


-
再生水厂的除臭问题不容忽视。传统的除臭方式分为物化法及生化法[1]。物化法主要包括活性炭、化学除臭、等离子除臭和臭氧氧化除臭[2-3]。活性炭法灵活迅速,但对活性炭的消耗量大;化学法适合处理高浓度臭气,然而药剂的使用不具有生态可持续性;等离子和臭氧氧化设备操作简单,但需要建设高压脉冲放电设施。生化除臭法是利用生物对臭气进行吸附转化,主要包括生物滤池、生物滴滤塔和生物滤床[4-5],虽较物化的处理方式更加绿色,然而上述处理方式均需封闭恶臭单元,占地面积大、动力消耗高、建设和运行费用高[6]。全过程除臭是近几年兴起的一种除臭方法,其关键设备是一台置于生化池中的除臭培养箱。利用培养箱中的填料富集并驯化污水中的脱氮、除磷、脱硫优势微生物,使其随回流污泥充斥于整个系统内并长效增殖[7],以实现对各个工艺环节的NH3和H2S的全过程高效脱除。同时,位于箱底的曝气头可推动水流,强化气-液-固三相传质,从而在源头上削减臭气[8]。全过程除臭技术通过调控整个污水系统里的微生物而达到减臭除臭目的,使用的设备结构简单、安装方便、运行稳定、投资成本低、运行能耗少[9],是一种高效低碳的技术。
冯辉等[10]在天津市张贵庄污水处理厂的设计中采用了全过程除臭工艺,对厂区周界下风向无组织排放恶臭、氨、硫化氢进行了检测,其最大浓度均达到了天津市地方标准《恶臭污染物排放标准》 (DB12/-059-95) 。薛二军等[11]发现,采用全过程除臭工艺后,污水厂粗细格栅的H2S质量浓度由原工艺的180 mg·m−3 降至30 mg·m−3以下。然而,针对全过程除臭工艺,若构筑物中臭气监测点位少及污染物检测的种类少,则无法准确表征污水处理过程中臭气的排放规律和强度,易造成臭气的主成分和关键污染点位识别不准确的问题,故需要对多构筑物中的多种气相污染物进行监测。此外,再生水厂的臭气来源于微生物发酵污水中的含N和S等有机物,主要包括NH3、H2S及甲烷等。污水中的有机氮经氨化作用分解生成氨,作为硝化和同化作用的底物,氨主要以NH4+-N的形式溶于水[12],待NH4+-N饱和后便转化为NH3释放到大气中[13],H2S产生于厌氧阶段-硫酸盐还原菌(sulfate-reducing bacteria,SRB)还原高浓度硫酸根离子的过程[14],因此对于污水中的污染物进行监测,可加深对于全过程除臭工艺的认识。
本研究以典型含N和含S污染物为主要探针,对多构筑物中的液相和气相污染物进行监测,以期评估全过程除臭工艺的效果。考察进水、粗格栅、曝气沉砂池和沉淀池污水中的[NH4+-N]和H2S的质量浓度,监测粗格栅、污泥储池、污泥脱水泵房及污泥堆场废气中的H2S、NH3等的质量浓度,研究模拟换气环境下工艺关键环节及厂界的H2S、NH3及臭气的浓度等,通过分析各关键工艺节点的气液两相中污染物的主成分及排放通量特征,识别关键污染风险点,并参照相关标准评估该工艺的应用效果,以期为开发污水处理厂的减污降碳除臭工艺提供参考。
-
北京市某再生水厂目前规模为2.0×104 m3·d−1,主工艺为A2/O,工艺流程如图1所示。再生水厂采用的是北京某环保科技有限公司的HBR(Hanmee Bio-Reactor)全过程除臭技术,该技术中微生物培养箱内置双层填料。1) 催化填料 (PELLET) :火山灰、高岭土、褐铁矿石、石灰石等;2) 载体填料 (STONE) :改性沸石、白斑石等。在好氧环境下,污水流经培养箱,催化填料可筛选代时短、高效降解NH3和H2S的微生物,多孔填料巨大的比表面积有利于微生物附着与增殖扩繁[15]。全过程除臭微生物培养箱直接安装于生化池内,开放式浸泡且无需额外曝气供氧,48 h后将含有除臭微生物的剩余活性污泥以5%~10%的比例回流进入预处理前段。该技术除臭的指标 (NH4+-N、NH3、H2S、臭气) 与阈值需满足北京市《大气污染物综合排放标准》 (DB11/501-2017) 和《城镇污水处理厂污染物排放标准》 (GB18918-2002) 。
