

斜发沸石处理氨氮废水
Adsorption of ammonium-nitrogen in wastewater by clinoptilolite
-
摘要: 以斜发沸石为吸附剂处理氨氮废水,研究了斜发沸石粒径、反应时间、废水pH、废水氨氮初始浓度、斜发沸石用量对吸附的影响,分析了斜发沸石的吸附动力学和热力学特征。结果表明,在298 K下,当斜发沸石用量为7 g/100 mL,沸石粒径小于74 μm,废水氨氮初始浓度为200 mg/L,pH为7,吸附时间为3 h时,废水中氨氮的去除率可达到92.71%,斜发沸石吸附氨氮符合拟二级动力学方程。在温度为298~318 K之间时,吸附等温线更好地符合Freundlich方程。在此基础上,热力学计算发现,ΔH0 >0、ΔG0S0>0,表明氨氮在斜发沸石上的吸附是自发吸热过程,以物理吸附为主。Abstract: Using the clinoptilolite as adsorbing agent to adsorb ammonium-nitrogen of wastewater, various factors were studied, including clinoptilolite particle size, chemical reaction time, optimal pH, initial ammonium (NH4+) concentration and clinoptilolite dosage, the kinetic and thermodynamic models were analyzed. The experimental data indicated that when the dosage was 7 g/100 mL, the grain size was less than 74 μm, the ammonium (NH4+) concentration was 200 mg/L, the pH was 7, and the reaction time lasted 3 h, its removal rate was 92.71%. The pseudo second-order kinetic model provided more excellent kinetic data fitting at 298 K. At the temperature of 298~318 K, the Freundlich model agreed more with experimental data. Thermodynamic parameters analysis showed enthalpy (ΔH0)>0, free energy (ΔG0) S0)>0. These results indicated that the exchange of ammonium ion by clinoptilolite was spontaneously endothermic, mainly dominated by physical adsorption.
-
Key words:
- clinoptilolite /
- ammonium-nitrogen /
- adsorption
-
随着我国矿业得到更多重视和发展,采矿业发展必然带来大量的尾矿产生[1]。2019年我国铁尾矿产生量 5.36×108 t,综合利用量 1.16×108 t,铁尾矿综合利用率不足30%造成其堆积[2],而尾矿堆积引起的环境问题如累积潜在有毒元素等已成为全球性问题[3-4]。铁尾矿的铅、锌、镉、铜、镍、铬和锰等重金属,受到风化和沥滤等自然环境作用时,会产生具有毒性的酸性重金属废水污染地表水和地下水,而产生不可忽视地经济损失[5]。随着国家人民健康发展需求的日益增长,铁尾矿安全处置已引起广大关注。
