


 百度学术
百度学术


全文HTML
岩屑甩干机是近年油田钻井废弃物处理领域中泥浆不落地系统最重要的配套设备,目前在海上钻井平台运用比较普遍,陆地钻井应用较少[1-2]。由于环境保护及作业公司对处理效果日益严格的要求,岩屑甩干机在陆地钻井平台的作用和地位显得越来越重要[3-5]。为了让岩屑甩干机固液分离技术提高到一个新的水平,不仅满足陆上和海上钻井平台对岩屑处理的要求,而且同时响应国家环保政策,研究人员[6-7]对岩屑甩干机不断地进行了技术上的创新和结构上的优化。BRADFORD 等[8]对钻屑甩干机的分离效率进行了研究,得出岩屑甩干机能将废弃岩屑的含液量降低到5% 以下。GIZUNTERMAN[9]利用高螺旋过滤离心机对细小颗粒的回收进行实验,以研究筛网的磨损情况。朱继发等[10]研究了钻屑脱液离心机工作中存在的问题,发现钻屑对筛网的磨损特别严重。侯勇俊等[11]研究了岩屑甩干机中单颗粒岩屑的运移情况,发现岩屑颗粒间容易堆积造成筛网堵塞现象。然而,对于如何减轻岩屑甩干机过流件刮刀的冲蚀磨损情况,尚无相关的研究工作。
现场调研发现,废弃岩屑对甩干机刮刀的冲蚀磨损相当严重,如图1所示,由于刮刀磨损原因,甩干机产生剧烈振动和强烈的噪音,停机检查发现刮刀边缘严重磨损,筛网支撑圆环的固定点已磨损断开。刮刀磨损不光影响工业生产,还直接影响到甩干机的分离效率,甩干机分离后固相的含湿率也需要靠刮刀保证[12],所以这部分研究势在必行。本研究针对在甩干机运行过程中,废弃岩屑对甩干机直刮刀冲蚀磨损严重,从而导致甩干机分离效率降低,甚至导致甩干机寿命减少这2个突出问题,对模型做出改进,提出了一种新的弯刮刀甩干机模型。运用Fluent软件对岩屑甩干机内部流场分布及刮刀表面冲蚀情况进行数值模拟,得出弯刮刀能有效缓解刮刀冲蚀磨损严重问题。然后分析不同操作参数情况下2种刮刀转子模型的磨损情况,得出甩干机的最优操作参数范围。最后对2种刮刀转子模型的疲劳寿命进行了对比分析,得出弯刮刀能有效提高甩干机的疲劳寿命的结论。
图1 直刮刀失效图
Fig. 1 Failure diagram of straight scraper
Fig. 1 Failure diagram of straight scraper

