






 下载:
下载:















-
榨菜是中国的特色产品之一,深受广大群众的欢迎。然而,榨菜产业在蓬勃发展的同时,大量高盐榨菜废水的散排和直排等也带来了许多环境问题[1]。高盐榨菜废水具有盐度高、有机物浓度高和氮磷浓度高的特点,如何实现废水的有效处理以及达标排放是亟待解决的难题。目前,榨菜废水的处理工艺主要有SBR工艺、UASB-好氧-混凝工艺、ASBBR工艺等。刘欢逸[2]采用SBR处理某榨菜生产企业所排放的榨菜废水,在将废水稀释至COD<2000 mg·L−1、氨氮<60 mg·L−1、盐度为2%后,该工艺的COD去除率和氨氮去除率分别能达到94%和98%。许劲等[3]采用厌氧-接触氧化工艺处理COD值为3 000 mg·L−1、氨氮为80 mg·L−1、盐度为1.5%的榨菜废水,其稳定运行的最佳负荷为0.5~0.6 kg·(m³·d)−1,出水COD值和氨氮浓度分别可达到100 mg·L−1和15 mg·L−1以下。由此可见,榨菜废水经过稀释等手段将污染物浓度和盐度控制在一定范围内时,可以得到较为有效的处理。但稀释原水不仅提高了处理成本,同时污水量大幅增加,此外,传统的处理方法存在污泥流失严重、抗冲击能力差、有机负荷低等问题[4, 5]。本课题组在前期研究中采用厌氧膜生物反应器(Anaerobic Membrane Bioreactor,AnMBR)有效解决了高盐高污染物榨菜废水厌氧生物处理耐盐微生物截留富集及污染物的去除,取得了较好的处理效果[6]。但厌氧工艺对于氮、磷等元素的去除效果有限,并且厌氧膜出水的有机物浓度也难以满足排放要求。因此,寻找合适的好氧工艺对厌氧膜出水进一步处理十分必要。
缺氧/好氧/缺氧-膜生物反应器(anacrobic/oxic -membrane bioreactor,AOA-MBR)是由硝化反硝化工艺与膜分离技术耦合而成的脱氮除磷工艺,该工艺不仅能够提升污泥浓度、强化脱氮效率、提升出水水质,还能节约用地面积,方便城镇污水厂的改建[7-8]。潘懿等[7]在处理生活污水的中试研究中发现,AO-MBR工艺不仅对COD、氨氮等具有较高的去除效率,并且对总氮的去除率也远高于传统的A/O工艺。贾国江[9]等采用AO-MBR处理含盐制药废水,在盐度为4 000 mg·L−1、HRT为16 h的条件下,反应器的出水COD值平均为为178 mg·L−1,COD去除率为95.8%;出水氨氮平均为12 mg·L−1,氨氮去除率为93.7%;出水总氮为48 mg·L−1,总氮去除率为78.9%。这说明,采用AO-MBR工艺来处理高盐有机废水具有较高的可行性,可以考虑将其作为厌氧出水的深度处理和脱氮除磷工艺,以达到废水达标排放的目的。
