


 下载:
下载:


-
医药制造工业已经成为我国国民经济的重要组成部分。按照《2017年国民经济行业分类注释》,“医药制造工业”包括化学药品原料药制造、化学药品制剂制造、中药饮片加工、中成药生产、生物药品制造、兽用药品制造,以及卫生材料及医药用品制造等工业。其中,化学药品原料药制造按生产工艺不同,又分为发酵类、化学合成类和提取类3种原料药生产。我国化学原料药的生产和出口量多年稳居世界第一。根据工信部统计数据,2018年中国医药工业规模以上企业8 782家,其中化学原料药生产企业1 273家[1]。
化学原料药生产过程会使用大量的有机溶剂,易造成以挥发性有机物(volatile organic compounds,VOCs)为主的大气污染物的排放问题。VOCs是促进臭氧和PM2.5形成的前体物质之一。一些活性较强的VOCs在一定条件下可与NOx反应,生成臭氧[2],也可与大气中的自由基反应形成二次气溶胶污染物;部分 VOCs本身就具有毒性和致癌性[3],会对大气环境及人类生活带来负面影响[4]。因此,在“十三五”期间,化学原料药生产企业被国家列入重要的工业VOCs排放管控源,成为国家环保重点监管行业之一。
近年来,生态环境部提出的采暖季错峰生产及冬季重污染天气污染控制方案中对化学原料药生产企业的VOCs管控提出了明确要求。如何切实做到从源头削减有机溶剂使用量、精准有效治理和减排VOCs,是原料药行业亟待解决的问题。本文在阐述化学原料药行业VOCs产生环节和污染特点的基础上,分析了制药企业在废气治理方面普遍面临的难点和挑战,并对药企VOCs的治理提出了前瞻性的建议,以期为制药行业的可持续发展提供参考。
全文HTML
-
目前,我国生产的化学药品原料药大约有1 783个品种[1]。生产过程中,需要使用的有机溶剂种类多且量大,尤其是化学合成类制药产品的生产。《排污许可证申请与核发技术规范 制药工业—原料药制造》(HJ 858.1-2017)列出了原料药行业常用的125种有机溶剂。
制药过程使用的有机溶剂一般不参与反应,大多起稳定反应体系温度、除去弱极性杂质的作用。化学原料药企业排放的VOCs,包括丙酮、甲醇、乙醇、异丙醇、甲苯、二甲苯、甲醛、酯类、苯胺类和二氯甲烷等卤代烃。这些气态污染物并不是单独存在,常伴随颗粒物、酸碱废气(如HCl、H2S和NH3)等一起排放,处理难度大。此外,所排放有机物废气的成分随着产品和生产工艺的变化而变化,存在成分复杂、间歇性排放和浓度不均衡等特点。例如,化学合成类制药普鲁卡因青霉素生产废气含有乙醇、正丁醇、乙酸乙酯等有机物;头孢呋辛酯生产废气含二氯甲烷、甲醇、乙酸乙酯、环己烷等有机物。此外,由于生产品种多样以及存在根据订单调整产品的情况,生产排放的有机废气在组成和排放强度上变化和波动较大,给废气的有效收集和治理带来很大困难。
-
