸促进了厌氧发酵,提高了有机物的降解效率,腐殖酸本身就是农业废弃物发酵后的产物,其很稳定,难以被微生物降解而导致产气量增多[18],产气量增多主要原因是腐殖酸中含有大量酚类和羧基基团能与重金属离子结合,添加的腐殖酸与重金属发生络吸附络合反应[19-21],降低了重金属的生物有效性,防止了重金属超标抑制微生物的活动.
2.2 添加腐殖酸对厌氧发酵过程沼渣中重金属(Cu、Zn)形态的动态变化特征
2.2.1 Cu形态的动态变化特征
猪粪/玉米秸秆厌氧发酵过程中各处理组沼渣中重金属Cu各形态的变化如图3所示. 由图3可得出Cu形态的动态变化特征如下:
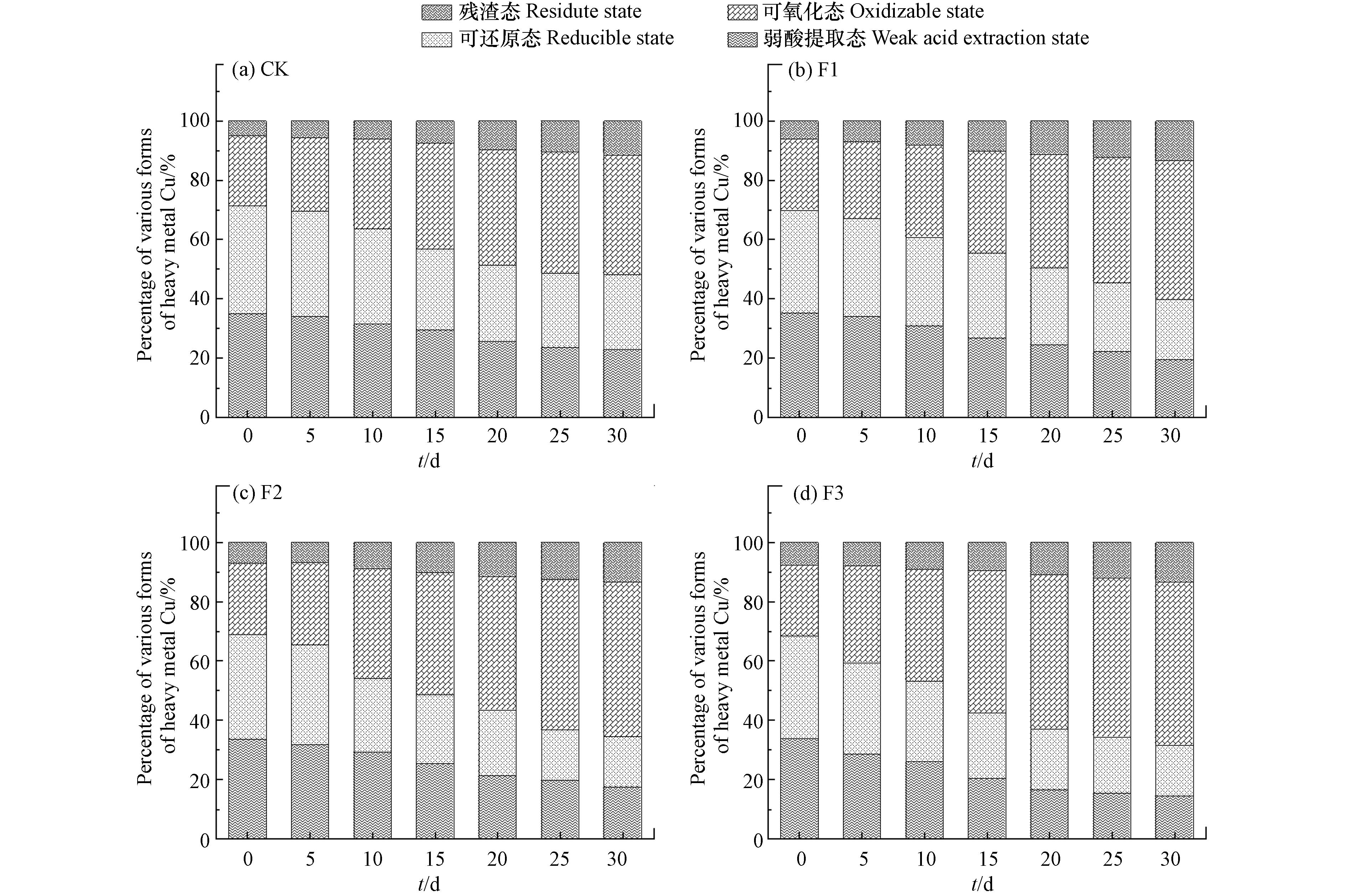 图 3 各处理组沼渣中重金属Cu各形态的变化Figure 3. The change of various forms of heavy metal Cu in biogas residues in each treatment group
图 3 各处理组沼渣中重金属Cu各形态的变化Figure 3. The change of various forms of heavy metal Cu in biogas residues in each treatment group(1)从弱酸提取态来看,4组处理组中弱酸提取态Cu占比随着厌氧发酵的进行都呈下降的趋势. 发酵后CK中弱酸提取态Cu下降了9.01%,添加腐殖酸的处理组F1、F2、F3都分别下降了15.83%、16.38%、19.92%,下降幅度都明显高于CK.
(2)从可还原态来看,4组处理组中可还原态Cu占比下降趋势与弱酸提取态基本一致,呈下降趋势. 发酵前4组处理组可还原态Cu占比都差不多,发酵后4组处理组可还原态Cu占比从高到低依次为:CK>F1>F2>F3. 说明添加腐殖酸更易降低可还原态Cu含量.
(3)从可氧化态来看,4组处理组中可氧化态Cu都呈上升趋势,发酵结束后CK、F1、F2、F3可氧化态Cu都上升了14.13%、22.98%、27.50%、32.23%,上升幅度越来越大,其中F3上升幅度最大. 说明添加腐殖酸可以加速可氧化态Cu占比的增加.
(4)从残渣态来看,各处理组中残渣态Cu占比都较少,随着厌氧发酵的进行,各处理组中残渣态Cu呈上升趋势. 发酵结束后CK、F1、F2、F3残渣态Cu增幅分别为3.55%、7.22%、7.39%、7.99%. 添加腐殖酸的处理组的增幅明显高于对照组CK,说明腐殖酸对残渣态Cu的形成具有促进作用.
(5)从生物有效形态来看,各处理组中重金属Cu生物有效形态占比都逐渐减少,下降幅度有所不同. CK、F1、F2、F3生物有效形态Cu占比降幅分别为17.68%、30.20%、34.89%、40.22%. 添加腐殖酸显著降低重金属Cu的生物有效性,促进了重金属Cu的不稳定形态向稳定形态的转化. 其中,添加7.5%的腐殖酸使重金属Cu生物有效形态下降幅度可达40.22%,明显高于CK.