1 计算模型
1.1 离散相模型(DPM)及基本方程
DPM模型在Euler坐标系下处理连续相,在Lagrangian坐标系下计算离散相颗粒运动轨迹。岩屑甩干机流场内部颗粒运动复杂,所以为了提高计算速度,将忽略颗粒与颗粒间的相互作用,采用DPM模型Euler-Lagrangian法对岩屑甩干机进行固液两相流模拟。
岩屑颗粒在Lagrangian坐标系下的运动方程如下所示:
式中:FD为岩屑颗粒单位质量曳力;u为连续向速度;up为岩屑颗粒速度;ρp为岩屑颗粒密度;ρ为流体密度;Fx为岩屑所受其他力。
dupdt=FD(u−up)+gx(ρp−ρ)/ρp+Fx
| (1) |
1.2 冲蚀磨损率计算模型
ε=K1[1+Ck(K12sin(90β0βp))]2V2pcos2βp(1−R2T)+K3(Vpsinβp)4
| (2) |
式中:RT=1−0.001 6Vpsinβp;βp为碰撞角度;β0为最大冲蚀角度;Vp为颗粒碰撞速度;Ck为系数,若βp≤2β0,取值为1,反之为0。K1为1.505 101×10−6, K12为0.296 077,K3为5.0×10−12,β0为25°。
Fluent软件可以检测所有颗粒与之发生碰撞后网格面的冲蚀磨损情况,实际就是所有单位面积上与之碰撞的颗粒所产生的冲蚀磨损量的累加,具体计算公式如下:
E0=N∑1mpεpAface
| (3) |
式中:E0为每一个网格面冲蚀率;N为与网格面发生碰撞的颗粒数;mp为岩屑颗粒质量流量;εp为某一颗粒对网格面的冲蚀率;Aface为网格面面积。
在研究岩屑甩干机内流场中岩屑颗粒对刮刀表面冲蚀磨损时,可逆的轨迹是非常重要的因素。岩屑颗粒以垂直于分料盘的方式射入甩干机,在离心分离场的作用下,颗粒会在流场中与其他颗粒或者壁面发生多次碰撞,导致材料表面的磨损。将颗粒碰撞前后的速度比定义为反弹系数,反弹系数不光确定了碰撞前后颗粒的动量变化,也确定了颗粒反弹回流场的入射角[15]。由于颗粒属性不一样,在不同速度下反弹系数也不一样,GRANT等[16]为此做了大量研究,提出了计算反弹系数公式,该公式只与入射角β1相关。
VdVa=1.0+0.416β1−0.499β12+0.292β13
| (4) |
VcVb=1.0−2.12β1+3.078β12−1.1β13
| (5) |
同样可根据Vd、Vc得β2=arctanVdVc。
1.3 疲劳寿命
材料应力-寿命曲线一般都通过旋转弯曲疲劳实验得出,即应力幅和疲劳循环次数之间一般呈线性关系,表达式如下:
Nσm=C
| (6) |
式中:N为疲劳寿命;σ为名义应力;m为幂数;C为常数。
将式(6)取对数得:
lgN+mlgσ=lgC
| (7) |
化简式(7)可得应力-寿命曲线常用表达式:
lgN=a+blgσ
查阅材料45号钢的抗拉强度[17],插值后得到材料的疲劳寿命。
2 刮刀冲蚀磨损数值模拟
2.1 刮刀模型建立
表1 材料特性参数
Table 1 Parameter of material characteristics
Table 1 Parameter of material characteristics
材料 | 弹性模量/GPa | 泊松比μ | 材料密度/(kg·m−3) | 转 速/(r·min−1) | 抗拉强度/MPa | 屈服极限/MPa |
45号钢 | 210 | 0.269 | 7 850 | 900 | ≥624 | ≥355 |
表2 Solidworks模型参数
Table 2 Model parameters of Solidworks
Table 2 Model parameters of Solidworks
直刮刀叶片锥角α /(°) | 转鼓高度H/mm | 转鼓大端直径D/mm | 刮刀与筛网间隙/mm | 弯刮刀螺旋角α/(°) | 刮刀叶片数量/个 | 刮刀叶片厚度/mm | 刮刀叶片径向长度/mm |
25 | 500 | 850 | 5 | 25 | 8 | 15 | 60 |
图2 直刮刀转子模型
Fig. 2 Model of straight scraper rotor
Fig. 2 Model of straight scraper rotor

图3 弯刮刀转子模型
Fig. 3 Model of bending scraper rotor
Fig. 3 Model of bending scraper rotor

2.2 网格划分
将岩屑甩干机流体域导入到ICEM-CFD进行网格划分。由于岩屑甩干机内部流场复杂,本研究采用非结构四面体对甩干机流体域进行网格划分,并对网格进行无关性验证,如图4所示。在保证计算时间和精度的前提下,为了最大限度减小计算误差,岩屑甩干机刮刀转子网格数目应该保持在41万个以上最为合适。
图4 刮刀最大磨损率与模型网格数量的关系
Fig. 4 Relationship between the maximum erosion rate of the scraper and the number of model grids
Fig. 4 Relationship between the maximum erosion rate of the scraper and the number of model grids
图4 刮刀最大磨损率与模型网格数量的关系
Fig. 4 Relationship between the maximum erosion rate of the scraper and the number of model grids
Fig. 4 Relationship between the maximum erosion rate of the scraper and the number of model grids

图5 直刮刀转子网格
Fig. 5 Mesh of straight scraper rotor
Fig. 5 Mesh of straight scraper rotor

图6 弯刮刀转子网格
Fig. 6 Mesh of bending scraper rotor
Fig. 6 Mesh of bending scraper rotor

