



-
相较于传统硝化-反硝化生物脱氮工艺,厌氧氨氧化技术因其高效低耗的显著优势而受到研究者的广泛关注[1]。在实际应用中,厌氧氨氧化技术常常与亚硝化技术耦合,共同实现污水中氮素的去除,称为部分亚硝化-厌氧氨氧化工艺(partial nitrification-anammox,PNA),也叫自养脱氮工艺。根据亚硝化与厌氧氨氧化2个反应是否在同一个反应器中发生,能将PNA工艺分为一段式和两段式。从经济性和操作方便来看,一段式PNA工艺更具优势,但工艺稳定运行的控制也更为困难。目前,PNA工艺已经成功应用于高氨氮污水处理(侧流污泥消化液、垃圾渗滤液等)[2-3],但是对于低氨氮浓度的主流城市污水,可以普及的工程化应用尚为空白。特别对于曝气量、溶解氧等环境条件的变化,会导致工艺性能失稳、脱氮效能下降,严重影响了该工艺的工程化推广,有效的恢复策略亟待研究。
在一段式PNA工艺中,曝气操作是控制工艺性能稳定性的关键因素[4],曝气速率能直接影响体系内溶解氧浓度的大小。亚硝化过程需要好氧条件,而厌氧氨氧化需要较为严格的厌氧环境,这给一段式PNA工艺高效脱氮性能的发挥带来了困难。曝气量较低,不利于亚硝化反应,同时也难以为厌氧氨氧化过程提供充足的反应基质;而曝气量过高,抑制了厌氧氨氧化反应活性,也会导致亚硝酸盐氧化菌的大量增殖,使得性能恶化、体系崩溃[5]。尽管通过曝气操作维持PNA工艺稳定性的相关研究已有报道[6],但是很少关注失稳后工艺性能恢复的调控策略,特别是仅通过曝气调控原位恢复工艺脱氮性能。
本研究采用气升式内循环反应器构建一段式PNA工艺系统,通过曝气调控考察反应器脱氮性能的变化,解析自养脱氮污泥变化特征及反应活性,探究过量曝气失稳后PNA工艺性能恢复的可行性及调控策略,解析恢复过程中功能微生物丰度变化,以期为厌氧氨氧化工艺在主流条件下应用提供理论指导和技术支持。
-
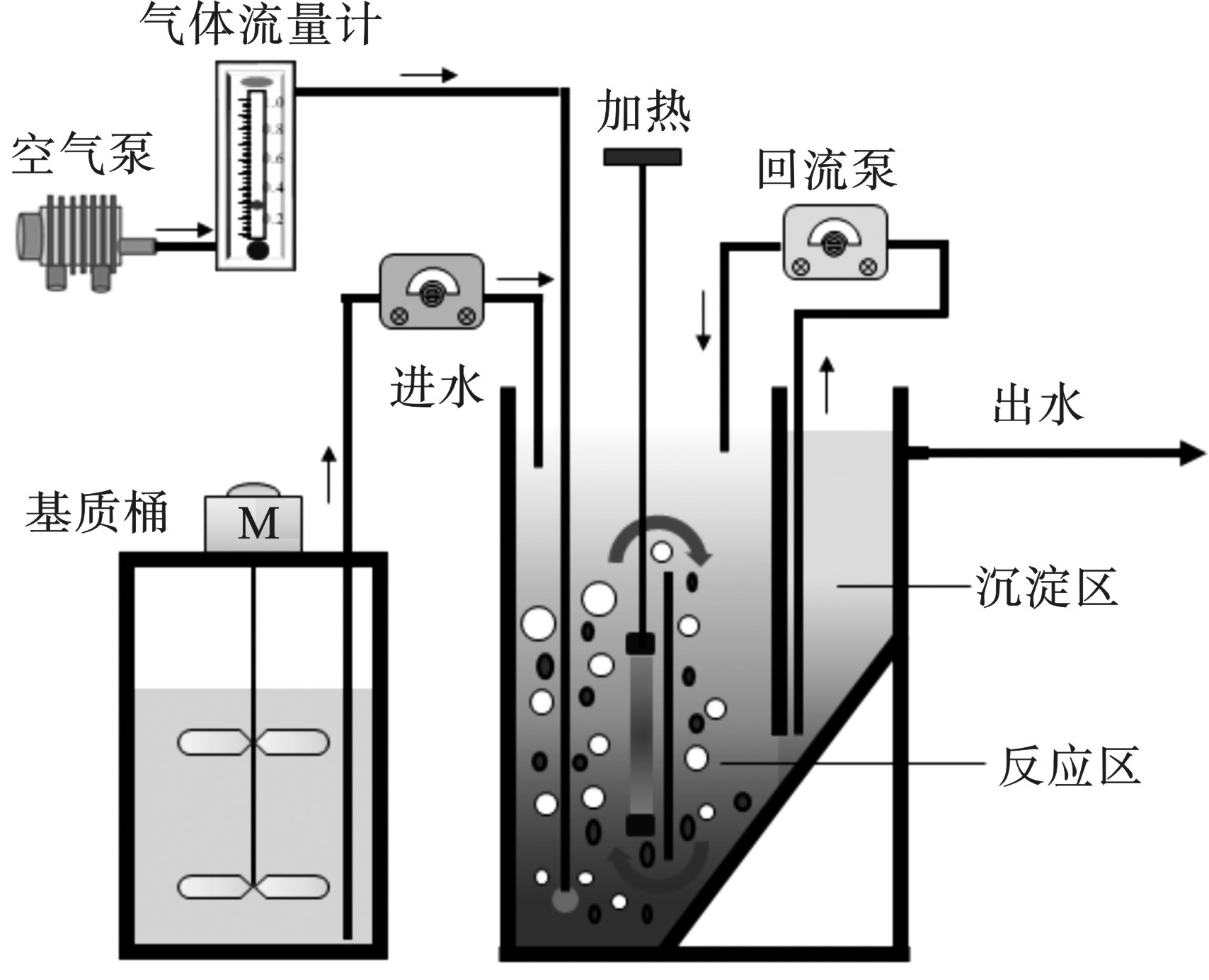
一段式PNA工艺系统,见图1。
主反应器由有机玻璃制成,总有效体积为2 L,其中反应区容积为1.6 L,沉淀区容积为0.4 L。空气泵为系统提供曝气,通过气体流量计调控曝气速率,曝气位点设置于反应区底部。利用进水泵将基质桶中的模拟废水输送至反应区,回流泵用于回流沉淀区底部的污泥。整个系统的混合液随着气泡的提升而在反应区形成循环。系统温度维持在25 ℃,进水pH值维持在7.8~8.2。
-
接种污泥取自实验室已稳定运行的一段式PNA反应器混合絮体污泥,VSS为0.67 g/L,TS为1.35 g/L,总氮去除率达到0.47 kg N/m3·d。
实验用水为人工配置的低氨氮废水[4],以NH4HCO3为唯一氮源,以KH2PO4为磷源,不含有机碳源。具体废水组成如下:NH4HCO3 50 mg/L,KH2PO4 41 mg/L,CaCl2 36 mg/L,MgCl2 40 mg/L, ZnSO4 0.215 mg/L,NiCl2 0.095 mg/L,NaSeO4 0.21 mg/L,MnCl2 0.495 mg/L,H3BO3 0.007 mg/L,Na2·EDTA 8.304 mg/L, CuSO4 0.125 mg/L,CoCl2 0.12 mg/L,NaMo4 0.11 mg/L,FeSO4 5 mg/L。
-
实验共连续运行160 d,整个过程可以分为4个阶段:阶段Ⅰ(启动及稳定阶段,1~25 d),阶段Ⅱ(失稳阶段,26~40 d),阶段Ⅲ(恢复阶段,41~134 d),阶段Ⅳ(再稳定阶段,135~160 d)。其中,失稳阶段人为地增大曝气速率,造成工艺脱氮性能恶化。各阶段的操作条件,见表1。分别在第20、40和155 d,采集污泥样品并测定污泥浓度,提取细胞外聚合物测定蛋白质含量。同时开展批次实验测定污泥的氨氧化活性(不含厌氧氨氧化)、亚硝酸盐氧化活性、厌氧氨氧化活性和反硝化活性,并送样检测微生物群落结构及多样性。
-
采用纳氏试剂分光光度法测定氨氮浓度;采用离子色谱法测定亚硝氮、硝氮浓度;利用pH计原位测定反应区的pH;溶解氧浓度由便携式溶解氧仪原位测定;称量法测定污泥的VSS和TS;采用热碱水解结合高速离心和涡旋振荡的方法提取胞外聚合物中的蛋白质 [5],蛋白质浓度的测定采用考马斯亮蓝法;污泥活性的测定参考CHEN et al[4]的研究;氮反应速率的计算参考先前的研究报道[5];定期采集污泥样品并送检,在上海美吉生物公司云平台分析高通量测序结果。