在本课题组前期研究中[6],榨菜废水厌氧膜出水COD值仍有1 200 mg·L−1左右,总氮和总磷质量浓度分别为500 mg·L−1和55 mg·L−1左右,需要进一步处理以实现达标排放。基于此,本研究采用缺氧/好氧/缺氧-膜生物反应器(anacrobic/oxic/anacrobic-membrane bioreactor,AOA-MBR)强化工艺对高盐榨菜废水的厌氧膜工艺出水进行了进一步处理,通过低负荷耐盐性驯化启动、缩短HRT、调整Ro等方式探索最佳运行参数,考察了AOA-MBR在不同HRT和不同Ro下的脱氮除磷效果,并对其污泥性质变化进行了研究,以期为高盐榨菜废水处理工艺的工业化应用提供参考。
全文HTML
-
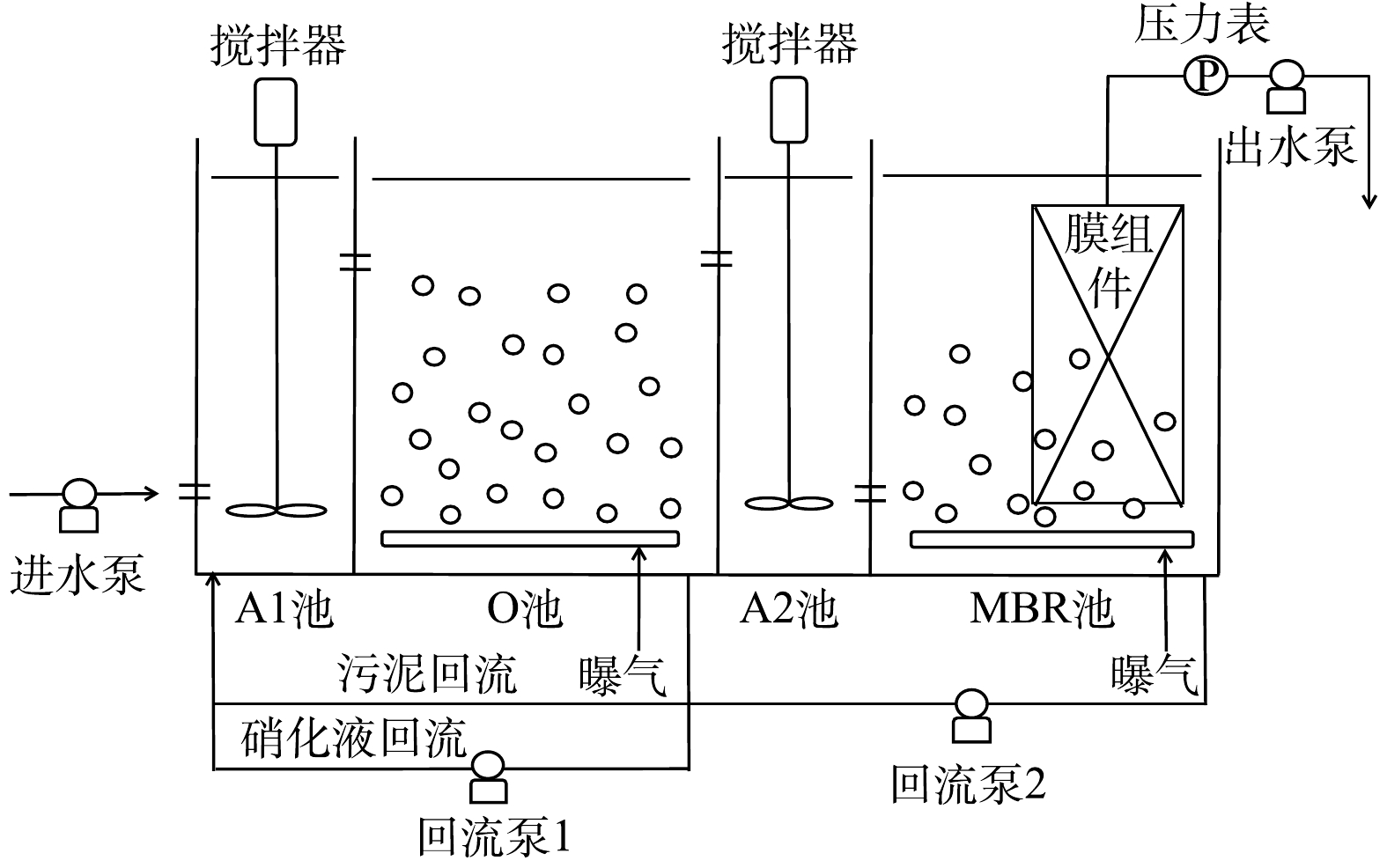
本研究采用AOA-MBR工艺,装置如图1所示。主要由1号反硝化池(A1池)、硝化池(O池)、2号反硝化池(A2池)和MBR池组成,其有效容积分别为20、40、20、40 L,总有效容积为120 L。在A1池和A2池设置搅拌器进行持续搅拌,目的是防止污泥下沉;在O池和MBR池底部设有曝气装置,在提供溶解氧的同时使池内污泥充分混合,DO控制在2~4 mg·L−1。O池硝化液和MBR池的硝化液及污泥皆通过蠕动泵回流至A1池,初始硝化液回流比Ro和污泥回流比Rs均设置为100%,污泥停留时间(sludge retention time,SRT)为40 d。
实验中所用膜组件为聚偏氟乙烯材质(PVDF)的平板膜,有效膜面积为0.2 m²,过滤方式采用负压抽吸。膜组件底部设有连续射流曝气装置,在提供DO的同时也对膜表面形成冲刷,能够在一定程度上减缓膜污染。反应器采用蠕动泵控制进出水流量,出水抽停比为8 min:2 min,跨膜压差(trans-membrane pressure drop,TMP)采用压力表测定,当TMP超过25 kPa时,对膜组件进行清洗。为了保持液位平衡,多余的膜出水通过蠕动泵回流至系统内。
-
本研究所用废水为高盐榨菜废水经过厌氧膜处理后的出水,其水质如表1所示。进水中的碳氮比(carbon to nitrogen ratio,C/N)会影响反应器的脱氮效果,要得到较好的氮去除效果C/N需达到7以上,特别是当污水中C/N小于3~5时,若想要获得较高的反硝化速率,则需另外投加有机碳[10]。厌氧膜出水的C/N较低,只有2.5左右。因此,为了降低成本、提升AOA-MBR进水的C/N,本实验在厌氧膜出水中混合了一定比例(2∶1)的高盐榨菜废水原水(表1)作为碳源,提升其C/N至8左右,混合后的水质同样见表1。反应器所用接种污泥取自某城镇污水处理厂,接种时控制A1池、O池和A2池的污泥质量浓度在5~6 g·L−1,MBR池污泥质量浓度为7~8 g·L−1。
-