目前,学者对铁尾矿资源化利用研究已有报道,如烧结固化技术[6-7]、制备改性材料[8]和磁化回收铁资源等。在烧结固化技术中,WANG等[5]在铁尾矿中添加高岭土和飞灰制备烧结砖,满足重金属浸出和抗压标准;在制备改性材料中,LI等[8]以铁尾矿和粉煤灰制备高比表面积(1.185 m2·g−1)和高孔隙率(62%)的多孔人工陶粒滤料。但以上两种途径对铁尾矿资源化回收方式没利用铁尾矿中赋存价值高的矿物,或是存在高能耗低价值等缺点[5, 8]。因而高效利用铁尾矿中赋存价值较高的铁元素显得格外重要。
中国因高品质铁矿石产量少,而成为高度依赖高品质铁矿石进口大国[1]。我国政协十三届全国委员会第四次会议也将铁矿列为战略性矿产,并大力加强铁矿石理论研究及其创新。可见,通过回收国内铁尾矿的铁以补充国内高品质铁矿石需求符合当代提倡的内循环模式。目前,学者通过磁化焙烧,对铁矿中的铁进行还原回收。按照还原剂不同,LI等[9]采用50% H2磁化焙烧铁尾矿获品位65.30%,回收率39.79%的铁精矿;YUAN等[10]采用20% CO磁化焙烧铁尾矿获品位68.31%,回收率96.34%的铁精矿;HUANG等[11]采用15%木屑磁化焙烧铁尾矿获品位62.84%,回收率94.58%的铁精矿。按照焙烧方式不同,其中YUAN等[10]采用悬浮磁化焙烧铁尾矿;HUANG等[11]采用固定床磁化焙烧铁尾矿。新颖的悬浮磁化焙烧法具有传热传质效率高等优点[12],但目前使用的还原剂多为单一还原剂或为理想性比例混气为主[9-10]。若采用还原性废气如高炉尾气和生物质造气等,按其主要成分为CO、H2、CO2和N2进行模拟还原混气研究[13-14],可寻找到一种低成本、节能、环保的工艺解决铁尾矿堆存资源浪费问题。
本研究以CO、H2、CO2和N2混气作为还原混气,研究不同温度、时间、混气H2和CO占比对铁尾矿磁化焙烧后铁品位和回收率的影响。利用X射线衍射(XRD)和扫描电子显微镜(SEM)研究焙烧前后铁尾矿基本特性和晶相结构,利用振动样品磁强计(VSM)测试样品磁性变化,利用光电子能谱仪(XPS)测试元素价态变化,利用N2吸脱附等温仪(BET)测试样品孔隙变化。本研究结果可为铁尾矿的资源化利用提供参考。
1. 材料与方法
1.1 供试材料
供试样品为广东省韶关市大宝山早期铁尾矿。铁尾矿元素含量分析如表1所示。可见,铁尾矿中铁为主要金属元素,品位为43.71%。二氧化硅及其氧化铝为主要杂质,并含有重金属。铁主要以赤铁矿、褐铁矿形式存在,占97.92%。本实验使用一氧化碳(CO, 99.95%);二氧化碳(CO2, 99.9%);氮气(N2, 99.9%)和由氢气发生装置(SPH – 300A,北京中惠普)制备的H2。
表 1 铁尾矿元素质量分数Table 1. Element content of iron tailings %Fe2O3 SiO2 Al2O3 SO3 K2O ZnO CuO 其他 46.78 27.90 19.59 4.11 0.54 0.20 0.17 0.71 | Show Table DownLoad:
CSV
DownLoad:
CSV
1.2 实验方法
实验系统如图1所示。铁尾矿风干干燥,研磨至40%过200目,混合均匀储存密封袋中。待立式悬浮焙烧炉(SK–G03123K–D,天津中环)达到规定温度时,将10 g铁尾矿加入悬浮管,并组装悬浮焙烧炉。通N2(0.5 L·min−1)使物料保持悬浮,排出管中空气。通过4路混气系统(GSL–4Z,合肥科晶)将实验所配比的还原性混气(CO、H2、CO2、N2)通入悬浮管后反应一定时间。焙烧完成后,通入N2来及时排走过多还原混气,并对焙烧矿进行冷却至常温。随后将焙烧矿研磨过200目,依次使用磁场强度为120、80和60 mT的无极调节磁选管(XCGS–50,永盛选矿设备)湿法磁选获得铁精矿和磁选渣。最后在60 ℃烘箱处理12 h获得铁精矿和磁选渣固体,以待后续实验使用。
 图 1 悬浮磁化焙烧磁选装置图Figure 1. Suspension magnetization roasting magnetic separation device diagram