-
微生物除臭是一个部分臭气溶于水,即气相在液相中传质,而后被微生物除去的过程。此外,气相中的污染物又是来源于液相,在液相中浓度饱和后会逸散出。本研究将污水和气体污染物进行联合检测,每间隔2 h采集1次样品,连续采集12 h。具体监测点位、样品属性和指标如表1所示。
-
采用纳氏试剂分光光度法测定氨氮 (NH4+-N)质量浓度;硫化氢气体检测仪测定H2S质量浓度;NH3采用次氯酸-水杨酸分光光度计法[16]。
-
含除臭微生物的污泥回流进预处理段,不仅可提高出水水质、降低剩余污泥产率,且可对污水中的H2S和NH4+-N等进行削减[17]。图2表明,初始污水中[NH4+-N]远高于H2S的质量浓度,分别为55 mg·L−1和6 mg·L−1,这说明污水厂进水中底物N的质量浓度高于S的质量浓度。
图2(a)表明,[NH4+-N]在进水处约为55 mg·L−1,而后流经粗格栅和旋流沉砂池,呈缓慢下降趋势。经过生化段处理后进入沉淀池,质量浓度骤然下降至5 mg·L−1,在这一阶段,[NH4+-N]得到了极大削减。这表明生化池中有利于NH4+-N去除的微生物丰度较高[18],涉及的微生物可能为硝化菌及除臭填料箱中富集的除臭优势菌如芽孢杆菌、脱硫杆菌等。该过程为NH4+在脱氨基的作用下,转换成NH3的游离状态,NH3与碳水化合物结合,进而转化为醋酸形态及氨基酸化合物,在污泥螯合化下絮凝去除,同时电子水溶体可为微生物细胞增殖提供能量[19]。在此过程中,不排除活性污泥对NH4+-N的直接吸附。由于活性污泥主要是由真菌菌丝构成,而真菌的表面具电负性,故二者可产生一定的静电吸引作用。
图2(b)表明,H2S质量浓度在进水处约为6 mg·L−1,流经粗格栅后,H2S质量浓度大幅度削减至0.8 mg·m−3。这表明回流污泥中含有大量脱硫的微生物如硫杆菌[20],与谢嘉倩等[21]的研究结果一致,H2S在具复合填料的生物滤柱中大量减少。微生物测序结果表明硫杆菌对H2S的降解起到了主导作用,H2S被氧化成硫酸。而后经曝气沉砂池至沉淀池,H2S质量浓度逐步缓慢削减至0.1 mg·L−1以下。在H2S的去除过程中,由于其表面不带电,故活性污泥对H2S的吸附效能弱。
对比图2(a)和2(b),污水中的[NH4+-N]和H2S质量浓度在12 h内保持稳定。这说明培养箱中的微生物经过驯化挂膜后,微生物群落结构趋于稳定。YIN等[22]也同样证明了这一点。在微生物对底物的不断降解中,实现了产物组分的平衡和微生物群落结构的稳定,微生物之间通过协同、互营共生作用,形成了互补的生态位及顶级群落。此外,2种污染物在不同的工艺环节去除效果不同,这是由于构筑物内所富集的除臭优势菌群不同,侧面论证了微生物与外界环境有极大的响应关系。根据环境中检测到的污染物浓度可推知微生物的活跃程度,进而指导外界条件如曝气、回流等因素的调控。
-
1) 关键构筑物中大气污染物分析。由图3可见,粗格栅、污泥泵房、污泥储池和污泥堆场中的NH3质量浓度均较高,分别约为0.40、0.20、0.15和0.15 mg·m−3,高于H2S的质量浓度 (0.04、0.16、0.02和0.01 mg·m−3) ,与水中的[NH4+-N]和H2S质量浓度,即与前驱体含量趋势保持一致。这说明除臭微生物中脱氮类芽孢杆菌与脱硫杆菌的微生物降解作用相当[23]。