本研究中反应器共运行了130 d。在前100 d,根据HRT的不同将整个实验过程分为5个阶段。其中第Ⅰ阶段(1~40 d)为启动阶段,反应器在低负荷(HRT为12 d)下运行,通过进水不断提升反应器内盐度并驯化活性污泥;在第Ⅱ、Ⅲ、Ⅳ、V阶段,改变反应器的HRT,提升进水量,以考察反应器在不同HRT(8、6、4、3 d)下的运行状况。运行负荷的不断提升会使反应器对污染物的去除效率逐渐降低,因此,在运行负荷提升至反应器出水无法满足排放要求时,调整硝化液回流比,以考察不同硝化液回流比(Ro为100%、200%、300%)对反应器运行性能的影响。在反应器运行的全过程中,室内温度在控制在25 ℃左右。
-
COD采用重铬酸钾法测定,用硫酸汞掩蔽Cl−;氨氮、总氮、总磷、MLSS、MLVSS采用国家环保总局规定的检测方法[11];电导率和盐度采用雷磁DDBJ-350便携式电导率仪测定;SMP和BEPS的提取参考陈康等[12]的方法;采用激光粒径分析仪(BT-2003)测定污泥粒径及粒径分布。采用苯酚-硫酸法和Folin-酚法测定SMP和BEPS中的多糖和蛋白质含量,两者的总和即为SMP和BEPS的含量[5]。
1.1. 实验装置
1.2. 接种污泥与实验用水
1.3. 实验设计
1.4. 分析方法
-
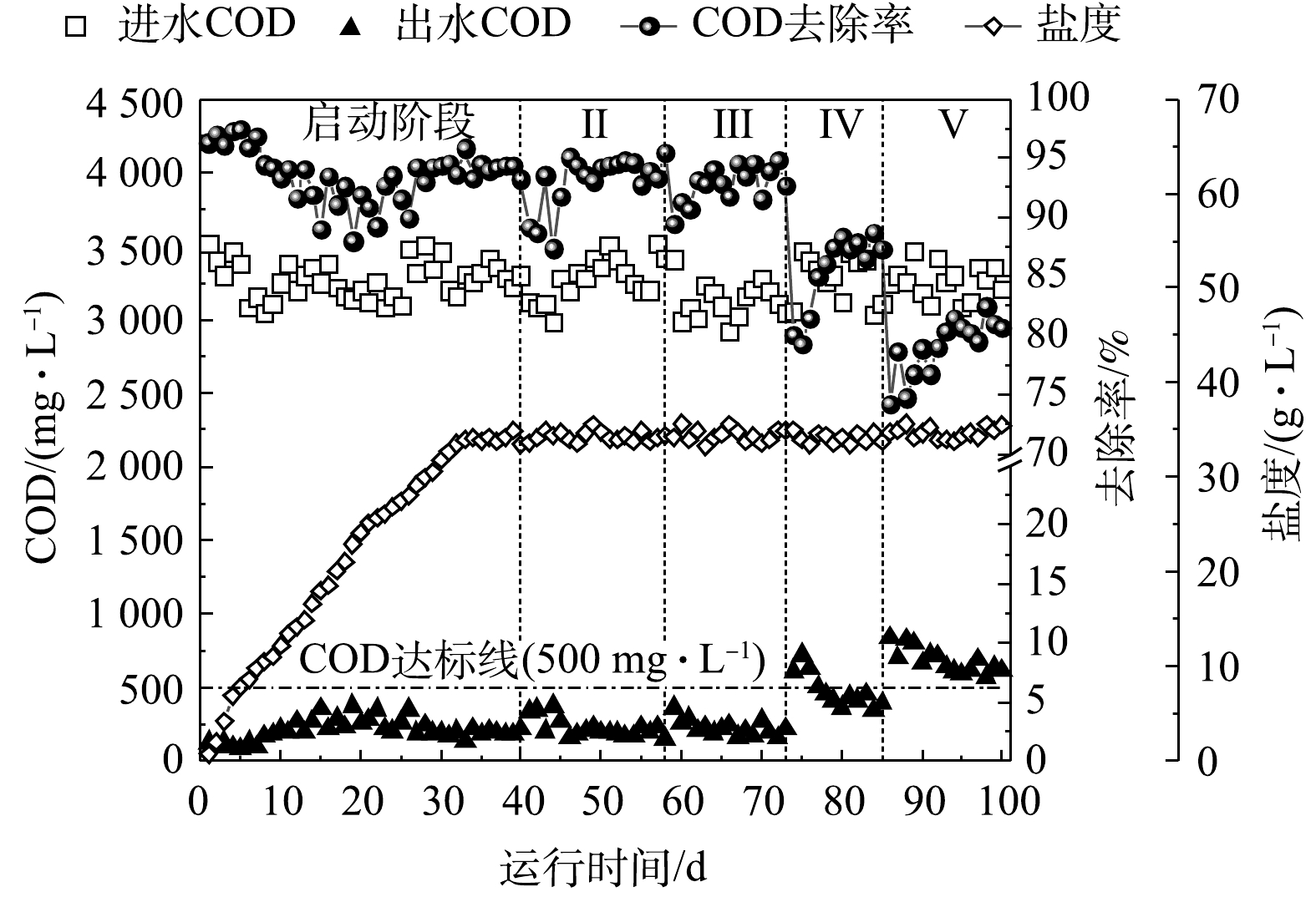
1) COD去除率的变化。如图2所示,在反应器启动的第1周内,出水COD值在100 mg·L−1上下波动,COD去除率平均为96.7%。这可能归因于:在运行初期,接种污泥的上清液对高盐榨菜废水产生了一定的稀释作用。从第8天开始,出水COD值开始缓慢上升,特别是在第15~26天,出水COD值波动较大,COD去除率最低为88.9%,平均为91.1%。这可能是由于盐度的不断提升使部分微生物因细胞脱水而死亡[13],影响了微生物降解污染物的效率。随着体系内盐度的稳定以及活性污泥的耐盐性驯化,到启动阶段后期时(35~40 d),COD去除率逐渐稳定,平均为94.1%。有研究[14]表明,生物处理系统在高盐环境下极易造成驯化失败和启动的延迟。而本研究通过低负荷下逐步提升盐度的方式实现反应器的快速启动,在35 d左右的时间里建立起了高盐条件下较为稳定生物处理体系。在第Ⅱ阶段和第Ⅲ阶段的初期,COD去除率出现了短暂的下降,但又迅速恢复稳定,这说明在HRT为8 d和6 d的工况下,负荷的提升对COD去除率没有明显影响。在第Ⅳ阶段,HRT为4 d的工况下,出水COD值开始明显上升,最高达到了460 mg·L−1,COD去除率平均为87%。在第V阶段,反应器的HRT为3 d时,COD去除率下降至80%左右,出水COD值超过了《污水排入城镇下水道水质标准》(GB/T31962-2015)的B级排放标准。笔者认为,COD去除率的下降主要与HRT的缩短有关,在高盐的环境下,微生物活性会受到一定程度的抑制[15],这使微生物难以在短时间内将有机物快速降解。