-
整个实验过程中,各阶段进出水氮浓度,见图2。
由于实验用泥直接取自运行稳定的PNA反应器,所以阶段Ⅰ中工艺的脱氮性能在初始就维持较高水平。在进水总氮浓度为(50±1.81) mg/L、曝气速率为0.20 L/min的条件下,出水氨氮、亚硝氮和硝氮浓度分别为5.69、0.24和4.79 mg/L。在阶段Ⅱ中,为了探究工艺性能恢复的可行性,人为的增大曝气速率、造成高溶解氧状态,破坏工艺稳定的运行性能。当曝气速率由0.20 升至1.00 L/min,出水氨氮和亚硝氮浓度迅速减至0.85和0.02 mg/L,硝氮浓度急剧增至40.94 mg/L。结果表明,过量的曝气造成的高溶解氧环境使得体系内氨氮和亚硝氮氧化完全,同时破坏了厌氧氨氧化所需的厌氧条件,导致出水中硝氮积累、体系失稳性能恶化。
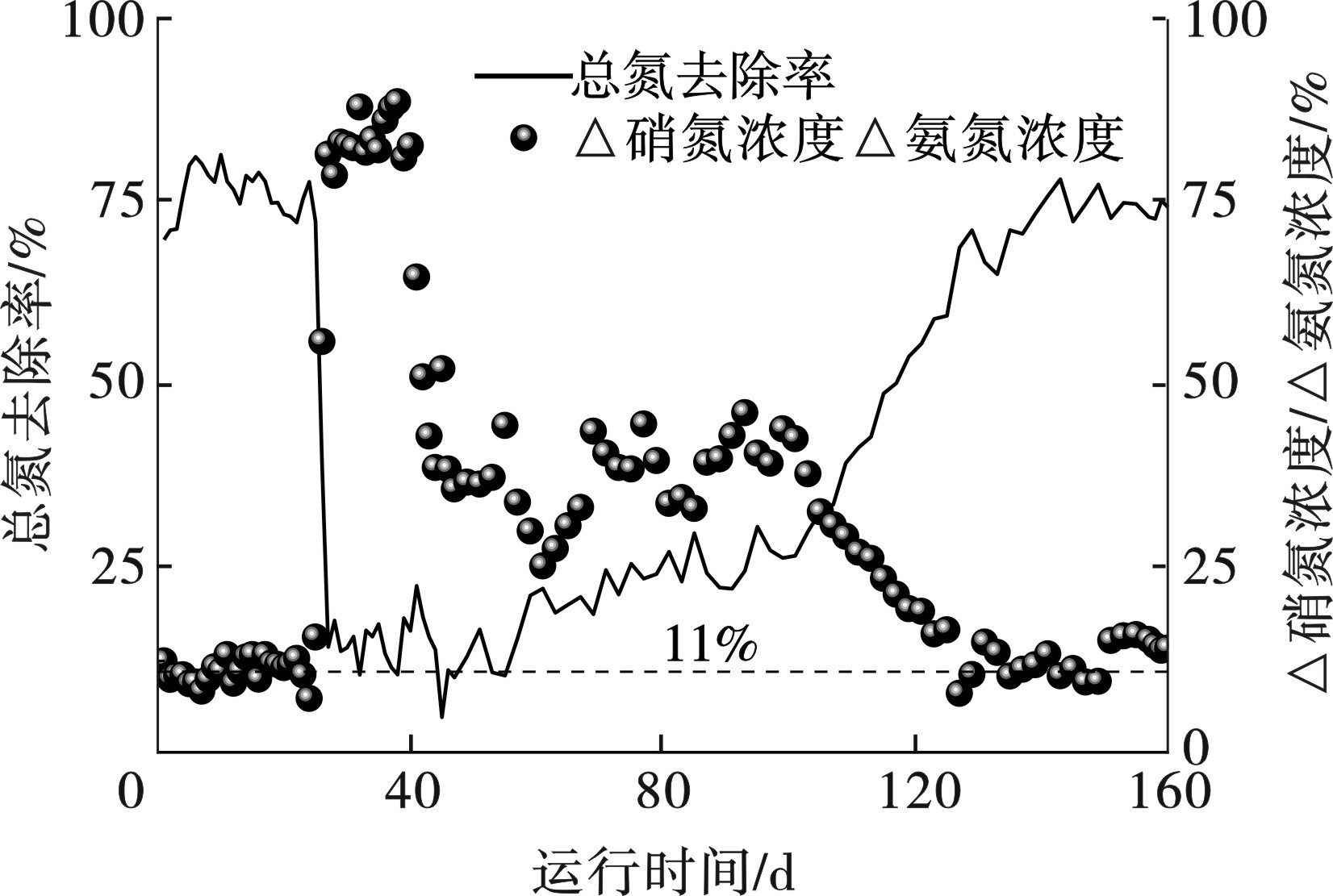
增大曝气后总氮去除率由78.4%降至14.8%,这也表明工艺的脱氮性能失稳恶化。出水中硝氮浓度的生成量与氨氮浓度变化之比是衡量自养脱氮反应是否占主导的一个重要指标,△硝氮浓度/△氨氮浓度的比值越接近11%,表明反应体系中厌氧氨氧化脱氮过程为主要脱氮途径[7]。而在过量曝气条件下,△硝氮浓度/△氨氮浓度的比值也由11.3%增加至84.0%,说明亚硝化过程失稳、厌氧氨氧化反应完全被破坏,亚硝酸盐被氧化成硝酸盐,出水中硝氮积累,见图3。
在阶段Ⅲ中,通过调控曝气速率,探讨主流条件下工艺性能恢复的可行性。曝气速率由1.00降低至0.10 L/min,而后逐级增加至0.30 L/min,脱氮性能也逐渐实现了恢复。阶段Ⅳ的再稳定过程中,出水中氨氮、亚硝氮和硝氮浓度分别达到4.99、1.58和6.90 mg/L,总氮去除率也恢复至74.8%。结果表明,通过适宜的曝气调控,可以实现主流条件下失稳后PNA工艺的性能恢复。
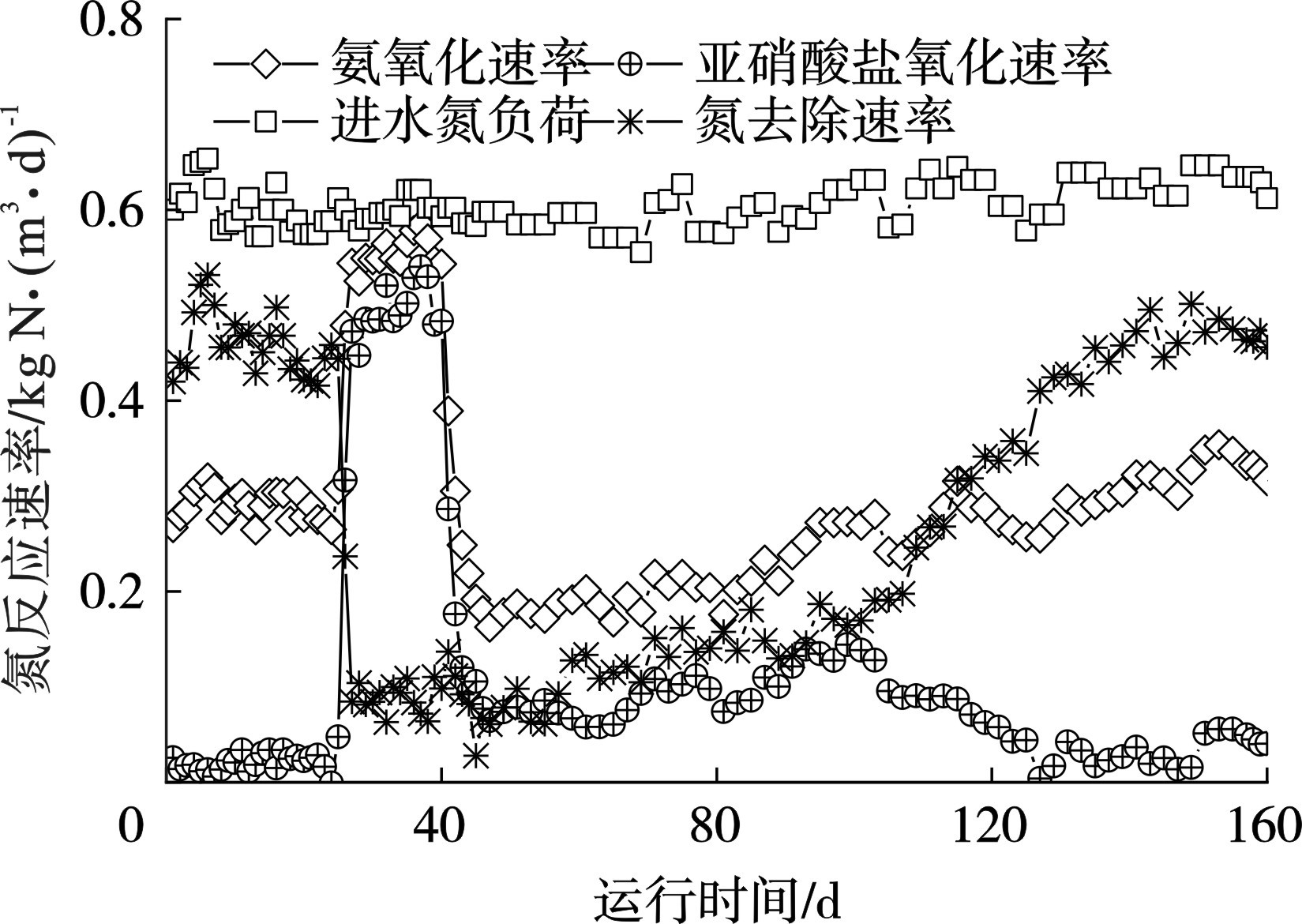
进一步计算分析反应体系中的氮反应速率(图4),进水氮负荷一直维持在0.60 kg N/m3·d,氮去除速率初始阶段稳定在0.42 kg N/m3·d。随着过量曝气的实施,氨氧化速率由0.28 增至0.56 kg N/m3·d,亚硝酸盐氧化速率由0.02增加至0.51 kg N/m3·d。这表明,过量曝气同步增强了氨氧化反应和亚硝酸盐氧化反应,使得亚硝化过程失稳。因此,氮去除速率也减少至0.07 kg N/m3·d。恢复阶段通过曝气速率的调控,氨氧化速率随着曝气量的增大而逐步提升,亚硝酸盐氧化速率被抑制,氮去除速率逐步恢复至0.46 kg N/m3·d。在性能恢复的过程中,曝气速率是重要的调控要素,曝气量较低无法促进氨氧化过程,也间接的抑制了后续的厌氧氨氧化反应。所以,曝气调控要结合出水中氨氮浓度综合考虑。实验结果表明,利用氨氧化反应和亚硝酸盐氧化反应的需氧差异,调控适宜的曝气能够强化氨氧化反应、控制亚硝酸盐氧化反应,有效地提升氮去除性能。
-
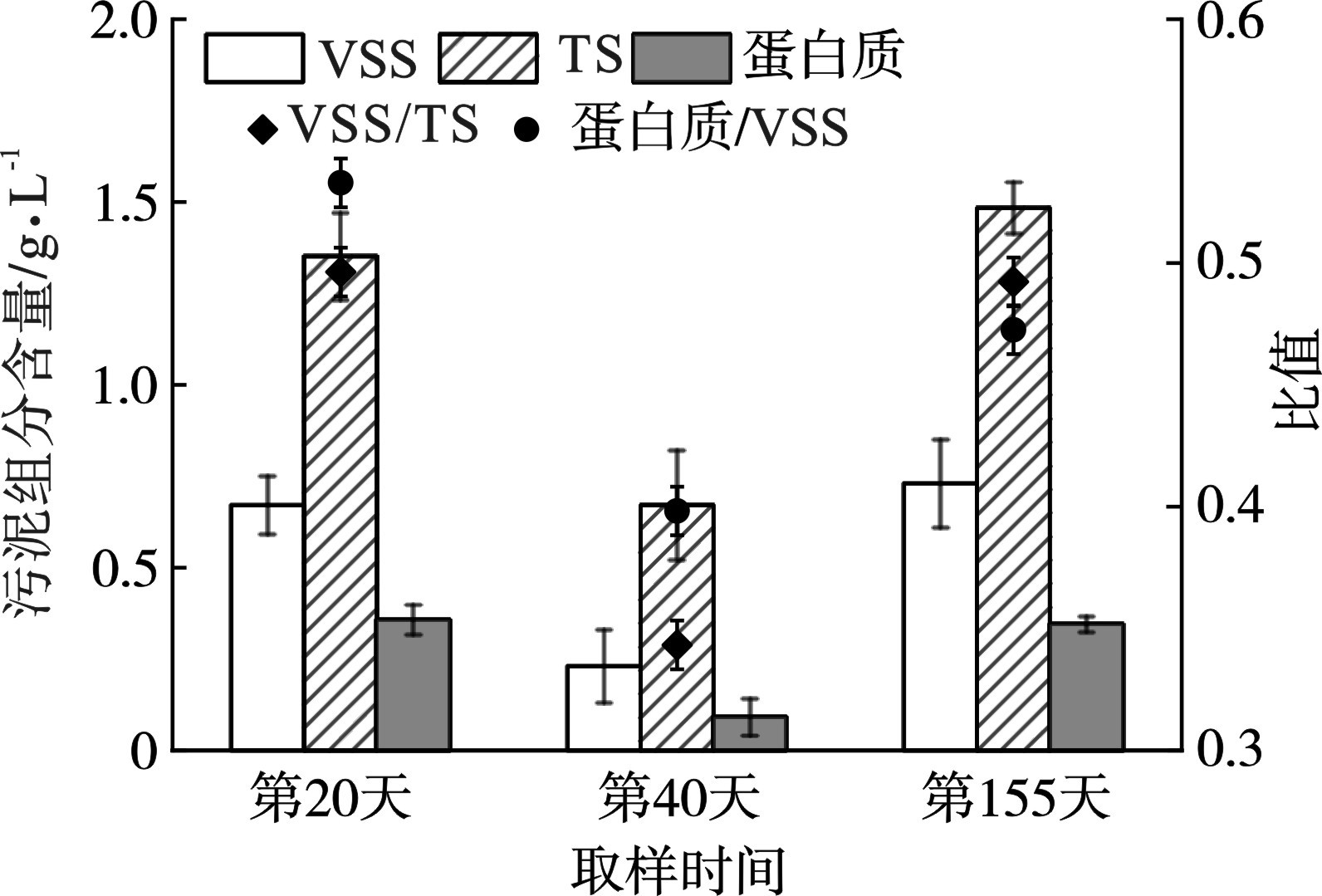
厌氧氨氧化菌具有较长的倍增周期[8],所以PNA工艺常常因为生物量流失而造成功能菌丰度不足,从而使得脱氮性能下降。实验各阶段污泥的组成及含量,见图5。
在过量曝气作用下,VSS由稳定阶段的0.67降至0.23 g/L,VSS/TS也由0.49减至0.34。这表明,过量曝气加速了生物量流失,降低了污泥浓度,也是性能下降的主要原因。此外,蛋白质含量和占比也明显下降。胞外聚合物中较高的蛋白质含量有利于颗粒化的形成,从而提高生物量的持留能力[9],所以蛋白质含量的降低也与污泥浓度变化相一致。随着恢复阶段的曝气调控,VSS和TS恢复至0.73和1.48 g/L,蛋白质含量也增至0.35 g/L。结果表明,有效的曝气调控可以强化生物量的持留,提高污泥浓度,这对于工艺脱氮性能的恢复有积极作用。
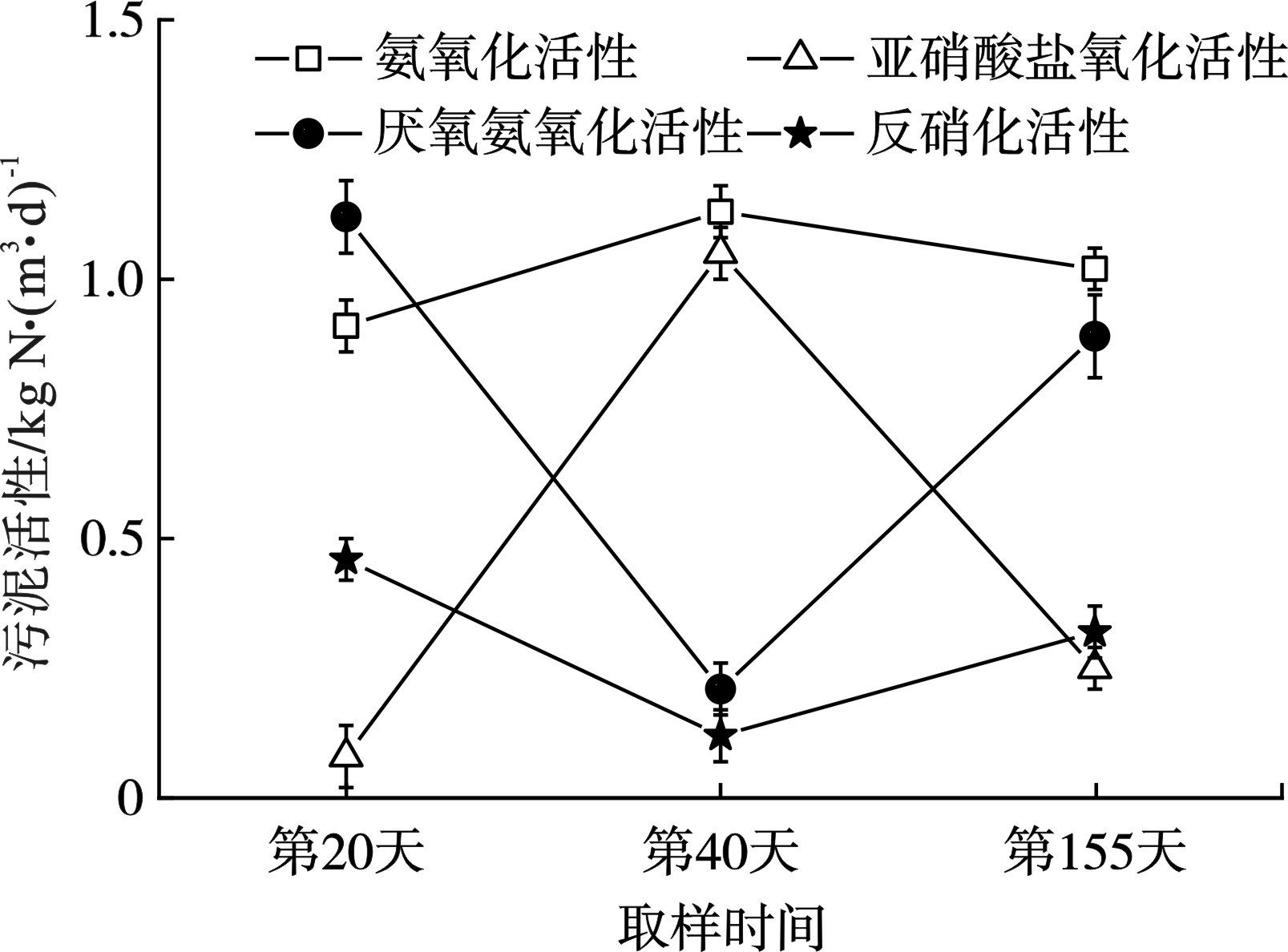
工艺的脱氮性能与污泥活性密切相关,由污泥浓度和活性共同决定[10-11],各阶段污泥活性变化,见图6。