图3 (a)和(b)表明,NH3质量浓度依次为:粗格栅>污泥储池>污泥泵房>污泥堆场;H2S质量浓度的顺序依次为:污泥储池>粗格栅>污泥泵房>污泥堆场,即粗格栅和污泥储池中的H2S及NH3质量浓度较高。其他学者也得到了相似结论。曹令通[24]发现厂区内易产生臭气的场所主要为粗细格栅、进水泵房、沉砂池及污泥深度脱水车间。这是由于污水进粗格栅是工艺的初始环节,即使污泥有一定回流,由于微生物降解有机物的动力学缓慢,生化反应需要一定时间,从而导致NH3在进水区质量浓度较高[25];但经生物处理后,在生化池浓度大幅降低[26]。分析其原因,NH3进入微生物体内后,在氨加单氧酶( AMO) 的作用下被氧化生成羟胺,然后在羟胺氧化还原酶(HAO) 的作用下被氧化生成 NO2-,最后部分NO2-在NO2-氧化还原酶的作用下被氧化生成NO3-而溶解在水中,另一部分NO2-在厌氧反硝化细菌的作用下转化为气态氮化物N2和N2O[27]。图3(b)表明,污泥储池的H2S质量浓度较高,同时在检测中也发现污泥储池内上浮污泥有变黑发臭现象,这种情况系污泥堆积形成了大面积的厌氧环境,厌氧菌消化含S有机底物所致[28]。污泥泵房和污泥堆场的H2S及NH3质量浓度均较低,已达到北京市《大气污染物综合排放标准》中低于15 m排气筒的排放标准。
2) 重污染点位模拟排气后标准符合性分析。为考察污水厂经过全过程除臭后是否满足北京市的排放标准,本研究模拟和监测了排气后构筑物中污染物的含量。图4展示了粗格栅提升泵房集水井空间内模拟6次·h−1换气条件下废气的质量浓度。H2S、NH3和臭气质量浓度分别为 0.027~0.036 mg·m−3、0.023~0.031 mg·m−3和10~15,满足北京市《大气污染物综合排放标准》 (DB11/501-2017) 中15 m排气筒的排放标准H2S 0.5 mg·m−3,NH3 1.0 mg·m−3,和臭气浓度100的限值要求。
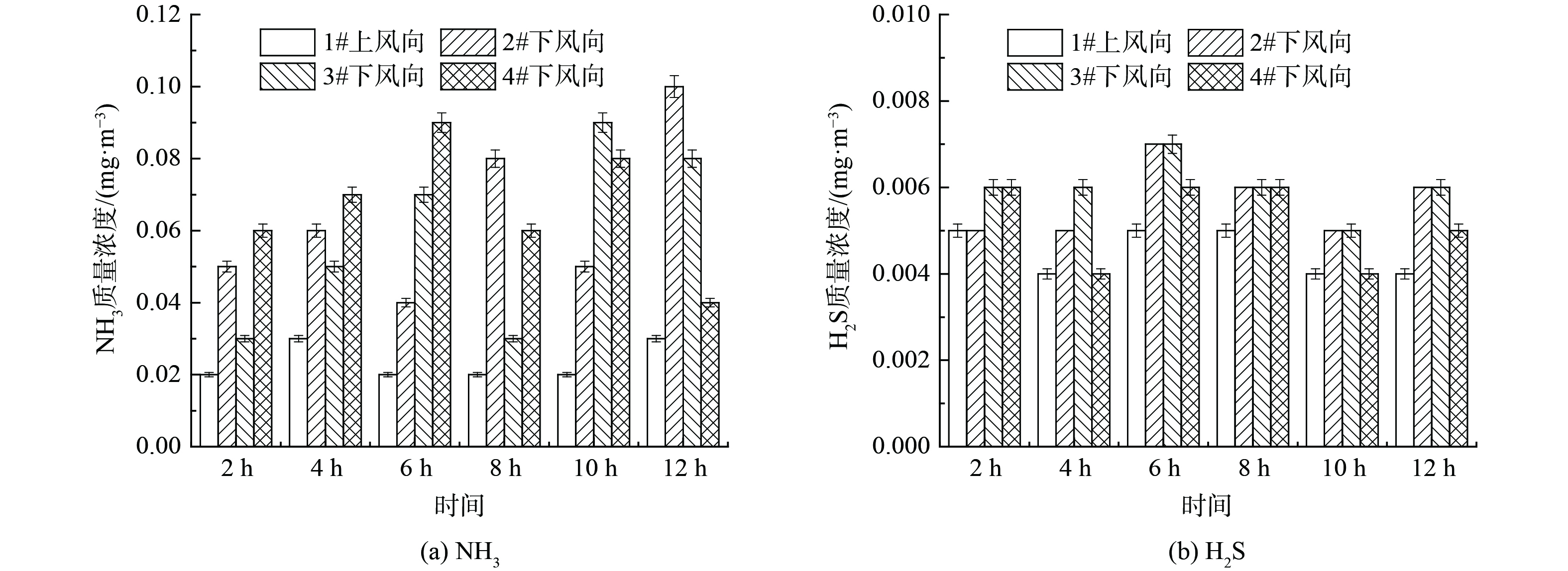
3) 厂界大气污染物标准符合性分析。污染物在气相中易扩散,故污水厂构筑物中的臭气如果削减不彻底很容易逸散到厂界。由于该厂周围有大量居民区,故厂界臭气的达标十分必要。图5(a)和5(b)展示了全过程除臭工艺后厂界的NH3和H2S质量浓度,二者在上风向的检测值均低于下风向,最高值为0.100和 0.007 mg·m−3,这也和液相中[NH4+-N]高于H2S质量浓度结果一致。此外,厂界臭气 (无量纲) 浓度均小于10,符合北京市《大气污染物综合排放标准》 (DB11/501-2017) ,厂界甲烷浓度为1.7×10−6,满足《城镇污水处理厂污染物排放标准》 (GB18918-2002) 。
-
1) 关键构筑物中气液两相污染物削减分析。针对含N底物,经过微生物的作用,N在液相中以NH4+-N形式存在,而气相中是以NH3形式存在,二者的削减趋势保持一致。NH4+-N随水流经过粗格栅、旋流沉砂池和生化污泥池,其含量呈现削减的趋势;而NH3在粗格栅处浓度最高,随后在污泥储池、泵房和堆场等敏感点位亦呈现削减的趋势。对于含S底物来说,S 在气液两相中均以H2S形式存在。在液相中,污染物H2S的削减趋势与NH4+-N保持一致,即在粗格栅处浓度较高,在后面的敏感点处浓度进一步削减,同时气相中H2S质量浓度表现也与液相类似。总体而言,含S和含N污染物在气液两相中随着工艺环节的进行,污染物质量浓度都得到了相应削减,全过程除臭工艺达到了减污的效果。
2) 基于微生物机制的低碳除臭分析。微生物除臭过程是气体扩散和生化作用的综合反应。首先,气相中的水溶性物质NH3、H2S和挥发性脂肪酸( VFAs) 等溶于水中,脂溶性物质等因难溶于水而粘附在水体表面[29];其次,细胞内外渗透压差驱动水溶性物质扩散到菌体细胞内;吸附在含有疏水层菌体表面的脂溶性物质被菌体细胞分泌的胞外酶降解,形成可溶性物质后,通过扩散作用进入菌体细胞内[30];最后,进入菌体内的NH3被氧化生成 NO2-、NO3-、N2和N2O,H2S被自养型硫氧化细菌氧化生成SO42-[31]。在上述微生物除臭的过程中,无需外界能量参与,污水中的N、P、S等作为微生物增殖扩繁、降解底物的原动力。此外,液相中NH4+-N和H2S的削减有利于气相污染物的源头控制,而富集驯化后的菌群充斥在整个工艺系统中,又有利于气相污染物的削减。因此,全过程除臭是一项低碳高效的技术。