2)氨氮去除率的变化。AOA-MBR的氨氮去除率变化情况如图3所示。在启动阶段,随着盐度的升高,反应器对氨氮的去除率由99%下降至97%左右,出水氨氮质量浓度在第15~20天出现了短暂的上升,最高达到了8.7 mg·L−1。经过一段时间的运行后,出水氨氮质量浓度逐渐下降至2 mg·L−1左右。这说明在高盐环境中,硝化菌的活性确实会受到一定的影响,但如果能够为硝化菌的增殖提供较长的驯化时间以及较高的污泥浓度,就能够保证反应器的脱氮效果[16]。在第Ⅱ阶段和第Ⅲ阶段,当系统的HRT缩短至8 d (其中HRT (A1)为1.3 d、HRT (O)为2.7 d、HRT (A2)为1.3 d、HRT (MBR)为2.7 d)和6 d (其中HRT (A1)为1 d、HRT (O)为2 d、HRT (A2)为1 d、HRT (MBR)为2 d)时,出水氨氮平均质量浓度分别为2.7 mg·L−1和4.9 mg·L−1,这说明AOA-MBR具有出色的硝化效果。笔者认为,AOA-MBR中的活性污泥污泥龄较长,并且高盐环境使得活性污泥较为分散,导致DO传递效率高,这为硝化细菌的富集与增殖创造了有利条件[17]。在第Ⅳ阶段,当反应器的HRT缩短至4 d (其中HRT (A1)为0.7 d、HRT (O)为1.3 d、HRT (A2)为0.7 d、HRT (MBR)为1.3 d)时,出水氨氮首次超过了10 mg·L−1,氨氮去除率从98%下降至96%,此时运行负荷的提升已经对反应器的氨氮去除效果造成了一定的影响。当HRT进一步缩短至3 d (其中HRT (A1)为0.5 d、HRT (O)为1 d、HRT (A2)为0.5 d、HRT (MBR)为1 d)时,系统的氨氮去除率则出现了大幅度的下降,平均为86.5%,下降了10%左右,出水氨氮浓度超过了《污水排入城镇下水道水质标准》(GB/T 31962-2015)的B级排放标准。笔者认为,在高盐环境下硝化细菌的活性会受到抑制,而HRT的缩短致使硝化细菌没有足够的时间将进水中的氨氮转化为硝态氮[10]。此外,有机负荷的提高会使O池中异养菌成为优势菌,严重影响自养硝化细菌的正常生长,这也是氨氮去除率下降的重要原因[18]。
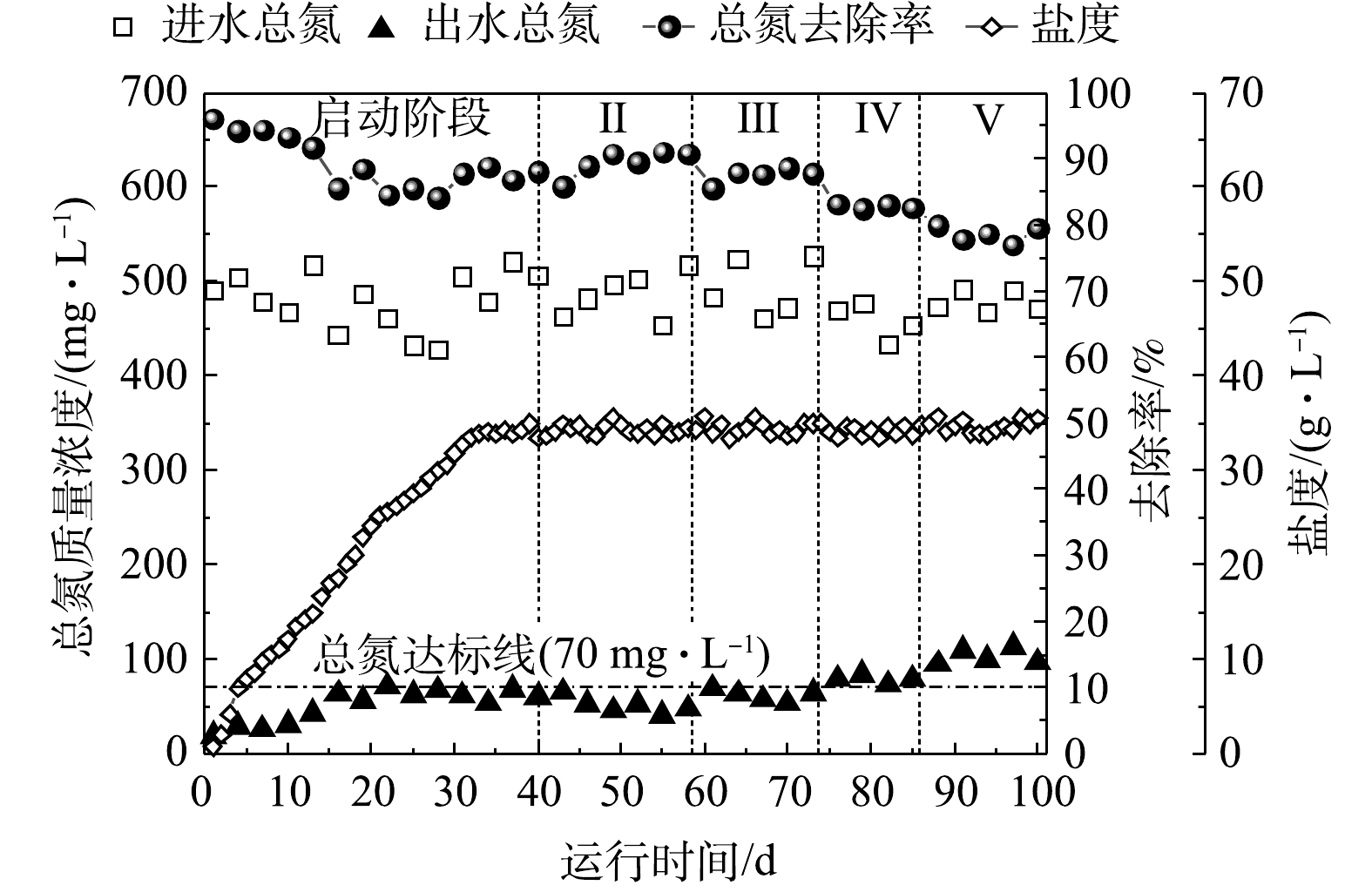
3)总氮去除率的变化。AOA-MBR的总氮去除率变化情况如图4所示。进水总氮为400~600 mg·L−1,其质量浓度较高且波动较大。在启动初期,由于接种污泥上清液的稀释作用,出水总氮浓度较低,总氮去除率在90%以上。随着运行时间的增加,出水总氮逐渐上升并最终稳定在60 mg·L−1左右,启动末期总氮的平均去除率为87.8%。在第Ⅱ阶段,A1、O、A2和MBR池的HRT分别为1.3、2.7、1.3和2.7 d,此时反应器出水总氮浓度略有下降,总氮去除率平均为88.6%。