在阶段Ⅱ中,过量曝气和高溶解氧浓度极大地促进了硝化反应,同时抑制了厌氧氨氧化反应和反硝化活性。氨氧化活性和亚硝酸盐氧化活性由0.91和0.08 kg N/m3·d增长至1.13和1.05 kg N/m3·d;而厌氧氨氧化活性和反硝化活性降低至0.21和0.12 kg N/m3·d。这也与2.1节脱氮性能的变化相一致,污泥活性的变化影响了工艺的宏观脱氮性能。随着恢复阶段的曝气调控,氨氧化活性略微下降,厌氧氨氧化活性恢复至0.89 kg N/m3·d,而亚硝酸盐氧化活性得到了抑制。结果表明,适宜曝气调控不仅能够提高污泥浓度,同时可以强化功能反应的活性;氨氧化反应活跃、厌氧氨氧化反应主导和亚硝酸盐氧化反应抑制是主流PNA体系脱氮性能提升和恢复的关键。
-
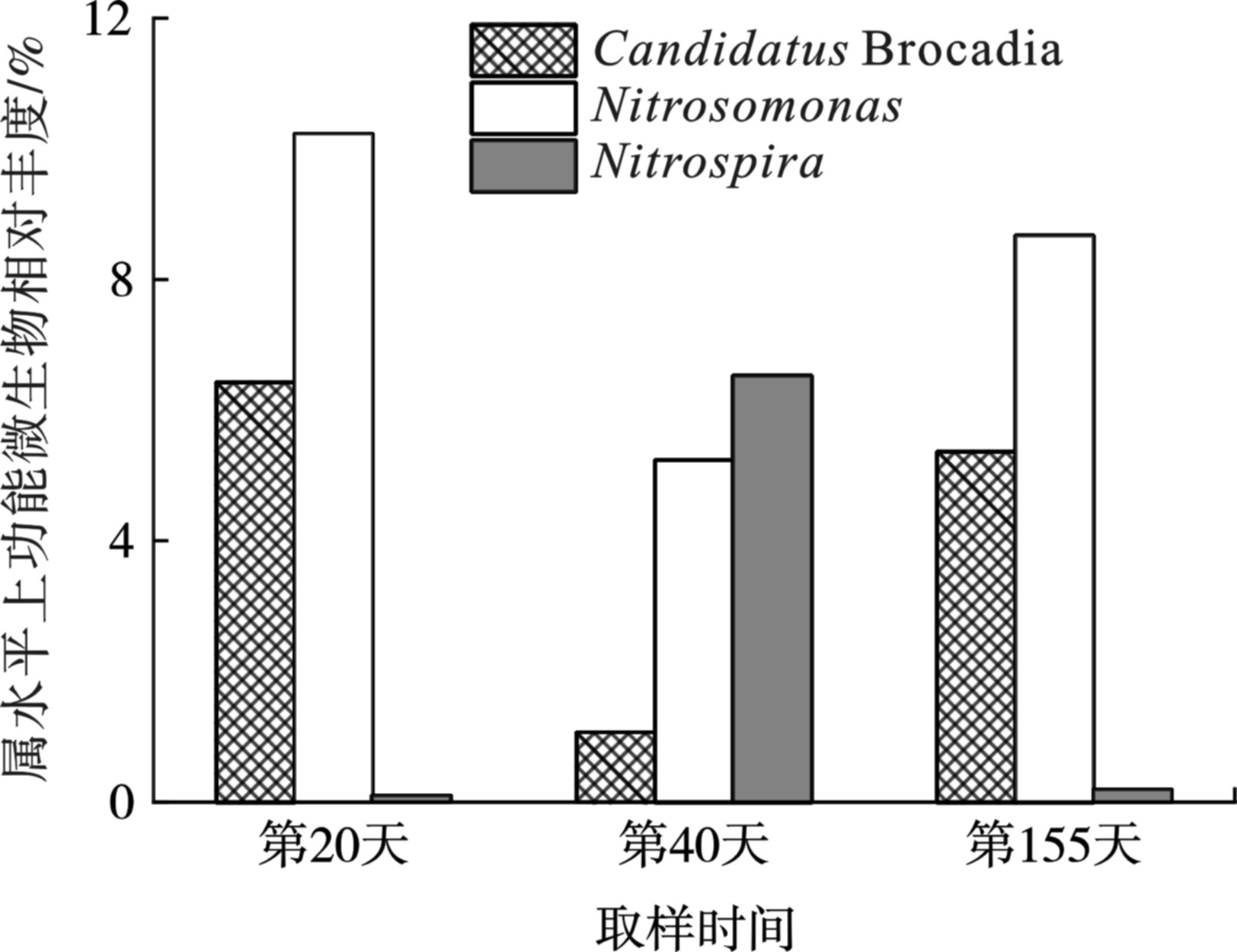
氨氧化菌和厌氧氨氧化菌是PNA工艺中的脱氮功能微生物,亚硝酸盐氧化菌属于干扰菌群[1]。各阶段污泥样品中功能微生物在属水平上的相对丰度,见图7。
整个过程中,检出的厌氧氨氧化菌为Candidatus Brocadia属,氨氧化菌为Nitrosomonas属,亚硝酸盐氧化菌为Nitrospira属。当工艺启动达到稳定阶段时,Candidatus Brocadia属和Nitrosomonas属的相对丰度达到6.4%和10.2%,Nitrospira属几乎未检出。在阶段Ⅱ中,过量曝气和高溶解氧抑制了厌氧氨氧化菌的生长(1.1%),使得Nitrospira属过度增殖(6.5%),这也是性能失稳后出水中出现硝氮积累的原因。但随着恢复操作的实施,Candidatus Brocadia属和Nitrosomonas属的相对丰度恢复至5.3%和8.7%,Nitrospira属的相对丰度减少至0.2%。结果表明,适宜的曝气调控可以抑制亚硝酸盐氧化菌的生长,促进氨氧化菌和厌氧氨氧化菌的富集,能够优化主流PNA体系中功能菌群结构,从而使得工艺性能得到改善甚至恢复。
-
针对脱氮性能失稳的PNA工艺,通过适宜的原位曝气调控,实现了主流条件下PNA工艺失稳后性能的恢复。在进水氮浓度为(50±1.81) mg/L、曝气速率为0.30 L/min的条件下,总氮去除率达到74.8%,氮去除速率达到0.46 kg N/m3·d。
适宜的曝气调控能够有效地提升污泥浓度和促进颗粒化的形成,使得系统内恢复并维持较高的生物量;此外,曝气调控能够强化氨氧化反应和厌氧氨氧化反应、提高功能菌群的丰度水平,抑制亚硝酸盐氧化菌的过度增殖。
本研究验证了曝气调控原位恢复主流PNA工艺脱氮性能的可行性,适宜的曝气调控是PNA工艺性能恢复和提升反应速率及污泥丰度的关键要素,这为厌氧氨氧化工艺在主流条件下的应用提供了策略。
曝气调控恢复主流自养脱氮性能及脱氮菌群特性研究
Recovery performance of mainstream autotrophic nitrogen removal and characteristics of functional microbes under aeration control
-
摘要: 针对主流条件下部分亚硝化-厌氧氨氧化(PNA)工艺难以维持长期稳定运行的问题,采用气升式内循环反应器构建一段式反应系统,探究高溶解氧浓度导致工艺脱氮性能失稳后,原位恢复工艺脱氮性能的可行性及调控策略。结果表明,仅通过适宜的曝气调控,主流PNA工艺的脱氮性能可以实现原位恢复。在进水氨氮浓度为(50±1.81) mg/L、曝气速率为0.30 L/min的条件下,工艺的氮去除率可恢复至74.8%,氮去除速率达0.46 kg N/m3·d。此外,曝气调控能够提高胞外聚合物中蛋白质的含量,从而提升污泥浓度和促进污泥颗粒化;氨氧化活性和厌氧氨氧化活性得到了增强,亚硝酸盐氧化活性得到了有效的控制。在恢复策略的实施下,Candidatus Brocadia属和Nitrosomonas属的相对丰度恢复至5.3%和8.7%,Nitrospira属的相对丰度减少至0.2%。研究结果为厌氧氨氧化技术在主流条件下的应用提供理论指导和技术支持。
-
关键词:
- 部分亚硝化-厌氧氨氧化 /
- 主流 /
- 性能恢复 /
- 曝气调控 /
- 氮去除