化学原料药的生产工艺主要有:生物发酵工艺、化学合成工艺、提取工艺。这些工艺或多或少需要用到有机溶剂。不同品种的产品采用不同技术工艺,生产步骤也不相同。有的产品几个工艺步骤即可完成,有的需要经过十几甚至几十步的加工步骤才能完成;同一种产品,也可能要有几种生产工艺。生产工艺越复杂、工艺路线越长、反应步骤越多,废气排放节点越多。例如,头孢呋辛酯生产工艺有14个步骤,阿莫西林的生产工艺有9个步骤,且阿莫西林生产工艺分为酶法和化学法2种工艺,酶法生产中不用有机溶剂,化学法生产中则会使用二氯甲烷、异丙醇等有机溶剂。另外,不同企业对于同一产品的生产,会因装备级别不同、设备布局不同、工艺控制点位的不同,导致其废气排放节点及数量也不一样。例如,水环真空泵比干式真空泵多一个水槽VOCs排放点位;发酵工序中的物料消毒是在配料罐、还是在发酵罐内实施,其废气排放点位也不同。
-
化学原料药企业在有机溶剂储存、运输、生产使用及污水处理过程中均存在VOCs的无组织排放。例如,挥发性有机溶剂在储存、运输过程中通过呼吸,会产生间歇无组织排放;物料在不同设备中多次流转,不能做到全封闭,从而造成无组织排放;生产过程中多个环节和设备泄露而产生的无组织排放,如过滤、离心分离、真空、结晶、干燥、溶剂回收等设备;有机溶剂进入废水后,在车间废水沟管和收集池、调节池、曝气池等存在的无组织排放;固废储存运输过程中造成的VOCs无组织逸散或排放。因此,治理这些无组织排放也是药企在大气污染控制工作中必须面对的难点之一。
1.1. 辅料中有机溶剂种类多,VOCs成分复杂
1.2. 制药生产工艺复杂,VOCs排放节点多
1.3. VOCs无组织排放点位多
-
化学原料药是指通过化学合成、微生物发酵或天然动植物提取等手段制备的具有药物活性成分的一种物质或几种物质的混合物。化学原料药生产主要的挥发性有机物废气产生环节包含生产过程环节(包括发酵反应、分离、提取、配料、精制、干燥、溶剂回收等工序)、有机溶剂原辅料储存环节和污水处理环节。
-
化学原料药废气排污环节主要从发酵类、化学合成类和提取类3种生产工艺进行分析,各工艺涉及VOCs排放的生产过程[5-6]如下。
1)发酵工艺制药生产过程。该过程中最主要的VOCs源是分离、提取、结晶、精制等使用有机溶剂的工序,以及有机溶剂回收工序产生的挥发性有机物废气,占生产过程总废气量的95%以上[7]。在其发酵工序排放的发酵尾气中也含有一定的挥发性有机物,是生产菌在初级代谢和次级代谢中的各种中间物和产物。例如,在青霉素生产过程中废气排放节点如图1所示,其发酵尾气中含VOCs在8~120 mg·m−3,在物料消毒期间的VOCs浓度最高,瞬间可达100 mg·m−3以上,在其他时间段发酵尾气VOCs平均浓度在8~24 mg·m−3,在提取、结晶等工序废气中VOCs浓度最高可达2 000 mg·m−3。
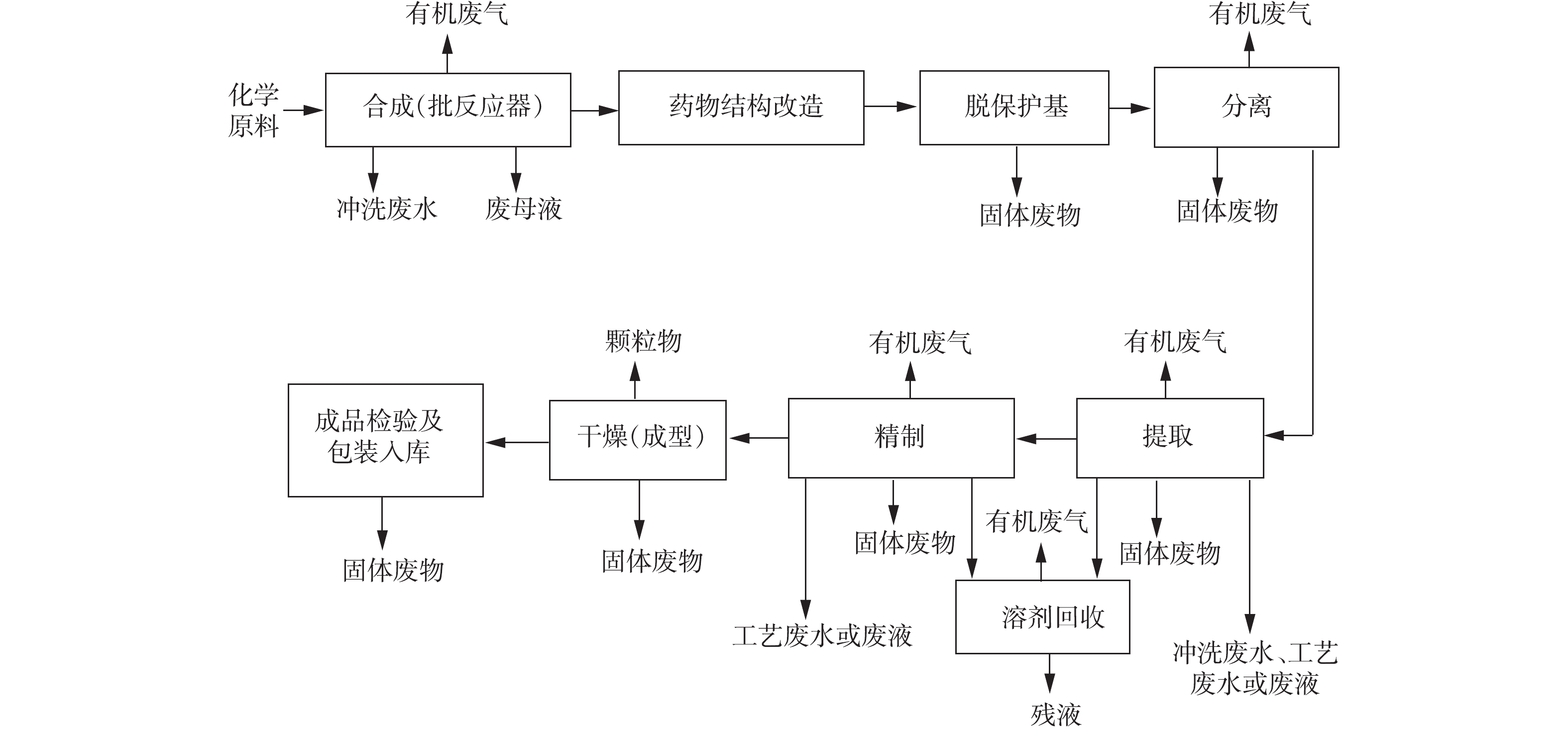
2)化学合成工艺制药生产过程。化学合成制药生产工艺及有机废气排放节点如图2所示。合成反应、分离、提取、精制(含脱色、结晶、蒸发浓缩)等生产过程中涉及有机溶剂使用的工序,以及有机溶剂回收工序,均会产生有机溶媒废气。其中,分离和提取岗位在密闭设备中进行,一般为罐体呼吸口排气及岗位无组织废气,VOCs浓度在10~200 mg·m−3;精制岗位排气VOCs浓度较高,如真空排气VOCs浓度高达3 000 mg·m−3。
3)提取工艺制药生产过程。在用有机溶剂提取相关物质的生产工艺中,提取、沉淀、结晶等工序中均会产生VOCs。