PANSWAD等[19]的研究结果表明,与硝化细菌相比,反硝化菌更容易在高盐环境下保持较高的活性,这可能是总氮去除率上升的原因之一。到第Ⅲ阶段时,A1、O、A2和MBR池的HRT分别为1、2、1和2 d,此时反应器的出水总氮浓度因负荷的提升而略有上升,已经接近70 mg·L−1的达标排放限值。在第Ⅳ阶段和第V阶段,反应器的HRT分别为4 d和3 d,此时反应器的出水总氮浓度进一步上升,总氮平均去除率分别下降至82.8%和78.5%。笔者认为,当HRT缩短后,进水量的提升首先会对A1池中反硝化菌的生存环境产生较大冲击,影响其活性,这是导致反应器总氮去除率下降的主要原因。此外,系统的硝化液回流比较低也是影响总氮去除率的因素之一[20],在硝化液回流量不足的情况下,大量的硝态氮无法被及时还原为氮气,这不仅使出水硝氮浓度升高,还影响了碳源的利用,从而间接造成了出水COD值的升高。
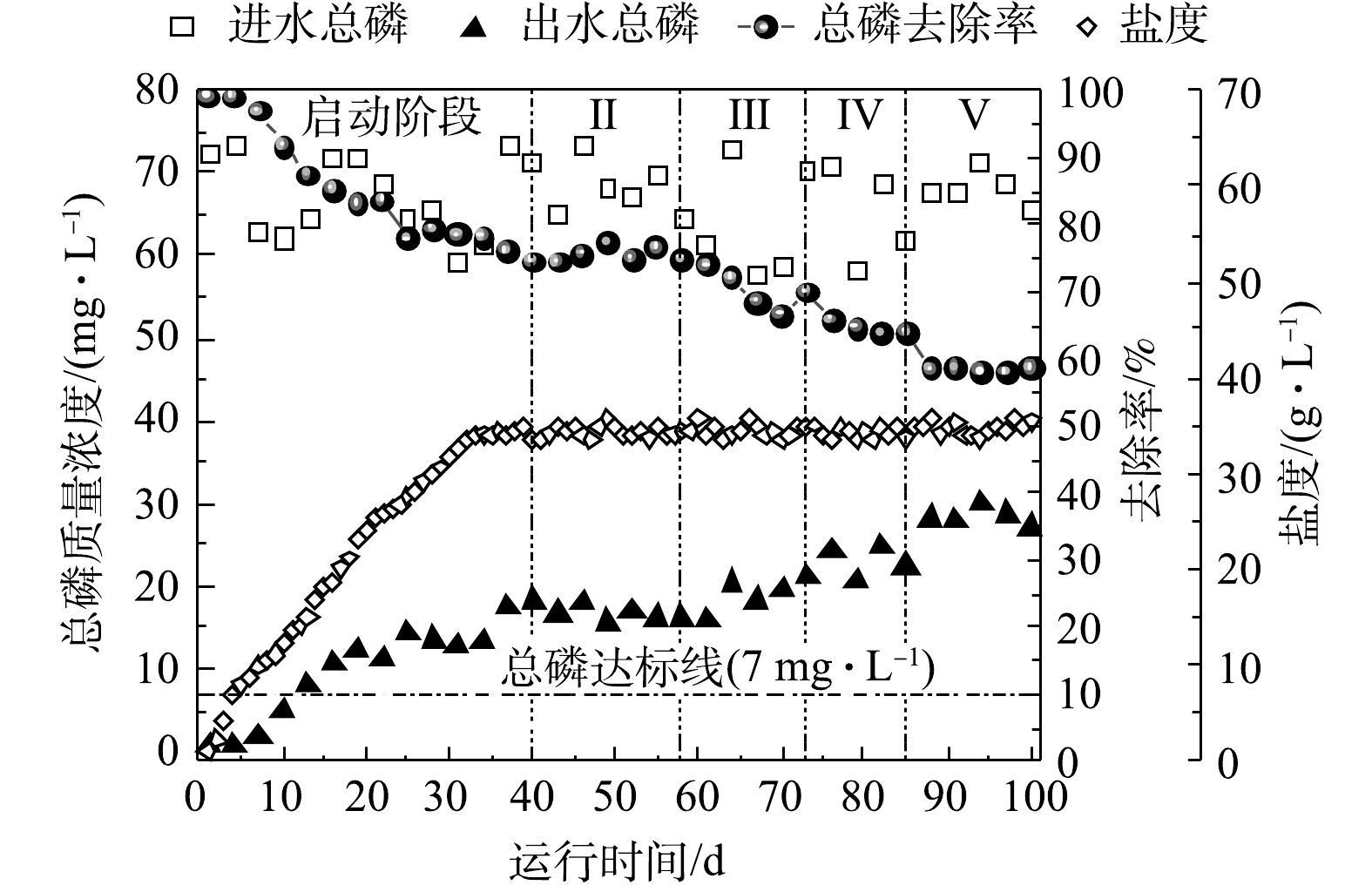
4)总磷去除率的变化。图5所示为AOA-MBR的总磷去除率变化情况。由图5可知,反应器的进水总磷质量浓度很高,为55~75 mg·L−1。在前40 d的启动期内,出水总磷质量浓度逐渐升高,由0.7 mg·L−1上升至18 mg·L−1左右,总磷去除率由初始的99%下降到75%左右。这主要是因为:接种污泥的总磷浓度很低,在反应器刚启动的前几天内,由于稀释作用,总磷去除率产生了虚高的现象,而随着运行时间的延长,总磷去除率逐渐恢复正常。在反应器运行的第Ⅱ、Ⅲ、Ⅳ、V阶段,随着HRT的缩短,反应器的出水总磷浓度不断上升,至第V阶段时,出水总磷质量浓度达到了28 mg·L−1左右,总磷去除率平均为58.2%。笔者认为,系统对于总磷的去除主要依靠以下3点:体系内污泥浓度增加,微生物不断增殖需要消耗一部分磷作为合成细胞的营养物质[21];在排泥和清洗膜组件的过程中,一部分磷随着污泥被带出了系统外;膜的截留作用[22]。由此可见,虽然AOA-MBR对于总磷具有一定的去除效果,但仅依靠生物除磷技术无法满足本实验对于出水总磷的浓度要求,还需要与化学除磷相结合。
-
硝化液回流比是影响反应器脱氮效率的重要因素,通过硝化液回流能够为反硝化过程提供电子受体。当硝化液回流比过低时,缺氧池的反硝化过程进行不完全,大量有机物进入好氧池,不仅会使系统的好氧量增大,还会使好氧池的硝化效果受到影响[23];当硝化液回流比过高时,好氧池大量的DO进入缺氧池,不仅会破坏反硝化环境,还会导致DO取代硝态氮消耗体系内的碳源,造成反应器的总氮去除率下降[24]。因此,调整硝化液回流比对提高反应器的脱氮效率具有重要意义。