Abstract: To solve the stability of partial nitrification-anammox process (PNA) under mainstream conditions, a one-stage PNA system was constructed by an airlift internal circulation reactor. The feasibility of the in-situ recovery and the control strategy of PNA process were explored under an instability condition of nitrogen removal by a high concentration dissolved oxygen. The results showed that the performance of the PNA process could be recovered under an appropriate aeration control. The nitrogen removal efficiency reached 74.8% and the nitrogen removal rate reached 0.46 kg N/m3·d with the influent concentration of (50 ±1.81) mg/L and the aeration rate of 0.30 L/min. Furthermore, aeration control could improve the protein contents and enhance the sludge concentration. It also promoted the sludge granulation. The specific activity of ammonia oxidation and anammox were enhanced, and the specific activity of nitrite oxidation was inhibited. With the implementation of recovery strategy, the relative abundance of Candidatus Brocadia and Nitrosomonas returned to 5.3% and 8.7%, and the Nitrospira abundance decreased to 0.2%. This study provided a scientific basis for the application of the mainstream anammox process.-
Key words:
- partial nitrification-anammox /
- mainstream /
- performance recovery /
- aeration control /
- nitrogen removal
-
化工、电厂、石油、冶金、机械、轻纺、食品等工业生产过程中易产生水雾、酸雾或油雾等气态污染物。雾气本身所含污染物质与空气中杂质混合后,密度增大,很难扩散,会对大气环境造成极大影响。上述污染物若与二氧化硫混合形成酸雾、与氯气水解形成盐酸烟雾,还会对人群健康造成更大危害[1]。因此,应在工业生产中,选择性能和运行皆可靠的除雾设备,以减少此类气态污染物的排放[2]。
旋流器因结构简单、操作方便、分离效率高等优点广泛地应用于各个工业部门,一般可以分离粒径为1~10 μm的颗粒。其中,对于5~10 μm以上的颗粒,其分离效率较高[3-4];当液滴粒径小于5 μm时,其分离效率较低。而静电除雾器则利用静电作用实现带电荷的颗粒分离,对于5 μm以下的颗粒也有很好的捕捉效果。因此,若将旋流除雾与静电除雾结合起来,可形成静电-旋流耦合分离器并应用到除雾中。与静电除雾器相比,耦合设备占地面积小、成本更低、效率更高;与旋流除雾器相比,耦合设备中有高压静电场,解决了旋流除雾器不利于捕集微细粉尘(粒径小于5 μm)的弊端,除雾效率更高。所以,静电-旋流耦合除雾器适用于中小型工业及民用锅炉、建材、冶金、化工等行业的污染治理和物料回收。
旋流除雾器的入口风速越大,产生离心力越大,分离效率则更高,一般为12~25 m·s−1;然而,为保证雾滴有足够时间停留以获得足量电荷,提高静电力的作用,故静电除雾器的风速选择较低,一般在2 m·s−1以下;另外,雾滴荷电量还与雾滴粒径、电压大小有关。因此,选择合适的入口风速及工作电压是保证静电-旋流耦合除雾器高效工作的关键。本研究通过选择不同粒径的雾滴及不同的工作电压,考察不同入口风速下的除雾效率,以期获得对不同粒径雾气的最优入口风速和工作电压,为静电-旋流耦合除雾器的优化设计提供参考。