2.3 边界条件设定
岩屑甩干机内介质采用清水加砂,入口边界条件设置为速度入口。将5、10、20、30、40、50、60、70、80、90、100、110、120 μm粒径的颗粒全部灌入,射入角度垂直于分料盘,射入速度与水一致,即5 m s−1。雷诺数ReDH=8.7×104,湍流强度I = 3.8%,颗粒质量流量为0.5 kg s−1,颗粒密度为2 600 kg m−3。以大气压为出口边界条件。壁面设置为无滑移壁面。刮刀绕Z轴回转速度为910 r min−1。由于筛网流体域建立难度较大,且不一定与真实流场相吻合,所以液相出口采用多孔介质,多孔介质域绕Z轴的回转速度为890 r min−1。岩屑颗粒碰到筛网壁面后被反弹,所以壁面离散相设置为反弹边界。输入颗粒反弹系数及碰撞角函数[18]。
3 仿真计算结果与冲蚀磨损规律分析
3.1 仿真计算结果
3.1.1 冲蚀结果
岩屑甩干机冲蚀结果如图7、图8所示,刮刀壁面磨损严重,但转子壁面磨损相对较小。这是因为岩屑颗粒在紧贴筛网内壁面脱水的同时,还会沿着刮刀叶片表面由小端向大端运动,从而造成刮刀冲蚀磨损。直刮刀磨损率峰值为7.42×10−4 kg (m2 s)−1 ,弯刮刀磨损率峰值为4.47×10−4 kg (m2 s)−1 ,通过计算,直刮刀磨损率均值为4.39×10−4 kg (m2 s)−1 ,弯刮刀磨损率均值为2.34×10−4 kg (m2 s)−1 。不仅弯刮刀磨损率均值低于直刮刀磨损率均值,而且弯刮刀磨损率也低于直刮刀磨损率,当刮刀磨损随着时间增加,刮刀与筛网的间隙也将增大,势必增加出口固相的含湿量,所以刮刀模型是弯刮刀的岩屑甩干机脱水分离效果会更优。
图7 直刮刀磨损率云图
Fig. 7 Erosion rate of straight scraper
Fig. 7 Erosion rate of straight scraper

图8 弯刮刀磨损率云图
Fig. 8 Erosion rate of bending scraper
Fig. 8 Erosion rate of bending scraper

3.1.2 轨迹分析
从图9可以看出,颗粒在岩屑甩干机内流场运动过程中,颗粒随着刮刀转子做离心沉降运动,随着颗粒运动回转半径的增大,颗粒的运动速度会增大,对刮刀磨损也相应增大,所以最大磨损出现在刮刀大端部位,这与图7、图8磨损情况相符合。直刮刀甩干机流场的颗粒最大逃逸时间为1.71 s,弯刮刀甩干机流场的颗粒最大逃逸时间为2.22 s,通过计算得出它们的平均逃逸时间分别为0.737 7 s和1.165 2 s。而颗粒逃逸的时间越长,对于泥浆的甩干分离效果越好[12],所以刮刀模型是弯刮刀的岩屑甩干机脱水分离效果会更优。
图9 刮刀颗粒逃逸时间云图
Fig. 9 Escape time of scraper particle
Fig. 9 Escape time of scraper particle

但在本次模拟仿真过程中,增大了颗粒粒径的类别和颗粒的浓度,虽然增加了磨损的效果但并不能完全反映真实的流场情况,所以接下来将针对单一因素颗粒粒径进行模拟仿真,探讨不同粒径颗粒在相同颗粒浓度的前提下,对直刮刀和弯刮刀的磨损情况。
3.2 冲蚀磨损规律分析
在5~120 μm等13组不同颗粒粒径、5 m s−1速度和4.5 kg s−1质量流量下对甩干机弯刮刀、直刮刀进行磨损仿真分析,探讨颗粒粒径对甩干机刮刀磨损的影响,结果如图10所示。
图10 粒径-磨损率均值
Fig. 10 Particle size - average erosion rate
Fig. 10 Particle size - average erosion rate

由图10可知,随着颗粒粒径增大,刮刀磨损也增大,在粒径为40 μm时,直刮刀和弯刮刀磨损率均值达到最大值,为0.000 89 kg (m2 s)−1和0.000 58 kg (m2 s)−1,随后随着颗粒粒径增大而减小,在颗粒粒径为70 μm 以上时,颗粒粒径不论是对直刮刀还是弯刮刀影响将不再有太大差异。这是因为在质量流量和速度稳定的情况下,随着颗粒粒径的增大,颗粒越来越贴近刮刀和筛网壁面,相互撞击概率增大,一部分被撞击后的颗粒粒径变小,随着刮刀螺旋线被甩了出来,相对撞击刮刀和筛篮壁面的概率减小。
质量流量与磨损率的关系采用70 μm颗粒进行仿真分析。岩屑甩干机的目标处理量为45 t h−1。固相体积分数为20%、25%、30%、35%、40%、45%、50%、55%、60%时,换算成颗粒质量流量并简化为2.5、3、3. 5、4、4.5、5、5.5、6、6.5 kg s−1。将这9组参数分别以5 m s−1的速度灌入甩干机,分析质量流量的变化对直刮刀和弯刮刀磨损率的影响。结果如图11所示。
图11 质量流量-磨损率均值
Fig. 11 Particle concentration - average erosion rate
Fig. 11 Particle concentration - average erosion rate