由2.1节的分析结果可知,在HRT为4 d时,AOA-MBR的出水COD、氨氮、总氮上升幅度明显,其中总氮已经超过了70 mg·L−1,无法满足《污水排入城镇下水道水质标准》(GB/T 31962-2015)的B级排放标准。因此,为了进一步优化反应器运行参数,确定本实验的最佳Ro,本阶段在HRT为4 d的运行负荷下,分别考察了Ro为100%、200%、300%时,AOA-MBR中的COD、氨氮、总氮去除率。
1) Ro对COD去除效果的影响。由图6可知,在HRT为4 d的工况下,当Ro为100%、200%和300%时,出水COD的平均值分别为426、321、346 mg·L−1,平均去除率分别为86.6%、89.9%、89.3%。由此可见,增大Ro能够在一定程度上提升反应器的COD去除率。笔者认为,提高Ro后,A1池内反硝化过程进行的更完全,消耗的有机碳源增多,这是出水COD值降低的重要原因。
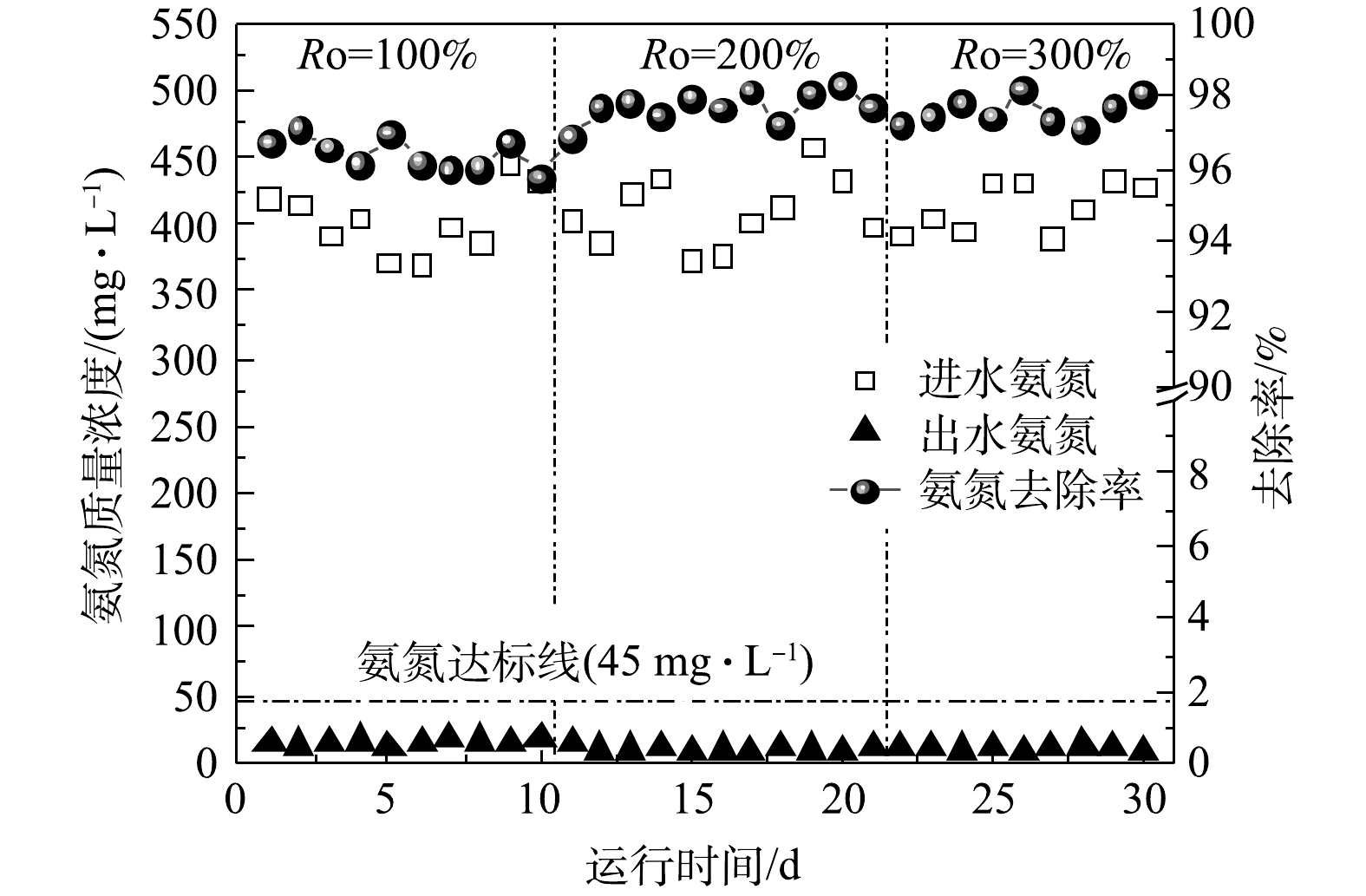
2) Ro对氨氮去除效果的影响。由图7可知,在HRT为4 d的工况下,当Ro为100%、200%、300%时,出水氨氮的平均质量浓度分别为14.6、9.4、9.9 mg·L−1,平均去除率分别为96.4%、97.7%、97.6%。可以看出,提升Ro对于提高反应器的氨氮去除率有一定的作用,但影响不大,特别是当Ro提升至为200%和300%时,其氨氮去除率基本没有变化。笔者认为,Ro增大使得进入O池和MBR池的有机碳源减少,因此,硝化菌在与异养菌的种群竞争中占据了优势地位,进而导致反应器的氨氮去除率上升[25]。
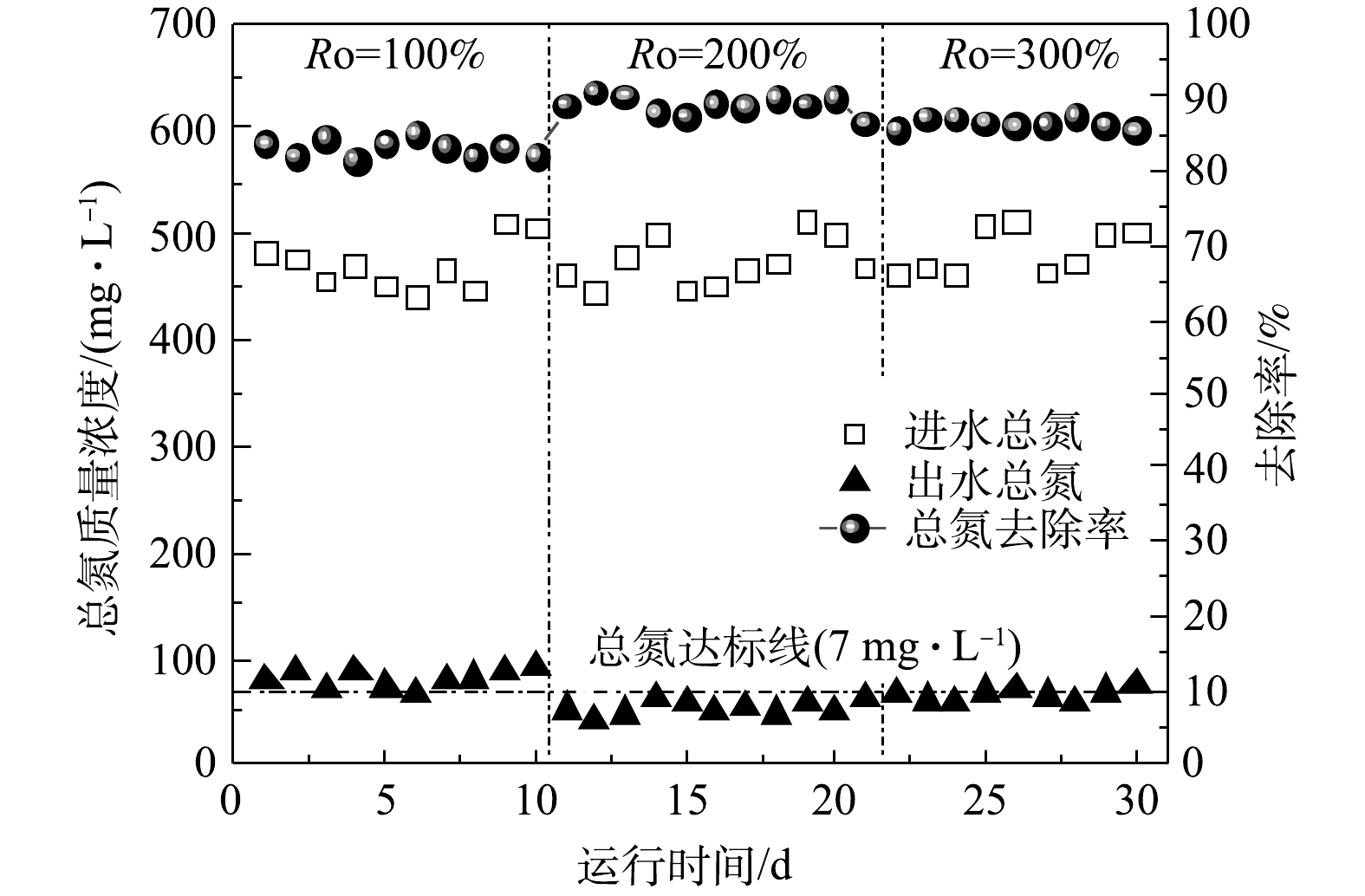
3) Ro对总氮去除效果的影响。由图8可知,在HRT为4 d的工况下,当Ro为100%、200%、300%时,出水总氮的平均值分别为80.1、51.6、65.6 mg·L−1,平均去除率分别为83.0%、89.1%、86.4%。由此可知,当Ro提升至200%时,总氮去除率最高,出水总氮值始终低于70 mg·L−1,能够满足排放标准。当Ro提升至300%时,总氮去除率反而下降,出水总氮浓度接近甚至超过了排放标准。笔者认为,当Ro适当提升时,能够为A1池的反硝化过程充足的硝态氮,促进脱氮效率的提升;而当Ro过高时,会造成A1池内DO浓度过高,影响反硝化菌的活性,进而影响反硝化过程的顺利进行。此外,硝化液回流比的提升会增加能耗,提高运行成本[25]。因此,综合以上结果分析来看,本实验的最佳Ro为200%。
综合2.1节及2.2节的研究结果可以得出,AOA-MBR在HRT为4 d、Ro为200%的工况下,可以实现榨菜废水的有效处理,COD去除率为85.4%、氨氮去除率为96.4%,总氮去除率为89.1%,出水COD值、氨氮浓度、总氮浓度满足《污水排入城镇下水道水质标准》(GB/T 31962-2015)的B级排放标准。与现有的SBR、A/O等工艺相比,AOA-MBR在运行稳定性及出水水质方面具有较大优势,并且能够有效缩小占地面积,降低建设成本,但膜污染仍然是目前膜生物反应器存在的主要问题,还需要膜材料制备改进及膜运行优化控制,以降低维护成本。