-
北京某再生水厂采用全过程除臭技术,针对选定关键工艺节点和厂界的气液两相污染物浓度进行监测及分析,解析污染物排放规律,分析潜在风险点,为再生水厂的运行提供技术支持,实现了水厂除臭过程中的减污降碳协同增效。全过程除臭的核心是微生物顶级功能群落的形成,恶臭气体成分的脱除是由多种微生物协同促进或共代谢实现。在后续的研究中,建议利用宏基因或代谢组学技术研究全过程除臭微生物菌群的时空演变规律及微生物代谢规律,关联水厂中气液两相污染物的质量浓度变化,分析恶臭物质的降解动力学及代谢过程,以揭示恶臭物质响应微生物群落及代谢过程变化规律,进一步优化全过程微生物除臭工艺和技术,为微生物除臭过程中的减污降碳技术提供理论基础。
全过程除臭工艺在北京某再生水厂的应用及其中气液两相污染物的削减过程
Application of the whole process deodorization process in a reclaimed water plant in Beijing and the reduction of gas-liquid two-phase pollutants
-
摘要: 全过程除臭是一种以微生物法为核心的低碳除臭方式。为评估其应用效果,分析了北京市某再生水厂的产排污关键环节中的气液两相污染物削减情况。结果表明:初始污水中[NH4+-N]高于H2S的质量浓度,分别为55 mg·L−1和6 mg·L−1,二者随污水反应进程呈逐渐降低的趋势,分别在生化段和粗格栅处去除效果最好;气相污染物主要为NH3和H2S,其中NH3在粗格栅处排放通量较高,质量浓度为0.4 mg·m−3,化学浓度贡献率为71%~91%,H2S在污泥储池处质量浓度较高,为0.16 mg·m−3;对粗格栅处进行模拟换气实验,H2S、NH3和臭气的浓度分别为 0.027~0.036 mg·m−3、0.023~0.031 mg·m−3和10~15;厂界的NH3和H2S质量浓度在上风向的检测值均低于下风向,最高值为0.100和 0.007 mg·m−3,臭气 (无量纲) ,甲烷体积分数为1.7×10−6,粗格栅模拟换气和厂界排放浓度均达到北京市《大气污染物综合排放标准》 (DB11/501-2017) 和《城镇污水处理厂污染物排放标准》 (GB18918-2002) 。该研究结果对北京某再生水厂进行气液两相污染物削减分析,证明了全过程除臭工艺应用的有效性,可为同类水厂的除臭问题提供参考。Abstract: Aiming at the demand for reducing pollution and carbon in the deodorization process of a reclaimed water plant, the whole process deodorization process was adopted, which was a relatively low carbon deodorization method based on microbial method. In order to evaluate its application effect, the reduction of liquid and gas phase pollutants in the key point of production and sewage