图 1 悬浮磁化焙烧磁选装置图Figure 1. Suspension magnetization roasting magnetic separation device diagram1.3 分析方法
铁矿石品位测定依据《铁矿石全铁含量的测定三氯化钛还原重铬酸钾滴定法(常规方法)》(GB/T 6730.65-2009)标准[15],回收率计算公式如式(1)所示。
R=cMc0M0 (1) 式中:R是精矿铁回收率; c0是磁化焙烧前原铁尾矿样品铁品位;M0是磁化焙烧前铁尾矿样品质量,g;c是铁精矿样品铁品位;M是铁精矿总质量,g。
采用XRD分析铁尾矿悬浮磁化焙烧和磁选工艺前后物相结构变化;采用XPS分析悬浮磁化焙烧和磁选前后元素含量和价态变化;采用VSM对铁尾矿悬浮磁化焙烧和磁选前后磁性变化进行分析;采用比表面积分析仪测定悬浮磁化焙烧前后铁尾矿比表面积和孔径分布;采用SEM – EDS观察悬浮磁化焙烧前后铁尾矿的表面结构、形态特征和元素含量。
2. 结果与讨论
2.1 悬浮磁化焙烧磁选
1)焙烧温度。在焙烧10 min、混气体积比H2∶CO∶CO2∶N2为10∶20∶15∶55条件下探究温度对铁精矿铁品位和回收率影响如图2所示。从图2可知,温度对铁精矿铁品位和回收率影响较大,随着温度上升,铁品位上升,而回收率稳定后急速下降。450 ℃时,铁尾矿磁化焙烧还原反应已能进行,获得铁品位和回收率分别为58.78%和95.73%的铁精矿,但此时较低的铁品位将导致利用率低下而增加炼铁厂成本[16];从450 ℃到600 ℃的过程中,铁品位提高至60.13%,而回收率仅下降5.83%,可知样品中更多的Fe以磁性Fe3O4的形式回收到铁精矿中;从600 ℃提升至700 ℃过程中,铁精矿回收率急速降至5.61%,即当前磁场无法回收铁精矿,而对于铁品位则提升至62.90%。600 ℃后,过高温度会让磁化焙烧副反应快速进行,导致铁尾矿原有的Fe2O3生成磁性Fe3O4后迅速生成弱磁性FeO等导致无法磁选收集[12,17];而铁品位的增加可能因为高温导致过还原的焙烧矿经过弱磁场磁选后,有大部分Fe以弱磁性铁相流失,表现为回收率低下,但弱磁场保留铁精矿虽质量少,但物质较纯,以强磁Fe3O4形式存在,所以铁品位有所上升。此时物质较纯的原因可能是:1)降低了精矿质量回收,从而降低了硅酸盐夹带的概率[18];2)降低了精矿质量回收,从而削弱了磁团聚现象[19]。综合考虑铁精矿产品质量和成本要求,选择600 ℃为最佳温度,此时铁品位和回收率分别为60.13%和89.90%。
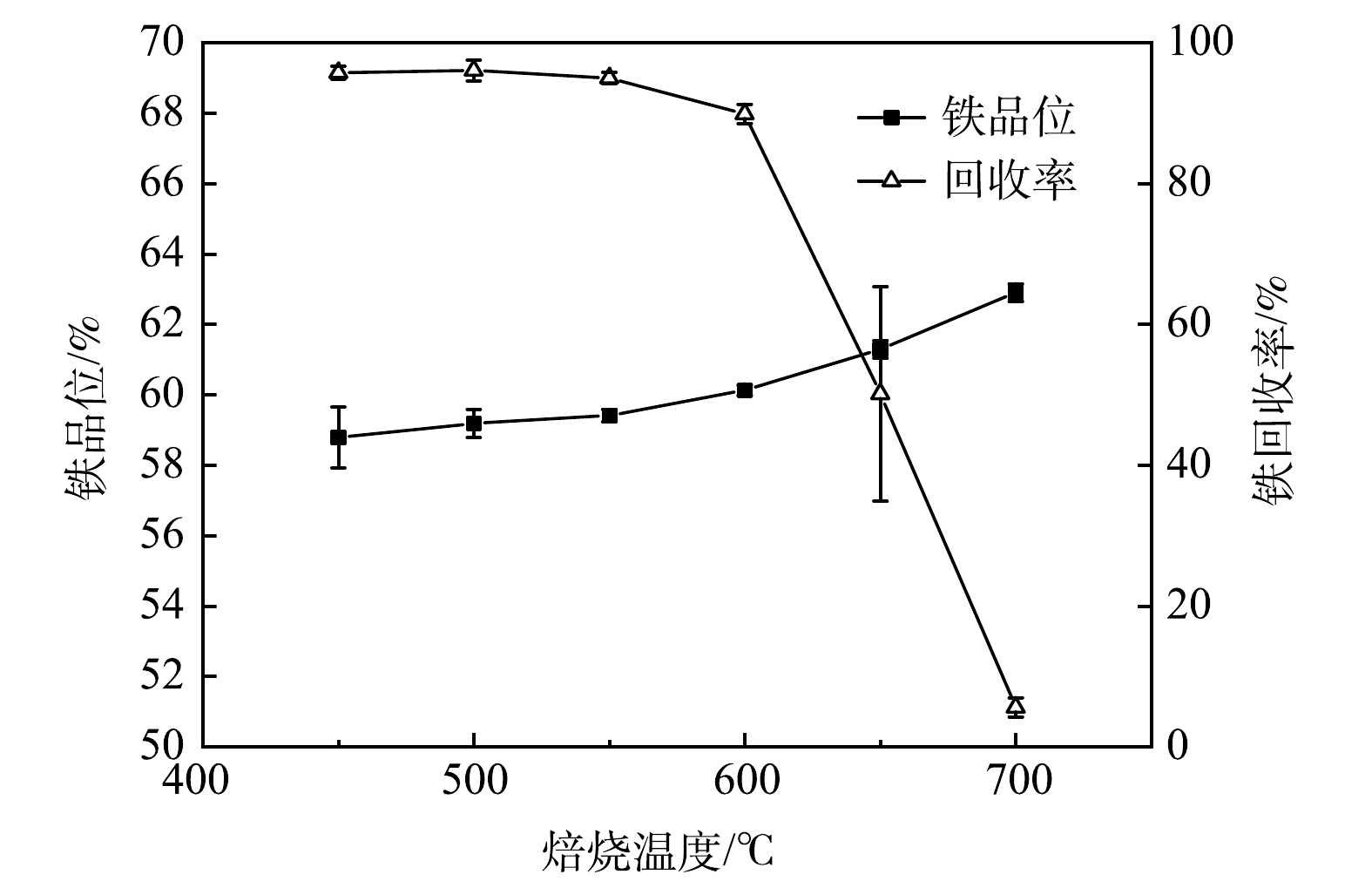 图 2 温度对铁精矿品位和回收率的影响Figure 2. Effect of temperature on grade and recovery of iron concentrate
图 2 温度对铁精矿品位和回收率的影响Figure 2. Effect of temperature on grade and recovery of iron concentrate2)反应时间。在焙烧温度600 ℃、混气体积比H2∶CO∶CO2∶N2为10∶20∶15∶55条件下探究磁化焙烧时间对铁精矿铁品位和回收率的影响。从图3可知,随着时间从5 min提升到30 min,铁精矿品位维持在60.00%~61.30%,而回收率总体随时间呈现先上升后下降趋势。当时间从5 min增加到10 min时,回收率从79.36%提升到92.57%,提高了13.21%,而铁精矿的品位几乎不变。而从10 min继续增加焙烧时间时,回收率总体呈现下降趋势至69.35%。可知,焙烧时间对铁精矿回收率影响较大,在5 min时,磁化焙烧进行未完全,仍然残留着Fe2O3未被还原,而10 min时,铁尾矿的Fe2O3几乎以强磁Fe3O4形式存在,能尽可能回收;而继续增加焙烧时间后,磁化焙烧的副反应导致生成的Fe3O4过还原,降低了磁性,导致回收率下降[12]。综合考虑铁精矿产品质量和成本要求,选择10 min为最佳时间,此时铁品位和回收率分别为61.21%和92.57%。