由图11可知,直刮刀和弯刮刀磨损率均值都随着固体颗粒质量流量的增加而增大,在颗粒质量流量为4.5 kg s−1以上时,磨损显著增大。这是因为在固体颗粒粒径和流速确定的前提下,单位时间内流过刮刀面的颗粒数量也越多,颗粒流量越大,与刮刀叶片和壁面碰撞的次数越多,对刮刀叶片和壁面的磨损也更加严重。由于4.5 kg s−1颗粒质量流量对应的是多相流中固相体积分数40%,完全符合高浓度流场的定义,所以也可以理解为岩屑甩干机在处理高浓度流场时,刮刀的磨损随着固相体积分数的增加而增大。
在分析入口速度对磨损的影响时,采用70 μm的颗粒,4.5 kg s−1的颗粒流量射入甩干机中。选取入口流速为1、2.5、5、7.5、10、12.5、15、17.5、20 m s−1的9组参数做为速度变量,具体分析流速与磨损率间的关系,结果如图12所示。
图12 入口流速-磨损率均值
Fig. 12 Entrance velocity-average erosion rate
Fig. 12 Entrance velocity-average erosion rate
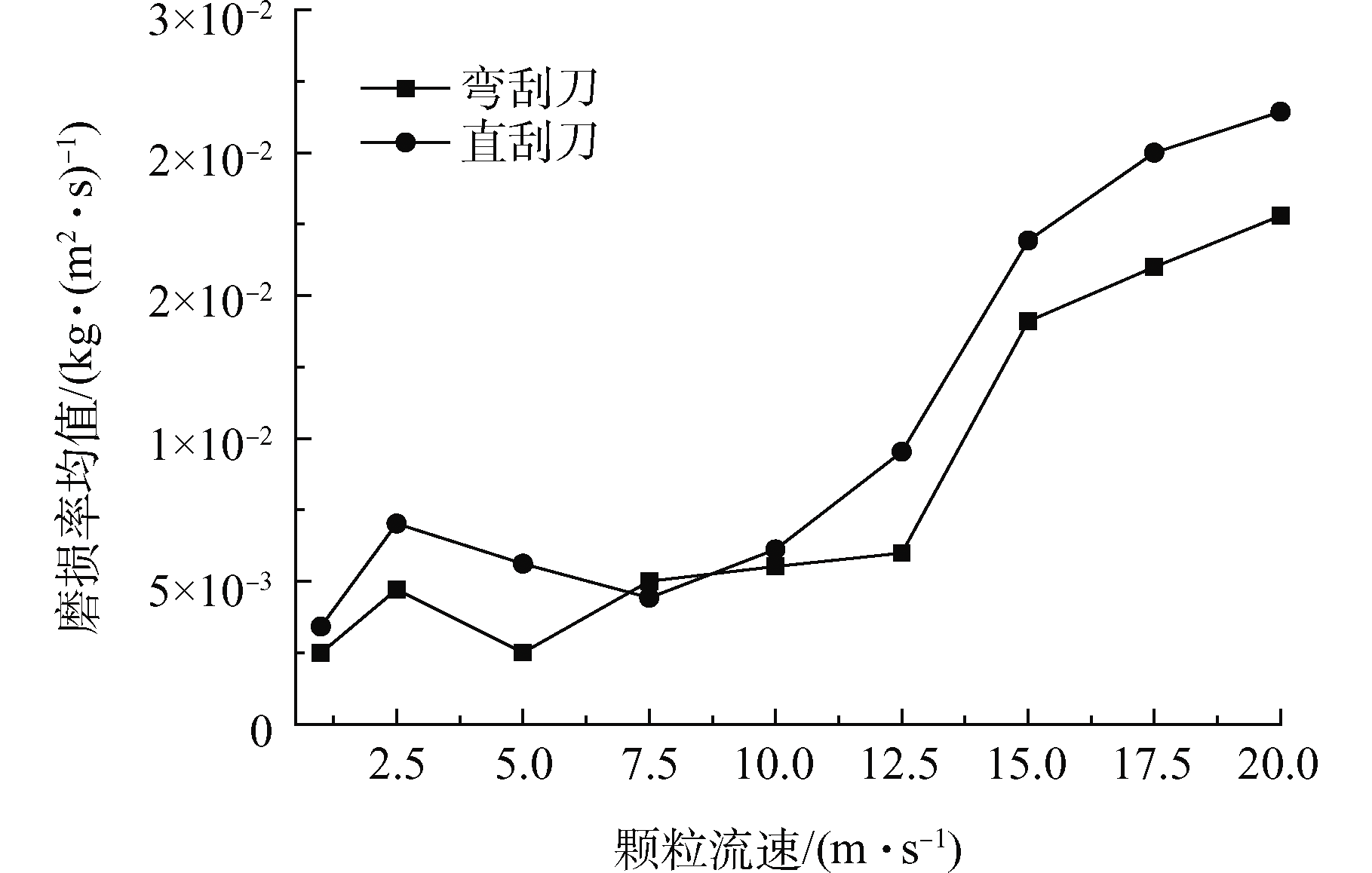
由图12可知,在固相颗粒粒径和质量流量固定的前提下,刮刀磨损率均值随入口流速增加先平稳变化,在流速分别为7.5 m s−1和5 m s−1时,直刮刀和弯刮刀磨损率均值都达到最小值;当入口流速大于12.5 m