2.2.2 Zn形态的动态变化特征
猪粪/玉米秸秆厌氧发酵过程中各处理组沼渣中重金属Zn各形态的变化如图4所示. 沼渣中重金属Zn主要是以弱酸提取态和可还原态的形式存在,由图4可得出Zn形态的动态变化特征如下:
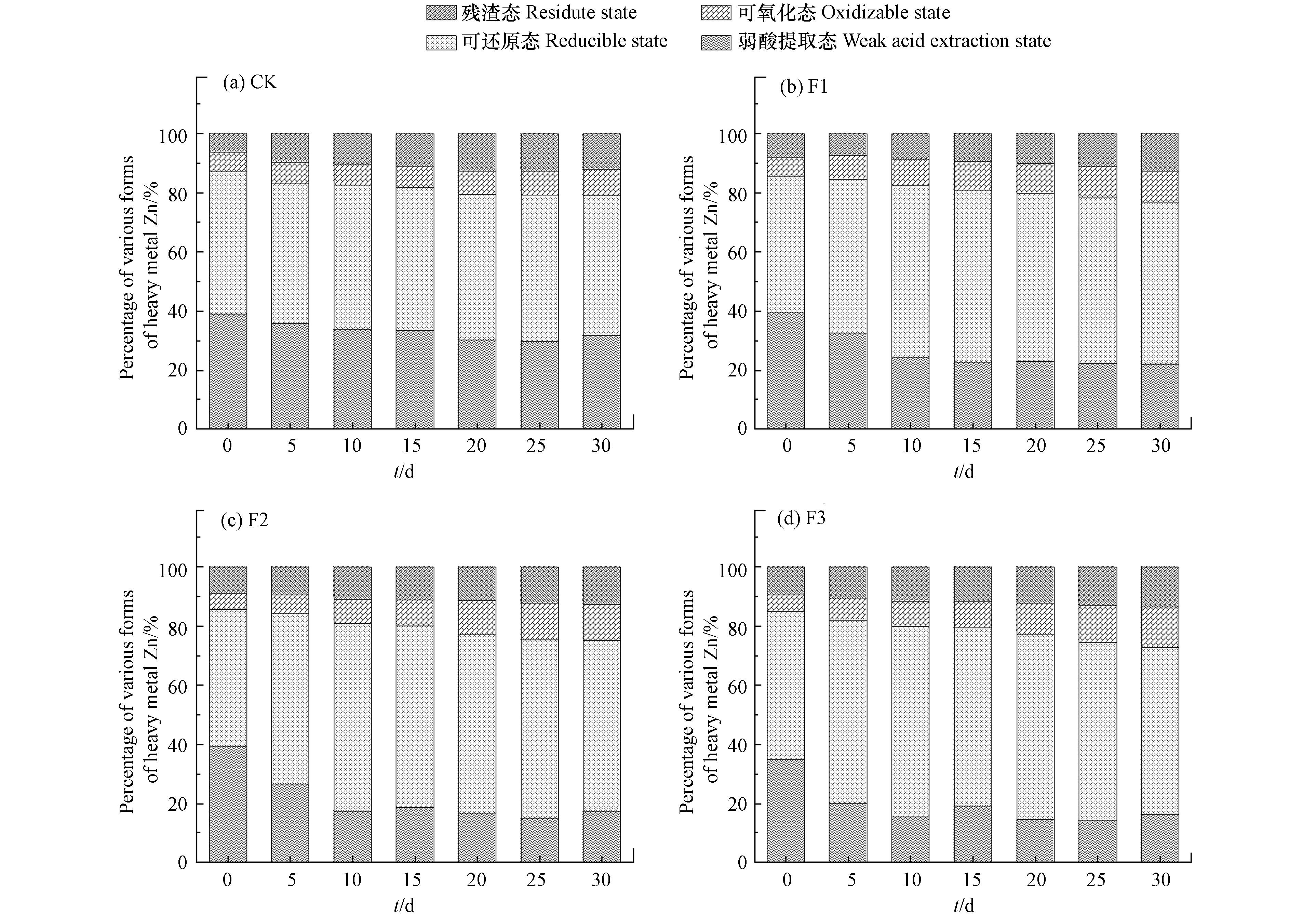 图 4 各处理组沼渣中重金属Zn各形态的变化Figure 4. The change of various forms of heavy metal Zn in biogas residues in each treatment group
图 4 各处理组沼渣中重金属Zn各形态的变化Figure 4. The change of various forms of heavy metal Zn in biogas residues in each treatment group(1)从弱酸提取态来看,厌氧发酵过程中对照组中弱酸提取态Zn占比下降比较平缓,下降幅度为6.25%. 然而,处理组F1、F2、F3都先是下降较快,接着保持平缓,下降幅度分别为15.27%、22.76%、19.76%,下降幅度都明显高于对照组CK.
(2)从可还原态来看,对照组CK中可还原态Zn占比并没有随着厌氧发酵的进行而变化,基本都维持在48%左右. 其他添加腐殖酸的处理组中可还原态Zn占比趋势都是先上升随后有所下降,发酵后可还原态Zn占比都比发酵前多. 说明腐殖酸并没有促进可还原态Zn的转化.
(3)从可氧化态来看,4组处理组中可氧化态Zn的占比明显小于可还原态Zn的,主要原因是Zn是两性金属,较活泼,与腐殖酸吸附络合的稳定性没有Cu高. 但可氧化态Zn的趋势与可氧化态Cu一样,呈上升趋势. 发酵结束后CK、F1、F2、F3可氧化态Zn分别上升了1.56%、4.78%、7.66%、8.89%. F1、F2、F3的上升幅度都明显高于CK.
(4)从残渣态来看,各处理组中残渣态Zn占比较少,随着厌氧发酵的进行,各处理组中残渣态Zn呈上升趋势. 发酵结束后CK、F1、F2、F3残渣态Zn增幅分别为3.53%、5.04%、5.15%、6.52%. 添加腐殖酸的处理组的增幅明显高于对照组CK,说明腐殖酸对残渣态的形成具有促进作用.
(5)从生物有效形态来看,各处理组中重金属Zn生物有效形态占比都逐渐减少,下降幅度有所不同. CK、F1、F2、F3生物有效形态Zn占比降幅分别为5.09%、9.82%、12.81%、15.41%. 腐殖酸的添加显著降低重金属Zn的生物有效性,促进了重金属Zn不稳定形态向稳定形态的转化.