-
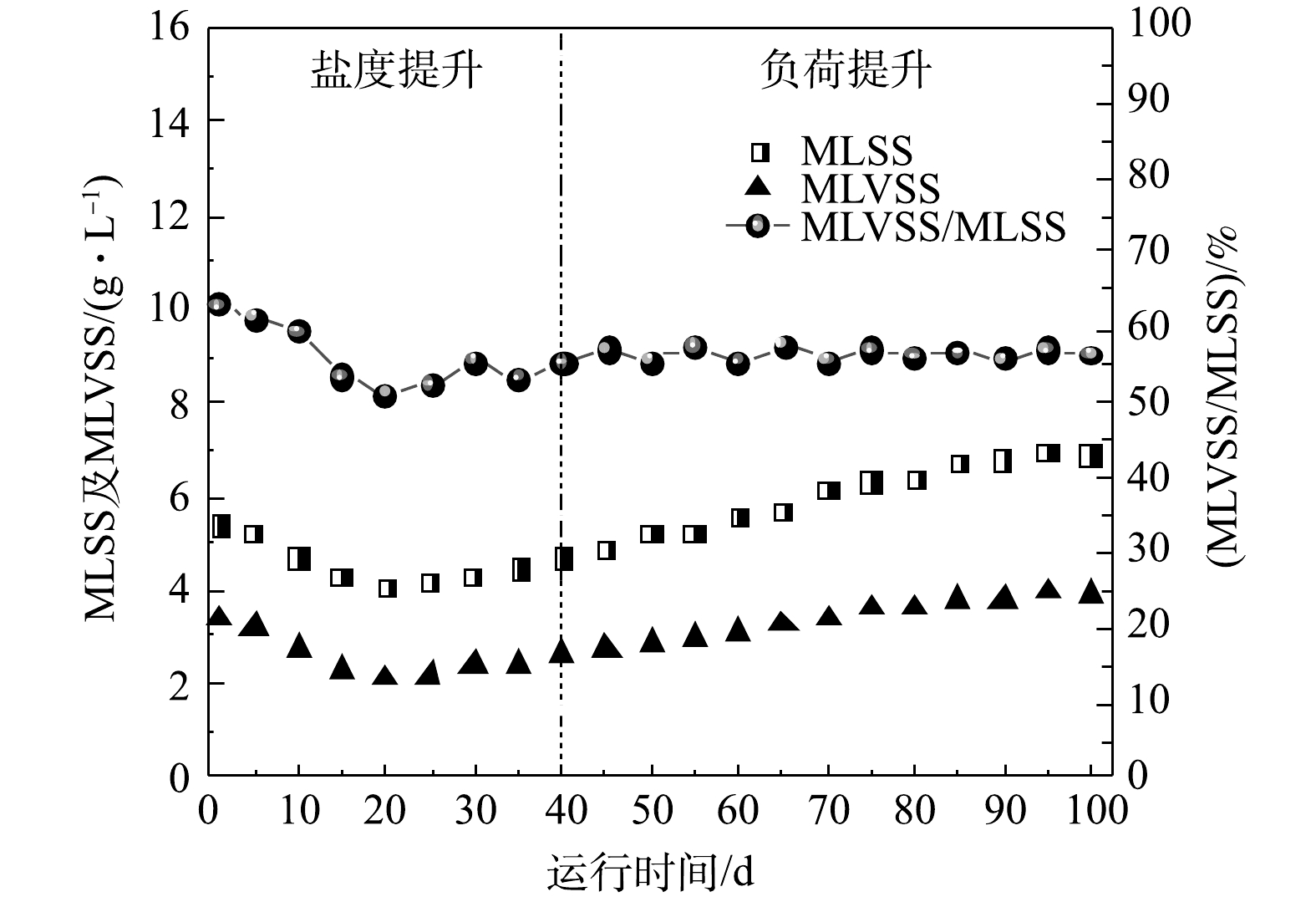
1) O池污泥质量浓度的变化。为了解盐度提升和负荷提升对活性污泥的影响情况,在AOA-MBR运行的前100 d,对反应器O池中MLSS、MLVSS以及MLVSS/MLSS的变化情况进行了监测,结果如图9所示。MLSS及MLVSS总体上呈先降低后增加的趋势,在AOA-MBR运行的前20 d内,MLSS及MLVSS分别从5.4 g·L−1和3.4 g·L−1降低到4.1 g·L−1和2.1 g·L−1,MLVSS/MLSS的值由接种时的62.9%降低到了51.2%。这主要是因为,AOA-MBR接种的活性污泥盐度很低,在高盐废水的冲击下,体系内盐度快速提升,部分活性污泥因为难以适应环境的改变而死亡,从而导致MLSS、MLVSS以及MLVSS/MLSS的整体下降[26]。随着进水量的及时调整以及活性污泥的逐渐驯化,耐盐微生物开始逐渐增殖,污泥浓度缓慢上升,到第40天时,MLSS及MLVSS分别增长到了4.7 g·L−1和2.6 g·L−1,MLVSS/MLSS的值恢复到了55.3%。在负荷提升阶段,随着HRT的不断降低,污泥浓度开始迅速增长;到第100天时,MLSS和MLVSS分别增长到了6.9 g·L−1和3.9 g·L−1。笔者认为,负荷的提升为微生物提供了足量的有机碳源,因此,耐盐微生物增殖速率加快,导致了污泥浓度的迅速上升。此外,由于膜组件的截留作用,导致许多无机物质被截留在了反应器中,这也是导致污泥浓度上升和MLVSS/MLSS值下降的重要原因。
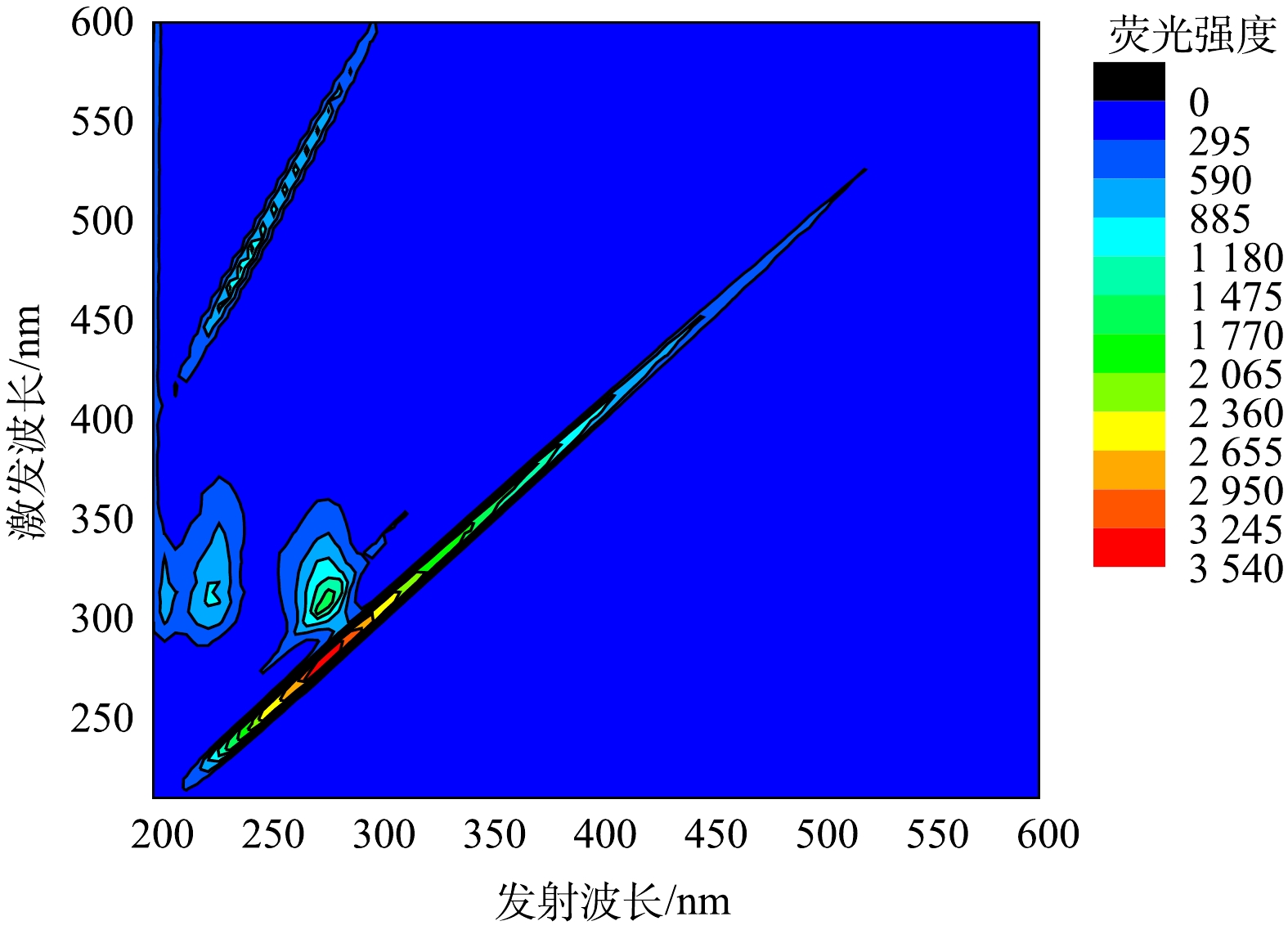
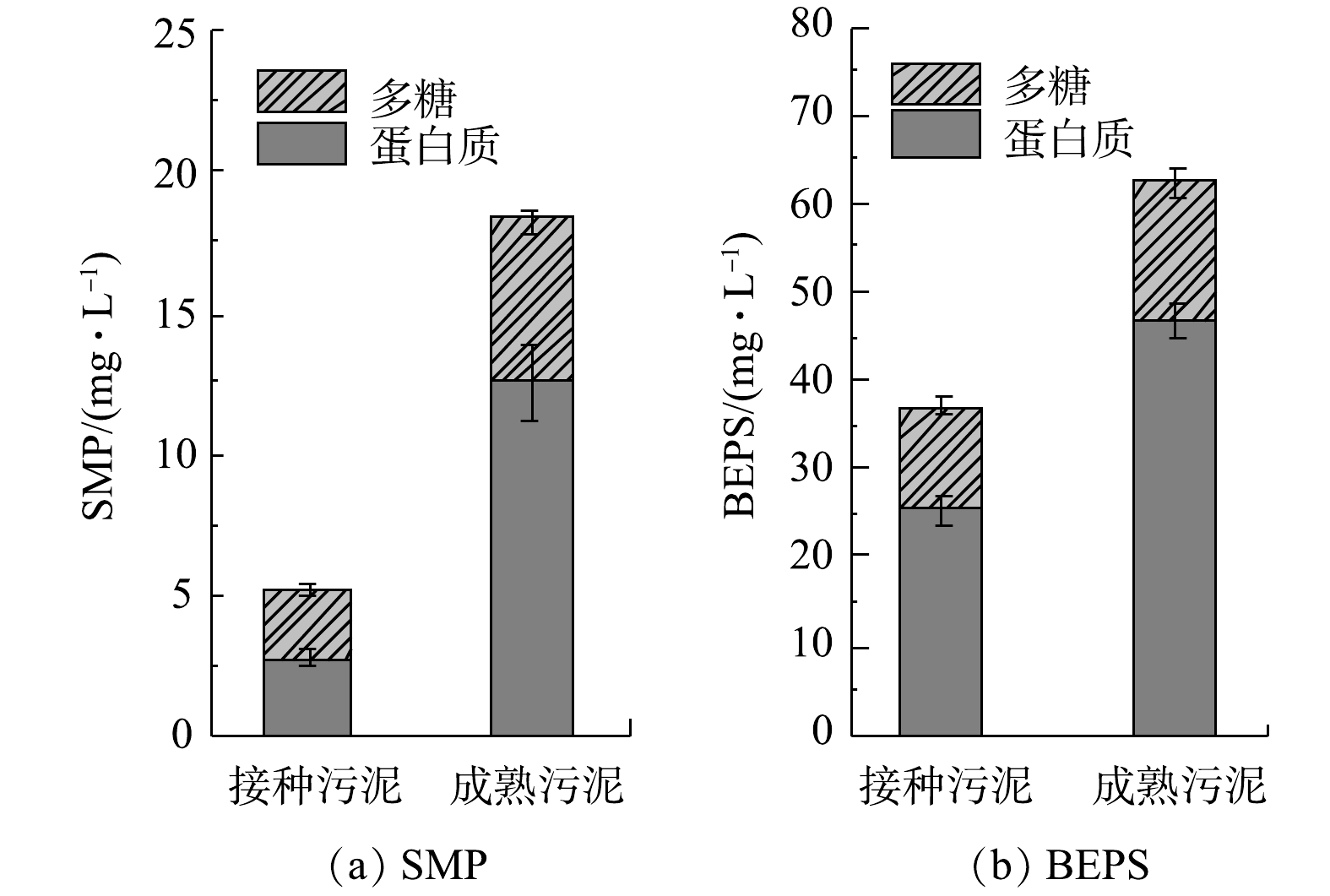
2) MBR池中SMP和BEPS的变化。在AOA-MBR运行结束后,提取MBR池中成熟污泥的SMP和BEPS,分析其组成成分,并与接种时污泥的组分进行比较,结果如图10所示。接种污泥的SMP和BEPS的质量浓度分别为5.1 mg·g−1和36.9 mg·g−1,经过长期的高盐环境驯化后,成熟污泥的SMP和BEPS的质量浓度上升到18.3 mg·g−1和62.5 mg·g−1。LI等[27]的研究结果表明,在盐胁迫的条件下,微生物会分泌更多SMP和BEPS以应对渗透压的改变。此外,在高盐条件下微生物细胞易发生水解,其胞内物质的释放也会导致SMP含量的上升。从SMP和BEPS的组成比例来看,接种污泥的PN/PS值分别为1.1和2.2,而成熟污泥的PN/PS的值分别为2.1和2.9,均远高于接种污泥。这说明,在高盐环境下,SMP和BEPS的增量均主要以蛋白质为主。其中,SMP中PN/PS值上升可能是因为在好氧体系中,蛋白质的水解过程比多糖类物质慢,更容易造成累积[28]。BEPS中PN/PS值上升则说明胞外蛋白的增加有利于微生物在高盐环境下的生存,能够起到保护细胞的作用[13]。