s−1时,磨损突然加剧,这是因为当固体颗粒的初始流速大于某一个临界值时,初始流速越大,与刮刀和筛篮壁面碰撞速度也就越大,在碰撞角度、碰撞恢复系数和颗粒反弹角度等因素不变的情况下,局部磨损也就越严重,所以整个流速增加的过程中,刮刀和转子壁面磨损越来越严重。
4 疲劳寿命分析
从改变颗粒粒径、流量和流速对刮刀的磨损可以直观看出,弯刮刀磨损明显小于直刮刀,当刮刀磨损随着时间增加,刮刀与筛篮间隙也将增大,势必增加出口固相的含湿量,从而降低甩干机的分离效率,甚至导致甩干机疲劳寿命降低。为了验证上述分析是否合理,将粒径为70 μm,颗粒质量流量为4.5 kg s−1的废弃岩屑以5 m s−1的流速射入甩干机中进行数值模拟,然后将甩干机内的流场内压施加到刮刀转子外壁面上。从而采用流固耦合的方式对直刮刀和弯刮刀进行了疲劳寿命分析。直刮刀和弯刮刀疲劳寿命分析云图如图13和图14所示。
图13 直刮刀转子疲劳寿命云图
Fig. 13 Fatigue life of straight scraper rotor
Fig. 13 Fatigue life of straight scraper rotor
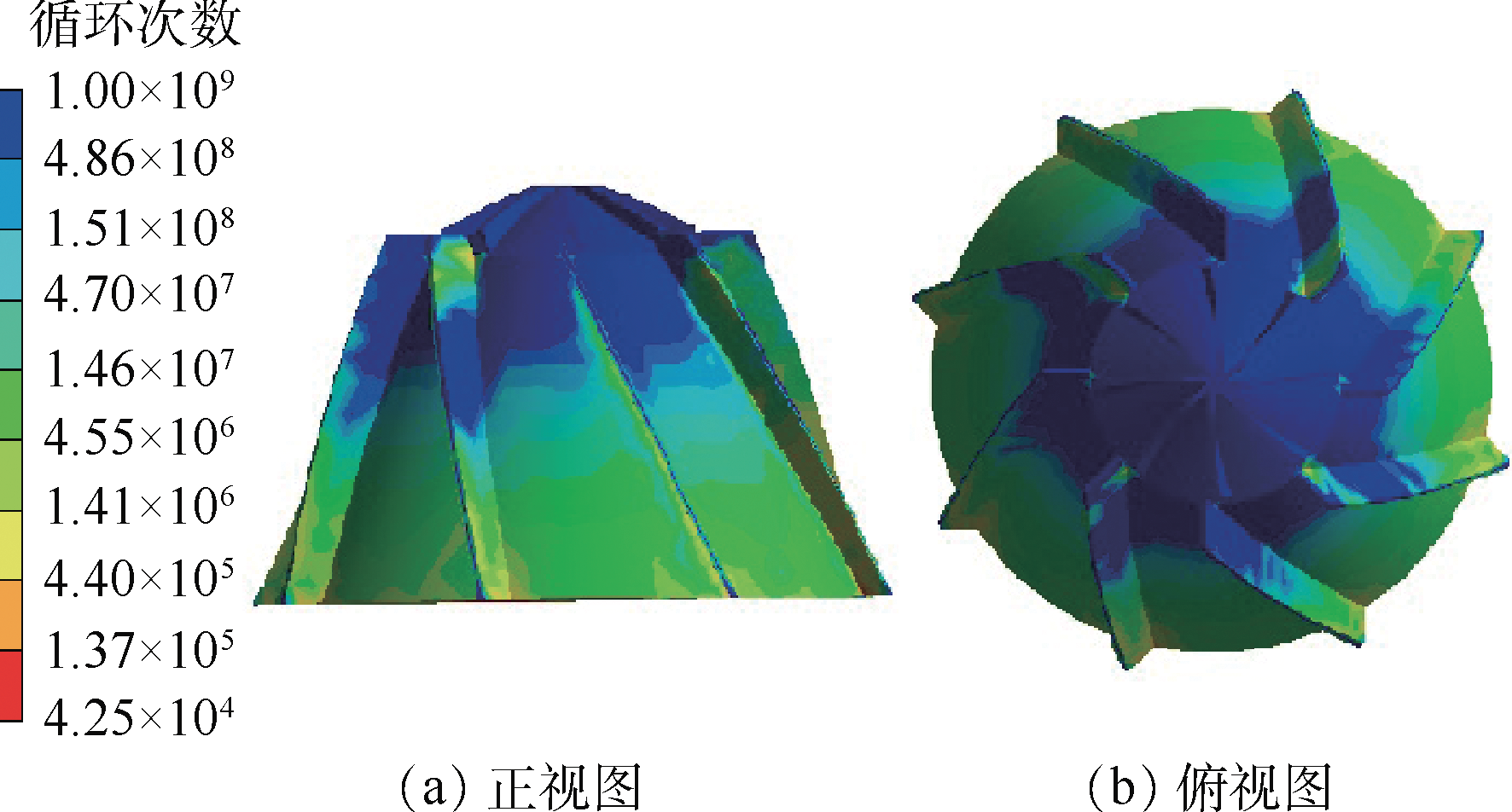
图14 弯刮刀转子疲劳寿命云图
Fig. 14 Fatigue life of bending scraper rotor
Fig. 14 Fatigue life of bending scraper rotor