of a reclaimed water plant in Beijing was analyzed in this study. The results showed that the concentration of NH4+-N in the initial sewage was higher than H2S, which was 55 mg·L−1 and 6 mg·L−1, respectively. The concentration of NH4+-N and H2S decreased gradually with the process of sewage reaction, and the removal effect was the best at the biochemical section and coarse grid. The main gaseous pollutants were NH3 and H2S, among which NH3 had the highest emission flux of 0.4 mg·m−3 at the coarse grid and the contribution rate of chemical concentration was 71%~91%, while H2S had the highest concentration of 0.16 mg·m−3 at the sludge storage tank. The simulated air exchange experiments were carried out at the coarse grille, and the concentrations of H2S, NH3 and odor were 0.027~0.036 mg·m−3, 0.023~0.031 mg·m−3 and 10~15, respectively. The concentration of NH3 and H2S in the factory boundary in the upwind direction was lower than that in the downwind direction, the highest values were 0.100 and 0.007 mg·m−3, odor (dimensionless), methane concentration was 1.7×10−6. The simulated ventilation of coarse grille and the emission concentration of plant boundary reached the comprehensive emission Standard of Air Pollutants of Beijing(DB11/501-2017) and Pollutant Emission Standard of Urban Sewage Treatment Plant (GB18918-2002). In this study, the gas-liquid two-phase pollutant reduction analysis of a Beijing recycled water plant proved the effectiveness of the whole process deodorization process, and provided a technical reference for the deodorization problem of similar water plants.