-
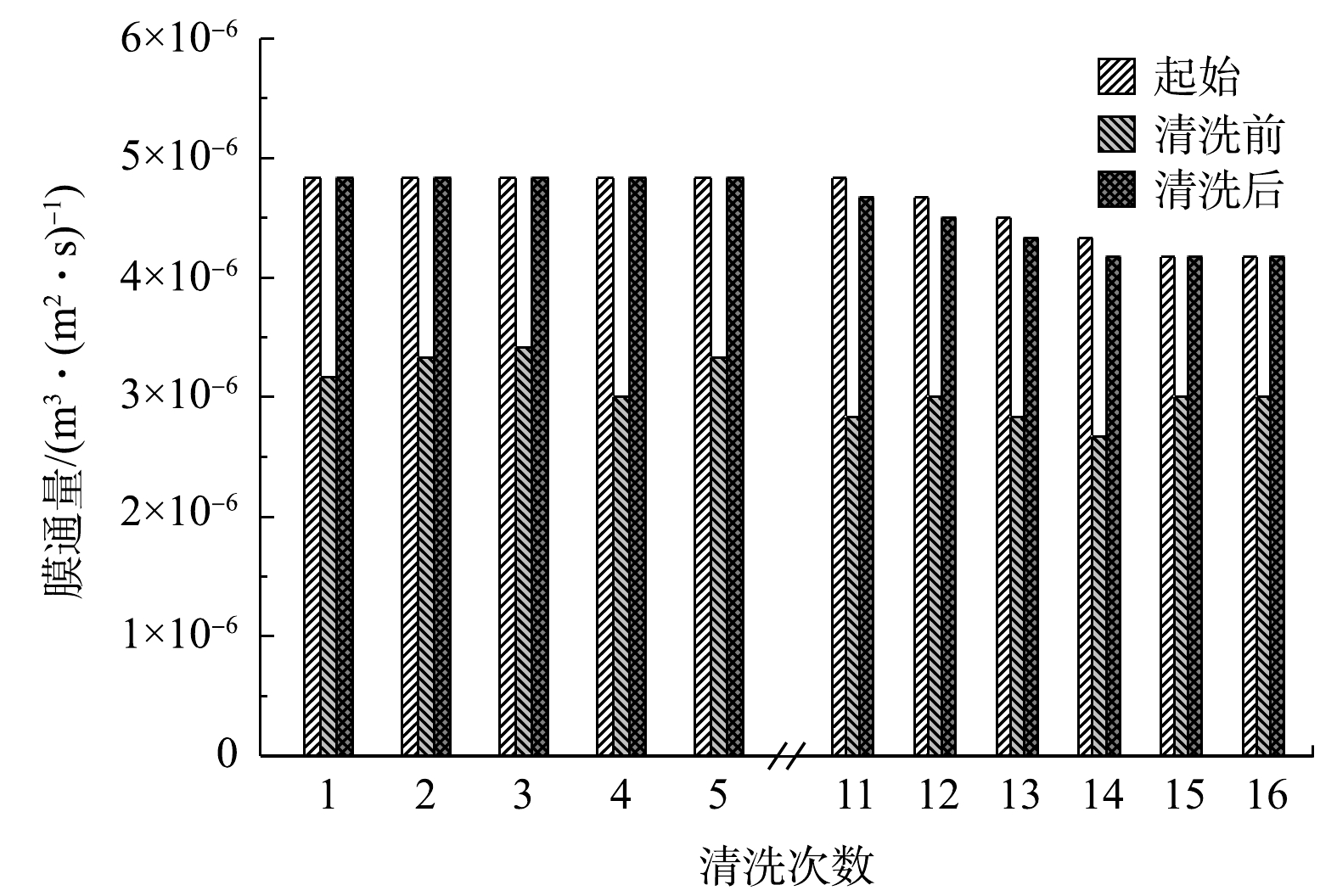
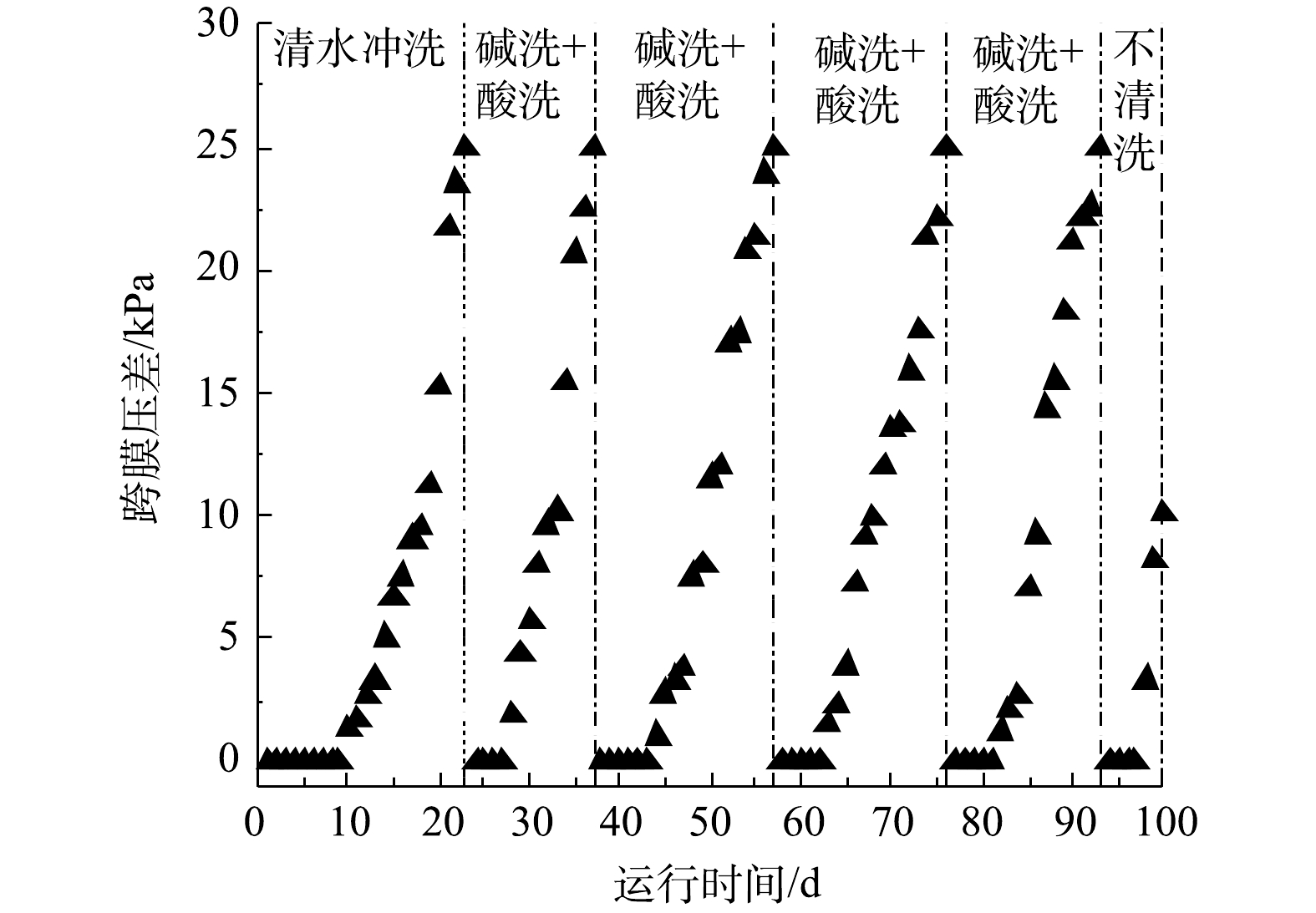
图11反映了AOA-MBR在运行期间的TMP变化情况。在100 d的时间里,反应器的TMP累计5次达到25 kPa,分别是在第23、37、57、76和93天。其中TMP第1次出现是在第10天,为1.3 kPa,说明此时平板膜的表面已经出现了大面积的污染。第23天时,采用清水对平板膜进行了清洗,继续运行时TMP恢复到0 kPa。到第28天时,TMP 再次出现,为1.9 kPa,与第1次相比少了5 d,并且TMP达到25 kPa 的时间仅为14 d。这表明单独的物理清洗虽然可以在一定程度上缓解膜污染,但清洗效果并不理想,仍有大量的污染物残留在膜上,会导致后续运行过程中膜污染的速度加快。因此,后续4次的膜清洗采用了“物理清洗+化学清洗”的组合方式,即先用清水清洗,然后再用0.5% NaClO溶液和0.5% HCl清洗。结果表明,后3次的膜污染间隔分别为20、19、17 d,比第2次膜污染间隔时间有所增加。这说明组合清洗的方式对于膜污染有更好的清洗效果,能够去除膜表面存在的无机和有机污染物。但仍值得注意的是,随着平板膜使用时间的延长,膜污染的间隔有不断下降的趋势。这除了与体系内污泥浓度以及SMP和BEPS的增加有关以外,也与平板膜本身不可逆污染的累积有关。
2.1. AOA-MBR的启动特性及污染物去除效能
2.2. 调整回流比对AOA-MBR运行性能的影响
2.3. 污泥性质变化
2.4. 膜运行情况
-
1)低负荷耐盐性驯化能够实现AOA-MBR的快速启动,可以建立起高盐条件下稳定的好氧生物处理体系。
2) HRT对AOA-MBR运行效果影响较大。当HRT=3 d时,各指标的去除率显著降低,无法满足排放要求,因此,本研究的HRT选择为4 d;AOA-MBR对于总磷的去除效果有限,故还需要与化学除磷相结合。
3)改变硝化液回流比能够提升AOA-MBR对于污染物的去除效果,本研究中最佳硝化液回流比Ro为200%。
4)盐度提升会导致MLSS、MLVSS和MLVSS/MLSS短暂下降;与接种污泥相比,驯化后成熟污泥的SMP和BEPS的含量均出现了明显的增长。
5)在AOA-MBR的运行过程中,膜组件共进行了5次清洗,而“物理清洗+化学清洗”的组合清洗方式对于膜污染有着更好的清洗效果。