 图 3 时间对铁精矿品位和回收率的影响Figure 3. Effect of time on grade and recovery of iron concentrate
图 3 时间对铁精矿品位和回收率的影响Figure 3. Effect of time on grade and recovery of iron concentrate3)还原混气配比。在焙烧温度600 ℃、焙烧时间10 min条件下探究混气中2种还原性气体H2和CO占比对铁精矿铁品位和回收率的影响。从图4中可以看出,随着H2或CO占比的上升,铁精矿铁品位先下降后于61.00%~62.00%间波动;而回收率则先上升后稳定于95.00%以上。对比600 ℃下,H2∶CO为5∶0、10∶0、15∶0和20∶0时的回收率均比对应的0∶5、0∶10、0∶15和0∶20高,可见此温度下,单独还原气H2的还原性比单独还原气CO的强;同时,对比H2∶CO为10∶0、0∶10与5∶5的回收率可知,在还原性气体总占比一定时,H2与CO混合气的共同作用与H2单独作用对回收率影响不明显,而远远高于CO单独作用[20]。当总还原气体未过剩时,随着还原气体占比增大,铁品位从66.04%下降至60.00%~62.00%,而回收率从3.16%上升至95.00%。这是因为还原气体未过剩,随着其占比增加,更多Fe2O3被还原成Fe3O4,从而回收率上升,并随着铁精矿质量增加,物质间包夹作用和磁团聚增强[18, 19],铁精矿铁品位下降。当总还原性气体过剩且占比逐渐加大时,铁品位和回收率会趋于稳定区间,可见在最佳温度和时间下,过还原反应受还原性气体浓度小幅度过量影响较小。这是因为在适宜温度600 ℃下,过还原反应不发生或反应较慢[10]。从铁精矿产品最佳而言,最佳理论还原性混气比例应为H2∶CO∶CO2∶N2为20∶15∶15∶50,此时铁精矿的铁品位和回收率分别为62.06%和98.03%。
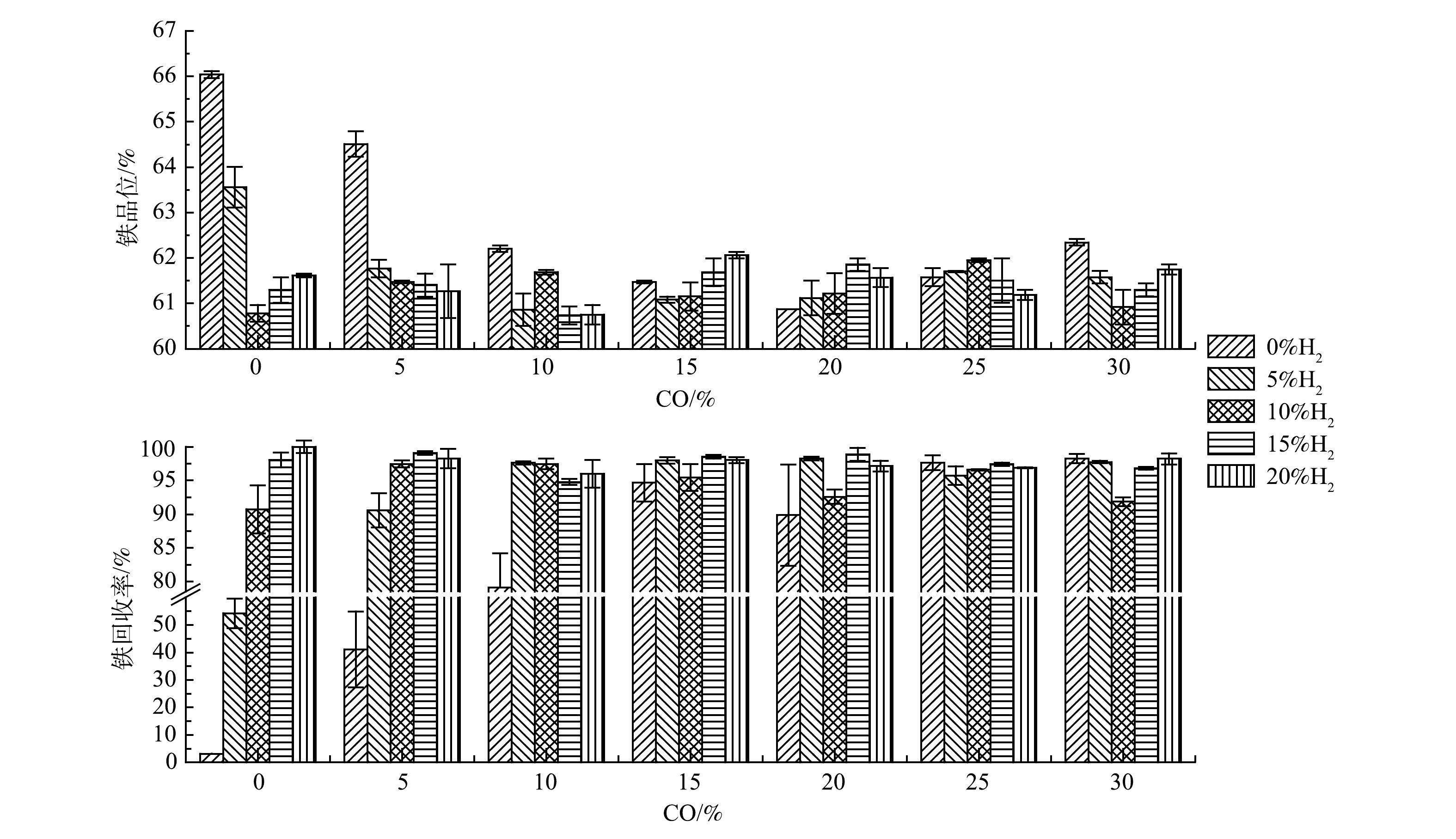 图 4 CO和H2占比对铁精矿品位和回收率的影响Figure 4. Effect of CO and H2 ratio on grade and recovery of iron concentrate
图 4 CO和H2占比对铁精矿品位和回收率的影响Figure 4. Effect of CO and H2 ratio on grade and recovery of iron concentrate2.2 产物性质及机理探究
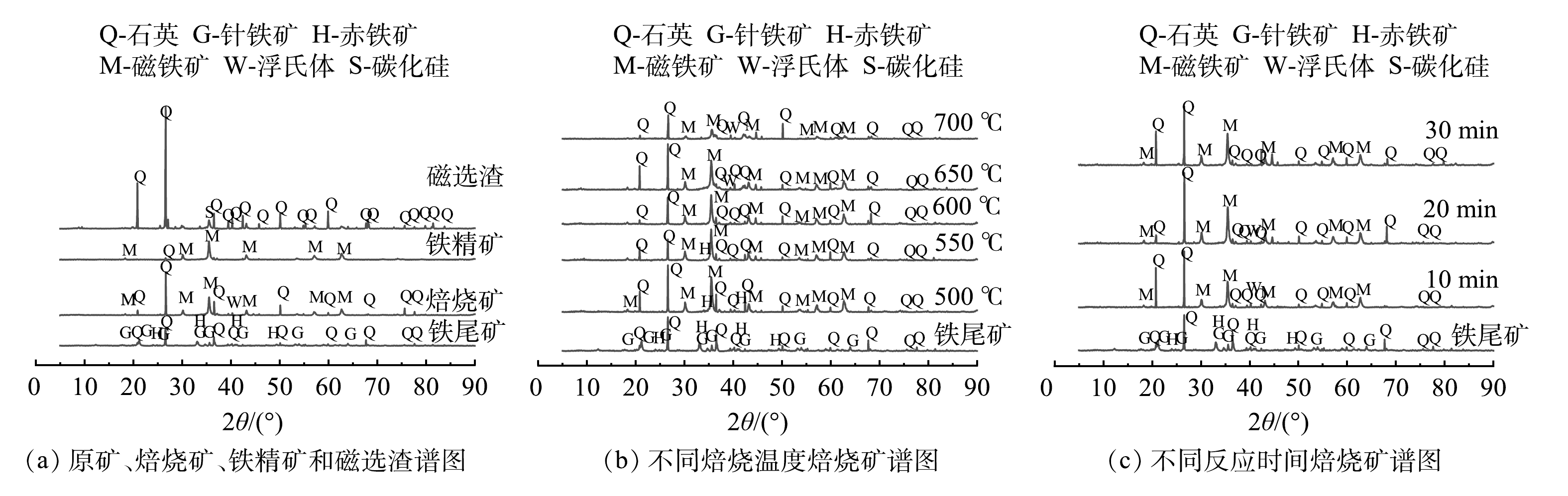
1)物相分析。悬浮磁化焙烧磁选工艺出现的各种矿物形式、不同温度下焙烧矿和不同时间下焙烧矿的x射线衍射谱图见图5。可知,铁尾矿通过悬浮磁化焙烧磁选后,铁相从赤铁矿和针铁矿的形式转换成磁铁矿的形式富集于铁精矿中。原矿中含有石英相,是导致铁尾矿铁品位较低的主要原因[21]。悬浮磁化焙烧后,从焙烧矿衍射图谱与原矿对比可知,赤铁矿针铁矿的铁相消失,取代其的是磁铁矿出现,完成铁相转变[22]。并通过磁选过后,从铁精矿和磁选渣谱图对比可以看出,几乎所有石英相均于磁选渣中,而铁精矿以主要相磁铁矿的形式存在,完成铁的富集[12]。综上, 悬浮磁化焙烧磁选工艺确实能对铁尾矿进行铁富集回收,有效去除石英,提高精矿质量。
从图5(b)可知,温度变化对铁尾矿磁化焙烧铁相存在形式影响较大。随着温度从500 ℃上升到600 ℃,赤铁矿针铁矿衍射峰强度逐渐降低至消失,取而代之的是磁铁矿衍射峰增强,可知磁化反应顺利进行;提高温度至600 ℃时,焙烧矿不再出现赤铁矿衍射峰,铁相几乎全以磁铁矿的形式存在;随温度的继续上升,焙烧矿中磁铁矿衍射峰强度减弱,而出现了浮氏体这一弱磁性铁相。这就表明,600 ℃后提高温度会让过还原反应加快进行,导致磁铁矿含量下降,出现弱磁性浮氏体,导致铁流失在磁选渣中[23]。这一现象也能说明最佳温度为600 ℃,如继续提高温度导致铁回收率急速下降。