1. 静电-旋流耦合除雾器的结构和工作原理
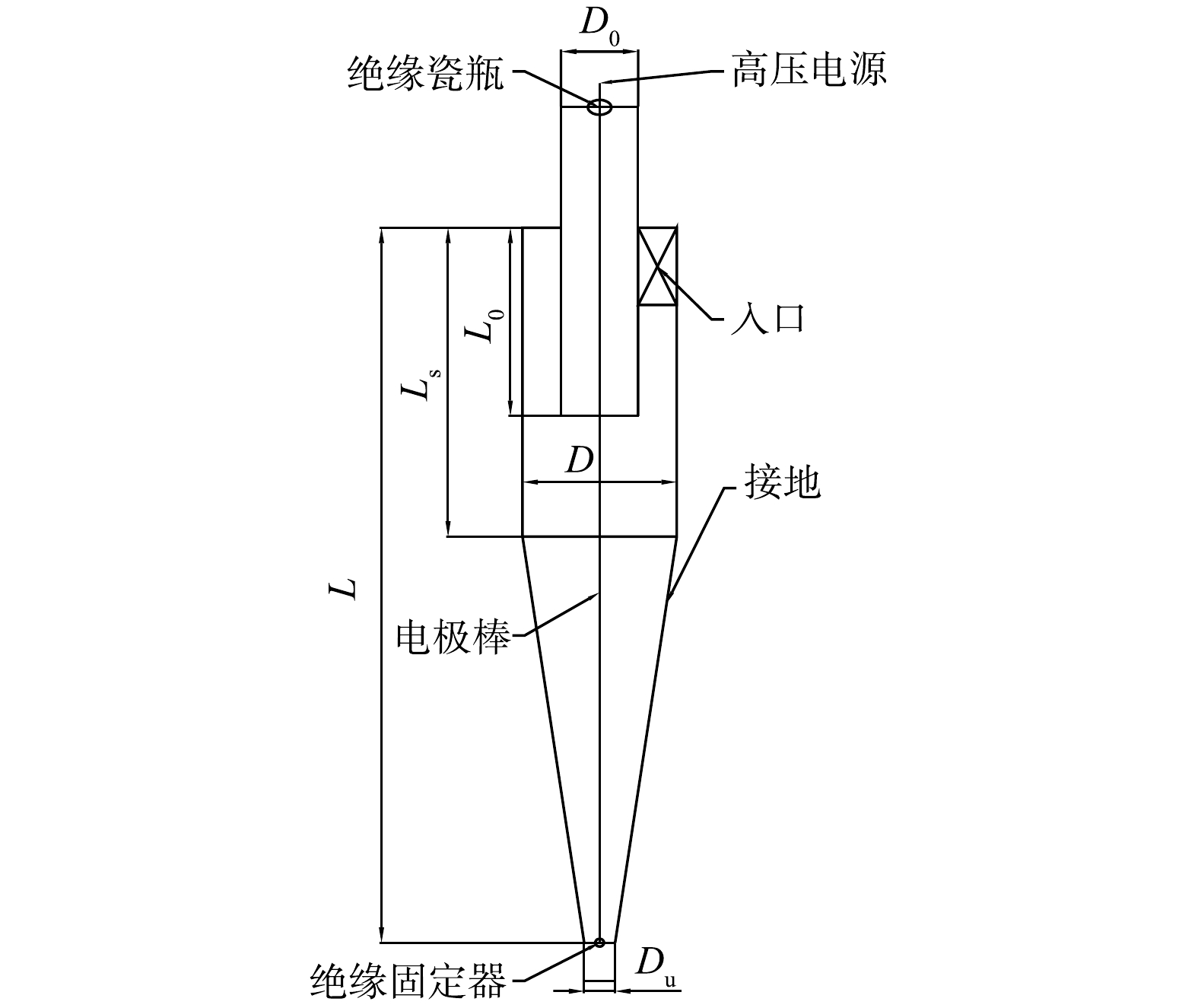
静电-旋流耦合除雾器中的电场是在电极棒(阴极)和雾滴收集面(阳极)之间。当放电极接入高压电源,收集面接地,两极之间会形成强大电场。当雾气进入静电除雾器内后,大量空气分子被电离,产生负离子,这些负离子向收集面运动[5]。静电-旋流耦合除雾器的结构及主要尺寸如图1所示。其中,筒体直径D为100 mm;溢流口直径Do为50 mm;底流口直径Du为20 mm;旋流器高度L为488 mm;筒体长度Ls为200 mm;溢流口插入深度Lo为122 mm;物料入口为50 mm×25 mm的长方形。
静电-旋流耦合除雾器的除雾原理是:首先,雾滴在运动过程中会带上电荷,并在电场力作用下向收集面运动[6],形成液膜,最后在重力作用下从底流口排出;同时,根据旋流器的工作原理,当雾滴从入口切向进入旋流器后,在里面形成旋转流场,在旋流离心力的作用下向壁面运动;由于该离心力的方向与前述电场力的方向一致,故雾状颗粒同时受到双重力的作用,从而加速向收集面的迁移。
2. 数学模型以及数值模拟方法
2.1 流场模型
本模拟采用的Fluent流体仿真软件,应用范围极广,但该软件没有静电场模块。为准确描述静电场和流场耦合对颗粒分离的影响,使模拟更加完整,用文献[7]给出部分代码编写UDF来模拟静电场[8]。流体流动遵守能量守恒方程、热力学第二定律、动量守恒定律和质量守恒定律等物理学规律。电除雾器内流体中含有大量电荷,流体本身也会受到电场力的作用,故电除雾器内的流场也被称为电流场,可用RNGk-ε湍流模型进行有效求解[9-10]。RNGk-ε模型由瞬态N-S方程推导而来,与标准k-ε模型相比,RNGk-ε模型更适用于存在强流线弯、漩涡和旋转的流场计算[11]。k方程和ε方程分别见式(1)和(2)。通过修改湍流粘度来修正湍流受主流场旋转和漩涡的影响,如式(3)所示。
∂∂t(ρk)+∂∂xi(ρkui)=∂∂xi(αkμeff∂k∂xi)+Gk+Gb−ρε−YM+Sk (1) ∂∂t(ρk)+∂∂xi(ρεui)=∂∂xi(αkμeff∂ε∂xi)+C1εεk(Gk+C3eGb)−C2ερε2k−Rε+Sε (2) 式中:
C1ε 为默认常量,C1ε =1.42;C2ε 为默认常量,C2ε =1.68;αk 为k方程的湍流Pr数αk ≈1.393;αε 为ε方程的湍流Pr数αε ≈1.393;μeff 为有效动力粘度,μeff =μ+ρCμk2ε,Cμ =0.084 5(kg·(m·s)−1);Rε 为ε方程中的附议项(kg·(m·s2)−1)。μt=μt0f(αs,Ω,kε) (3) 式中:
Ω 为特征旋转量;μt0 为未修正湍流粘度(kg·(m·s)−1);αs 为常数,αs =0.07。采用DPM模型双向耦合计算静电-旋流除雾器内的两相流动:用近壁面函数考虑雾滴和壁面作用;用随机游走模型考虑液滴在湍流中的扩散现象;用动态曳力模型考虑雾滴在流场中的变形而引起的曳力变化。
2.2 电晕电场模型
空间电荷影响下的电场分布可由泊松方程(式(4))和电流连续性方程(式(5))来描述[12]。
∇E=ρiε0 (4) 式中:E为电场强度(V·m−1);
ρi 为空间电荷密度,(C·m−3);ε0 为气体介电常数,8.85×10−12 C2·N−1·m−2。∇j=∇(jp+ji)=0 (5) 式中:j为总电流密度(A·m−2);
jp 为带电尘粒电流密度(A·m−2);ji 为离子电流密度(A·m−2)。假设电晕放电稳定,电流连续性方程见式(6)。联立式(4)和(6)求解电场强度分布。而Fluent中没有电场物理模型,故必须通过用户自定义函数加载电场的作用。
∇ji=0 (6) 2.3 颗粒运动模型
在静电旋流除雾过程中,由于电晕放电系统中分布了大量荷电离子,雾滴进入后在电场作用及扩散作用下会荷电,因此,除了电场力,雾滴还会受到流体曳力及重力的作用[13]。由牛顿第二定律求得颗粒的运动方程见式(7)。
duddt=18μρpd2pCDRep24(u−ud)+g(ρp−ρ)ρp+Eq (7) 式中:
CD 为曳力系数;μ 为气体粘度(Pa·s);ρp 为雾滴密度(kg·m−3);dp为雾滴直径(m);Rep 为相对雷诺数;ud 为雾滴速度(m·s−1);u流体运动速度(m·s−1);ρ流体密度(kg·m−3);q带电离子单位荷电量(C);E为电场强度(V·m−1)。2.4 颗粒荷电模型
雾滴荷电分为电场荷电和扩散荷电2种方式。其中,电场荷电指离子在电场力作用下和雾滴碰撞,使得雾滴荷电;扩散荷电指离子的扩散使得雾滴荷电。直径小于0.15 μm的雾滴荷电以扩散荷电为主;大于0.5 μm的雾滴主要为电场荷电。本研究中涉及的雾滴粒径大都大于1 μm,故仅考虑电场荷电[14]。雾滴荷电方程见式(8)。模型中的电场力通过电场强度与颗粒带电量的乘积计算得到,算式将通过自定义UDF来实现。
q=3πε0d2pεrεr+2E0 (8) 式中:dp为雾滴直径(m);
εr 为相对介电常数(1.000 590);ε0 为真空介电常数,8.85×10−12 C2·N−1·m−2;E0 为荷电电场强度(V·m−1)。3. 结果与讨论
3.1 处理量对压力降的影响及流场模拟的验证
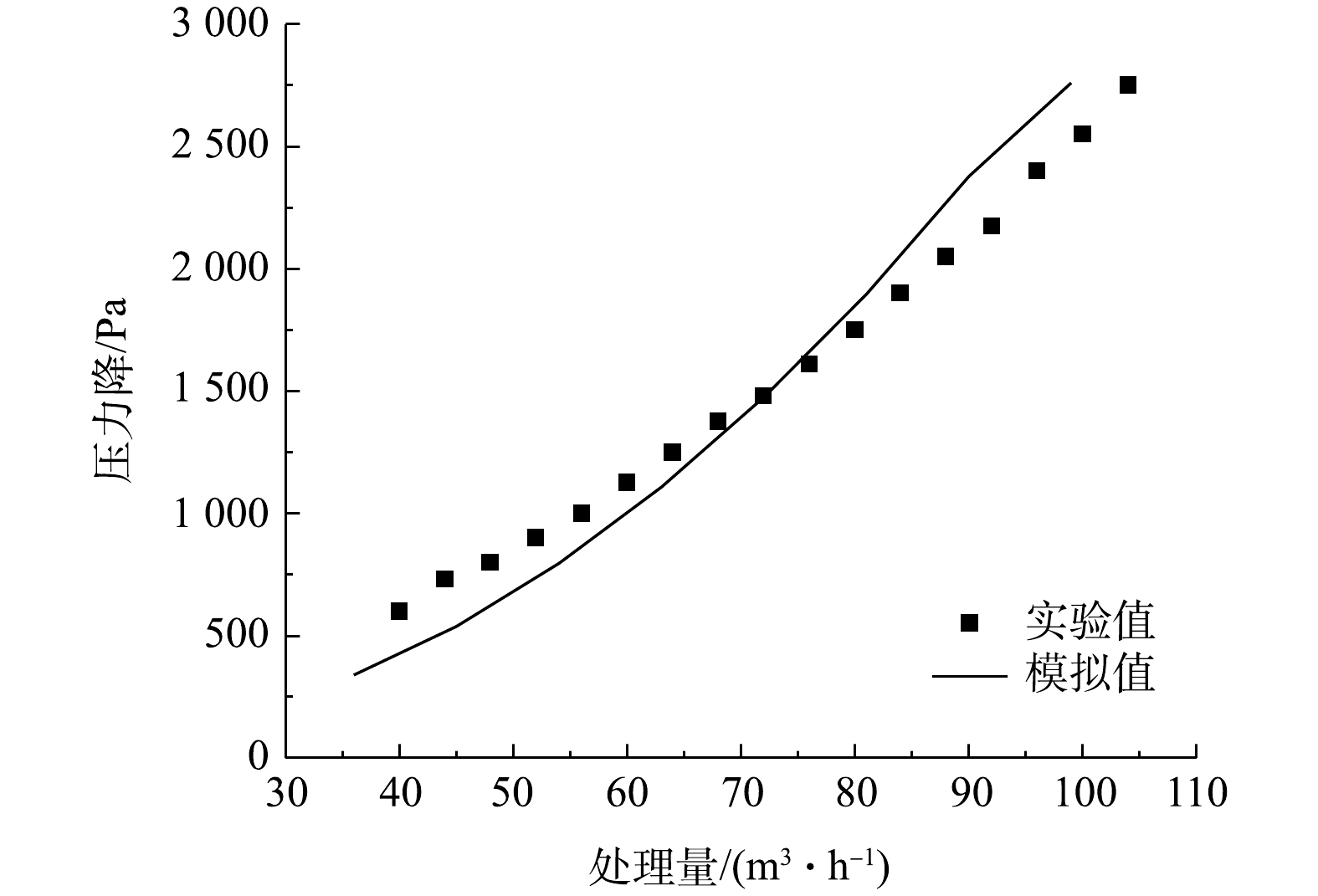
压力降又称压力损失,是衡量旋流器消耗能量大小的技术经济指标。旋流器本身没有动力设备,流体通过入口速度在旋流器中获得离心力,然后通过消耗流体压力获得能量以实现分离。在其他条件一定的情况下,压力降越低,旋流器能量损失就越低。实验中溢流口的压力等于大气压,故压力降即为入口压力表压。通过对比实验与模拟计算分别得到的压力降,可间接验证模拟的可靠性。由图2可知,压力降会随着处理量的增大而增大,且模拟曲线与实验曲线变化趋势一致,说明模拟具有一定可靠性。
3.2 入口速度对雾滴去除率的影响
由图3可知,在不同电压下,入口速度对除雾效率的影响不同,主要分为2个阶段。当电场电压小于20 kV时,静电旋流器除雾效率会随着入口速度的增加而增加。这是因为:当施加电场电压小于20 kV时,电晕极未达到电晕电压、或是由于电压较小导致电场力较小,故静电力的影响很小,此时主要的分离作用为离心分离,与普通旋流器的入口速度对除雾效率的影响规律一致。金向红等[15]对气液旋流分离器的研究中发现,当入口风速达到一定值后,分离效率会下降。其主要原因有:1)随着进口流速的增加,进口与气体出口间的短路流不断增强,部分未被分离的液滴随短路流进入溢流管,使得分离效率下降;2)随着流速的增加,旋流强度也会增强,原旋流器内壁面的液体表面会出现一定的湍流扩散,产生气雾夹带现象,部分雾滴进入旋流器内旋流,会随着溢流口排出,使得分离效率降低;3)随着流速的增大,旋流器内的湍流强度增加,在强旋湍流作用下液滴发生破碎现象,使分离难度增加。
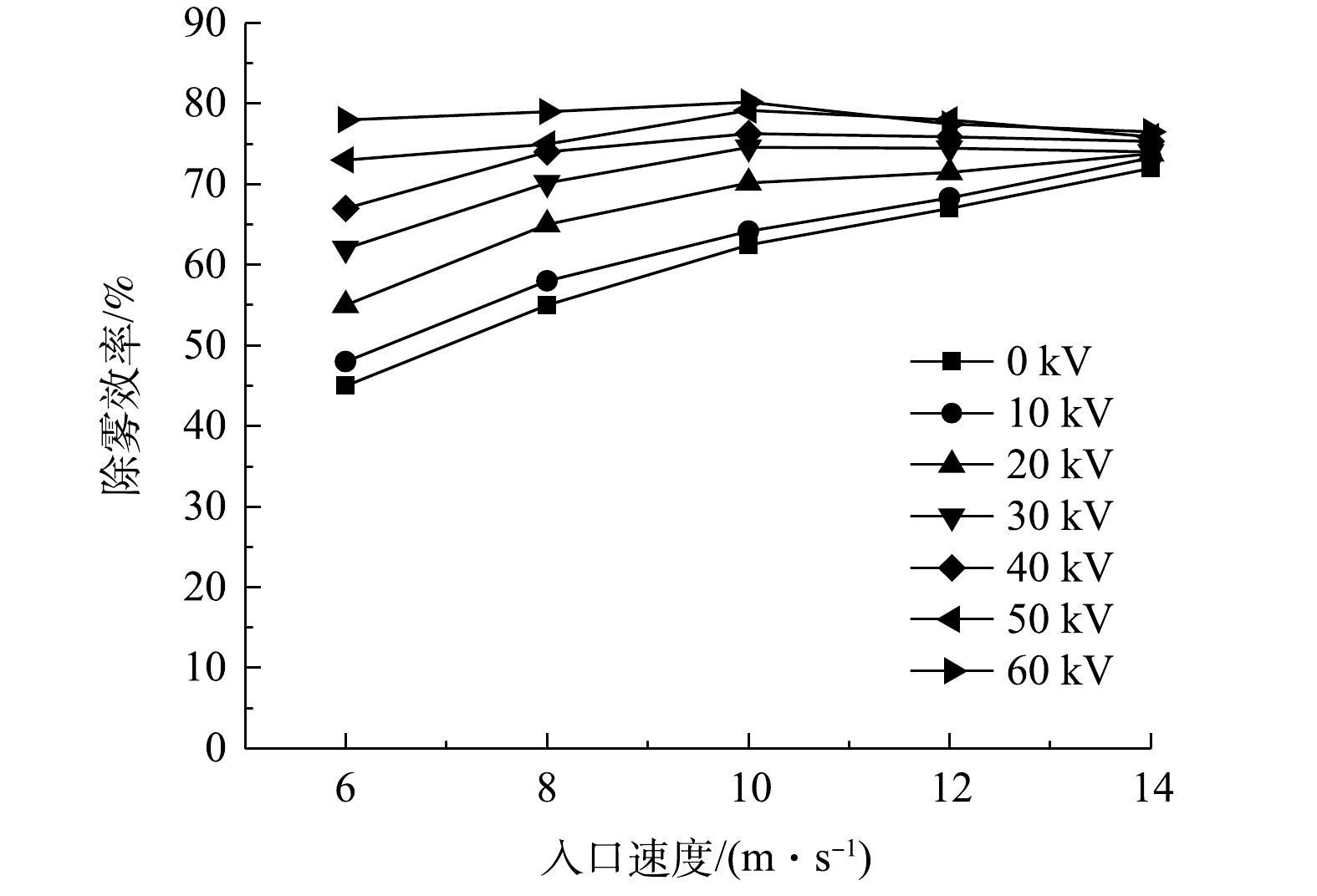 图 3 不同入口速度在各电压下的除雾效率(雾滴粒径为5 μm)Figure 3. Demisting efficiency of different inlet speeds at various voltages (fog droplet size 5 μm)
图 3 不同入口速度在各电压下的除雾效率(雾滴粒径为5 μm)Figure 3. Demisting efficiency of different inlet speeds at various voltages (fog droplet size 5 μm)当电场电压大于20 kV时(见图3),除雾效率随入口速度的增大呈先增大后减小的趋势,在入口速度为10 m·s−1时呈现“拐点”。与普通旋流器不同的是,这个“拐点”是由静电力的影响所造成。当入口风速较低时,离心力的除雾作用较小,静电力的除雾作用较大,但两种力综合作用下的总除雾效率仍然较低;当入口风速达到10 m·s−1时,两种作用的综合效果达到最佳,能保持较高的除雾效率;而当入口风速继续增大时,离心力增强,但雾滴在旋流器内停留时间减少,荷电效果不佳,此时主要作用为离心分离,静电除雾作用减小,两者综合作用下的除雾效率有所下降。因此,入口速度的大小决定了雾滴所受离心力的大小,也决定了雾滴在旋流器中的停留时间,从而决定了雾滴所受电场力的大小。