综上实验结果表明,添加腐殖酸促进了厌氧发酵过程中重金属(Cu、Zn)有效形态含量的下降,钝化效果有了明显的提升. 这种现象主要是因为腐殖酸是一种离子交换能力很强的钝化剂,其主要结构是羧酸、醇羟基等多种活性官能团. 这些活性官能团会与阳离子重金属(Cu2+、Zn2+)发生络合反应形成络合物,从而降低生物有效性. 但对两种重金属的生物有效态下降有明显差别,在发酵系统中重金属Cu与Zn会有竞争关系. 根据Kerndorff等[22]研究,腐殖酸对重金属的吸附络合顺序为:Hg>Fe>Pb>Cu>Al>Ni>Cr>Zn>Cd>Co>Mn,可知腐殖酸对重金属Cu的吸附络合能力强于重金属Zn. 在发酵系统中腐殖酸会率先吸附络合重金属Cu,当腐殖酸中重金属Cu饱和后才会去吸附络合重金属Zn[19],因此可氧化态Zn的占比明显低于可氧化态Cu. 然而,发酵后可还原态Zn占比变化不明显,还略有所回升,这可能主要归因于Zn是两性金属化合物,其活性、迁移能力较强,在可还原条件下容易被释放,同时厌氧发酵过是一个极其复杂的过程,微生物在分解有机物时,会将本来与有机物相结合的Zn分解了,形成游离态,从而导致可还原态Zn略有增加.
2.3 添加腐殖酸对厌氧发酵过程沼渣中重金属(Cu、Zn)钝化效果的影响
重金属钝化效果直观的反映了添加腐殖酸对厌氧发酵过程沼渣中重金属(Cu、Zn)钝化作用的强弱,图5为各处理组沼渣中重金属(Cu、Zn)钝化效果.
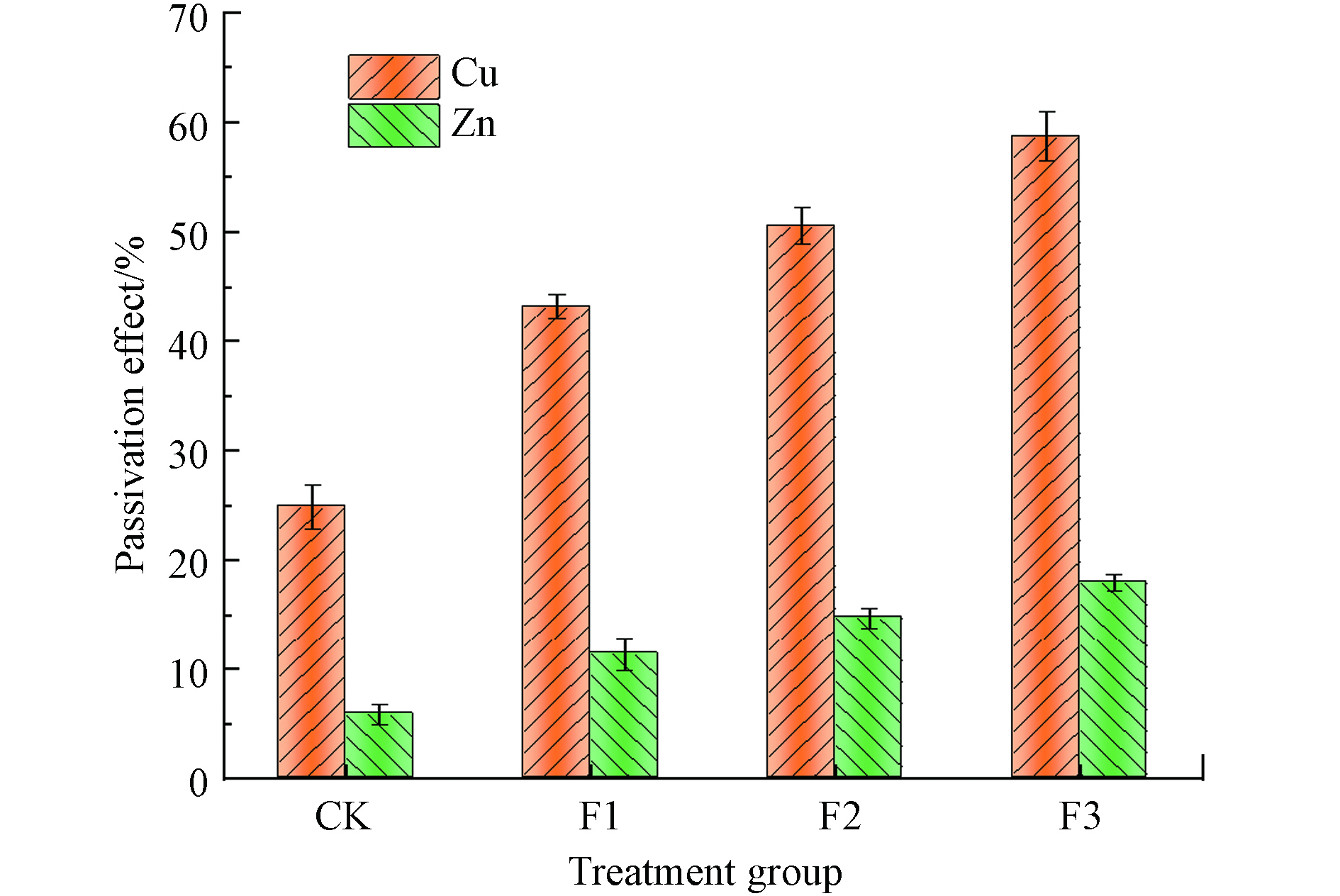 图 5 各处理组沼渣中重金属(Cu、Zn)钝化效果Figure 5. Passivation effect of heavy metals (Cu, Zn) in biogas residues in each treatment group
图 5 各处理组沼渣中重金属(Cu、Zn)钝化效果Figure 5. Passivation effect of heavy metals (Cu, Zn) in biogas residues in each treatment group从图5可知,各处理组经过厌氧发酵结束后重金属Cu钝化效果由高到低的次序为:F3(58.72%)>F2(50.57%)>F1(43.18%)>CK(24.86%). 通过对重金属Cu钝化效果进行方差分析,结果表明添加腐殖酸对重金属Cu钝化效果有显著影响(P<0.05),其中处理组F3的影响最为显著,因此说明添加腐殖酸有效提高了对重金属Cu的钝化效果,促进了稳定态Cu的增多. 重金属Zn钝化效果顺序为:F3(17.95%)>F2(14.72%)>F1(11.37%)>CK(5.84%),对重金属Zn钝化效果方差分析,结果表明添加腐殖酸对重金属Cu、Zn钝化效果都有显著影响(P<0.05),其中F3的钝化效果较好,对重金属Cu、Zn的钝化效果分别为58.72%、17.95%.
综上实验结果,腐殖酸对重金属Cu的钝化效果明显优于对重金属Zn的钝化效果,这主要与重金属Zn的特性有关,重金属Zn是两性重金属,较为活泼,易在不同环境中流动,因此重金属Zn较难被钝化. 同时,在发酵系统中重金属Zn主要与小分子物质结合,并且结合不紧密易被植物吸收,重金属Cu则主要与大分子物质结合,并且结合紧密较为稳定[23-24],腐殖酸是一种大分子物质,因此重金属Cu更易被腐殖酸吸附络合形成稳定态,从而导致重金属Cu的钝化效果明显优于对重金属Zn.