-
制药企业有机溶剂储存方式包括储罐或包装桶临时储存。储存环节的VOCs排放包括:1)操作中的损失,即当溶剂从运输槽车灌装到储罐时,储罐内气体将通过泄压阀置换释放,此时排出的气体包含VOCs。操作损失还包括有机溶剂液体的使用过程中,液面下降导致储罐内气体再次饱和而释出部分VOCs;2)静止储罐呼吸损失(也称“小呼吸气体”),溶剂储罐在没有收发作业静止的情况下,储罐内气体随罐外温度改变的影响(如昼夜温差变化),使罐内压力变化导致的呼吸气体损耗;3)有机气态原料、中间产物、副产物、产品或其分解产物等含有挥发性有机物在储存过程亦可产生有机物废气。
-
1)污水处理单元。生产流程所排污水中含有机溶剂,在污水处理设施的调节池、中和池、厌氧、曝气池和沉淀池等环节均会有VOCs挥发到环境中[8-9],造成无组织排放。
2)危险废物暂存场所。危险废物暂存场所储存有废溶剂、废桶、废活性炭等废物。当废溶剂存储容器和废桶敞口,VOCs就会挥发出来;含有溶剂的废活性炭,若装袋密封不严或采用的是非防渗包装袋,也会有明显的VOCs挥发,造成无组织排放。
3)清洗环节。当企业根据市场需求进行药品品种更换或进行大修清场时,反应釜、结晶罐、离心机等主要设备都需要进行清洗;进行桶、泵加料时,需要对桶和泵等定期进行清洗。以上清洗过程产生的含有机物的废水进入污水处理系统过程中,也会产生VOCs的挥发排放。
-
大型制药企业在使用及输送有机溶剂时,大多使用密闭输送管道运送至生产设备、储罐、装载设施或其他工艺过程,输送过程中会使用大量相关设备和组件。然而,在长期使用中,设备组件密封可能会失效或出现密闭性差的情况,有机溶剂极易从设备组件的轴封与配件缝隙处泄漏出来,从而形成无组织VOCs排放。
2.1. 生产过程环节
2.2. 有机溶剂储存环节
2.3. 辅助排污工序
2.4. 设备的泄露
-
自2010年开始,江苏和浙江一带的相关制药企业最先开始对生产过程中的废气进行治理,当时的治理重点在对异味的治理。治理工艺如三级喷淋技术“碱洗+催化氧化+水洗”[10]工艺。这是早期的发酵尾气处理工艺。2014—2015年,江浙一带的相关药企已经将蓄热式热力焚烧(regenerative thermal oxidizer,RTO)、蓄热式催化焚烧(regeneration catalytic oxidizer,RCO)[11]等技术用于有机物废气终端治理。京津冀的制药企业从2014年起开展了异味治理。进入“十三五”之后,制药行业VOCs和异味治理工作全面铺开。2019年,国家颁布《挥发性有机物无组织排放控制标准》(GB 37822-2019)、《制药行业大气污染物排放标准》(GB 37823-2019)2个标准,要求现有制药企业要在2020年7月起执行新标准。因此,相关制药企业废气的达标排放还将面临很大挑战。