从图5(c)可知,时间变化对铁尾矿磁化焙烧铁相的存在形式影响较小,这也与随着时间变化,铁品位变化不大的现象一致。在焙烧时间为10 min时,焙烧矿中赤铁矿针铁矿衍射峰消失,铁相主要以磁铁矿的形式存在,但出现了微弱的浮氏体衍射峰,表明焙烧已经进行完全。结合继续提高焙烧时间时焙烧矿的磁铁矿衍射峰无明显变化,表明10 min焙烧时间已经足够。此时若继续提高焙烧时间不仅会提高工艺成本,而且无利于提高铁精矿质量[24]。
2) 磁性分析VSM。样品磁滞回线如图6所示,磁性参数如表2所示。由图6和表2可知,经过悬浮磁化焙烧的焙烧矿相比原矿,磁性有较大提升。饱和磁化强度和剩磁强度分别由0.77和0.05 Am2·kg−1提升至52.31和10.82 Am2·kg−1,提升了51.54和10.77 Am2·kg−1。这就说明,悬浮磁化焙烧能较高提升矿物磁性能[10, 12]。通过磁选工艺,能将磁性差异较大的磁铁矿和石英等进行分离,从而得到饱和磁化强度更接近纯磁铁矿的铁精矿,其饱和磁化强度和剩磁强度达到59.43和13.72Am2·kg−1。这也能侧面印证出悬浮磁化焙烧磁选工艺能提高铁精矿铁品位,同时保证较高的铁回收率,从而满足低成本炼钢炼铁要求。
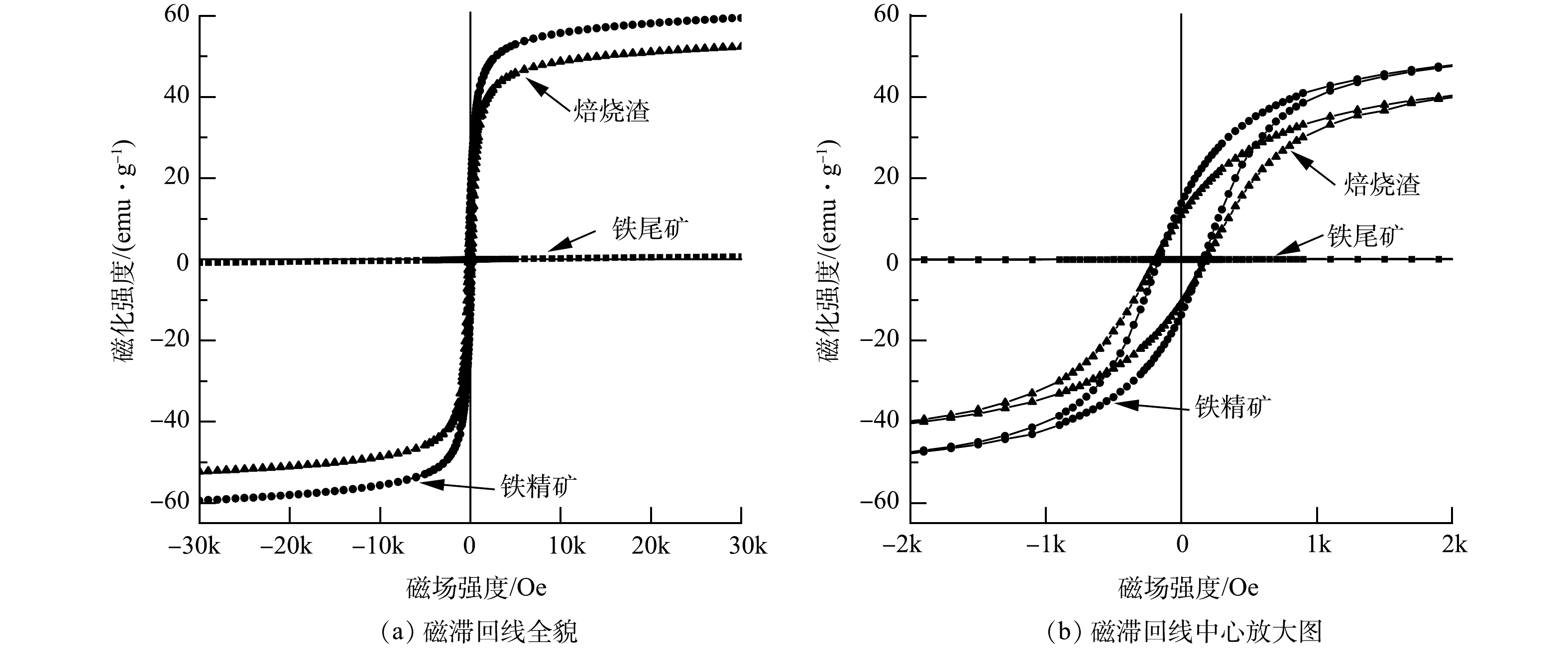 图 6 铁尾矿、焙烧矿和铁精矿的磁滞回线Figure 6. Hysteresis loop of iron tailing, roasted ore and iron concentrate表 2 样品及纯物质磁性参数Table 2. Magnetic parameters of samples and pure substances Am2·kg-1
图 6 铁尾矿、焙烧矿和铁精矿的磁滞回线Figure 6. Hysteresis loop of iron tailing, roasted ore and iron concentrate表 2 样品及纯物质磁性参数Table 2. Magnetic parameters of samples and pure substances Am2·kg-1样品 饱和磁化强度 剩磁 原矿 0.77 0.05 焙烧矿 52.31 10.82 铁精矿 59.43 13.72 纯赤铁矿 0.40 - 纯磁铁矿 92.00 - | Show TableDownLoad:
CSV
3) XPS分析。样品XPS分析总谱如图7所示,谱图均采用C1s的284.80 eV进行荷电校正。由总谱可知,元素Fe、O、Si、Al和C都有对应峰响应,且样品不同,Fe2p、O1s、Si2p和Al2p都有不同程度变化。Fe2p峰响应强度在焙烧矿中比原铁尾矿高,且结合O1s峰响应强度随着悬浮磁化焙烧磁选过程逐渐降低,可揭示过程中还原气CO和H2夺走铁尾矿部分O而生成Fe3O4[21]。Si2p和Al2p的峰响应强度在原铁尾矿和焙烧矿中变化不大,而铁精矿中几乎不存在Si2p和Al2p的峰响应,同时磁选渣中有较强的Si2p和Al2p的峰响应。可知,磁选这一过程能很好分离出Si和Al物质,以达到提高铁精矿品质[12]。这一结果与XRD分析结果保持一致。
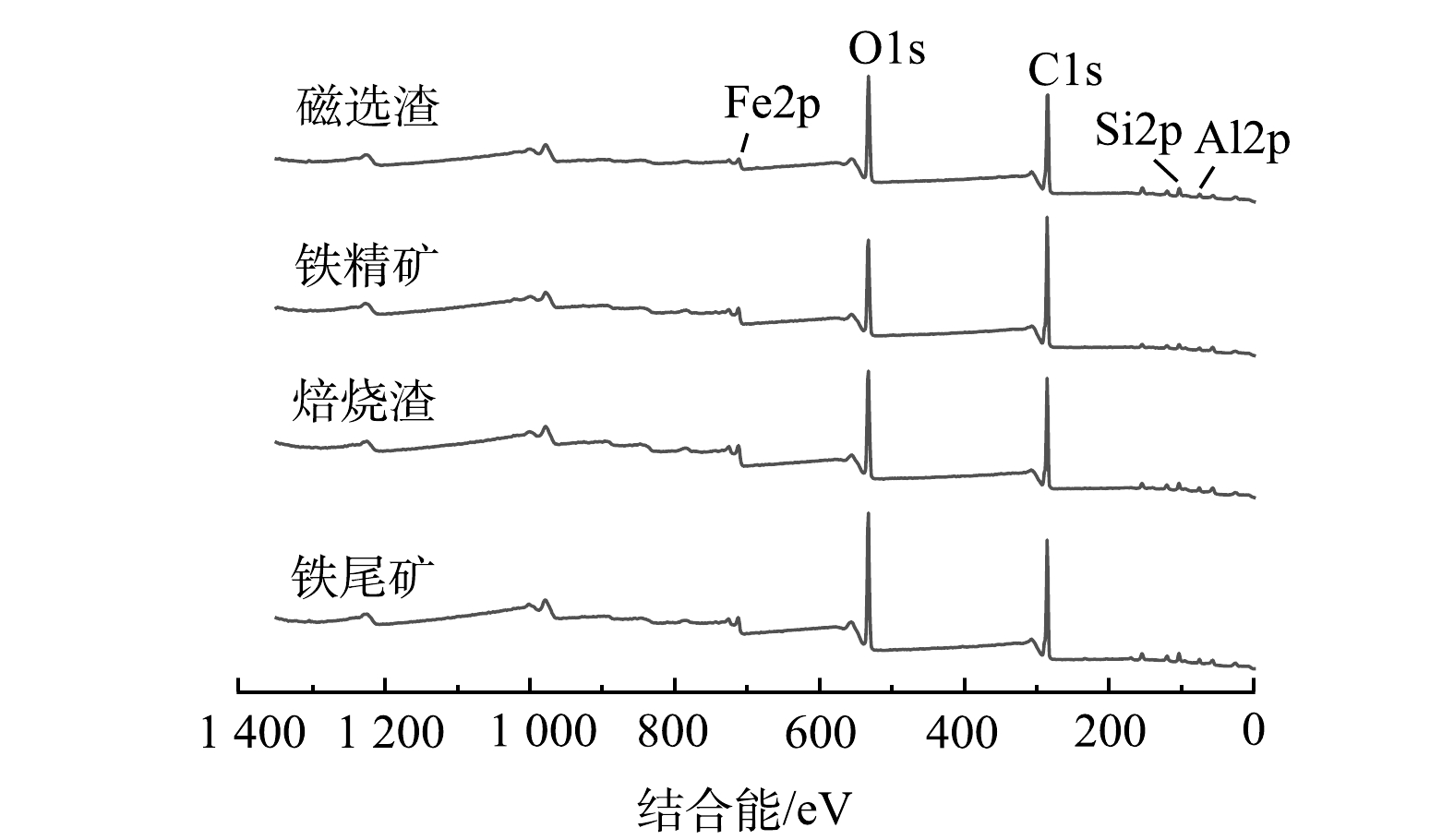 图 7 铁尾矿、焙烧矿、铁精矿和磁选渣的XPS分析谱图Figure 7. XPS analysis spectra of iron tailing, roasted ore, iron concentrate and magnetic separation slag
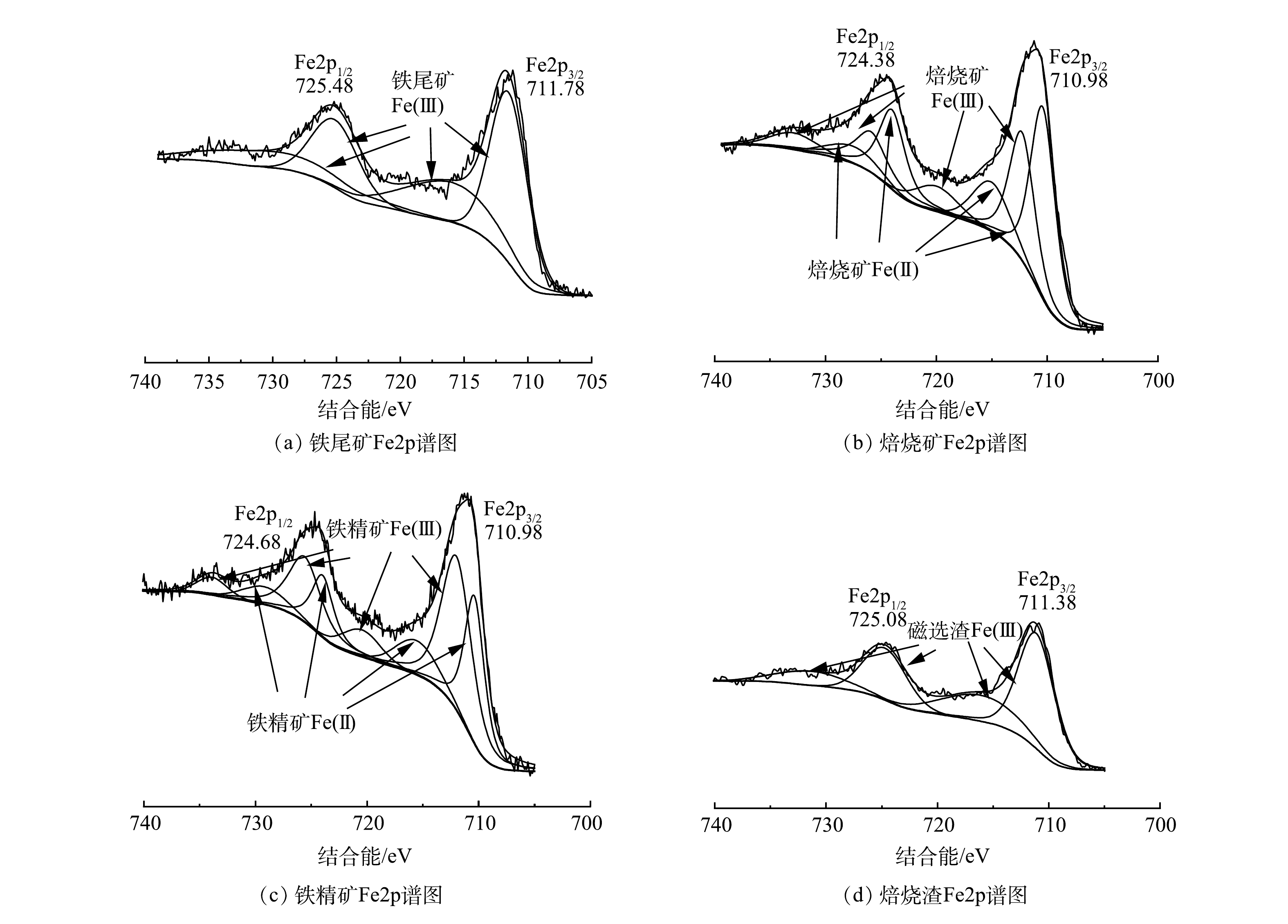