2.4 添加腐殖酸对厌氧发酵后沼渣红外光谱特性的影响
本实验利用傅里叶红外光谱技术(FTIR)来研究厌氧发酵过程中有机物的矿化和腐殖化程度. FTIR特征吸收带归属[25]见表3,厌氧发酵前后沼渣的红外光谱的变化情况如图6所示[13].
表 3 FTIR特征吸收带归属Table 3. Assignment of characteristic absorption bands of FTIR波数/ cm−1 Wavenumber 振动峰 Vibration peak 基团 Group 3408—3450 O—H 碳水化合物、酰胺化合物、蛋白质、水 2850—2922 C—H 碳水化合物、脂肪族化合物的亚甲基 1600—1653 C=O、—COO—、C=C、N—H 羧酸盐、烯烃、酯类、酰胺类、芳香族 1400—1430 C—O、—COO—、—OH、—CH2 木质素、脂肪族化合物、羧酸盐 1105—1160 C—O—C、C—O、C—N 糖类、脂肪族化合物、氨基酸盐 | Show TableDownLoad:
CSV
从图6可知,厌氧发酵前后的各个处理组沼渣的光谱特性都基本相似,只是在相对强度上有一些差异. 这主要可能与添加了不同比例的腐殖酸有关,但其主要的发酵原料还是猪粪,这一结果与栾润宇等[26]的研究一致. 图7中,3408—3450 cm−1、 2850—2922 cm−1、1600—1653 cm−1、1105—1160 cm−1这几个代表性峰值的强度变化比较明显.
 图 7 厌氧发酵过程中的铜锌钝化机理推测Figure 7. Speculated passivation mechanism of Cu and Zn during anaerobic digestion process
图 7 厌氧发酵过程中的铜锌钝化机理推测Figure 7. Speculated passivation mechanism of Cu and Zn during anaerobic digestion process结合表3和图7可知,在3408—3450 cm−1和2850—2922 cm−1峰处,厌氧发酵后各处理组在该两处峰的相对强度与未发酵的猪粪/玉米秸秆相比均有所降低,降幅由大到小依次为F3、F2、F1、CK. 前一峰表明添加腐殖酸促进了碳水化合物、酰胺化合物、蛋白质等有机物被分解为简单有机物,导致—OH基团的减少. 后一峰表明发酵原料中的碳水化合物与脂肪族化合物等有机物在微生物的矿化,代谢作用下被降解,导致—CH基团的减少. 此外,在1600—1653 cm−1峰处,发酵后各处理组在该处峰的相对强度与未发酵的猪粪/玉米秸秆相比均有所提高,F1、F2、F3在该处峰的相对强度均高于CK. 这表明添加腐殖酸促进被分解的简单有机物在微生物的作用下聚合成芳香环类、烯烃类腐殖质,加速了饱和碳向不饱和碳的形成[27],促使了腐殖质相对含量的增加. 综上,在厌氧发酵过程中,带有—OH、—CH2、—CH3的基团有机物在减少,带有C=O、—COO—、C—O—C和芳香环基团的有机物在增加. 表明了厌氧发酵促进了高分子有机物的分解和提高了沼渣的腐殖化程度. 添加腐殖酸后微生物的代谢活性更高,产生了更多的芳香族,腐殖化程度更高,其中F3腐殖化程度最佳.
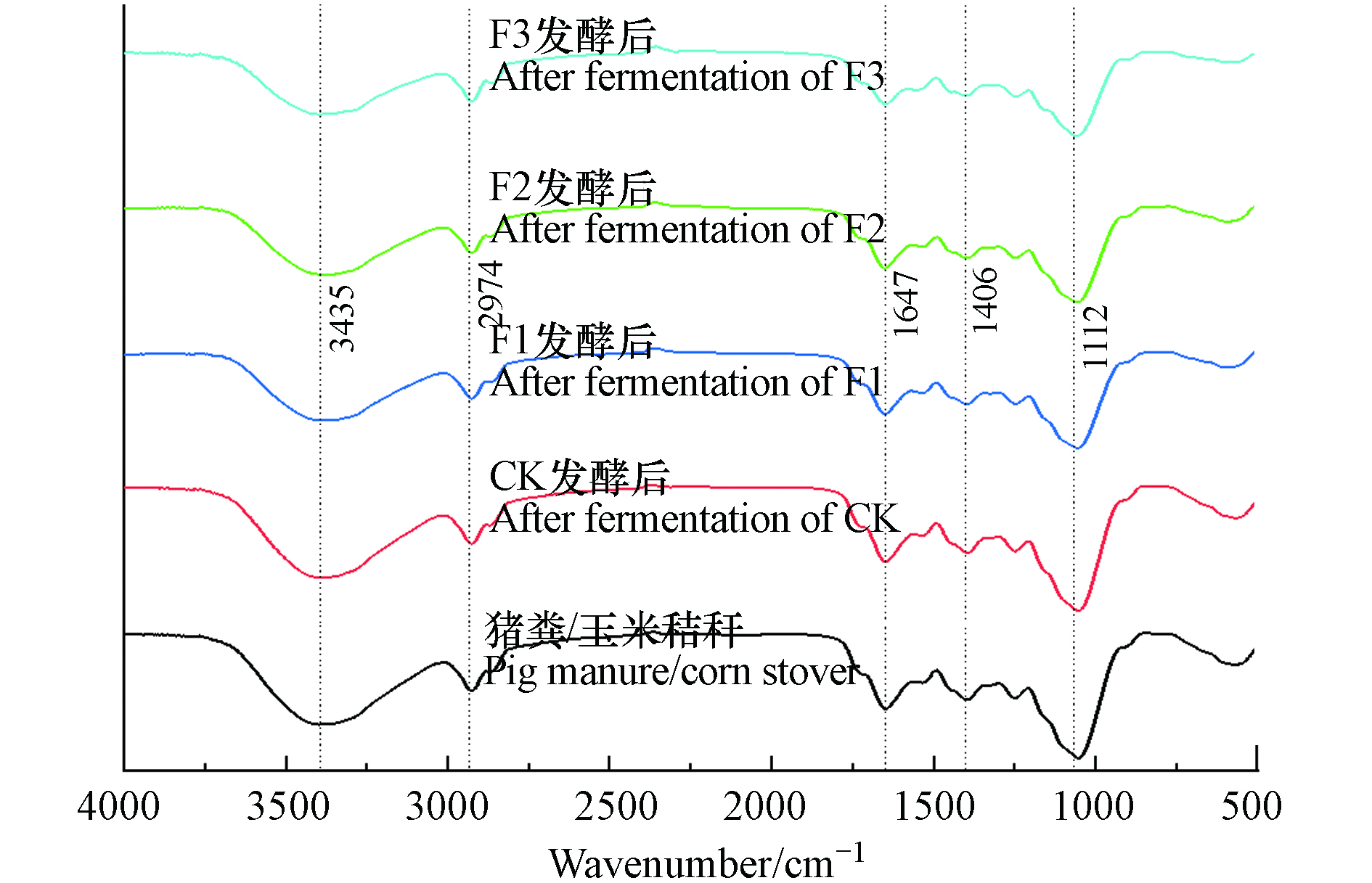 图 6 厌氧发酵前后沼渣红外光谱图Figure 6. Infrared spectra of biogas residue before and after anaerobic fermentation
图 6 厌氧发酵前后沼渣红外光谱图Figure 6. Infrared spectra of biogas residue before and after anaerobic fermentation近年来的众多学者研究结果显示[6, 13, 28],可用在芳香族碳(1647 cm−1)处的特征峰强度与碳水化合物碳(3435 cm−1)、脂肪族碳(2974 cm−1)、羧酸碳(1406 cm−1)、多糖碳(1112 cm−1)的比值(分别记为A、B、C、D)来表示厌氧发酵中有机物官能团结构的变化,来评价猪粪厌氧发酵的腐殖程度. 比值越高表明碳水化合物、脂肪族化合物、羧酸类、多糖类物质含量在减少,芳香族碳在增加,发酵原料中腐殖化程度越高.