1)企业清洁生产水平有待提高。一方面,与国外制药企业相比,国内药企特别是化学合成药企的精细化管理水平不高,企业生产全过程管控、清洁生产措施执行不到位;而国内药企普遍规模偏小,技术及资金实力单薄,在生产装备水平、工艺技术水平和生产管理等方面存在较大差距。另一方面,对于制药企业,因药品注册认证管理要求,生产工艺优化及原辅料替代属于重大变更,生产工艺的变更验证耗费时间长,故企业针对现有成熟工艺进行原材料替代或工艺优化等措施的动力不足,如酶法阿莫西林的研究及获证经过了10年的时间。因此,国内大部分制药企业现阶段对于废气的治理,还是以末端治理为主,企业环保投入及治理技术的需求明显不足。
2)企业对VOCs治理技术的选择缺乏针对性。由于原料药产品繁多,所用生产原料种类多、VOCs排放环节多,而且不同生产工序的废气特点各异(有机物成分、浓度、风量等均不同),因此,没有一种技术能够处理所有的废气。各制药企业根据自身特点在不断完善治理工艺,但仍需要一定的摸索时间。例如,制药企业常见的碳纤维吸附技术,企业在引进时以“多级冷凝+碳纤维吸附”工艺为主;但实际应用中,在碳纤维再生干燥阶段会出现高浓度VOCs溢出,设施尾气可能会超过100 mg·m−3;企业对这些尾气只能再实施收集冷凝处理,使排气VOCs稳定在60 mg·m−3以下,或直接将碳纤维吸附段的排放尾气引致RTO、RCO中焚烧处置,使排气VOCs浓度稳定在8 mg·m−3以下。另外,企业在可行性治理技术选择方面,还应综合考虑处理效率、运行成本和二次污染等[12]。一些废气治理技术在应用过程中产生臭氧和有机中间产物等二次污染物,需要企业进一步分析二次污染的风险及其削减措施才可考虑使用。例如,低温等离子体、光催化氧化技术应用过程中会产生相当大量的臭氧[13];而青霉素生产中常用的乙酸丁酯和正丁醇在气相降解过程中会产生100多种中间产物[14]。
3)其他行业的治理技术不能直接照搬。目前,在VOCs治理领域,国家正陆续研究并出台相关技术规范,但不同行业的企业在选择废气治理技术上还处于试验和摸索期。制药行业也不能直接照搬其他行业的可行技术。例如,在石化行业应用较好的VOCs焚烧处理方法,并不适合处理原料药生产的发酵、结晶、精制等工序中排放的大风量、低浓度废气或是间歇性排放VOCs[15]治理。
4)企业对无组织废气收集不足。无组织废气收集不足表现在2个方面:一方面,VOCs无组织收集点位不足。尽管企业对于废气的收集与处理意识在逐步提高,从最早的针对发酵尾气、真空泵尾气等有组织废气治理,到对主要溶媒储罐溢散口废气收集,但对于车间密闭管理、对所有涉及VOCs物料投加口、冷凝器出口、实验室废气、危废库房的废气收集与治理仍不足;另一方面,废气收集系统的设计还有待优化。对于一个高效的废气治理系统而言,废气收集及输送系统设计是整个系统中极其关键的部分。目前,部分企业在增加无组织收集措施时,存在收集气体VOCs浓度过低、风量过大,造成后续废气治理设施能力不足或增大处理成本,给废气末端高效净化带来了很大压力。