图 7 铁尾矿、焙烧矿、铁精矿和磁选渣的XPS分析谱图Figure 7. XPS analysis spectra of iron tailing, roasted ore, iron concentrate and magnetic separation slag样品XPS分析的Fe2p窄谱如图8所示,谱图均采用C1s的284.80 eV进行荷电校正。从图8(a)可知,原铁尾矿含有Fe2p3/2和Fe2p1/2结合能,分别在711.78和725.48 eV,两者间相差13.7(~13.6)eV。这些结合能位置信息暗示着原铁尾矿的Fe以Fe2O3和FeOOH的Fe+3存在[25],这也与XRD分析结果高度一致。对于图8(b)和8图(c)所示焙烧矿和铁精矿而言,Fe2p3/2和Fe2p1/2分别为710.98、724.38 eV和710.98、724.68 eV,其结合能对比原铁尾矿发生明显向右位移,即结合能下降,谱图出现了Fe2+。这是因为,在悬浮磁化焙烧过程中,一部分的Fe3+被还原成Fe2+,形成Fe3O4,所以导致Fe2p3/2和Fe2p1/2结合能右移[26-27]。8(d)图磁选渣中Fe2p响应相比较低,且不存在Fe2+。综上,XPS分析结果进一步证实了悬浮磁化焙烧Fe相从Fe2O3、FeOOH到Fe3O4转变的机理,并可明确通过悬浮磁化焙烧磁选工艺,获得高品质铁精矿是可行的。
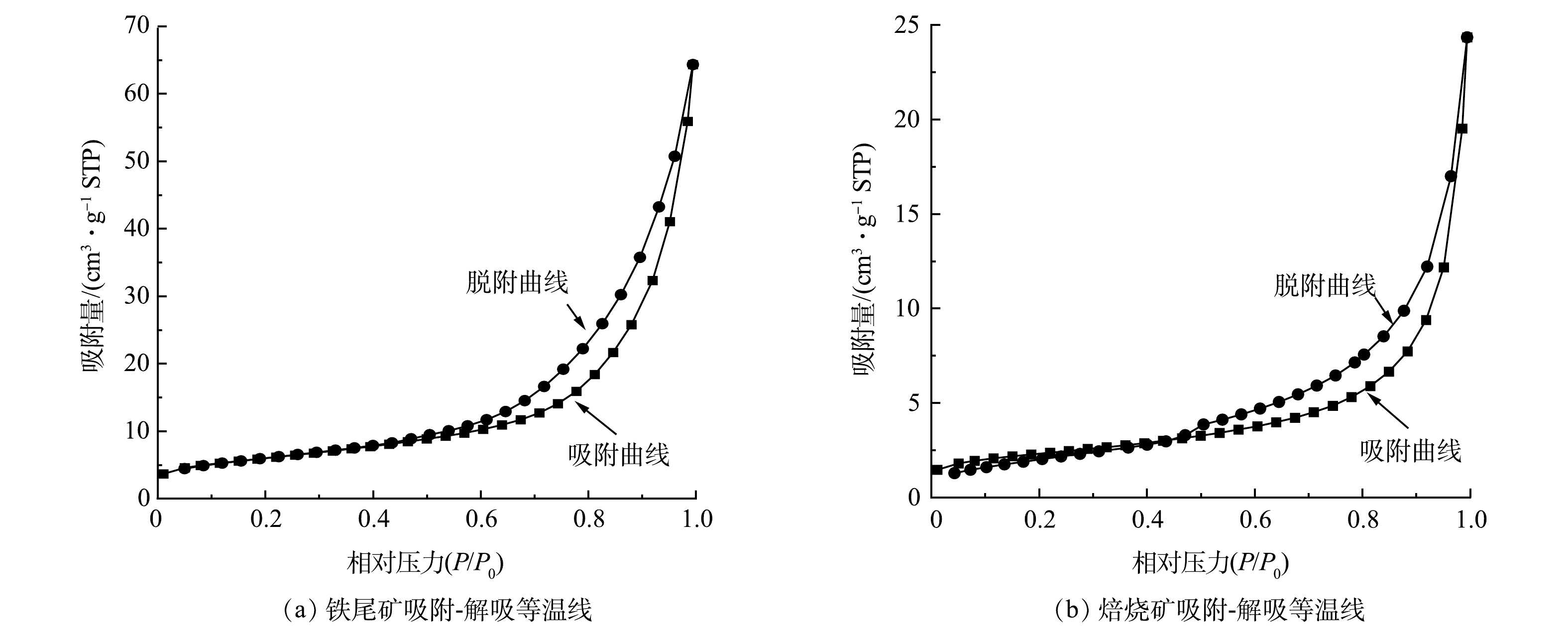
4)微观结构分析。原铁尾矿和焙烧矿的N2吸附-脱附等温曲线如图9所示。从图9可知,铁尾矿和焙烧矿的等温曲线类型是Ⅱ与Ⅳ型结合。在相对压力(P/P0)较低的情况下,原铁尾矿和焙烧矿的吸附容量均表现较低,微孔数量较少,这是Ⅱ型的表现;在相对压力(P/P0)较高的情况下,原铁尾矿和焙烧矿等温线出现H3型滞后环,表明产物存在狭缝状孔,这是Ⅳ型的表现[12]。由表3可知,铁尾矿经过悬浮磁化焙烧后BET表面积、朗缪尔表面积、孔隙体积和孔径分别提升了13.167 6 m2·g−1、274.842 2 m2·g−1、0.044 121 cm3·g−1和2.599 8 nm。较大孔隙能大大降低后续焙烧矿的研磨成本[23]。原铁尾矿和焙烧矿的BET表面积、朗缪尔表面积、孔隙体积和孔径如表4所示。综上,铁尾矿悬浮磁化焙烧过程,能较大程度提高铁尾矿的比表面积和孔隙等微观性能,可为后续焙烧矿研磨磁选提供便利。
表 4 原矿焙烧矿EDS分析Fe、O元素占比Table 4. EDS analysis of raw ore roasted ore Fe and O elements account wt%样品 Fe O 铁尾矿 61.98 33.71 焙烧矿 66.01 24.02 | Show TableDownLoad:
CSV
表 3 BET分析的相关参数Table 3. Relevant parameters of bet analysis供试样品 BET表面积/(m2·g−1) 朗缪尔表面积/(m2·g−1) 孔隙体积/(cm3·g−1) 孔径/nm 铁尾矿 8.122 6 81.491 1 0.018681 9.199 4 焙烧矿 21.290 2 356.333 3 0.0628 02 11.799 2 | Show TableDownLoad:
CSV
原铁尾矿和焙烧矿的SEM-EDS分析如图10所示。由图10(a)和(b)可知,原铁尾矿以有棱角的块状结构存在,质地紧密,表面吸附着片状块状且尺寸较小的物质;由图10(c)和(d)可知,焙烧矿以块状棒状团聚的形式存在,质地疏松。综上所述,经过悬浮磁化焙烧后,铁尾矿块状结构发生气固反应破裂,以尺寸更小的块状和棒状团聚形式存在,存在更多的孔隙[23]。这也和BET分析结果一致。从图10(e)原铁尾矿和图10(f)焙烧矿EDS对比可知,经过悬浮磁化焙烧后,Fe的相对含量上升,O相对含量下降。这个揭示了焙烧过程中Fe2O3经过CO和H2还原生成Fe3O4的反应机理,这也与XRD、XPS分析结果相一致。
3. 结论
1) 焙烧温度600 ℃、焙烧时间10 min、H2∶CO∶CO2∶N2体积比为20∶15∶15∶50时,铁精矿产品铁品位和回收率分别为62.06%和98.03%达到最优。