由表4可知,未发酵的猪粪/玉米秸秆的A值为1.035,CK发酵后A值为1.037 ,添加腐殖酸的处理组厌氧发酵后A值依次上升均大于CK,表明厌氧发酵过程中添加腐殖酸有利于促进碳水化合物往芳香族化合物转化. 未发酵的猪粪/玉米秸秆B值为0.933,CK发酵后B值为0.951,增幅1.93%,F1、F2、F3的增幅依次为5.89%、7.40%、8.44%,都大于CK. 未发酵的猪粪/玉米秸秆的C值为0.950,厌氧发酵后各处理组C值由大到小的依次为F3、F2、F1、CK. 未发酵的猪粪/玉米秸秆的D值为1.031,与其相比,CK、F1、F2、F3的增幅分别为3.20%、3.30%、5.24%、10.18%. 综合分析以上各特征参数比值表明,添加腐殖酸促进碳水化合物和多糖物质向芳香族化合物转化,提高了猪粪/玉米秸秆厌氧发酵的腐殖化程度,其中7.5%添加比例最佳,F3腐殖化程度最高. 这可能由于添加的外源腐殖酸率先吸附钝化发酵系统中的超标的重金属,给微生物提供了适宜的环境,促进了有机物的分解以及厌氧发酵的腐殖化程度.
表 4 各处理组的特征参数比值Table 4. The ratio of characteristic parameters of each treatment group处理组Treatment group 时间Time A芳香族碳/碳水化合物碳Aromatic carbon / Carbohydrate carbon B芳香族碳/脂肪族碳Aromatic carbon / Aliphatic carbon C芳香族碳/羧酸碳Aromatic carbon / Carboxylic carbon D芳香族碳/多糖碳Aromatic carbon / Polysaccharide carbon 猪粪/玉米秸秆 未发酵 1.035 0.933 0.950 1.031 CK 发酵后 1.037 0.951 0.982 1.064 F1 发酵后 1.046 0.988 1.014 1.065 F2 发酵后 1.049 1.002 1.027 1.085 F3 发酵后 1.144 1.012 1.028 1.136 | Show TableDownLoad:
CSV
傅里叶红外光谱技术(FTIR)结果表明添加了腐殖酸,厌氧发酵后腐殖化程度越高. 主要原因:1)厌氧发酵是微生物参与的生物过程,腐殖酸能够疏松发酵原料[29-30],添加腐殖酸提高了发酵原料的孔隙率,为微生物提供了适宜的环境来分解有机物,加快了腐殖化程度. 2)厌氧发酵过程中发酵原料中重金属元素会抑制硝化反硝化过程[31-32],当这些元素浓度过高时会破坏微生物的结构和功能,甚至产生毒性抑制作用. 因此,腐殖酸在这起到了关键作用,厌氧发酵过程中钝化机理推测如图7所示,未添加腐殖酸时发酵系统中不稳定态Cu、Zn过高,将抑制微生物活性.
添加腐殖酸后,腐殖酸与发酵原料中的重金属吸附络合反应形成稳定的重金属形态,不稳定态重金属含量减少,降低了不稳定态重金属过高而破坏微生物结构和功能的风险,从而促进厌氧发酵,提高沼渣腐殖化程度. 腐殖化程度提高,进一步增加了发酵系统中腐殖质的含量,腐殖质分子富含羧基和羟基,可与金属阳离子形成稳定的络合物[33],从而进一步降低重金属(Cu、Zn)的生物有效性,由于腐殖酸络合重金属Cu的能力强于Zn,重金属Cu钝化效果要优于重金属Zn的. 就本实验研究结果而言,F3添加7.5%腐殖酸的处理组中腐殖化程度最高,重金属(Cu、Zn)钝化效果也最佳.
3. 结论(Conclusion)
(1)厌氧发酵结果表明,添加腐殖酸对厌氧发酵产气量具有促进作用,添加腐殖酸的F1、F2、F3累计产气量分别比CK提高了19.81%、28.44%和50.25%.
(2)厌氧发酵过程中添加腐殖酸利于促进重金属(Cu、Zn)的有效态向稳定态转化,其中,重金属Cu生物有效性下降程度比重金属Zn明显,F3中重金属Cu生物有效形态下降幅度可达40.22%.
(3)厌氧发酵过程中添加腐殖酸有利于提高重金属Cu、Zn钝化效果,腐殖酸对重金属Cu的钝化效果优于对重金属Zn,F3钝化效果较好,对重金属Cu、Zn的钝化效果分别为58.72%、17.95%;通过方差分析,添加腐殖酸对重金属Cu、Zn钝化效果显著(P<0.05);F3的钝化效果优于其他处理组.
(4)傅里叶红外光谱(FTIR)结果显示,猪粪厌氧发酵后各处理组沼渣中碳水化合物、脂肪族化合物等有机物分解、减少,芳香族化合物等腐殖质含量增多,腐殖化程度提高. 其中,F3添加7.5%腐殖酸的处理组中腐殖化程度最高.
(5)重金属钝化法只能缓解畜禽粪便重金属污染问题,为了能够从源头解决,促进绿色健康食品的发展,建议有关部门和科研单位大力开发、推广高效畜禽免疫制剂,替代重金属饲料添加剂,杜绝畜禽粪便重金属污染.