5)企业废气排放自行监测能力不足。对于制药企业,从安全、职业卫生方面考虑,现场废气检测设备有甲烷、硫化氢、一氧化碳、丙酮、臭气浓度等便携式检测设备或速测管,而对于多组分挥发性有机废气的便携式检测设备则比较少。另外,以氢火焰离子化检测器(flame ionization detector,FID)检测非甲烷总烃的便携式和固定源在线监测设备费用高,国产固定源在线监测设备售价是COD在线监测设备的4倍。大部分企业使用较多的是TVOC检测和报警设备。此类设备以光离子监测(photo ionization detector,PID)方法为主,无国家技术规范。尽管这类设备费用低,但维修频次高,设备检测误差大。另外,VOCs在线设备的第三方运维公司较少,不同于废水COD、氨氮在线监测设备的第三方运行模式已经成熟和规范。故企业面临废气设备检测因子少、设备费用高的问题。针对上述问题,企业需建立自己的废气监测实验室、配备相应监测人员,并根据内部物料平衡、内部实测等方法[16],排查重点排污点源,委托有资质的单位进行定期监测,确保企业能及时掌握排污状况。
-
1)企业主动实施源头减排,清洁生产工作。积极开展针对有毒有害原辅材料及有机溶剂的替代研究工作,有计划、有序推进绿色制药工艺再认证。优化生产工艺控制,如在青霉素生产过程中废酸水的蒸馏回收工艺,若采用减压蒸馏、酯醇分离技术,不仅可以提高乙酸丁酯、正丁醇回收效率,减少有机物排放,而且可以节约30%蒸汽消耗。企业还可选择密闭性高的分离、抽提设备,选择干式真空泵替代水环真空泵,对含有VOCs的物料或废水采用密闭管道运输等措施,以降低挥发性有机物消耗及无组织VOCs产生。
2)企业针对主要VOCs源开展成份解析和溯源工作,对单一废气成分、混合废气成份以及治理过程可能产生的二次污染物开展研究。针对排放源强、运行时间、排放状态等条件下的不同组份,企业可以建立VOCs污染源动态清单[17],加之企业对异味控制的需要,有助企业提高治理技术的选择性和科学性。
3)在VOCs收集标准方面,应按照新颁布实施的《挥发性有机物无组织排放控制标准》(GB 37822-2019)中对废气收集系统排风罩(集气罩)的设置要求[18],规范设计废气收集范围和设施,进一步确定收集废气量和浓度;同时,科学评估现有废气治理设施能力是否与需求相匹配,从而做好废气收集与治理能力衔接匹配设计。另外,还可通过提高密闭收集效率,有效降低无组织逸散量和末端处理风量,从而提高VOCs的治理效率。
4)在VOCs末端治理技术选择和应用方面,需要综合考虑废气的污染特征,进行有针对性的选择和设计。现有可应用于化学原料药的VOCs治理技术,包括冷凝、吸附、吸收和膜分离等回收技术,以及燃烧、光催化氧化、等离子体和生物技术等销毁技术[19]。由于原料药VOCs中成分复杂,不同有机物的物理和化学性质相差较大,加之处理过程中可能产生的二次污染物的影响,某种单一的治理技术难以实现污染物的有效净化。因此,VOCs 治理技术选择应考虑多种技术的联合运用。例如,采取“碱洗+氧化+水洗三级喷淋”或“转轮吸附浓缩+RCO”组合治理技术处理发酵尾气,采用“多级冷凝+吸附浓缩+RTO”组合工艺处理高浓度化学合成制药废气。
5)企业应完善自行监测能力,掌握生产线产污源和废气排口的排放情况。利用泄漏检测与修复(leak detection and repair,LDAR)[20]技术,定期对载有气态及液态VOCs物料的设备和管线组件的密封点开展泄漏检测与修复工作,并建立LDAR相关管理制度和管理平台,从而有效降低车间内部或厂区内的VOCs无组织挥发排放,提高企业的安全性。