综上所述,为了获得较高的除雾效率,应保证离心力与电场力对除雾效果的综合作用,选择合适的入口速度。从模拟结果看,本静电-旋流耦合除雾器的最佳入口速度为8~12 m·s−1。
3.3 电压大小对雾滴去除效率的影响
在静电-旋流耦合除雾器中,影响电场力最主要的因素是电压。由图4可知,电场电压越高,电场强度越大,荷电粒子受到的电场力越大,分离效率也就越好[16]。因此,提高电场电压,有利于提高静电-旋流耦合除雾器的效率。当施加的电场电压较低时(如小于20 kV),电晕极起晕放电的程度太弱,电场强度也较低(见图4(a)),雾滴的荷电量和电场力都较小,故受到静电力作用较小,对除雾起主要作用的仍是离心力;当电压大于等于20 kV时,电晕极附近电场强度增大(见图4(b)~(d)),场强梯度很大,电晕极起晕放电程度增强,雾滴的荷电量和电场力较大,此时起主要作用的是离心力和静电力的共同作用,所以,静电-旋流耦合除雾器的除雾效率比不加电压时有明显的提升。
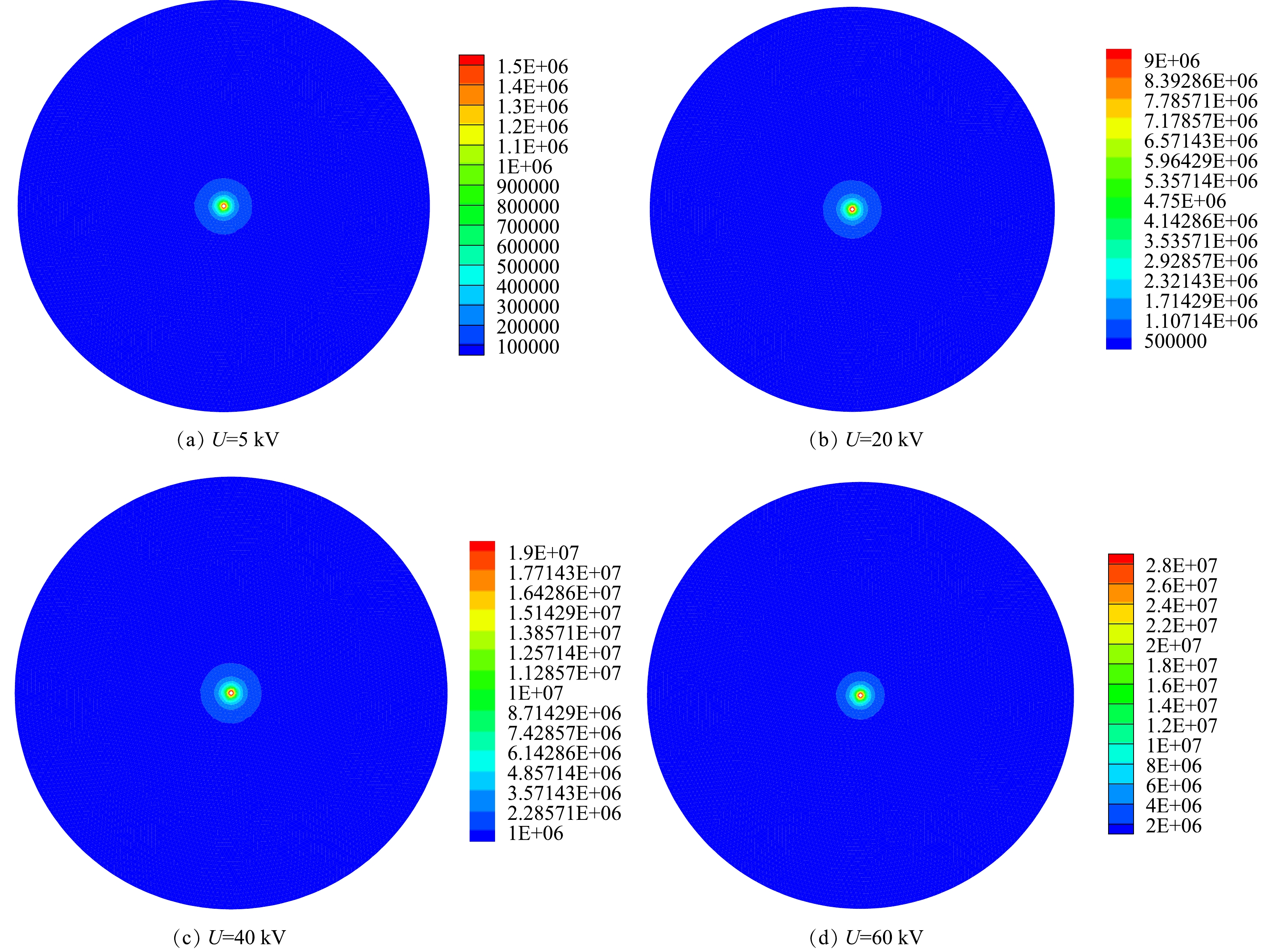 图 4 不同电压下电场强度分布图Figure 4. Electric field intensity distribution of different voltages
图 4 不同电压下电场强度分布图Figure 4. Electric field intensity distribution of different voltages3.4 不同粒径雾滴在电场作用下的去除率
加上电场后的静电-旋流耦合除雾器的分离效率提升明显,其除雾性能优于普通的旋流除雾器;且施加的电压越高,除雾效率也越高。然而,电场电压不能无限度地提高,受电晕极与集尘极间距等条件的限制,两极间电压过高时,会发生电场击穿,使静电-旋流耦合除雾器不能正常工作。因此,本设备最高工作电压设置为60 kV。图5为入口速度10 m·s−1、电压为0~60 kV时各粒度雾滴的去除效率。由图5可知,随电压的增加,对1 μm雾滴的去除效率从5.3%增加到45.6%;对3 μm雾滴的去除效率从43.7%增加到67.6%;对8 μm雾滴的去除效率从68.2%增加到89.3%;对10 μm雾滴的去除效率从78.1%增加到96.1%。上述结果说明,电场作用对于粒径大于5 μm的(尤其是8 μm以上)雾滴去除效率影响较小,而对于5 μm以下(尤其是3 μm以下)雾滴的去除效率影响更明显。这是由于小粒径的雾滴受离心力较小,仅靠离心力捕集分离效率很低;施加电压后,小粒径雾滴比大粒径雾滴更容易荷电,雾滴同时受到旋流离心力和电场力的作用,故除雾效率大幅提高。因此,静电-旋流耦合除雾器能更好地分离小粒径雾滴。
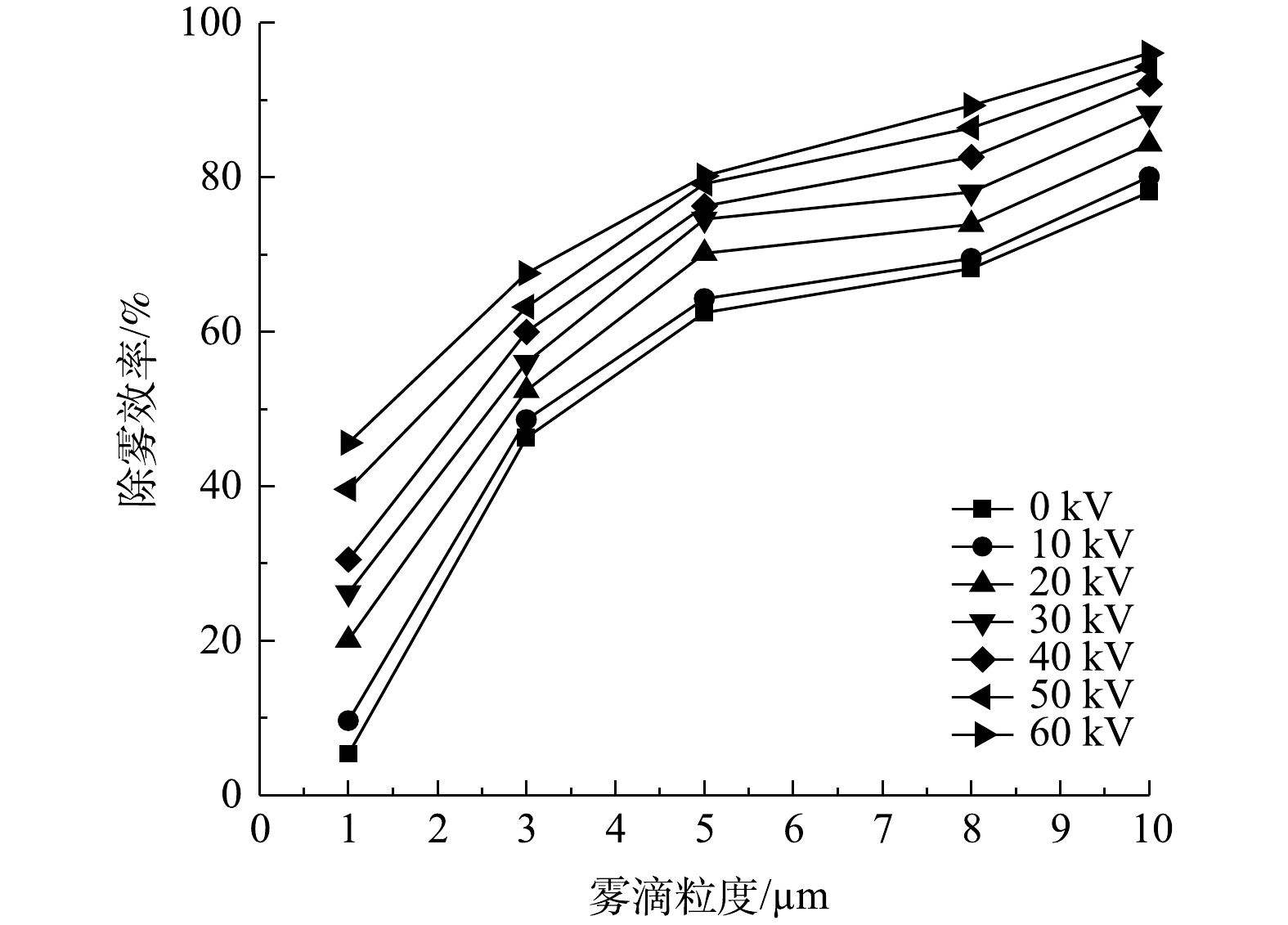 图 5 不同粒径雾滴在各电压下的去除率Figure 5. Removal rates of droplets of different particle sizes at various voltages
图 5 不同粒径雾滴在各电压下的去除率Figure 5. Removal rates of droplets of different particle sizes at various voltages4. 结论
1)在旋流器内添加稳定工作电压,形成静电-旋流耦合除雾器。在模拟的入口风速和雾滴粒径范围内,静电-旋流耦合除雾器的除雾效率与不加电压相比,有明显提升。
2)当入口风速为8~12 m·s−1时,静电-旋流除雾器除雾效率达到最高,表明此时装置的离心分离和静电分离的综合作用最强,且随着电压的升高除雾效率亦升高。
3)利用该耦合装置分离3 μm以下雾滴的提升效果明显高于分离5 μm以上的雾滴。雾滴粒径越大,除雾效率提升却越小。这说明,静电-旋流耦合除雾器能更好地分离小粒径雾滴,对于粒径3 μm以下雾滴的分离效率提升明显。
-
表 1 工艺操作条件
阶段 t/d 曝气速率/L·min−1 溶解氧/mg·L−1 进水氨氮/mg·L−1 进水氮负荷/kg N·(m3·d)−1 Ⅰ 1~25 0.20 0.10~0.25 50±1.81 0.60±0.02 Ⅱ 26~40 1.00 0.85~1.05 Ⅲ 41~64 0.10 0.05~0.10 65~110 0.20 0.10~0.15 111~134 0.30 0.25~0.30 Ⅳ 135~160 0.30 0.25~0.30  下载: 导出CSV