-
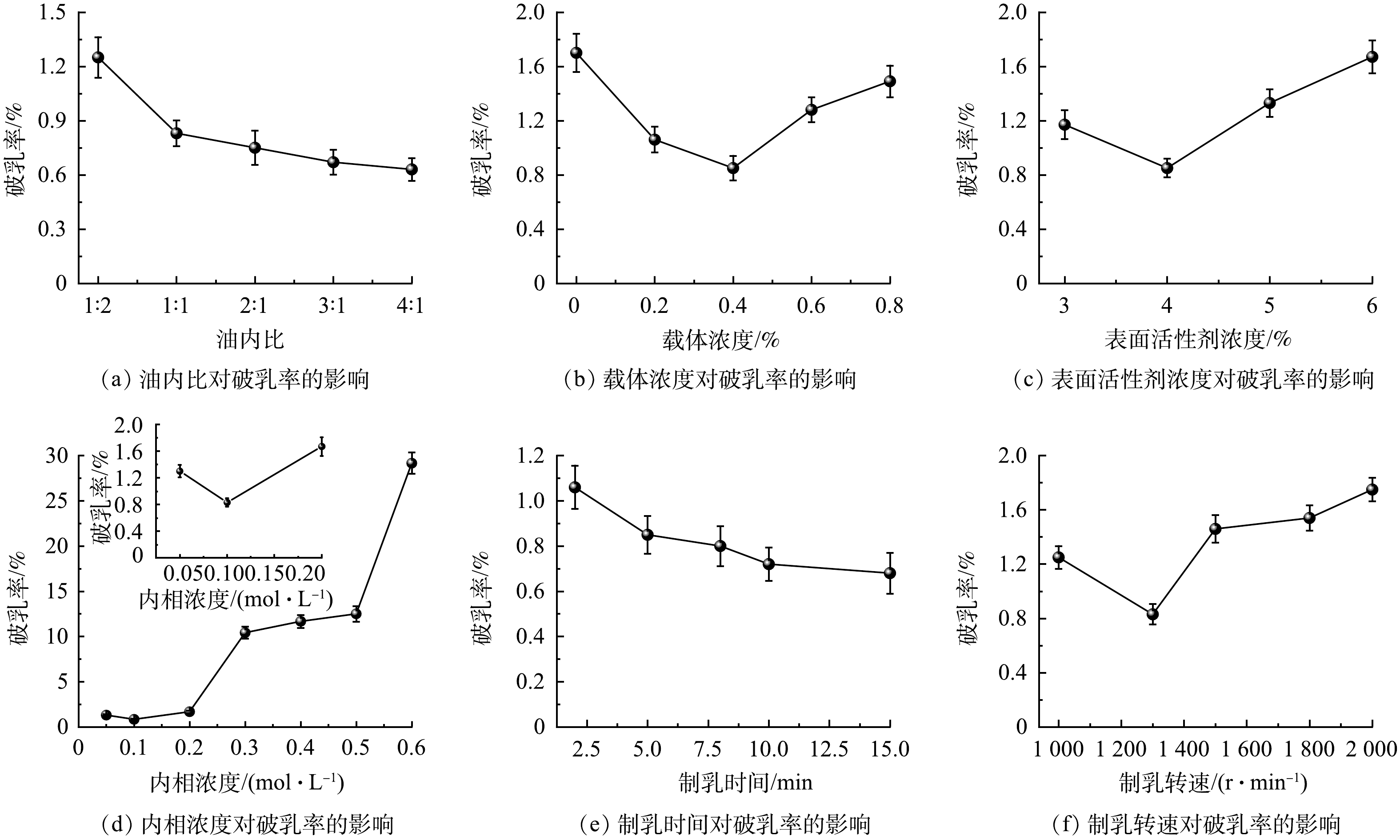
图 2 各因素对乳化液膜稳定性的影响
Figure 2. Effects of various factors on the stability of the emulsion membrane
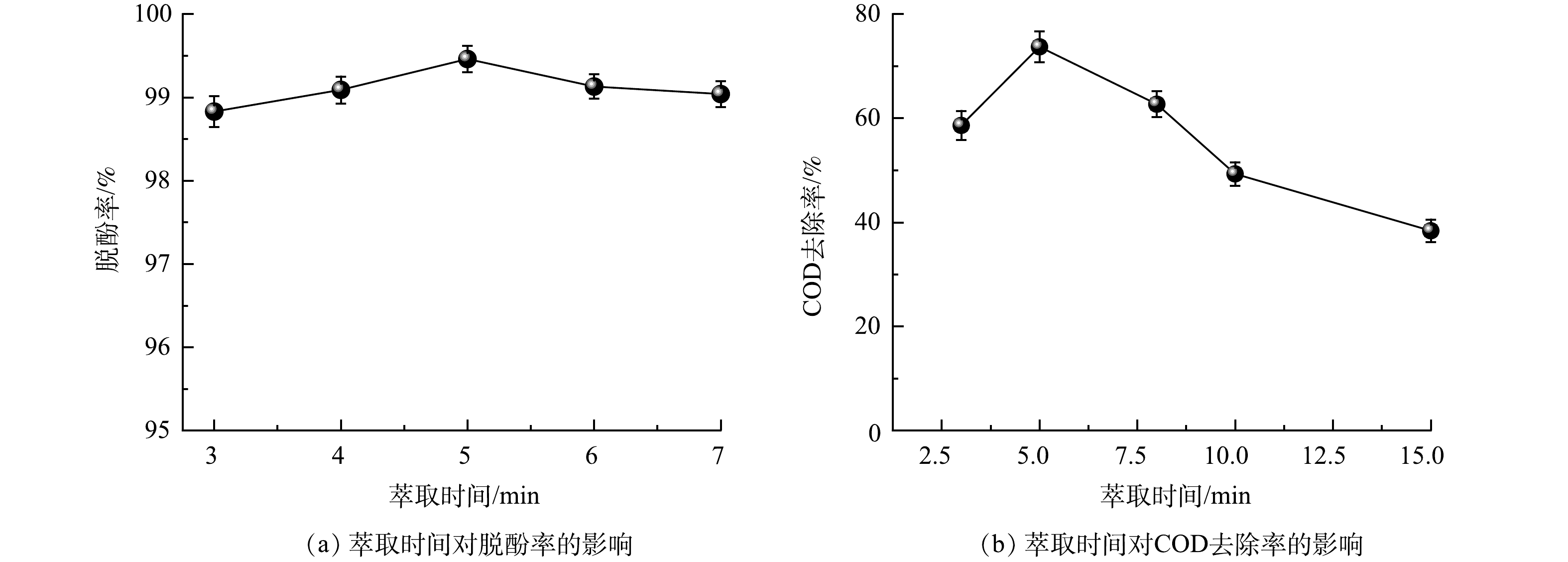
图 4 萃取时间对苯酚和COD去除率的影响
Figure 4. Effect of extraction time on phenol and COD removal rates
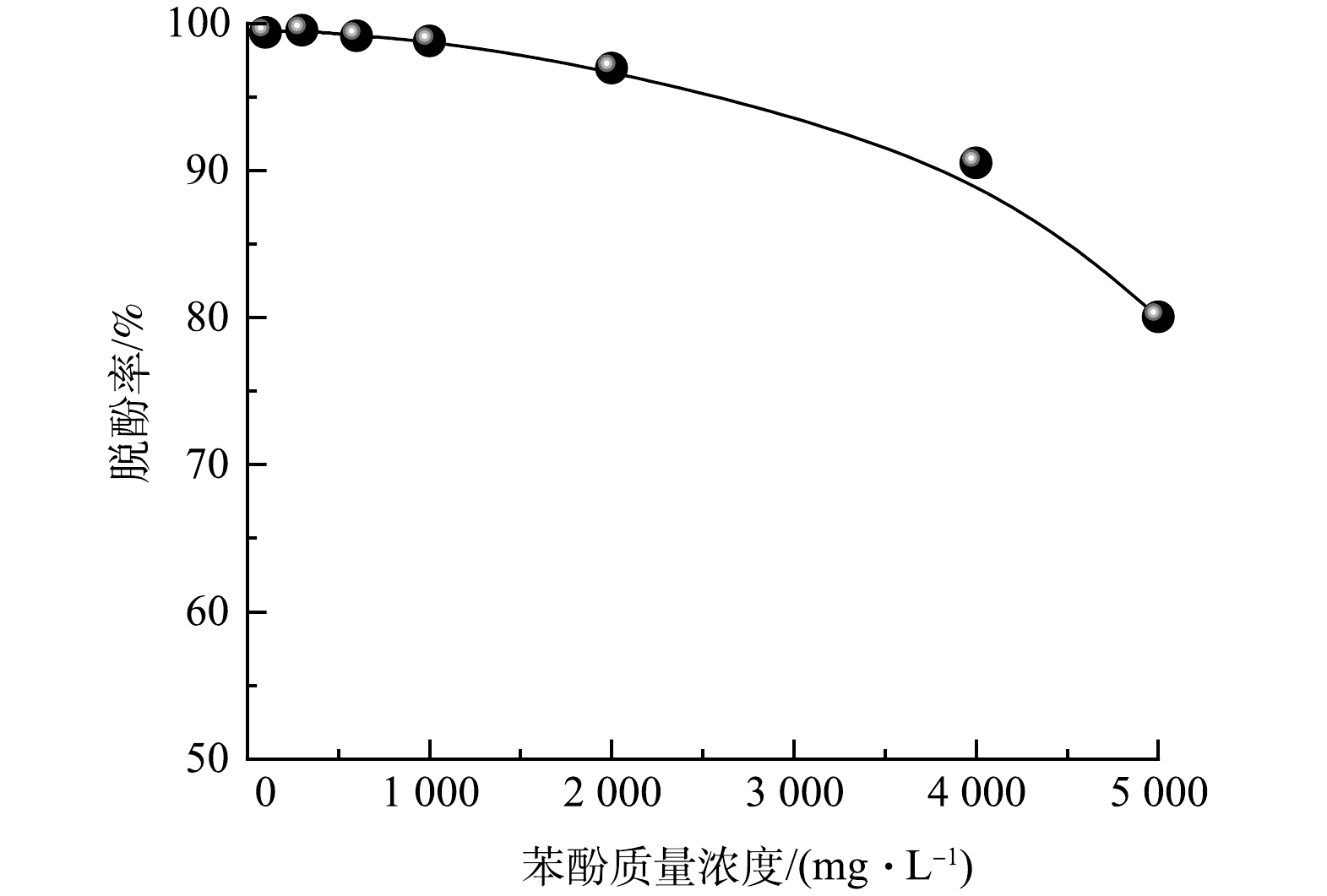
图 5 苯酚浓度对苯酚去除率的影响
Figure 5. Effects of the phenol concentration on phenol removal rate
-
[1] 李亚峰, 张策, 单连斌, 等. 三维电极电Fenton法对苯酚废水处理效果实验研究[J]. 环境工程, 2020, 38(9): 1-5. [2] MALAKOOTIAN M, HEIDARI M R. Removal of phenol from steel wastewater by combined electrocoagulation with photo-Fenton[J]. Water Science and Technology, 2018, 78(6): 1260-1267. doi: 10.2166/wst.2018.376 [3] 史胜利, 冯佳, 谢树莲, 等. 生物质材料去除酚类污染物的研究进展[J]. 辽宁化工, 2022, 51(12): 1744-1747. doi: 10.3969/j.issn.1004-0935.2022.12.022 [4] CHEN G F, GAO M L. Experimental study on extraction and dephenolization of MK comeplex extractant[J]. Coal Chemical Industry, 2018, 46(2): 49-57. [5] GALDINO A L, OLIVEIRA J, MAGALHAES M L, et al. Prediction of the phenol removal capacity from water by adsorption on activated carbon[J]. Water Science and Technology, 2021, 84(1): 135-143. doi: 10.2166/wst.2021.196 [6] LIU H, KIM G E, HONG C O, et al. Treatment of phenol wastewater using nitrogen-doped magnetic mesoporous hollow carbon[J]. Chemosphere, 2021, 271: 129595. doi: 10.1016/j.chemosphere.2021.129595 [7] NIU Z Y, JIA Y T, CHEN Y C, et al. Positive effects of bio-nano Pd(0) toward direct electron transfer in Pseudomona putida and phenol biodegradation - ScienceDirect[J]. Ecotoxicology and Environmental Safety, 2018, 161: 356-363. doi: 10.1016/j.ecoenv.2018.06.011 [8] SELLAMI K, COUVERT A, NASSRALLAH N, et al. Bio-based and cost-effective method for phenolic compounds removal using cross-linked enzyme aggregates[J]. Journal of Hazardous Materials, 2020, 403: 124021. [9] YOU Y Y, HE Z. Phenol degradation in iron-based advanced oxidation processes through ferric reduction assisted by molybdenum disulfide[J]. Chemosphere, 2022, 312: 137278. [10] DWINANDHA D, ZHANG B, FUJII M. Prediction of reaction mechanism for OH radical-mediated phenol oxidation using quantum chemical calculation[J]. Chemosphere, 2021, 291: 132763. [11] 齐亚兵, 杨清翠. 煤化工废水脱酚技术研究进展[J]. 应用化工, 2021, 50(5): 1414-1419. [12] ZHU G P, WANG Y T, HUANG Q L, et al. Emulsion liquid membrane for simultaneous extraction and separation of copper from nickel in ammoniacal solutions[J]. Minerals Engineering, 2022, 188: 107849. doi: 10.1016/j.mineng.2022.107849 [13] BANERJEE S, SIVAMANI S. Estimation of model parameters in the extraction of Cr(VI) from wastewater by an emulsion liquid membrane[J]. Chemical Engineering and Technology, 2022, 45(6): 1141-1147. doi: 10.1002/ceat.202200043 [14] RAVAL A R, KOHLI H P, MAHADWAD O K. Application of emulsion liquid membrane for removal of malachite green dye from aqueous solution: Extraction and stability studies[J]. Chemical Engineering Journal Advances, 2022, 12: 100398. doi: 10.1016/j.ceja.2022.100398 [15] INYANG V, LOKHAT D. Propionic acid