-
Key words:
- whole process deodorization /
- NH4+-N /
- H2S /
- sewage /
- plant boundary
-

图 2 关键工艺节点气相中污染物质量浓度
Figure 2. Mass concentration of pollutant in the key process node

图 3 气相中的气体污染物质量浓度
Figure 3. Mass concentration of gaseous pollutants in the gaseous phase
图 4 粗格栅提升泵房空间内模拟排气条件下各种气相污染物质量浓度
Figure 4. Coarse grilles lift pump room space to simulate exhaust gas concentrations
表 1 监测点位、监测样品、监测指标
Table 1. Monitoring points, samples, indicators
相属性 序号 监测点位 监测样品 监测污染物 备注 液相 1 提升泵房进水 废水 H2SNH4+-N 该点位位于工艺图上的① 粗格栅 污泥回流后,与污水充分混合后采样,该点位位于工艺图上的② 旋流沉砂池出水口 该点位位于工艺图上的③ 污泥沉淀池 污泥静置,取上清液,该点位位于工艺图上的④ 气相 2 粗格栅 废气 H2SNH3 回流污泥与污水充分混合后采样,需密封空间,按无组织采样 污泥储池 废气 密封后,按无组织采样 污泥泵房 废气 密封后,按无组织采样,车间内采样 污泥堆场 环境空气 提前清理场地,后按无组织采样 3 粗格栅 废气 H2S 模拟每小时6次换气,从构筑物中于日较大和较小水量时段采样 (无组织) NH3 臭气 4 厂界无组织废气 无组织废气 H2S 在单位周界采样 NH3  下载: 导出CSV
下载: 导出CSV
-
[1] 薛勇刚, 薛韵涵, 戴晓虎, 等. 污水处理厂除臭技术比较及选择[J]. 给水排水, 2013, 49(S1): 218-222. [2] 龚永骏, 孙英战. 低温等离子除臭技术在医疗废水处理中的应用[J]. 能源与环境, 2017(1): 81-82. doi: 10.3969/j.issn.1672-9064.2017.01.039 [3] 张夏彬, 沈超, 高洋, 等. 臭氧工艺尾气在污水处理厂除臭中的回收利用研究[J]. 给水排水, 2020(S1): 469-472. [4] 高雪晴, 范玉婧, 高志岭, 等. 基于好氧反硝化的SND生物滴滤塔除氨机制及微生物学分析[J]. 环境科学学报, 2020, 40(4): 1422-1429. [5] 苏宝康, 刘军, 张艳丽. 开放式生物滤床处理恶臭气体工程实例[J]. 环境科技, 2013(3): 55-57. doi: 10.3969/j.issn.1674-4829.2013.03.014 [6] 刘晓军. 烟台市套子湾污水处理厂一期工程除臭工艺分析[J]. 中国给水排水, 2022, 38(10): 130-133. doi: 10.19853/j.zgjsps.1000-4602.2022.10.022 [7] LI C H, LIU J C. Sludge dewaterability and floc structure in dual polymer conditioning[J]. Advances in Environmental Research, 2001, 5(2): 129-136. doi: 10.1016/S1093-0191(00)00049-6 [8] 王辉. 全过程生物除臭技术环境影响分析[J]. 环境与发展, 2014, 26(4): 144-147. doi: 10.3969/j.issn.1007-0370.2014.04.044 [9] 郑龙行, 张飞, 林梅山, 等. 污水处理厂全过程除臭工艺及应用[J]. 山东化工, 2022, 51(3): 196-197. doi: 10.3969/j.issn.1008-021X.2022.03.066 [10] 冯辉, 王舜和. 天津市张贵庄污水处理厂除臭系统设计[J]. 中国给水排水, 2017, 33(14): 51-54. [11] 薛二军, 李玉庆, 聂英进, 等. 一种新型的污水处理厂除臭工艺[J]. 环境科技, 2011(3): 42-44. doi: 10.3969/j.issn.1674-4829.2011.03.010 [12] 吴传栋. 基于碳源调控的污泥堆肥氮素转化及氨同化作用机制研究[D]. 哈尔滨: 哈尔滨工业大学, 2018. [13] 严兴, 侯毛宇, 李碧清, 等. 微生物发酵菌和生物质炭及蘑菇渣对污泥堆肥效果的影响[J]. 环境科学研究, 2018, 31(1): 136-142. doi: 10.13198/j.issn.1001-6929.2017.03.24 [14] 刘洪波, 潘定, 高赛赛, 等. 典型初期雨水调蓄池的运行控制模式[J]. 净水技术, 2015, 34(5): 96-99. doi: 10.3969/j.issn.1009-0177.2015.05.018 [15] 肖作义, 段耀庭, 赵鑫等. 