下载: 导出CSV
-
[1] 夏琼琼, 张文安, 王雅雄, 等. 污水处理厌氧氨氧化工艺研究与应用进展[J]. 水处理技术, 2019, 45(5): 1 − 5. doi: 10.16796/j.cnki.1000-3770.2019.05.001 [2] 韩晓宇, 黄京, 刘新春, 等. 厌氧氨氧化技术处理热水解消化液的实验研究[J]. 中国环境科学, 2017, 37(7): 2542 − 2549. doi: 10.3969/j.issn.1000-6923.2017.07.016 [3] 赵晴, 刘梦莹, 吕慧, 等. 耦合短程硝化反硝化的垃圾渗滤液厌氧氨氧化处理系统构建及微生物群落分析[J]. 环境科学, 2019, 40(9): 4195 − 4201. [4] CHEN H, WANG H, YU G, et al. Key factors governing the performance and microbial community of one-stage partial nitritation and anammox system with bio-carriers and airlift circulation[J]. Bioresource Technology, 2021, 324: 124668. doi: 10.1016/j.biortech.2021.124668 [5] CHEN H, WANG H, CHEN R, et al. Unveiling performance stability and its recovery mechanisms of one-stage partial nitritation-anammox process with airlift enhanced micro-granules[J]. Bioresource Technology, 2021, 330: 124961. doi: 10.1016/j.biortech.2021.124961 [6] 刘珂, 吴莎, 陈婧, 等. 新型单级强化自养脱氮系统关键因子优化研究[J]. 长沙理工大学学报(自然科学版), 2022, 19(2): 28 − 36. [7] CHEN R, JI J, CHEN Y, et al. Successful operation performance and syntrophic micro-granule in partial nitritation and anammox reactor treating low-strength ammonia wastewater[J]. Water Research, 2019, 155: 288 − 299. doi: 10.1016/j.watres.2019.02.041 [8] 李权, 王少坡, 李博洋, 等. 厌氧氨氧化菌种类及其与各类功能菌在ANAMMOX系统内的协作[J]. 水处理技术, 2018, 44(7): 10 − 16. [9] LI X Y, YANG S F. Influence of loosely bound extracellular polymeric substances (EPS) on the flocculation, sedimentation and dewaterability of activated sludge[J]. Water Research, 2007, 41(5): 1022 − 1030. doi: 10.1016/j.watres.2006.06.037 [10] 宋培圆, 张亮, 杨慎华, 等. 生物膜强化推流式颗粒污泥自养脱氮反应器启动[J]. 中国环境科学, 2021, 41(6): 2595 − 2601. doi: 10.3969/j.issn.1000-6923.2021.06.012 [11] 赵婉情, 李柏林, 王伟, 等. 颗粒-絮状污泥耦合单级自养脱氮系统的脱氮性能分析[J]. 环境工程, 2020, 38(9): 43 − 47. doi: 10.13205/j.hjgc.202009007 -

 点击查看大图
点击查看大图
计量
- 文章访问数: 2606
- HTML全文浏览数: 2606
- PDF下载数: 9
- 施引文献: 0