recovery from dilute aqueous solution by emulsion liquid membrane (ELM) technique: optimization using response surface methodology (RSM) and artificial neural network (ANN) experimental design[J]. Separation Science and Technology, 2022, 57(2): 284-300. doi: 10.1080/01496395.2021.1890774 [16] GASSER M S, KADRY H F, HELAL A S, et al. Optimization and modeling of Uranium recovery from acidic aqueous solutions using liquid membrane with Lix-622 as Phenolic-oxime carrier[J]. Chemical Engineering Research and Design, 2022, 180: 25-37. doi: 10.1016/j.cherd.2022.02.002 [17] SHOKRI A, DARAEI P, ZERESHKI S. Water decolorization using waste cooking oil: An optimized green emulsion liquid membrane by RSM[J]. Journal of Water Process Engineering, 2020, 33: 101021. doi: 10.1016/j.jwpe.2019.101021 [18] OTHMAN N, SULAIMAN R N R, RAHMAN H A, et al. Simultaneous extraction and enrichment of reactive dye using green emulsion liquid membrane system[J]. Environmental Technology, 2019, 40(11): 1476-1484. doi: 10.1080/09593330.2018.1424258 [19] ROSLY M B, JUSOH N, OTHMAN N, et al. Stability of emulsion liquid membrane using bifunctional diluent and blended nonionic surfactant for phenol removal[J]. Chemical Engineering and Processing- Process Intensification, 2020, 148: 107790. doi: 10.1016/j.cep.2019.107790 [20] JUSOH N, OTHMAN N, SULAIMAN R N R, et al. Optimization of synergistic green emulsion liquid membrane stability for enhancement of silver recovery from aqueous solution[J]. Korean Journal of Chemical Engineering, 2022, 39(2): 423-430. doi: 10.1007/s11814-021-0921-2 [21] FATIHA M, NORELA J, NORASIKIN O, et al. Development of stable green emulsion liquid membrane process via liquid–liquid extraction to treat real chromium from rinse electroplating wastewater[J]. Journal of Industrial and Engineering Chemistry, 2018, 66: 231-241. doi: 10.1016/j.jiec.2018.05.034 [22] OTHMAN N, NOAH N, SHU L Y, et al. Easy removing of phenol from wastewater using vegetable oil-based organic solvent in emulsion liquid membrane process[J]. Chinese Journal of Chemical Engineering, 2016, 25(1): 45-52. [23] 庞敏. 乳化液膜法脱酚的研究[D]. 大庆: 大庆石油学院, 2010. [24] AHMAD A L, SHAFIE Z M H M, ZAULKIFLEE N D, et al. Preliminary study of emulsion liquid membrane formulation on acetaminophen removal from the aqueous phase[J]. Membranes, 2019, 9(10): 133. doi: 10.3390/membranes9100133 [25] AHMAD A L, ZAULKIFLEE N D, KUSUMASTUTI A, et al. Removal of acetaminophen from aqueous solution by emulsion liquid membrane: Emulsion Stability Study[J]. Industrial and Engineering Chemistry Research, 2018, 58(2): 713-719. [26] ZERESHKI S, DARAEI P, SHOKRI A. Application of edible paraffin oil for cationic dye removal from water using emulsion liquid membrane[J]. Journal of Hazardous Materials, 2018, 356: 1-8. doi: 10.1016/j.jhazmat.2018.05.037 [27] ZERESHKI S, SHOKRI A, KARIMI A. Application of a green emulsion liquid membrane for removing copper from contaminated aqueous solution: Extraction, stability, and breakage study using response surface methodology[J]. Journal of Molecular Liquids, 2020, 325: 115251. [28] KUMAR A, THAKUR A, PANESAR P S. Extraction of hexavalent chromium by environmentally benign green emulsion liquid membrane using tridodecyamine as an extractant[J]. Journal of Industrial and Engineering Chemistry, 2018, 70: 394-401. [29] 焦潇帅, 王力, 颜冰川, 等. 