2) 悬浮磁化焙烧能有效将铁尾矿铁相转化成磁铁矿相,使饱和磁化强度由0.77 Am2·kg−1提升到59.43 Am2·kg−1,且磁选能有效将磁铁矿和石英分离。过高温度和过长时间会产生弱磁性浮氏体而阻碍铁的回收。
3) 经悬浮磁化焙烧后,焙烧矿颗粒出现裂缝,比表面积和孔隙率均有较大提升。
-
[1] Booker N.A., Cooney E.L., Priestley A.J. Ammonia removal from sewage using natural Australian zeolite. Water Sci.Technol., 1996,34(9):17-24 [2] 张曦,吴为中,温东辉,等.氨氮在天然沸石上的吸附及解吸.环境化学,2003,22(2):166-171 Zhang X., Wu W.Z., Wen D.Y. Adsorption and desorption of ammonia-nitrogen onto natural zeolite.Environmental Chemistry, 2003,22(2):166-171(in Chinese) [3] 李晔,王建兵,肖文浚,等.沸石去除水源中低浓度氨氮的实验研究.武汉理工大学学报,2003,25(2):4-6 Li Y.,Wang J.B.,Xiao W.J.,et al.The experimental study of removing low concentration of ammonia nitrogen from the water source by zeolites.Journal of Wuhan University of Technology, 2003,25(2):4-6(in Chinese) [4] 王万军,邵聚红,赵彦巧.天然沸石在环境污染治理中的研究现状和发展趋势.资源环境与工程, 2007, 21(2):187-192 Wang W.J.,Shao J.H.,Zhao Y. Q.The application of zeolite to treatment of environmental pollution:its status quo and tendenay.Resources Environment & Engineering, 2007, 21(2):187-192(in Chinese) [5] 潘嘉芬,卢杰.天然斜发沸石吸附高浓度氨氮废水试验研究.中国矿业,2008,17(2):87-89 Pan J.F.,Lu J. Experimental study on adsorbing ammonia nitrogen waste water of high concentration by clinoptilolite.China Mining Magazine, 2008,17(2):87-89(in Chinese) [6] 赵玲玲,陈英文,沈树宝.丝光沸石去除生活污水中氨氮的实验研究.环境科学与技术,2007,30(9):9-10 Zhao L.L.,Chen Y.W.,Shen S.B.Removal of ammonia nitrogen in municipal wastewater by mordenite.Environmental Science & Technology, 2007,30(9):9-10(in Chinese) [7] 国家环境保护总局.水和废水监测分析方法(第4版).北京:中国环境科学出版社, 2002 [8] 游少鸿,佟小薇,朱义年.天然沸石对氨氮的吸附作用及其影响因素.水资源保护,2010,26(1):70-74 You S.H.,Tong X.W.,Zhu Y.N.Experimental study on ammonium adsorption onto natural stellerite and its factors.Water Resources Protection, 2010,26(1):70-74(in Chinese) [9] 刘琳,吴树彪,郭建斌,等.