混合填料在生物滤池中除臭效果研究[J]. 安全与环境工程, 2020, 27(6): 88-94. doi: 10.13578/j.cnki.issn.1671-1556.2020.06.013 [16] 唐建, 唐恒军, 司马卫平, 等. 生物除臭菌剂除臭效能及其对微生物影响研究[J]. 四川轻化工大学学报:自然科学版, 2021, 34(5): 26-32. [17] 乔蕴虹, 杜瑞, 唐堂, 等. 全过程除臭工艺在包头北郊水质净化厂的应用[J]. 中国给水排水, 2016, 32(14): 60-63. doi: 10.19853/j.zgjsps.1000-4602.2016.14.014 [18] KYUNG-SUK CHO. A review on emission and mitigation of N2O in biological wastewater treatment[J]. Microbiology and Biotechnology Letters, 2018, 46(3): 181-193. doi: 10.4014/mbl.1804.04015 [19] 孙事昊, 彭永臻, 贾体沛, 等. 填料对生物滴滤塔去除市政污水处理厂恶臭气体运行效果的影响[J]. 北京工业大学学报, 2019, 45(5): 493-501. doi: 10.11936/bjutxb2018120015 [20] 陈竞, 谢玉清, 代金平, 等. 一种腐熟菌剂对粪肥腐熟过程中菌群结构及其肥效的影响[J]. 新疆农业科学, 2019, 56(5): 927-935. [21] 谢嘉倩, 辛晓东, 洪俊明, 等. 闽南地区低温下复合填料强化生物滤柱除臭及微生物分析[J]. 环境工程学报, 2022, 16(4): 1123-1132. doi: 10.12030/j.cjee.202201169 [22] YIN DX, LIU W, ZHAI NN, YANG GH, WANG XJ, FENG YZ, REN GX, et al. Anaerobic digestion of pig and dairy manure under photo-dark fermentation condition[J]. Bioresource Technology, 2014(166): 373-380. [23] 邵栓, 党晓伟, 李慧娟, 等. 响应面法优化微生物除臭效果的研究[J]. 中国畜牧兽医, 2020, 47(8): 2684-2693. doi: 10.16431/j.cnki.1671-7236.2020.08.039 [24] 曹令通. 皖南某城市污水处理厂除臭设计优化措施及原因分析[J]. 清洗世界, 2022, 38(5): 82-84. doi: 10.3969/j.issn.1671-8909.2022.05.028 [25] CHEN D, SZOSTANK P. Factor analysis of H2S emission at a wastewater lift station: a case study.[J]. Environmental Monitoring & Assessment, 2013, 185(4): 3551-3560. [26] 郭学彬, 常江, 赵珊, 等. 污水处理厂恶臭气体产排规律及除臭菌群分布研究[J]. 环境保护科学, 2022, 48(2): 102-108. doi: 10.16803/j.cnki.issn.1004-6216.2022-02-020 [27] LINS P, MALIN C, WAGNER A. , et al. Reduction of accumulated volatile fatty acids by an acetate-degrading enrichment culture[J]. FEMS Microbiol Ecol, 2010(3): 469-478. [28] 余鹏举, 曹先贺, 李少杰. 微生物在恶臭污染治理中的研究及应用[J]. 微生物学通报, 2021, 48(1): 165-179. doi: 10.13344/j.microbiol.china.200332 [29] 武淑霞, 刘宏斌, 黄宏坤, 等. 我国畜禽养殖粪污产生量及其资源化分析[J]. 中国工程科学, 2018, 20(5): 103-111. [30] 程皇座, 赵旦华, 马渭青, 等. 益生菌制剂在育肥猪养殖中的应用研究进展[J]. 中国饲料, 2018(21): 36-40. doi: 10.15906/j.cnki.cn11-2975/s.20182108 [31] 吴伟霞, 席北斗, 黄彩红, 等. 有机固废堆肥中产臭及除臭技术的微生物作用机制研究进展[J]. 环境科学研究, 2021, 34(10): 2486-2496. doi: 10.13198/j.issn.1001-6929.2021.05.38 -

 点击查看大图
点击查看大图

图( 5) 表( 1)
计量
- 文章访问数: 2427
- HTML全文浏览数: 2427
- PDF下载数: 12
- 施引文献: 0