乳化液膜去除焦化废水中苯酚的初步研究[J]. 膜科学与技术, 2020, 40(4): 119-125. [30] KUMAR A, THAKUR A, PANESAR P S. Stability analysis of environmentally benign green emulsion liquid membrane[J]. Journal of Dispersion Science and Technology, 2018, 39(10): 1510-1517. doi: 10.1080/01932691.2017.1421079 [31] AKKAR S, MOHAMMED S. The feasibility of emulsion liquid membrane for the extraction of organic acids from wastewater[J]. IOP Conference Series:Materials Science and Engineering, 2021, 1076(1): 012021. doi: 10.1088/1757-899X/1076/1/012021 [32] 张海燕, 庞敏, 吴韦等. 正辛醇为载体的乳化液膜法脱酚[J]. 化工进展, 2010, 29(12): 2400-2404. [33] NASAB D P, KELISHAMI R A, et al. Selective separation and enrichment of neodymium and gadolinium by emulsion liquid membrane using a novel extractant CYANEX (R) 572[J]. Minerals Engineering, 2018, 117: 63-73. doi: 10.1016/j.mineng.2017.11.008 [34] ZAULKIFLEE N, AHMAD A, SUGUMARAN J, et al. Stability study of emulsion liquid membrane via emulsion size and membrane breakage on acetaminophen removal from aqueous solution using TOA[J]. ACS omega, 2020, 5(37): 23892-23897. doi: 10.1021/acsomega.0c03142 [35] HAO M, KÖKKıLıÇ O, MARION C M, et al. The extraction of nickel by emulsion liquid membranes using Cyanex 301 as extractant[J]. The Canadian Journal of Chemical Engineering, 2018, 96(7): 1585-1596. doi: 10.1002/cjce.23100 [36] ROUHANI S H R, DAVARKHAH R, ZAHERI P, et al. Separation of molybdenum from spent HDS catalysts using emulsion liquid membrane system[J]. Chemical Engineering and Processing - Process Intensification, 2020, 153: 107958. doi: 10.1016/j.cep.2020.107958 [37] SUJATHA S, RAJASIMMAN M. Development of a green emulsion liquid membrane using waste cooking oil as diluent for the extraction of arsenic from aqueous solution - Screening, optimization, kinetics and thermodynamics studies[J]. Journal of Water Process Engineering, 2021, 41: 102055. doi: 10.1016/j.jwpe.2021.102055 [38] KUMAR A, THAKUR A, PANESAR P S. A review on emulsion liquid membrane (ELM) for the treatment of various industrial effluent streams[J]. Reviews in Environmental Science and Bio/Technology, 2019, 18(1): 153-182. doi: 10.1007/s11157-019-09492-2 [39] HUSSEIN M A, MOHAMMED A A, Atiya M A. Application of emulsion and Pickering emulsion liquid membrane technique for wastewater treatment: An overview[J]. Environmental Science and Pollution Research, 2019, 26(36): 36184-36204. doi: 10.1007/s11356-019-06652-3 [40] JUSOH N, OTHMAN N, ROSLY M B. Extraction and recovery of organic compounds from aqueous solution using emulsion liquid membrane process[J]. Materials Today:Proceedings, 2021, 47(P6): 1301-1306. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 3208
- HTML全文浏览数: 3208
- PDF下载数: 120
- 施引文献: 0