天然沸石对猪场厌氧发酵液中氨氮吸附作用的试验研究.农业环境科学学报,2011,30(10):2130-2135 Liu L.,Wu S.B.,Guo J.B.,et al.Adsorption of ammonia nitrogen in effluent from pig manure biogas plant by zeolite.Journal of Agro-Enviroment Science, 2011,30(10):2130-2135(in Chinese) [10] 王宇,高宝玉,岳文文,等.改性玉米秸秆对水中磷酸根的吸附动力学研究.环境科学,2008,29(3):703-708 Wang Y.,Gao B.Y.,Yue W.W.,et al.Adsorption kinetics of phosphate from aqueous solutions onto modified corn residue.Environmental Science, 2008,29(3):703-708(in Chinese) [11] 王雪源,乔旭,严长浩.壳聚糖对Pb(Ⅱ)吸附及动力学研究.化工时刊,2008,22(5):5-9 Wang X.Y.,Qiao X.,Yan C.H.Study on adsorption and kinetics of chitosan for Pb(Ⅱ).Chemical Industry Times, 2008,22(5):5-9(in Chinese) [12] 唐登勇,郑正,林志荣,等.天然沸石吸附低浓度氨氮废水的研究.环境科学与技术,2010,33(12):206-209 Tang D.Y.,Zheng Z.,Lin Z.R.,et al.Adsorption of ammonium-nitrogen from low concentration wastewater by natural zeolite. Environmental Science & Technology, 2010,33(12):206-209(in Chinese) [13] Azhar A.Halima,Hamidi A.Azizb,Megat Azmi Megat Joharib,et al.Comparison study of ammonia and COD adsorption on zeolite,activated carbon and composite materials in landfill leachate treatment. Desalination,2010,262(2):31-35 [14] 赵桂瑜,秦琴,杨永兴.干渣对水体中磷素的吸附作用.水处理技术,2006,32(8):54-56 Zhao G.Y.,Qin Q.,Yang Y.X.Phosphorus adsorption in water by blast furnace slag.Technology of Water Treatment, 2006,32(8):54-56(in Chinese) [15] 付杰,李燕虎,叶长燊,等.DMF在大孔吸附树脂上的吸附热力学及动力学研究.环境科学学报,2012,32(3):639-644 Fu J.,Li Y.H.,Ye C.S.,et al.Study on the adsorption kinetics and thermodynamics of DMF on macroporous adsorbents.Acta Scientiae Circumstantiae, 2012,32(3):639-644(in Chinese) -


 点击查看大图
点击查看大图
计量
- 文章访问数: 1947
- HTML全文浏览数: 1125
- PDF下载数: 995
- 施引文献: 0