从图13和图14可以看出,无论是直刮刀还是弯刮刀在甩干机内流场颗粒的磨损过程中,刮刀转子磨损区域符合实际磨损情况,随着刮刀转子半径增大,磨损越严重,寿命也相应降低。直刮刀和弯刮刀最小寿命出现在刮刀转子下端,其最小循环次数分别为42 499 次和51 768 次;最大寿命出现在分料盘与刮刀转子上部壁面之间,其最大循环次数为1×109次。直刮刀和弯刮刀寿命云图梯度明显,直刮刀壁面随着半径增大,整个叶片寿命循环次数降低,说明在实际流场中磨损严重,当磨损到一定程度时会出现叶片边缘磨平和叶片变形,严重影响分离效率。而弯刮刀在刮刀叶片边缘并没有寿命太低,其边缘被磨平的部位在大端,并不会出现在整个转子叶片的下半部。所以相较于直刮刀,弯刮刀疲劳寿命明显好于直刮刀,既降低了整个刮刀叶片边缘被磨平的概率,还能有效保证刮刀与筛网壁面的间隙。
5 结论
1)现场调研发现,废弃岩屑对甩干机刮刀的冲蚀磨损相当严重,导致甩干机分离效率降低,甚至减少了甩干机的寿命。故提出了一种新的弯刮刀甩干机模型。运用Fluent软件对岩屑甩干机内部流场分布及刮刀表面冲蚀情况进行数值模拟。
2)仿真结果表明,弯刮刀能有效缓解刮刀冲蚀磨损严重的现象,从而提高了分离效率,然后对不同操作参数情况下2种刮刀转子模型的磨损情况进行数值模拟,为进一步分析甩干机的疲劳寿命提供了实验数据。
3)改进后的弯刮刀甩干机模型在处理粒径大于70 μm以上,颗粒质量流量为4.5 kg s−1的废弃岩屑,入口流速选取5 m s−1时,刮刀的冲蚀磨损更小,能有效提高甩干机的疲劳寿命,运行也更平稳,更符合岩屑甩干机的设计要求。
 下载:
下载:
