










</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><img class="inline-formula" style="display:none;" src="data:image/svg+xml,<svg xmlns='http://www.w3.org/2000/svg' width='350' height='600'><foreignObject width='2000' height='100%'><div xmlns='http://www.w3.org/1999/xhtml' style='font-size:16px;'><table>
<thead><tr><td class="table_top_border" align="center" valign="middle">给煤量/(t·h<sup>−1</sup>)</td><td class="table_top_border" align="center" valign="middle">辨识参数</td><td class="table_top_border" align="center" valign="middle">喷氨量模型参数</td><td class="table_top_border" align="center" valign="middle">烟气流量模型参数</td><td class="table_top_border" align="center" valign="middle">入口NO<sub><i>x</i></sub>模型参数</td><td class="table_top_border" align="center" valign="middle">给煤量模型参数</td><td class="table_top_border" align="center" valign="middle">均方误差/(mg m<sup>−3</sup>)</td></tr></thead>
<tbody><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">11.8</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M1">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M1.jpg"><img class="graphic" src="202105036-yinguihao_M1.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-3.66e-01</td><td class="table_top_border2" align="center" valign="middle">4.04e-05</td><td class="table_top_border2" align="center" valign="middle">1.48e-01</td><td class="table_top_border2" align="center" valign="middle">5.17e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">2.28</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M2">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M2.jpg"><img class="graphic" src="202105036-yinguihao_M2.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.99e+00</td><td align="center" valign="middle">3.97e+00</td><td align="center" valign="middle">2.68e+00</td><td align="center" valign="middle">2.23e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M3">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M3.jpg"><img class="graphic" src="202105036-yinguihao_M3.png"></alternatives></inline-formula></td><td align="center" valign="middle">2.02e+00</td><td align="center" valign="middle">2.00e+00</td><td align="center" valign="middle">3.09e+00</td><td align="center" valign="middle">1.00e+00</td></tr><tr><td class="table_top_border2" rowspan="3" align="center" valign="middle">17.7</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M4">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M4.jpg"><img class="graphic" src="202105036-yinguihao_M4.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.40e-01</td><td class="table_top_border2" align="center" valign="middle">6.66e-05</td><td class="table_top_border2" align="center" valign="middle">1.21e-01</td><td class="table_top_border2" align="center" valign="middle">5.22e-01</td><td class="table_top_border2" rowspan="3" align="center" valign="middle">1.89</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M5">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M5.jpg"><img class="graphic" src="202105036-yinguihao_M5.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">3.13e+00</td><td align="center" valign="middle">3.67e+00</td><td align="center" valign="middle">2.33e+00</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M6">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M6.jpg"><img class="graphic" src="202105036-yinguihao_M6.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.91e+00</td><td align="center" valign="middle">4.10e+00</td><td align="center" valign="middle">3.43e+00</td><td align="center" valign="middle">1.13e+00</td></tr><tr><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">25.3</td><td class="table_top_border2" align="center" valign="middle"><inline-formula><tex-math id="M7">$ {k}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M7.jpg"><img class="graphic" src="202105036-yinguihao_M7.png"></alternatives></inline-formula></td><td class="table_top_border2" align="center" valign="middle">-2.13e-01</td><td class="table_top_border2" align="center" valign="middle">3.96e-04</td><td class="table_top_border2" align="center" valign="middle">1.24e-01</td><td class="table_top_border2" align="center" valign="middle">9.04e-01</td><td rowspan="3" align="center" valign="middle" class="table_bottom_border table_top_border2">2.08</td></tr><tr><td align="center" valign="middle"><inline-formula><tex-math id="M8">$ {T}_{\mathrm{p}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M8.jpg"><img class="graphic" src="202105036-yinguihao_M8.png"></alternatives></inline-formula></td><td align="center" valign="middle">1.33e+00</td><td align="center" valign="middle">4.79e-01</td><td align="center" valign="middle">3.72e+00</td><td align="center" valign="middle">2.73e+00</td></tr><tr><td class="table_bottom_border" align="center" valign="middle"><inline-formula><tex-math id="M9">$ {T}_{\mathrm{d}} $</tex-math><alternatives><img class="graphic" src="202105036-yinguihao_M9.jpg"><img class="graphic" src="202105036-yinguihao_M9.png"></alternatives></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>"></inline-formula></td><td class="table_bottom_border" align="center" valign="middle">2.02e+00</td><td class="table_bottom_border" align="center" valign="middle">4.10e+00</td><td class="table_bottom_border" align="center" valign="middle">3.10e+00</td><td class="table_bottom_border" align="center" valign="middle">1.00e+00</td></tr></tbody>
</table></div></foreignObject></svg>)
-
煤炭燃烧会产生氮氧化物、二氧化硫和烟尘等污染物,对大气环境和人群健康造成危害[1]。2014年,国家发展改革委、环境保护部、国家能源局三部委印发《煤电节能减排升级与改造行动计划(2014—2020年)》。该计划旨在推进现役燃煤发电机组大气污染物达标排放环保改造,确保重点地区燃煤发电机组污染物排放达到燃气轮机机组排放限值[2],即排放的NOx质量浓度低于50 mg·m−3、SO2质量浓度低于35 mg·m−3、PM质量浓度低于5 mg·m−3。
近年来,循环流化床(circulating fluidized bed, CFB)技术得到发展并广泛应用。该技术具有燃料适应性强、燃料循环利用率较高、NOx排放量低的优点[3]。 为满足燃煤机组NOx排放限值,国内多家电厂对CFB机组开展了选择性非催化还原(selective non-catalytic reduction, SNCR)和选择性催化还原(selective non-catalytic reduction, SCR)联合脱硝技术改造。为满足NOx排放要求,河北省某330 MW循环流化床机组在原有低氮燃烧器+SNCR脱硝基础上,增设单层SCR催化剂,达到NOx排放低于50 mg·m−3的目标,且改造后还原剂使用量低于改造前,同时锅炉效率基本不受影响,实现了SNCR与SCR脱硝技术良好耦合[4]。邓志鹏等[5]采用SNCR/SCR联合脱硝技术对某220 t·h−1循环流化床锅炉进行改造,改造后机组可达到50 mg·m−3的排放标准,氨逃逸也控制在3×10−6以内。然而,SNCR/SCR联合脱硝系统存在入口NOx测量滞后性大、准确性差、系统非线性强[6],以及出口浓度测量值对于入口喷氨量反应迟等问题,导致现有控制系统难以精准控制喷氨量[7]。喷氨量过少会导致出口NOx质量浓度超出排放限制;喷氨量过多会出现氨逃逸并生成硫酸盐导致空预器、催化剂严重堵塞,对设备安全造成影响[8]。为保证出口烟气中NOx质量浓度的达标、降低氨逃逸量、提高脱硝系统运行的安全性和经济性,亟需研究入口NOx质量浓度滞后修正与喷氨量精准控制的方法。
在入口NOx质量浓度滞后修正方面,软测量作为一种间接测量技术发展迅速。孙璐培[9]利用最小二乘支持向量机(least square support vector machine, LSSVM)建立了多尺度分析的NOx排放软测量模型;ZHAI等[10]在考虑系统内各参数的延迟关系的基础上,采用自适应LSSVM模型实现入口NOx质量浓度的预测;TAN等[11]采用长短期记忆神经网络,搭建了电厂NOx质量浓度预测模型,通过敏感性方法分析影响NOx质量浓度变化的因素,但尚未摸清变工况下入口处NOx的快速变化情况。在喷氨量控制方面,石铙桥[12]研究了通过电厂历史运行数据辨识状态空间矩阵,实现SNCR脱硝系统喷氨量控制,但并未考虑入口NOx变化对系统的影响。刘博文[13]建立了带入口软测量的多模型预测控制器,但入口软测量模型并未与控制系统很好地结合起来。
本研究针对某CFB型机组的SNCR/SCR联合脱硝系统入口NOx质量浓度表计测量滞后,对锅炉总给煤量的典型历史运行工况进行数据聚类,建立了适应锅炉变工况下的全局LSTM神经网络预测模型,对入口NOx质量浓度进行滞后修正。在此基础上,提出基于入口NOx质量浓度修正的多模型预测控制策略,并进行现场工程应用验证,以期平稳控制脱硝系统出口的NOx质量浓度,减少氨逃逸,使脱硝系统运行更加经济、安全。
-
本文研究对象为一台燃煤循环流化床锅炉,供应的煤种煤质较为稳定,满负荷下蒸发量为220 t·h−1,采用SNCR与SCR耦合的脱硝系统。还原剂采用液氨,经过液氨蒸发装置蒸发后喷入炉内,与烟气中NOx进行还原反应,从而达到脱硝的目的。循环流化床锅炉结构如图1所示,建模所采用的主要参数如表1所示。
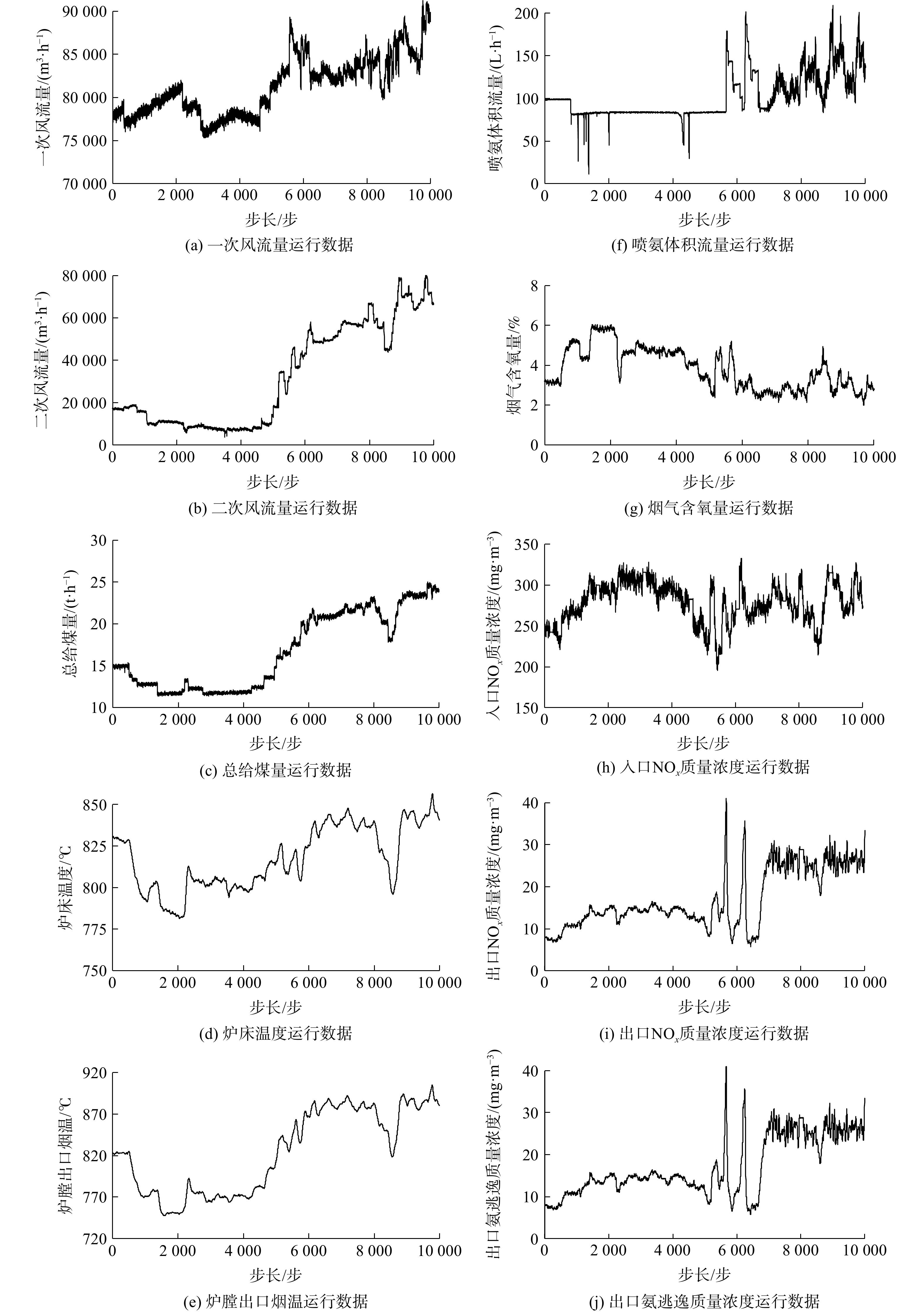
建立模型所需的数据由电厂信息(Plant Information, PI)系统采集。采样间隔5 s,采样周期20天,包含低、中、高多个负荷段,升、降、平稳负荷多种运行工况,数据一定程度上可覆盖电厂运行典型工况特征。部分现场数据如图2所示。
-
CFB锅炉脱硝系统入口NOx质量浓度通常由污染物排放连续监测系统(continuous emission monitoring system, CEMS)检测。从炉中抽气至就地分析腔中,通过CEMS分析烟气污染物成分信息。由于在抽气过程中,存在较长的抽气管路,再加上入口仪表分析反应时长,因此该系统滞后性较强,需要进行入口NOx质量浓度的滞后修正,再作为喷氨量控制的前馈信号,以提高系统在变工况下的响应速度。分析滞后时间的方法通常有计算法和信号分析法[14]。本研究采用信号分析方法,通过分析吹扫信号结束信号与NOx质量浓度测量值回升的时间差,得到CEMS测量滞后时间约为72 s(图3)。
-
由于脱硝系统具有很强的非线性特征[15],而动态矩阵的预测模型采用阶跃响应线性叠加的方式,仅通过一个动态矩阵模型去预测系统在整个工况区间上的响应较为困难。因此,本研究通过核密度估计方法确定系统运行的若干典型工况,并针对多个典型工况进行建模,以提高控制精度。核密度估计方法如文献[16]所述,分析对象为可代表CFB锅炉运行特征的瞬时总给煤量。对20 d总给煤量的采样数据进行核密度估计,结果如图4所示。11.8、17.7和25.3 t·h−1为历史运行工况中瞬时总给煤量核密度统计的3个概率密度极大值点,可代表此台锅炉运行的3个典型工况。后续入口NOx质量浓度预测模型与多模型控制器模型均建立在这3个典型工况点上。
-
有学者研究了脱硝系统入口NOx质量浓度建模的方法,包括机理建模[17-18]、CFD建模[19-20]和机器学习[11, 21-22]等。本研究采用长短期记忆(long short-term memory, LSTM)神经网络,预测未来70 s的脱硝入口NOx质量浓度与CEMS当前测量浓度值的差值。该方法优势有2点:一是可在神经网路训练过程中避免当前测量值作为输入值时权重占比过大的影响;二是可避免因CEMS仪表吹扫时仪表测量值缺失带来的影响。
以总给煤量11.8、17.7和25.3 t·h−1为聚类中心,对历史数据进行欧式距离聚类,得到3个数据集,并分别采用LSTM进行训练,欧氏距离公式见式(1)。
式中:x、y分别表示2个样本点数据;d表示欧氏距离;n表示样本数量。
-
LSTM网络训练数据采样间隔为20 s。采用2个隐藏层结构,回看时间步长(look-back timesteps)为24步,预测时间步长(prediction timesteps)为4步,训练数据与测试数据比例为0.8:0.2。为验证LSTM神经网络预测效果,与几种主流的机器学习预测方法的结果进行了对比,(表2)。LSTM在RMSE指标及相关性指标(R squared, R2)上结果均优于其他模型,且满足作为控制前馈的要求。
-
由于传统控制手段控制的脱硝系统在工况波动较大情况下时,会出现喷氨响应滞后、出口NOx质量浓度波动较大的问题,控制品质难以得到保证,故本研究基于上述入口NOx质量浓度测量修正为前馈的多模型预测控制(multi-model predict control, MMPC)策略,结果如图5所示。基于Simulink开发了脱硝系统仿真,并与无入口浓度修正的多模型预测控制及原有控制策略效果进行对比。
-
动态矩阵模型预测控制(dynamic matrix control, DMC)为模型预测控制的一种,主要分为模型预测、滚动优化和反馈校正3个部分[23]。其中,模型预测采用阶跃响应模型,可用一阶惯性系统模型(式(2))。
式中:Kp代表比例环节,Tp代表响应环节,Td代表纯滞后环节。采用动态惯性权重[24]的改进型粒子群寻优算法(improved particle swarm optimization, IPSO),寻找在11.8、17.7和25.3 t·h−1这3种典型工况下的脱硝系统预测模型。动态惯性权重调整后的公式为式(3)。
式中:w为惯性权重;R为当前迭代次数;Rmax为最大迭代次数。
各参数辨识结果及模型预测效果分别如表3和图6所示。这表明在各典型工况段上,预测模型均有较好的拟合效果,可满足系统仿真要求。
-
基于Simulink仿真软件,采用上述辨识模型的参数结果,搭建了脱硝系统仿真平台,仿真系统如图7所示。该系统分为4个部分,电厂运行数据部分为从现场采集的总风量、入口NOx质量浓度、总给煤量数据按采样周期5 s输入仿真系统;脱硝系统仿真部分为基于脉冲响应模型的脱硝系统仿真模块,可计算出实际出口NOx质量浓度;DMC控制器部分为经典的DMC控制器,红色部分则是入口NOx质量浓度测量修正模块,给入上述LSTM神经网络所预测出的入口NOx质量浓度差值。
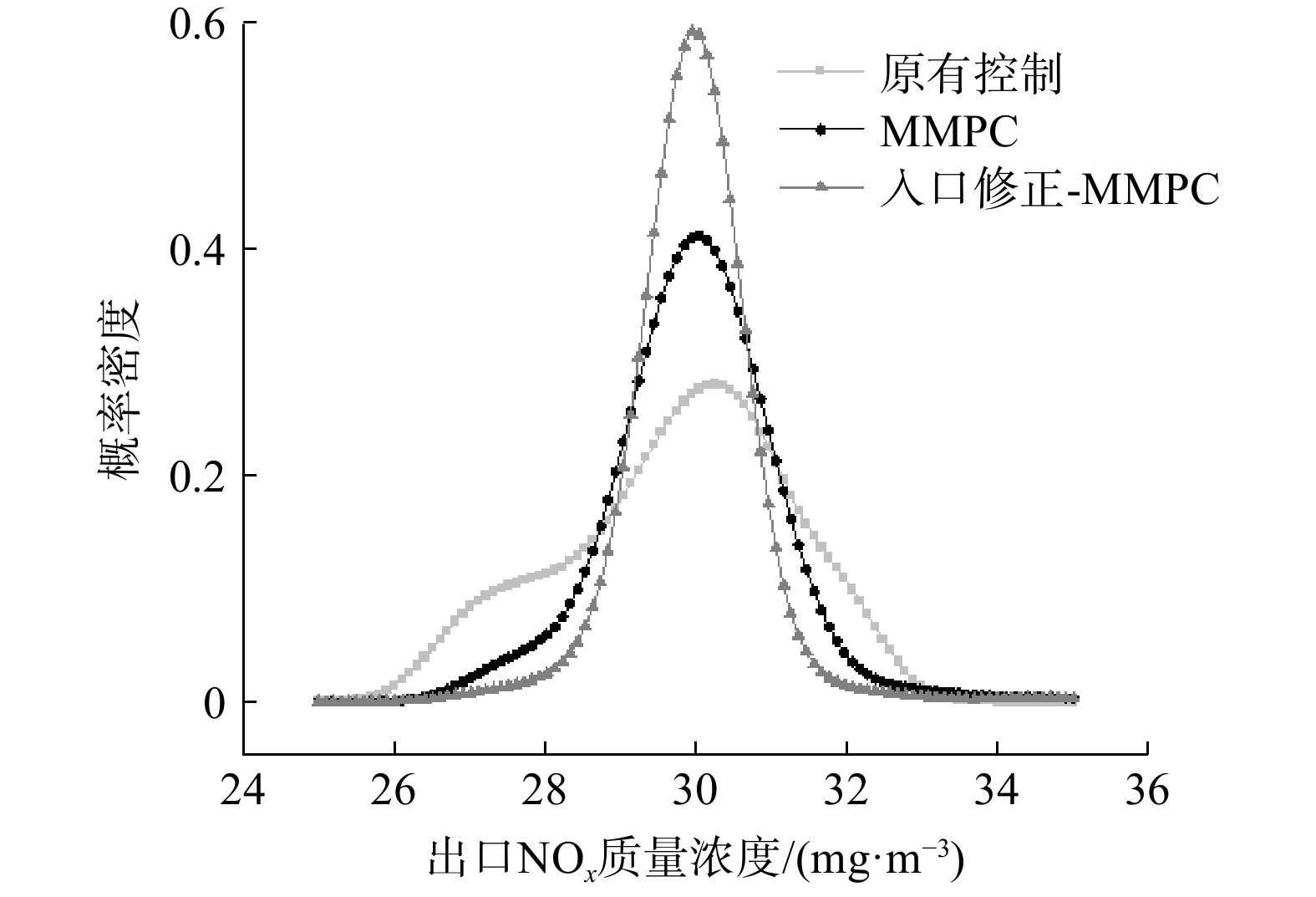
在控制出口NOx质量浓度为30 mg·m−3的目标下,采用实际现场运行数据进行脱硝系统喷氨量控制仿真,仿真时间步长为800步。控制效果对比如图8所示。当仿真时间步长为100~ 200步时,原有控制在入口NOx质量浓度下降时喷氨量响应速率较慢,导致出口NOx质量浓度远离目标值,而MMPC控制器反应迅速。在仿真时间为400步和570步时,入口NOx质量浓度变化幅度较大,MMPC控制平稳性优于原有控制,而带入口NOx质量浓度修正的MMPC控制器波动幅度更小。将上述控制结果绘成频率折线图(图9)。结果表明,有入口浓度修正的MMPC控制平稳度优于普通MMPC控制,更优于原有控制。原有控制、MMPC与入口修正MMPC出口NOx质量浓度标准差分别为1.617、0.955、与0.584 mg·m−3。较原有控制,MMPC控制波动减少40.6%,入口修正MMPC控制波动减少63.7%。
-
控制出口NOx质量浓度平稳的目的有2点:一是尽量减少脱硝系统出口氨逃逸,降低出口氨腐蚀对设备造成破坏的风险;二是减少喷氨量,提高运行经济性。在该前提下,将出口NOx质量浓度设定值提高至40 mg·m−3,以观察系统响应。
图10表明,前80步为目标值30~40 mg·m−3的过渡过程,在出口NOx质量浓度抬高至40 mg·m−3后便不存在太多超调过程即往回回落,并稳定在40 mg·m−3附近。在480步入口NOx质量浓度有较大变化时,不带入口NOx质量浓度修正的MMPC控制波动范围为37.5 ~ 43 mg·m−3,而带入口NOx质量浓度修正的MMPC控制波动范围为39 ~ 42 mg·m−3,范围更窄。在入口NOx质量浓度波动较大的情况下,带入口NOx质量浓度修正的MMPC控制出口NOx质量浓度稳定在40 mg·m−3左右,表现出良好的控制品质。
-
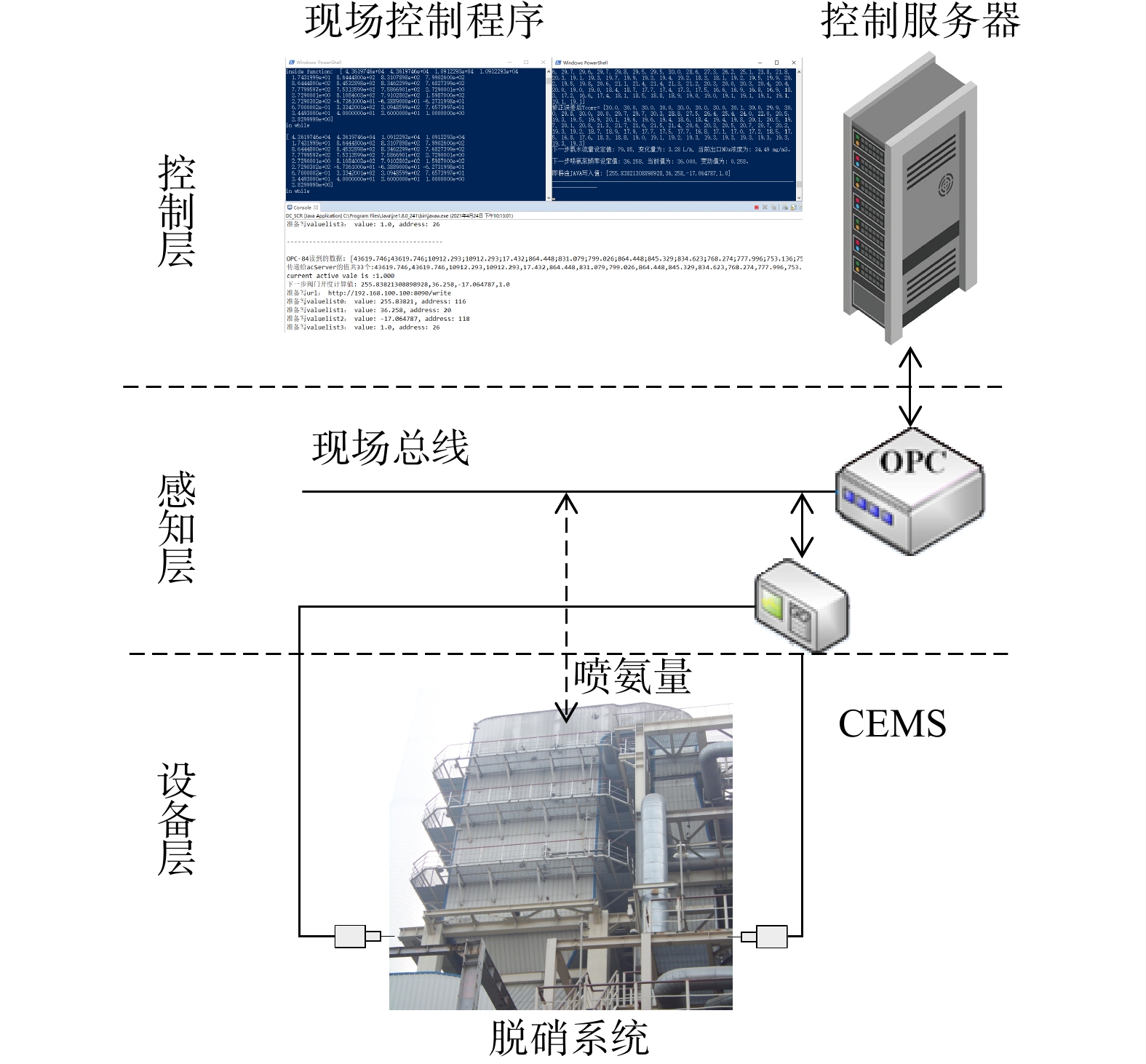
为检验控制策略在实际应用中的效果,开发了与燃煤CFB机组现场生产环境兼容的脱硝控制系统,并在浙江嘉兴某热电厂开展了48 h的现场测试,期间经历了快速升、降负荷及高、中、低不同负荷的各种典型工况。现有控制系统部署在独立的网络系统中,电厂原有控制系统通过OPC交换机向现有控制系统传输数据,优化计算后的控制指令和相关数据再通过Modbus协议传输给DCS系统,实现智能控制。图11为现场部署的脱硝控制系统硬链接示意图。
在脱硝入口NOx质量浓度修正方面,当风、煤等参数发生较大波动时,入口NOx质量浓度预测修正可提示预判变化趋势,作为前馈使喷氨量提前动作。图12表明,在第1 000 步和第2 500 步左右时,模型分别判断出较大的上升趋势和下降趋势。但在较为平稳工况下的修正效果仍有待改进,这是由于输入模型的关键参数煤质信息有缺失,且修正模型无法完全反应生成的细节变化、未考虑流场中NOx分布不匀等问题。
在脱硝系统出口NOx质量浓度控制方面,主要从2个方面进行验证:一是控制系统在机组快速升降负荷情况下的控制效果,检验控制的快速性、平稳性;二是检验在不同负荷段的控制效果,检验多模型策略的可行性和系统的鲁棒性。图13为快速升负荷下的控制效果对比,原有控制出口NOx波动范围为±21 mg·m−3,而入口修正-MMPC出口NOx波动范围为±6 mg·m−3。而且原有控制滞后,在出口NOx超过50 mg·m−3后才调大喷氨量,导致了喷氨过量,氨逃逸达到8 mg·m−3,而入口修正-MMPC喷氨量提前动作,将氨逃逸维持在了3 mg·m−3以内。图14为快速降负荷时控制效果的对比,原有控制的出口NOx波动达到了±12 mg·m−3,而入口修正-MMPC出口NOx波动控制在±5 mg·m−3内,故氨逃逸也较低。
为验证控制模型在全局工况下的鲁棒性,对高、中、低负荷工况下的控制效果进行对比(表4)。统计现场实验数据和历史数据在相应负荷段的1 h内,出口NOx质量浓度及氨逃逸的最大值、最小值和标准差统计量,用以表征控制效果好坏。在出口NOx质量浓度控制方面,在同样设定值35 mg·m−3的情况下,入口修正-MMPC控制在各工况段始终控制出口浓度低于40 mg·m−3,实现了较好地卡边控制。而原有控制波动较大,甚至有超标的风险。在氨逃逸控制方面,入口修正-MMPC控制氨逃逸最大值也小于原有控制水平,标准差上更是有巨大差距。这也说明入口修正-MMPC控制更为平稳,氨逃逸值波动较小,使脱硝系统的平稳性和经济性均有明显改善。
综上所述,入口修正-MMPC策略在升降负荷工况下响应较快,出口NOx质量浓度控制平稳,氨逃逸较低。由于多模型的应用建立了准确的全局预测模型,在高中低典型工况上预测模型均有较高的准确性、鲁棒性好,因此可满足长期运行要求。相较于原有控制,入口修正-MMPC可有效降低出口NOx质量浓度的波动,减少过量喷氨次数,降低氨逃逸,节约氨水使用量,从而提升脱硝系统运行经济性、安全性。
-
1)由于不同工况聚类的长短期记忆神经网络模型的准确度要高于常见的回归模型人工神经网络和随机森林回归,故在脱硝入口NOx质量浓度修正方面,可证明长短期记忆神经网络在处理时间序列数据上的优势。模型在测试集上的均方根误差为3.53 mg·m−3,相关性系数为89%。
2)在喷氨量控制方面,采用多模型预测控制策略,可克服脱硝系统非线性特性强的问题,增强控制系统在不同工况下的鲁棒性。采用入口浓度修正的多模型预测控制策略,可使控制系统在入口NOx质量浓度发生突变时,喷氨量提前动作响应,相比没有入口修正的多模型预测控制策略,出口NOx质量浓度控制更平稳。
3)现场应用表明,脱硝系统采用入口浓度修正的多模型预测控制策略后,在变工况和高、中、低多负荷区间条件下,出口NOx质量浓度波动明显降低。这表明多模型预测控制策略下系统的运行优于原有控制策略,该策略亦可提高脱硝系统的经济性。
基于入口NOx质量浓度修正的脱硝系统多模型预测控制策略及其应用案例
Multi-model predictive control of denitrification system based on modification of inlet NOx mass concentration and its application case
-
摘要: 建立不同锅炉工况下基于欧式距离聚类的总给煤量长短期记忆神经网络预测模型,对入口处的NOx质量浓度数据进行修正,其验证集上的均方根误差为3.53 mg·m-3。该结果优于常见的回归方法深度神经网络与随机森林回归的预测结果。以此为基础,研究了基于入口NOx质量浓度修正的多模型预测控制(MMPC),设计并进行了脱硝系统仿真。仿真结果表明,与原有控制条件相比,基于入口NOx质量浓度修正的MMPC策略使脱硝系统出口NOx质量浓度波动幅度减小了63.7%,并能满足出口质量浓度指标为40 mg·m-3时的控制要求,实现卡边控制。现场工程应用结果表明:在高、中、低负荷正常运行的工况条件下,入口修正-MMPC策略可将出口NOx质量浓度波动分别控制在±10.6 mg·m−3、±5.5 mg·m−3、±4.9 mg·m−3,以标准差来衡量波动幅度即分别减小了53.4%、74.7%、64.6%,此控制水平优于原有控制效果;在出口NOx质量浓度易超标并出现高浓度氨逃逸的快速变负荷工况下,升、降负荷出口NOx质量浓度波动分别控制在±6 mg·m−3、±5 mg·m−3,此控制水平仍优于原有控制效果。本研究的入口修正-MMPC控制策略可实现不同负荷、工况下的喷氨控制,减小出口NOx波动幅度,降低后续设备低温腐蚀的风险,从而提高SNCR/SCR联合脱硝系统运行的经济性和安全性。
-
关键词:
- 选择性非催化还原和选择性催化还原联合脱硝 /
- 循环流化床 /
- NOx质量浓度测量修正 /
- 多模型预测控制 /
- 超低排放
Abstract: A composite long short-term memory neural network was trained to correct the lag of inlet NOx mass concentration, on dataset divided by the Euclidean distance of the total coal supply of the boiler under typical working conditions. The root mean squared error on the verification dataset was 3.53 mg·m−3, which was better than the prediction results of common regression methods, such as deep neural network and random forest regression. On this basis, the Multi-model Predict Control (MMPC) strategy based on the correction of the inlet NOx mass concentration was studied, and the denitration system simulation was designed and carried out. The simulation result shows that compared with previous control, the MMPC with inlet NOx mass concentration correction makes the fluctuation range of outlet NOx mass concentration reduced by 63.7%, and it can also meet the control requirements when setting outlet mass concentration at 40 mg·m−3. The results of field application indicated that under operation conditions of high, medium and low load, the MMPC with inlet NOx mass concentration correction can control the outlet NOx mass concentration fluctuation between ±10.6, ±5.5 and ±9 mg·m-3, and the fluctuation range was reduced by 53.4%, 74.7% and 64.6% respectively by standard deviation. Then, under the condition of fast variable load, it is easy to happen that emission of NOx mass concentration at the outlet exceeds the standard and ammonia escapes at high concentration. However, the fluctuation of NOx mass concentration at the outlet of load up and load down coditionis controlled respectively within ± 6 and ±5 mg·m−3 by MMPC with inlet NOx mass concentration correction. It proves that the control performance is better than the original control effect. Above all, under different loads and operation conditions, the MMPC with inlet NOx mass concentration correction strategy studied in this paper can well control the amount of ammonia injection, reduce the fluctuation of NOx mass concentration at the outlet, minimize the risk of low temperature corrosion of subsequent equipment, and consequently improve the economy and safety of SNCR/SCR coupling denitration system. -
煤炭燃烧会产生氮氧化物、二氧化硫和烟尘等污染物,对大气环境和人群健康造成危害[1]。2014年,国家发展改革委、环境保护部、国家能源局三部委印发《煤电节能减排升级与改造行动计划(2014—2020年)》。该计划旨在推进现役燃煤发电机组大气污染物达标排放环保改造,确保重点地区燃煤发电机组污染物排放达到燃气轮机机组排放限值[2],即排放的NOx质量浓度低于50 mg·m−3、SO2质量浓度低于35 mg·m−3、PM质量浓度低于5 mg·m−3。
近年来,循环流化床(circulating fluidized bed, CFB)技术得到发展并广泛应用。该技术具有燃料适应性强、燃料循环利用率较高、NOx排放量低的优点[3]。 为满足燃煤机组NOx排放限值,国内多家电厂对CFB机组开展了选择性非催化还原(selective non-catalytic reduction, SNCR)和选择性催化还原(selective non-catalytic reduction, SCR)联合脱硝技术改造。为满足NOx排放要求,河北省某330 MW循环流化床机组在原有低氮燃烧器+SNCR脱硝基础上,增设单层SCR催化剂,达到NOx排放低于50 mg·m−3的目标,且改造后还原剂使用量低于改造前,同时锅炉效率基本不受影响,实现了SNCR与SCR脱硝技术良好耦合[4]。邓志鹏等[5]采用SNCR/SCR联合脱硝技术对某220 t·h−1循环流化床锅炉进行改造,改造后机组可达到50 mg·m−3的排放标准,氨逃逸也控制在3×10−6以内。然而,SNCR/SCR联合脱硝系统存在入口NOx测量滞后性大、准确性差、系统非线性强[6],以及出口浓度测量值对于入口喷氨量反应迟等问题,导致现有控制系统难以精准控制喷氨量[7]。喷氨量过少会导致出口NOx质量浓度超出排放限制;喷氨量过多会出现氨逃逸并生成硫酸盐导致空预器、催化剂严重堵塞,对设备安全造成影响[8]。为保证出口烟气中NOx质量浓度的达标、降低氨逃逸量、提高脱硝系统运行的安全性和经济性,亟需研究入口NOx质量浓度滞后修正与喷氨量精准控制的方法。
在入口NOx质量浓度滞后修正方面,软测量作为一种间接测量技术发展迅速。孙璐培[9]利用最小二乘支持向量机(least square support vector machine, LSSVM)建立了多尺度分析的NOx排放软测量模型;ZHAI等[10]在考虑系统内各参数的延迟关系的基础上,采用自适应LSSVM模型实现入口NOx质量浓度的预测;TAN等[11]采用长短期记忆神经网络,搭建了电厂NOx质量浓度预测模型,通过敏感性方法分析影响NOx质量浓度变化的因素,但尚未摸清变工况下入口处NOx的快速变化情况。在喷氨量控制方面,石铙桥[12]研究了通过电厂历史运行数据辨识状态空间矩阵,实现SNCR脱硝系统喷氨量控制,但并未考虑入口NOx变化对系统的影响。刘博文[13]建立了带入口软测量的多模型预测控制器,但入口软测量模型并未与控制系统很好地结合起来。
本研究针对某CFB型机组的SNCR/SCR联合脱硝系统入口NOx质量浓度表计测量滞后,对锅炉总给煤量的典型历史运行工况进行数据聚类,建立了适应锅炉变工况下的全局LSTM神经网络预测模型,对入口NOx质量浓度进行滞后修正。在此基础上,提出基于入口NOx质量浓度修正的多模型预测控制策略,并进行现场工程应用验证,以期平稳控制脱硝系统出口的NOx质量浓度,减少氨逃逸,使脱硝系统运行更加经济、安全。
1. 建模数据分析
1.1 CFB锅炉测点及数据采集
本文研究对象为一台燃煤循环流化床锅炉,供应的煤种煤质较为稳定,满负荷下蒸发量为220 t·h−1,采用SNCR与SCR耦合的脱硝系统。还原剂采用液氨,经过液氨蒸发装置蒸发后喷入炉内,与烟气中NOx进行还原反应,从而达到脱硝的目的。循环流化床锅炉结构如图1所示,建模所采用的主要参数如表1所示。
表 1 入口NOx质量浓度测量修正模型输入特征Table 1. Parameters of NOx mass concentration参数名称 单位 测点个数 磨煤机瞬时给煤量 t·h−1 4 一次风体积流量 m3·h−1 2 二次风体积流量 m3·h−1 2 沸下温度 ℃ 4 炉膛出口烟气温度 ℃ 2 喷氨量体积流量 L·h−1 1 脱硝入口NOx质量浓度 mg·m−3 1 烟气含氧量 % 1 催化剂入口烟气温度 ℃ 2 脱硝出口NOx质量浓度 mg·m−3 1 脱硝出口氨逃逸质量浓度 mg·m−3 1 | Show Table DownLoad:
CSV
DownLoad:
CSV
建立模型所需的数据由电厂信息(Plant Information, PI)系统采集。采样间隔5 s,采样周期20天,包含低、中、高多个负荷段,升、降、平稳负荷多种运行工况,数据一定程度上可覆盖电厂运行典型工况特征。部分现场数据如图2所示。
1.2 NOx质量浓度测量滞后分析
CFB锅炉脱硝系统入口NOx质量浓度通常由污染物排放连续监测系统(continuous emission monitoring system, CEMS)检测。从炉中抽气至就地分析腔中,通过CEMS分析烟气污染物成分信息。由于在抽气过程中,存在较长的抽气管路,再加上入口仪表分析反应时长,因此该系统滞后性较强,需要进行入口NOx质量浓度的滞后修正,再作为喷氨量控制的前馈信号,以提高系统在变工况下的响应速度。分析滞后时间的方法通常有计算法和信号分析法[14]。本研究采用信号分析方法,通过分析吹扫信号结束信号与NOx质量浓度测量值回升的时间差,得到CEMS测量滞后时间约为72 s(图3)。
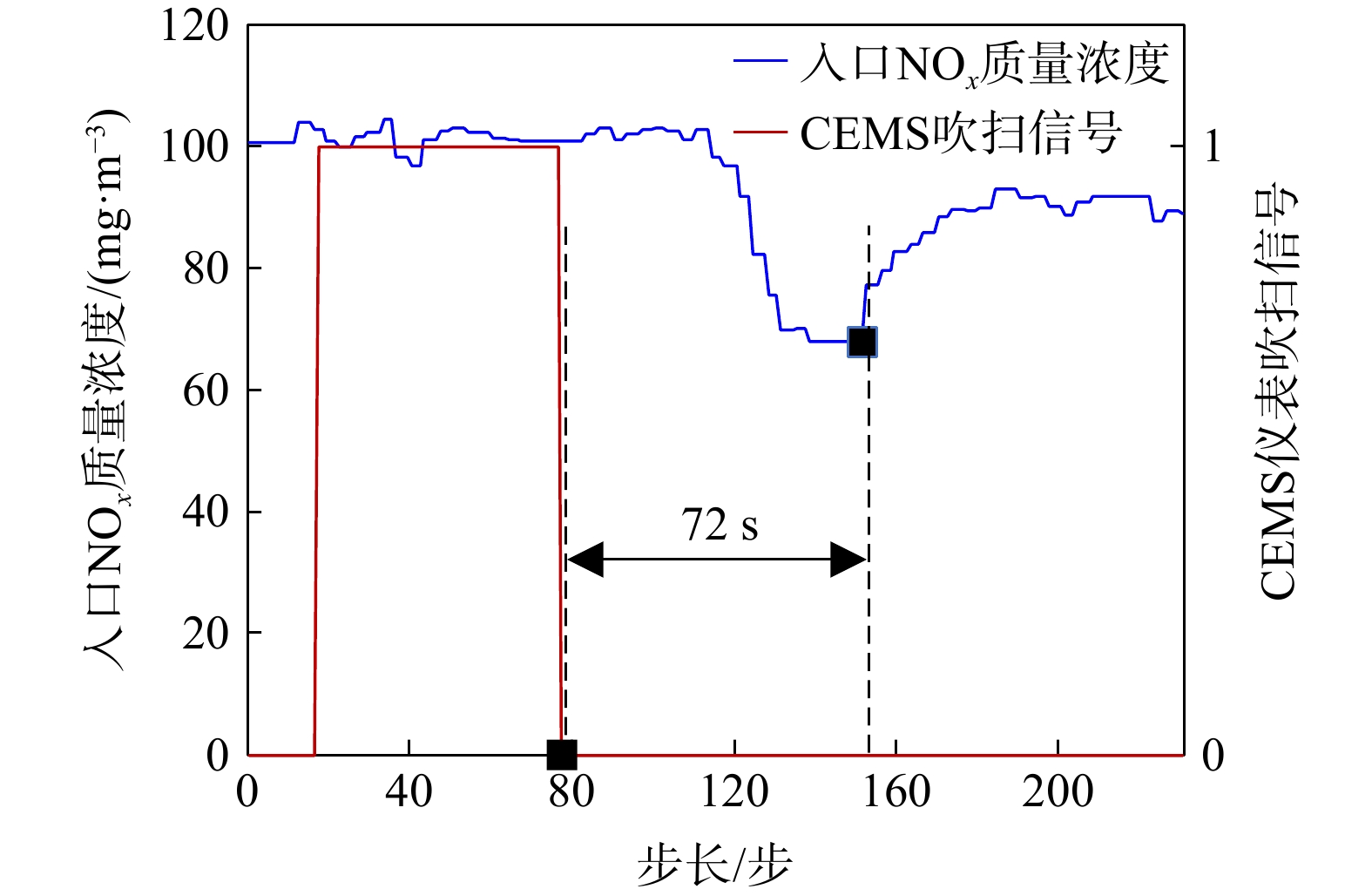 图 3 入口NOx测量CEMS滞后时间分析Figure 3. CEMS lag time analysis for inlet NOx mass concentration注:图中横坐标每步的采样周期为1 s。
图 3 入口NOx测量CEMS滞后时间分析Figure 3. CEMS lag time analysis for inlet NOx mass concentration注:图中横坐标每步的采样周期为1 s。1.3 运行典型工况划分
由于脱硝系统具有很强的非线性特征[15],而动态矩阵的预测模型采用阶跃响应线性叠加的方式,仅通过一个动态矩阵模型去预测系统在整个工况区间上的响应较为困难。因此,本研究通过核密度估计方法确定系统运行的若干典型工况,并针对多个典型工况进行建模,以提高控制精度。核密度估计方法如文献[16]所述,分析对象为可代表CFB锅炉运行特征的瞬时总给煤量。对20 d总给煤量的采样数据进行核密度估计,结果如图4所示。11.8、17.7和25.3 t·h−1为历史运行工况中瞬时总给煤量核密度统计的3个概率密度极大值点,可代表此台锅炉运行的3个典型工况。后续入口NOx质量浓度预测模型与多模型控制器模型均建立在这3个典型工况点上。
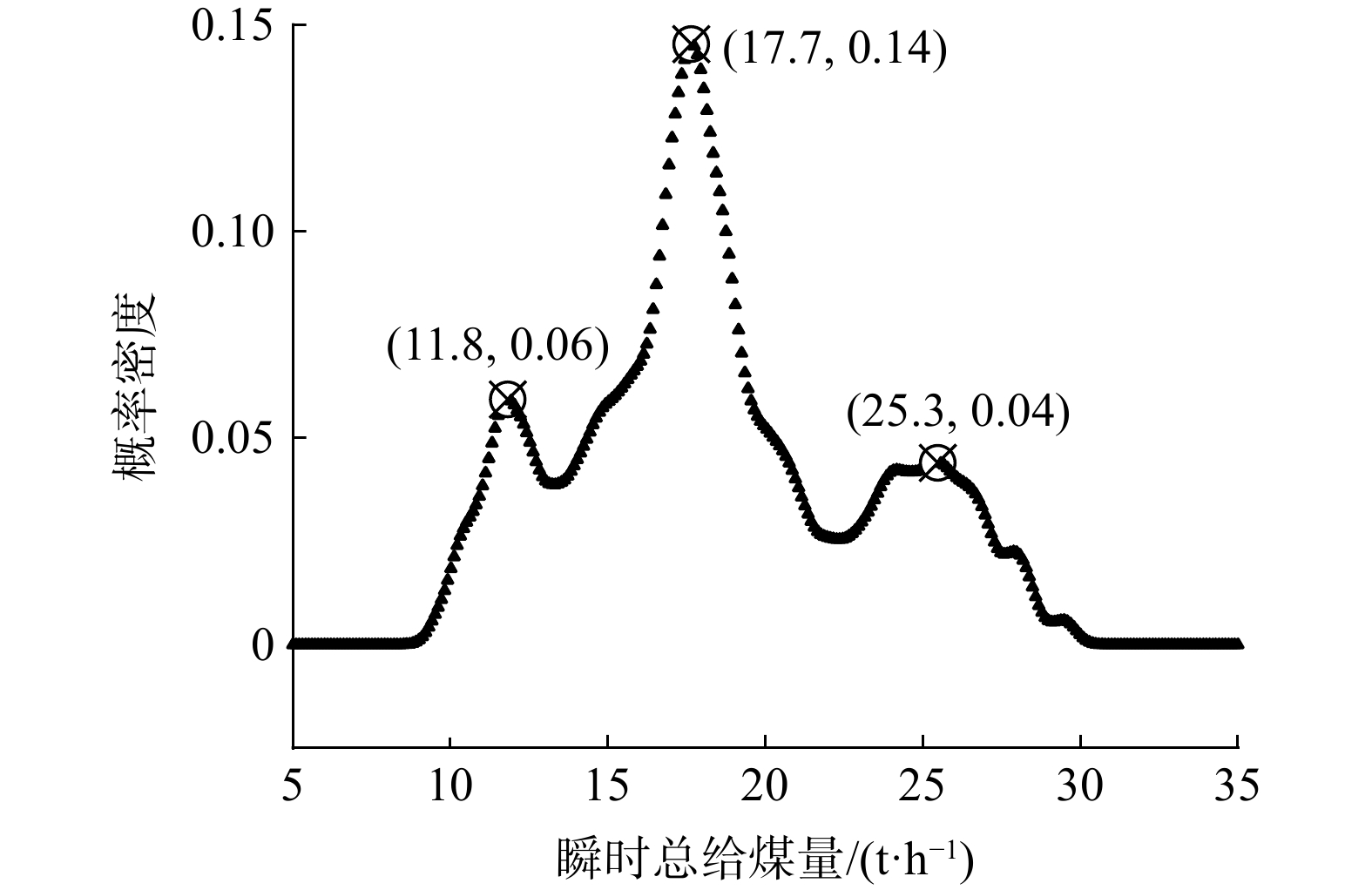 图 4 基于核密度分析的给煤量典型运行工况Figure 4. Analysis of typical operation conditions of coal feed based on kernel density estimation注:图中纵坐标数值代表相应总给煤量工况在总样本数据中出现的频率,3个标注点为概率密度曲线的极大值点,作为3个典型工况段划分的参考中心点。
图 4 基于核密度分析的给煤量典型运行工况Figure 4. Analysis of typical operation conditions of coal feed based on kernel density estimation注:图中纵坐标数值代表相应总给煤量工况在总样本数据中出现的频率,3个标注点为概率密度曲线的极大值点,作为3个典型工况段划分的参考中心点。2. 脱硝系统入口NOx质量浓度修正
2.1 修正模型建模方法
有学者研究了脱硝系统入口NOx质量浓度建模的方法,包括机理建模[17-18]、CFD建模[19-20]和机器学习[11, 21-22]等。本研究采用长短期记忆(long short-term memory, LSTM)神经网络,预测未来70 s的脱硝入口NOx质量浓度与CEMS当前测量浓度值的差值。该方法优势有2点:一是可在神经网路训练过程中避免当前测量值作为输入值时权重占比过大的影响;二是可避免因CEMS仪表吹扫时仪表测量值缺失带来的影响。
以总给煤量11.8、17.7和25.3 t·h−1为聚类中心,对历史数据进行欧式距离聚类,得到3个数据集,并分别采用LSTM进行训练,欧氏距离公式见式(1)。
d(x,y)=√n∑i=1(xi−yi)2 (1) 式中:x、y分别表示2个样本点数据;d表示欧氏距离;n表示样本数量。
2.2 修正结果与测量值的对比
LSTM网络训练数据采样间隔为20 s。采用2个隐藏层结构,回看时间步长(look-back timesteps)为24步,预测时间步长(prediction timesteps)为4步,训练数据与测试数据比例为0.8:0.2。为验证LSTM神经网络预测效果,与几种主流的机器学习预测方法的结果进行了对比,(表2)。LSTM在RMSE指标及相关性指标(R squared, R2)上结果均优于其他模型,且满足作为控制前馈的要求。
表 2 不同模型在测试集上预测效果对比Table 2. Comparison of prediction effects of different models on test datasets模型名称 RMSE/(mg·m−3) R2/% LSTM 3.53 89 ANN 17.11 40 RFR 17.06 40 | Show TableDownLoad:
CSV
3. 喷氨量的控制及仿真
由于传统控制手段控制的脱硝系统在工况波动较大情况下时,会出现喷氨响应滞后、出口NOx质量浓度波动较大的问题,控制品质难以得到保证,故本研究基于上述入口NOx质量浓度测量修正为前馈的多模型预测控制(multi-model predict control, MMPC)策略,结果如图5所示。基于Simulink开发了脱硝系统仿真,并与无入口浓度修正的多模型预测控制及原有控制策略效果进行对比。
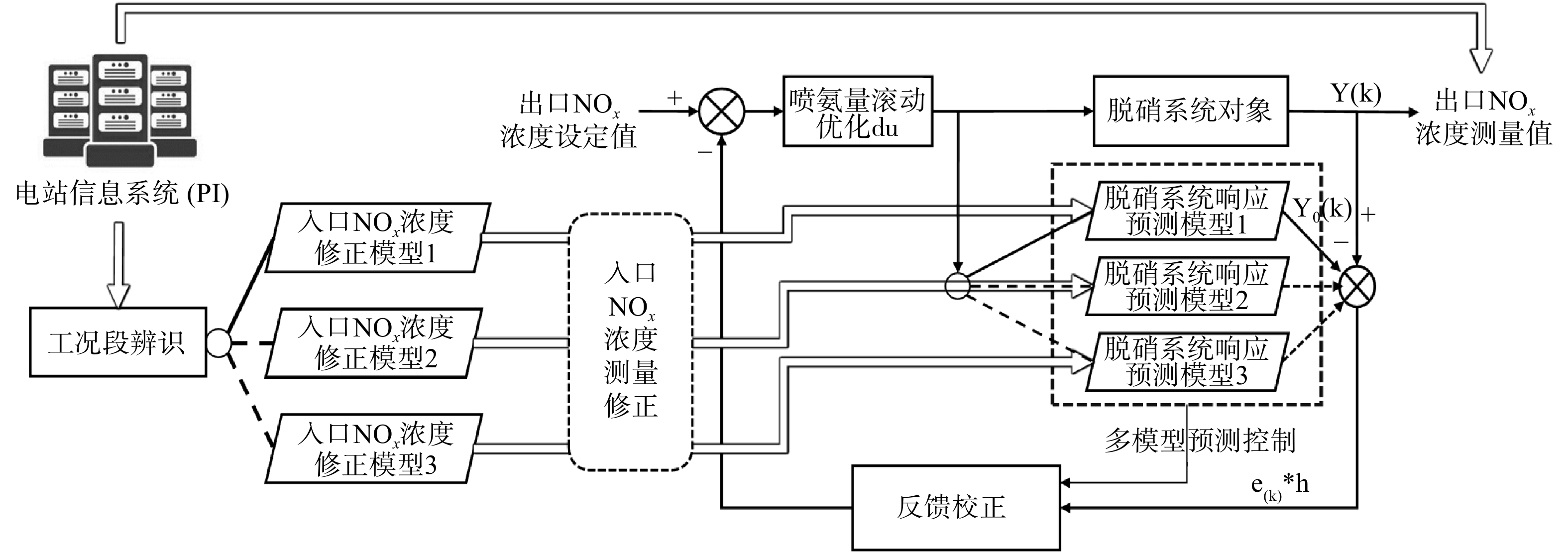 图 5 基于入口NOx质量浓度修正的多模型预测控制策略示意图Figure 5. Schematic diagram of multi-model predictive control strategy based on modification of inlet NO x massconcentration
图 5 基于入口NOx质量浓度修正的多模型预测控制策略示意图Figure 5. Schematic diagram of multi-model predictive control strategy based on modification of inlet NO x massconcentration3.1 控制预测模型辨识及拟合结果
动态矩阵模型预测控制(dynamic matrix control, DMC)为模型预测控制的一种,主要分为模型预测、滚动优化和反馈校正3个部分[23]。其中,模型预测采用阶跃响应模型,可用一阶惯性系统模型(式(2))。
Y(s)=∑mi=1Gi(s)·Xi(s)=∑mi=1(KpiTpis+1eTdis)·Xi(s) (2) 式中:Kp代表比例环节,Tp代表响应环节,Td代表纯滞后环节。采用动态惯性权重[24]的改进型粒子群寻优算法(improved particle swarm optimization, IPSO),寻找在11.8、17.7和25.3 t·h−1这3种典型工况下的脱硝系统预测模型。动态惯性权重调整后的公式为式(3)。
w=wmax−R(wmax−wmin)Rmax (3) 式中:w为惯性权重;R为当前迭代次数;Rmax为最大迭代次数。
各参数辨识结果及模型预测效果分别如表3和图6所示。这表明在各典型工况段上,预测模型均有较好的拟合效果,可满足系统仿真要求。
表 3 各典型工况段模型参数IPSO算法辨识结果Table 3. Identification results by IPSO algorithm for model parameters under typical operation conditionsons给煤量/(t·h−1) 辨识参数 喷氨量模型参数 烟气流量模型参数 入口NOx模型参数 给煤量模型参数 均方误差/(mg m−3) 11.8 kp -3.66e-01 4.04e-05 1.48e-01 5.17e-01 2.28 Tp 2.99e+00 3.97e+00 2.68e+00 2.23e+00 Td 2.02e+00 2.00e+00 3.09e+00 1.00e+00 17.7 kp -2.40e-01 6.66e-05 1.21e-01 5.22e-01 1.89 Tp 1.33e+00 3.13e+00 3.67e+00 2.33e+00 Td 1.91e+00 4.10e+00 3.43e+00 1.13e+00 25.3 kp -2.13e-01 3.96e-04 1.24e-01 9.04e-01 2.08 Tp 1.33e+00 4.79e-01 3.72e+00 2.73e+00 Td 2.02e+00 4.10e+00 3.10e+00 1.00e+00 | Show TableDownLoad:
CSV
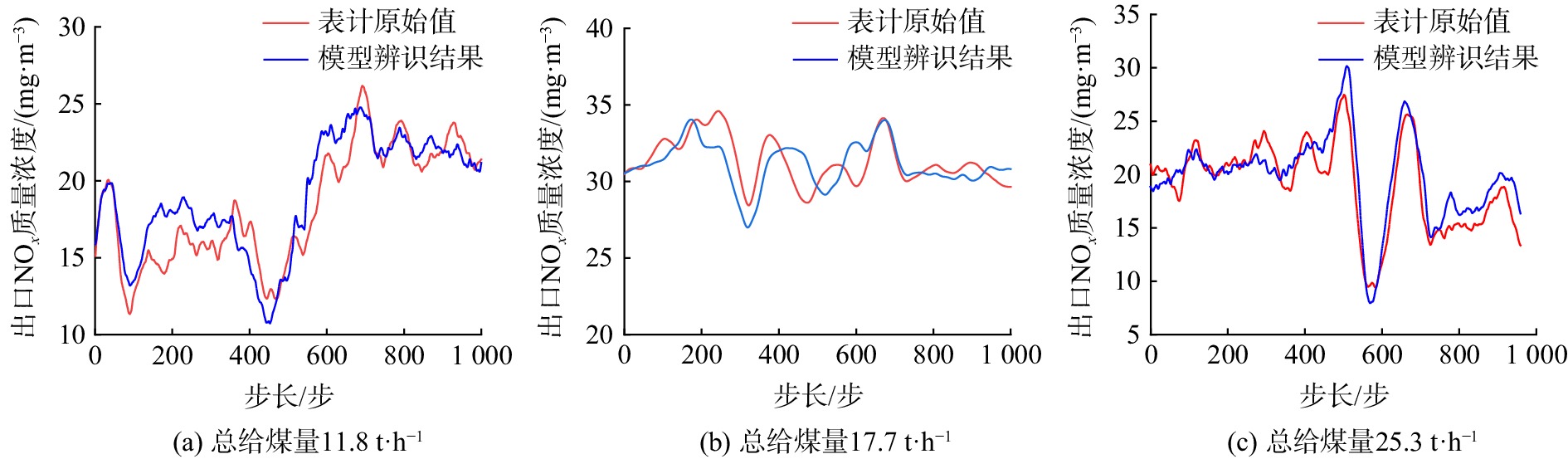 图 6 各典型工况段上模型辨识效果Figure 6. Model identification effects on typical operation conditions注:图中横坐标每步的采样周期为5 s。
图 6 各典型工况段上模型辨识效果Figure 6. Model identification effects on typical operation conditions注:图中横坐标每步的采样周期为5 s。3.2 脱硝系统仿真及控制效果对比
基于Simulink仿真软件,采用上述辨识模型的参数结果,搭建了脱硝系统仿真平台,仿真系统如图7所示。该系统分为4个部分,电厂运行数据部分为从现场采集的总风量、入口NOx质量浓度、总给煤量数据按采样周期5 s输入仿真系统;脱硝系统仿真部分为基于脉冲响应模型的脱硝系统仿真模块,可计算出实际出口NOx质量浓度;DMC控制器部分为经典的DMC控制器,红色部分则是入口NOx质量浓度测量修正模块,给入上述LSTM神经网络所预测出的入口NOx质量浓度差值。
 图 7 基于Simulink软件的脱硝系统仿真框图Figure 7. Diagram of denitration system based on Simulink software
图 7 基于Simulink软件的脱硝系统仿真框图Figure 7. Diagram of denitration system based on Simulink software在控制出口NOx质量浓度为30 mg·m−3的目标下,采用实际现场运行数据进行脱硝系统喷氨量控制仿真,仿真时间步长为800步。控制效果对比如图8所示。当仿真时间步长为100~ 200步时,原有控制在入口NOx质量浓度下降时喷氨量响应速率较慢,导致出口NOx质量浓度远离目标值,而MMPC控制器反应迅速。在仿真时间为400步和570步时,入口NOx质量浓度变化幅度较大,MMPC控制平稳性优于原有控制,而带入口NOx质量浓度修正的MMPC控制器波动幅度更小。将上述控制结果绘成频率折线图(图9)。结果表明,有入口浓度修正的MMPC控制平稳度优于普通MMPC控制,更优于原有控制。原有控制、MMPC与入口修正MMPC出口NOx质量浓度标准差分别为1.617、0.955、与0.584 mg·m−3。较原有控制,MMPC控制波动减少40.6%,入口修正MMPC控制波动减少63.7%。
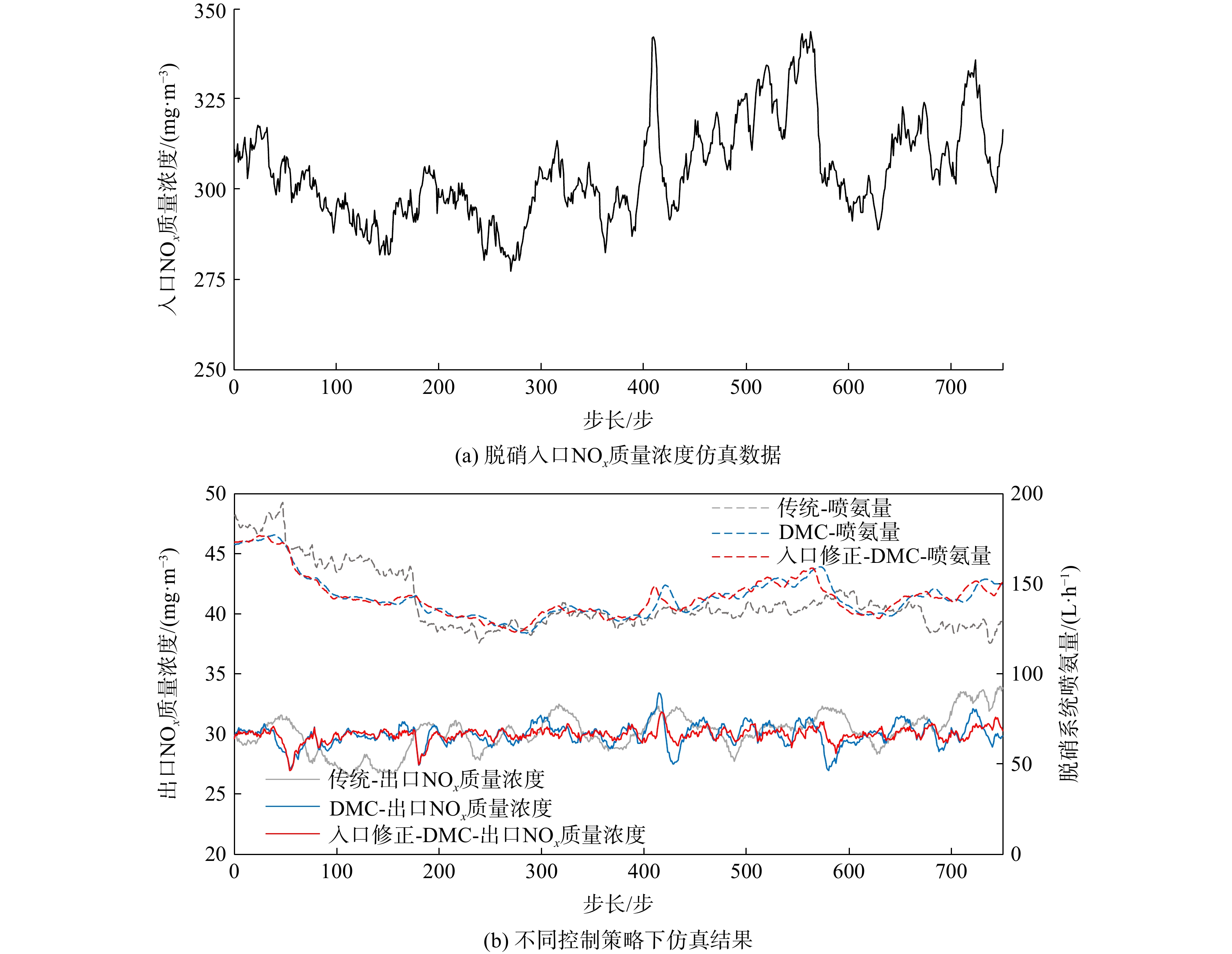 图 8 不同控制策略喷氨量控制效果仿真对比Figure 8. Simulation comparion of ammonia injection control effect with different control strategies注:图中横坐标每步的采样周期为5 s。
图 8 不同控制策略喷氨量控制效果仿真对比Figure 8. Simulation comparion of ammonia injection control effect with different control strategies注:图中横坐标每步的采样周期为5 s。3.3 入口NOx测量修正对控制效果的影响
控制出口NOx质量浓度平稳的目的有2点:一是尽量减少脱硝系统出口氨逃逸,降低出口氨腐蚀对设备造成破坏的风险;二是减少喷氨量,提高运行经济性。在该前提下,将出口NOx质量浓度设定值提高至40 mg·m−3,以观察系统响应。
图10表明,前80步为目标值30~40 mg·m−3的过渡过程,在出口NOx质量浓度抬高至40 mg·m−3后便不存在太多超调过程即往回回落,并稳定在40 mg·m−3附近。在480步入口NOx质量浓度有较大变化时,不带入口NOx质量浓度修正的MMPC控制波动范围为37.5 ~ 43 mg·m−3,而带入口NOx质量浓度修正的MMPC控制波动范围为39 ~ 42 mg·m−3,范围更窄。在入口NOx质量浓度波动较大的情况下,带入口NOx质量浓度修正的MMPC控制出口NOx质量浓度稳定在40 mg·m−3左右,表现出良好的控制品质。
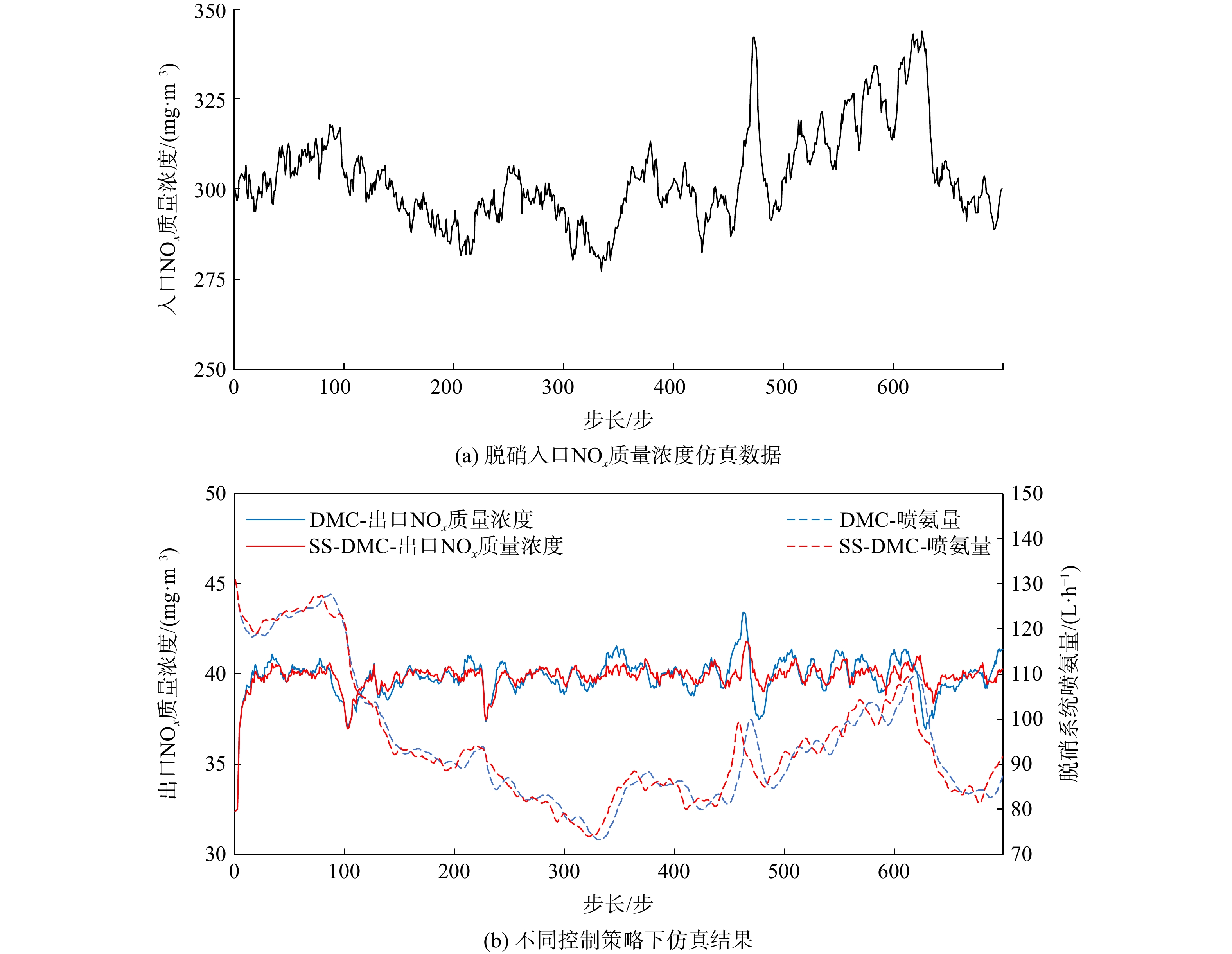 图 10 出口NOx质量浓度40 mg·m-3目标值时控制效果对比Figure 10. Control quality comparison on 40 mg·m-3 target of outlet NOx concentration注:图中横坐标每步的采样周期为5 s。
图 10 出口NOx质量浓度40 mg·m-3目标值时控制效果对比Figure 10. Control quality comparison on 40 mg·m-3 target of outlet NOx concentration注:图中横坐标每步的采样周期为5 s。4. 工程应用案例
为检验控制策略在实际应用中的效果,开发了与燃煤CFB机组现场生产环境兼容的脱硝控制系统,并在浙江嘉兴某热电厂开展了48 h的现场测试,期间经历了快速升、降负荷及高、中、低不同负荷的各种典型工况。现有控制系统部署在独立的网络系统中,电厂原有控制系统通过OPC交换机向现有控制系统传输数据,优化计算后的控制指令和相关数据再通过Modbus协议传输给DCS系统,实现智能控制。图11为现场部署的脱硝控制系统硬链接示意图。
在脱硝入口NOx质量浓度修正方面,当风、煤等参数发生较大波动时,入口NOx质量浓度预测修正可提示预判变化趋势,作为前馈使喷氨量提前动作。图12表明,在第1 000 步和第2 500 步左右时,模型分别判断出较大的上升趋势和下降趋势。但在较为平稳工况下的修正效果仍有待改进,这是由于输入模型的关键参数煤质信息有缺失,且修正模型无法完全反应生成的细节变化、未考虑流场中NOx分布不匀等问题。
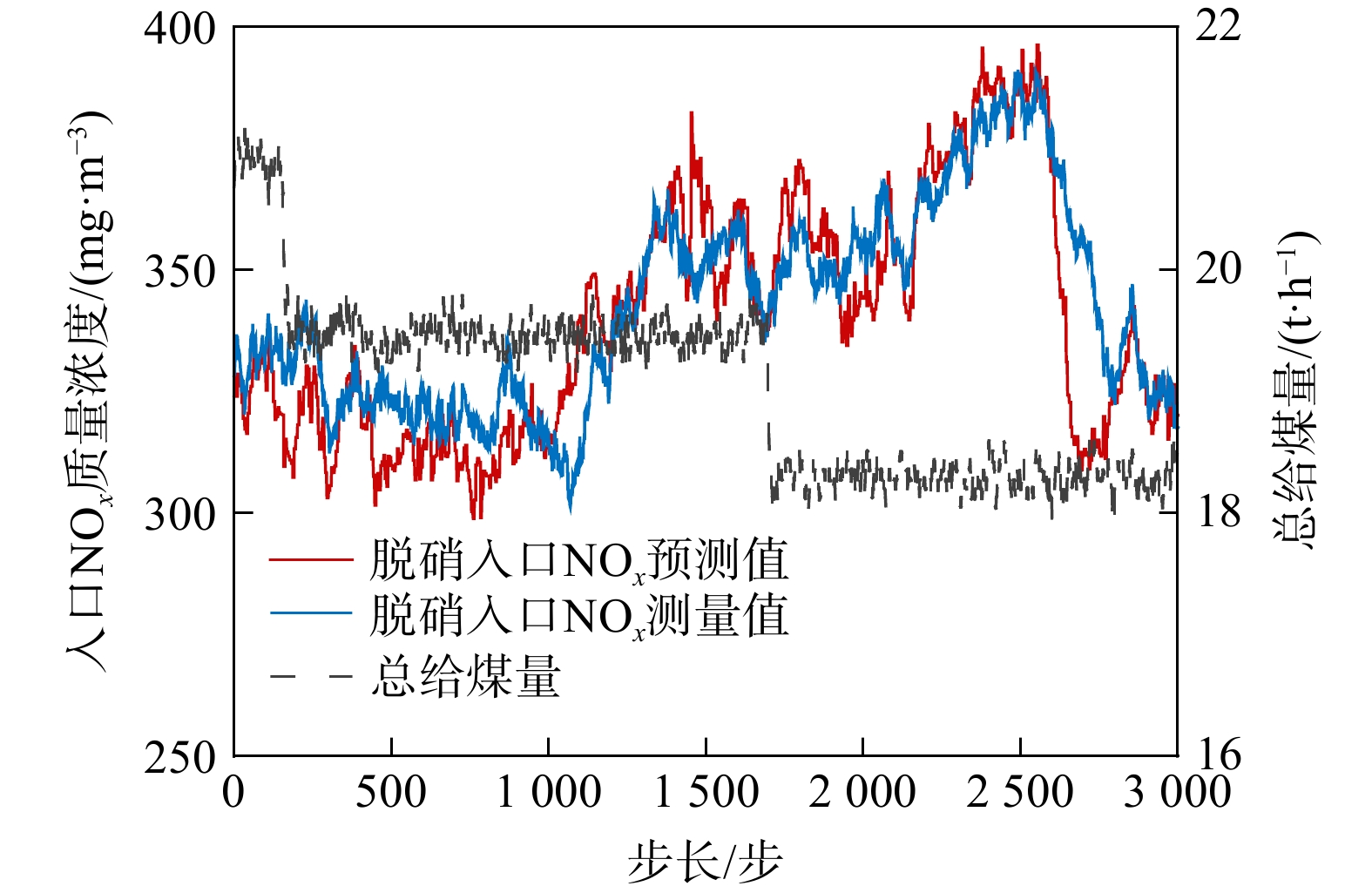 图 12 现场脱硝入口NOx质量浓度修正效果Figure 12. Correction of inlet NOx concentration on scene注:图中横坐标每步的采样周期为5 s。
图 12 现场脱硝入口NOx质量浓度修正效果Figure 12. Correction of inlet NOx concentration on scene注:图中横坐标每步的采样周期为5 s。在脱硝系统出口NOx质量浓度控制方面,主要从2个方面进行验证:一是控制系统在机组快速升降负荷情况下的控制效果,检验控制的快速性、平稳性;二是检验在不同负荷段的控制效果,检验多模型策略的可行性和系统的鲁棒性。图13为快速升负荷下的控制效果对比,原有控制出口NOx波动范围为±21 mg·m−3,而入口修正-MMPC出口NOx波动范围为±6 mg·m−3。而且原有控制滞后,在出口NOx超过50 mg·m−3后才调大喷氨量,导致了喷氨过量,氨逃逸达到8 mg·m−3,而入口修正-MMPC喷氨量提前动作,将氨逃逸维持在了3 mg·m−3以内。图14为快速降负荷时控制效果的对比,原有控制的出口NOx波动达到了±12 mg·m−3,而入口修正-MMPC出口NOx波动控制在±5 mg·m−3内,故氨逃逸也较低。
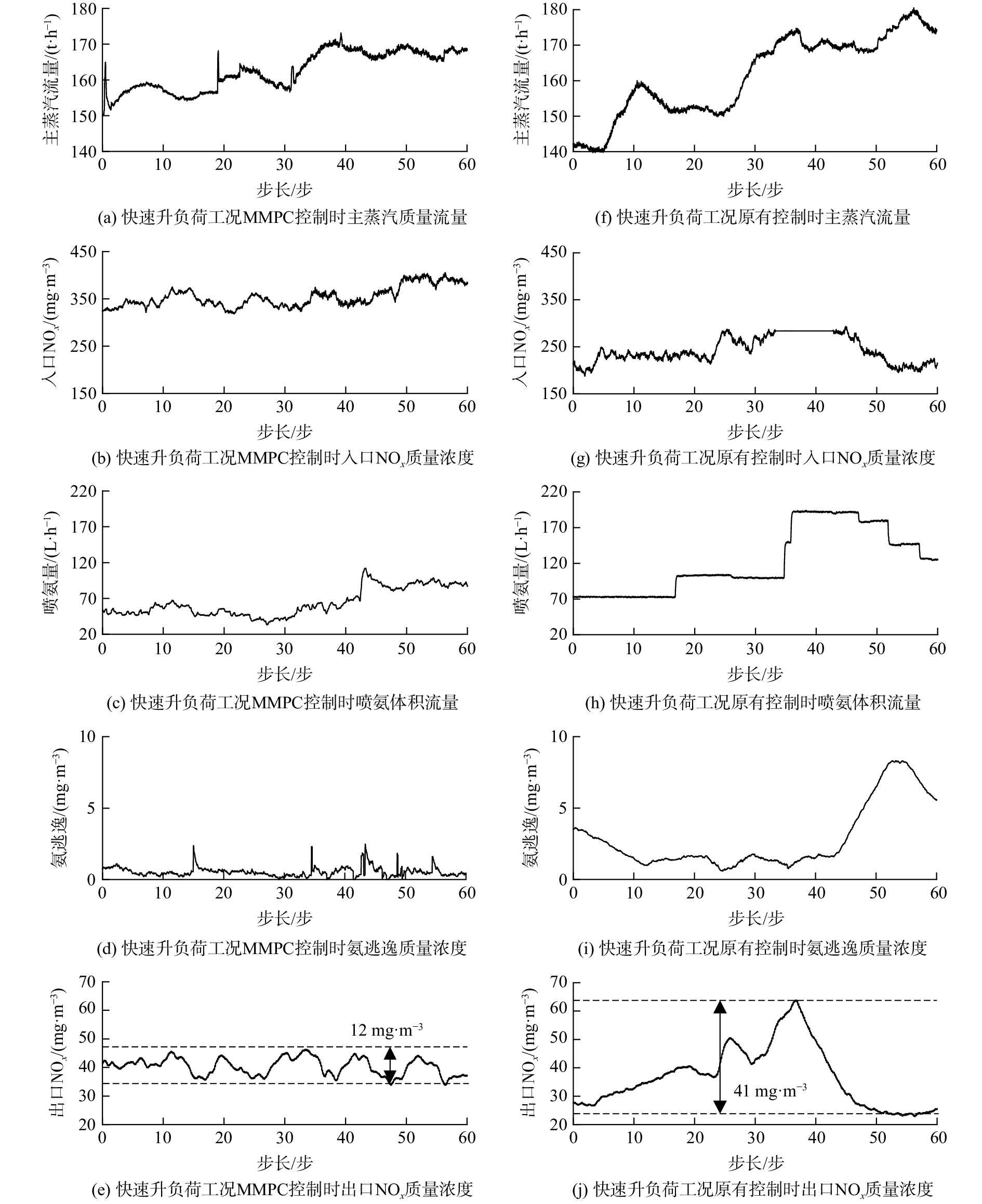 图 13 现场快速升负荷工况下控制效果对比Figure 13. Comparison of control effects under the condition of rapid load increase on scene注:虚线表示现场实验过程中出口NOx质量浓度波动的上下限范围,波动范围越小证明控制品质越好。图中横坐标每步的采样周期为1 min。
图 13 现场快速升负荷工况下控制效果对比Figure 13. Comparison of control effects under the condition of rapid load increase on scene注:虚线表示现场实验过程中出口NOx质量浓度波动的上下限范围,波动范围越小证明控制品质越好。图中横坐标每步的采样周期为1 min。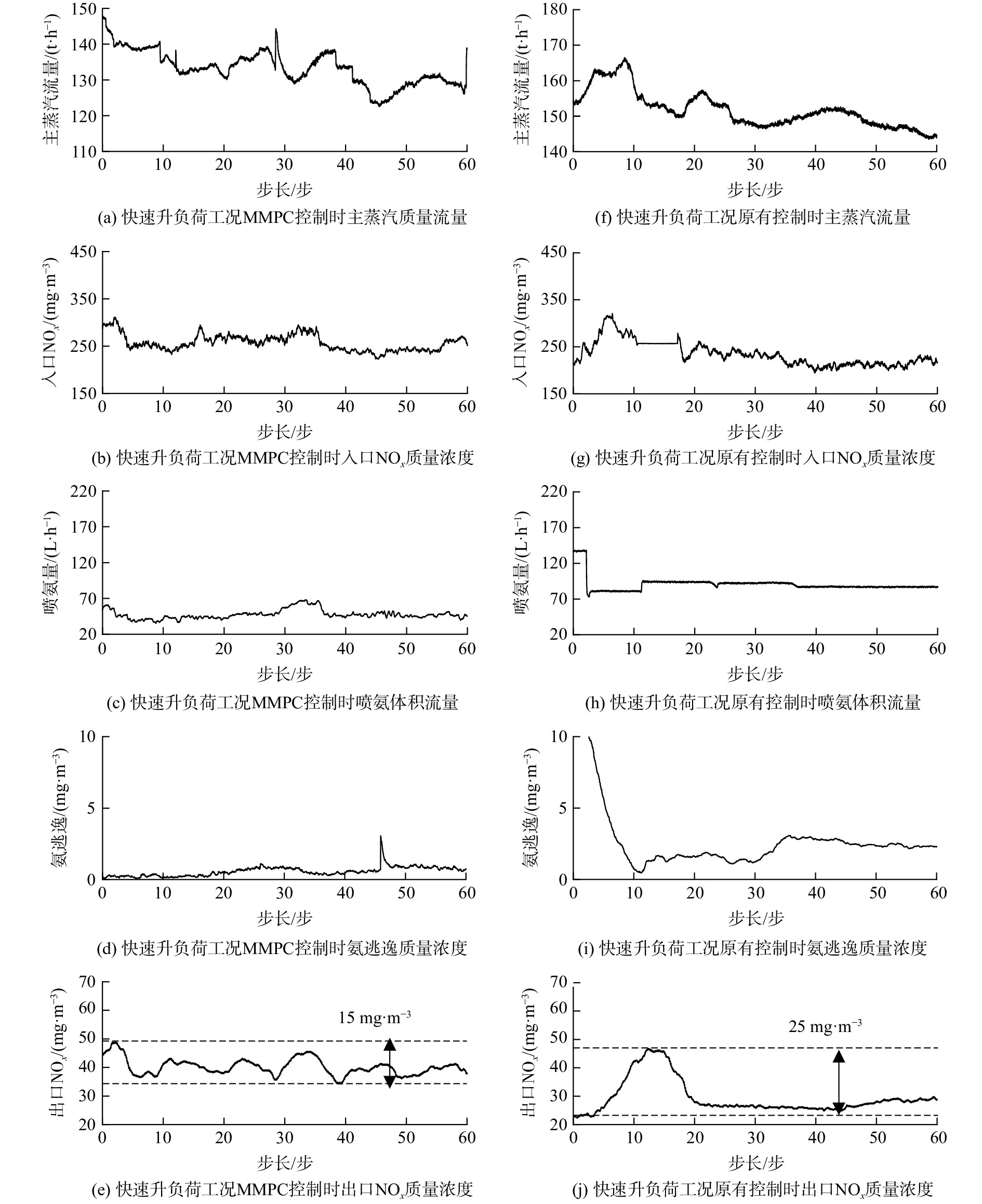 图 14 现场快速降负荷工况下控制效果对比Figure 14. Comparison of control effects under the condition of rapid load decrease on scene注:虚线表示现场实验过程中出口NOx质量浓度波动的上下限范围,波动范围越小证明控制品质越好。图中横坐标每步的采样周期为1 min。
图 14 现场快速降负荷工况下控制效果对比Figure 14. Comparison of control effects under the condition of rapid load decrease on scene注:虚线表示现场实验过程中出口NOx质量浓度波动的上下限范围,波动范围越小证明控制品质越好。图中横坐标每步的采样周期为1 min。为验证控制模型在全局工况下的鲁棒性,对高、中、低负荷工况下的控制效果进行对比(表4)。统计现场实验数据和历史数据在相应负荷段的1 h内,出口NOx质量浓度及氨逃逸的最大值、最小值和标准差统计量,用以表征控制效果好坏。在出口NOx质量浓度控制方面,在同样设定值35 mg·m−3的情况下,入口修正-MMPC控制在各工况段始终控制出口浓度低于40 mg·m−3,实现了较好地卡边控制。而原有控制波动较大,甚至有超标的风险。在氨逃逸控制方面,入口修正-MMPC控制氨逃逸最大值也小于原有控制水平,标准差上更是有巨大差距。这也说明入口修正-MMPC控制更为平稳,氨逃逸值波动较小,使脱硝系统的平稳性和经济性均有明显改善。
表 4 不同负荷段工况下控制效果对比Table 4. Comparison of control effects under different load segments锅炉蒸发量 控制策略 出口NOx质量浓度/(mg·m−3) 氨逃逸的质量浓度/(mg·m−3) 最大值 最小值 标准差 最大值 最小值 标准差 120 t·h−1 入口修正-MMPC 39.9 32.1 1.7 1.08 0.73 0.06 120 t·h−1 原有控制 48.8 30.6 4.8 2.16 0.87 0.24 150 t·h−1 入口修正-MMPC 38.0 29.5 2.2 0.95 0.59 0.07 150 t·h−1 原有控制 54.9 21.0 8.7 15.38 0.77 5.10 200 t·h−1 入口修正-MMPC 39.8 24.4 3.4 4.69 0.18 0.65 200 t·h−1 原有控制 47.2 22.1 7.3 5.94 0.40 1.48 注:最大值代表在相应控制策略下出现的波动最大值,最小值代表在相应控制策略下出现的波动最小值。 | Show TableDownLoad:
CSV
综上所述,入口修正-MMPC策略在升降负荷工况下响应较快,出口NOx质量浓度控制平稳,氨逃逸较低。由于多模型的应用建立了准确的全局预测模型,在高中低典型工况上预测模型均有较高的准确性、鲁棒性好,因此可满足长期运行要求。相较于原有控制,入口修正-MMPC可有效降低出口NOx质量浓度的波动,减少过量喷氨次数,降低氨逃逸,节约氨水使用量,从而提升脱硝系统运行经济性、安全性。
5. 结论
1)由于不同工况聚类的长短期记忆神经网络模型的准确度要高于常见的回归模型人工神经网络和随机森林回归,故在脱硝入口NOx质量浓度修正方面,可证明长短期记忆神经网络在处理时间序列数据上的优势。模型在测试集上的均方根误差为3.53 mg·m−3,相关性系数为89%。
2)在喷氨量控制方面,采用多模型预测控制策略,可克服脱硝系统非线性特性强的问题,增强控制系统在不同工况下的鲁棒性。采用入口浓度修正的多模型预测控制策略,可使控制系统在入口NOx质量浓度发生突变时,喷氨量提前动作响应,相比没有入口修正的多模型预测控制策略,出口NOx质量浓度控制更平稳。
3)现场应用表明,脱硝系统采用入口浓度修正的多模型预测控制策略后,在变工况和高、中、低多负荷区间条件下,出口NOx质量浓度波动明显降低。这表明多模型预测控制策略下系统的运行优于原有控制策略,该策略亦可提高脱硝系统的经济性。
-
图 3 入口NOx测量CEMS滞后时间分析
Figure 3. CEMS lag time analysis for inlet NOx mass concentration
图 4 基于核密度分析的给煤量典型运行工况
Figure 4. Analysis of typical operation conditions of coal feed based on kernel density estimation
图 5 基于入口NOx质量浓度修正的多模型预测控制策略示意图
Figure 5. Schematic diagram of multi-model predictive control strategy based on modification of inlet NO x massconcentration
图 6 各典型工况段上模型辨识效果
Figure 6. Model identification effects on typical operation conditions
图 7 基于Simulink软件的脱硝系统仿真框图
Figure 7. Diagram of denitration system based on Simulink software
图 8 不同控制策略喷氨量控制效果仿真对比
Figure 8. Simulation comparion of ammonia injection control effect with different control strategies
图 10 出口NOx质量浓度40 mg·m-3目标值时控制效果对比
Figure 10. Control quality comparison on 40 mg·m-3 target of outlet NOx concentration
图 13 现场快速升负荷工况下控制效果对比
Figure 13. Comparison of control effects under the condition of rapid load increase on scene
图 14 现场快速降负荷工况下控制效果对比
Figure 14. Comparison of control effects under the condition of rapid load decrease on scene
表 1 入口NOx质量浓度测量修正模型输入特征
Table 1. Parameters of NOx mass concentration
参数名称 单位 测点个数 磨煤机瞬时给煤量 t·h−1 4 一次风体积流量 m3·h−1 2 二次风体积流量 m3·h−1 2 沸下温度 ℃ 4 炉膛出口烟气温度 ℃ 2 喷氨量体积流量 L·h−1 1 脱硝入口NOx质量浓度 mg·m−3 1 烟气含氧量 % 1 催化剂入口烟气温度 ℃ 2 脱硝出口NOx质量浓度 mg·m−3 1 脱硝出口氨逃逸质量浓度 mg·m−3 1
下载: 导出CSV
表 2 不同模型在测试集上预测效果对比
Table 2. Comparison of prediction effects of different models on test datasets
模型名称 RMSE/(mg·m−3) R2/% LSTM 3.53 89 ANN 17.11 40 RFR 17.06 40
下载: 导出CSV
表 3 各典型工况段模型参数IPSO算法辨识结果
Table 3. Identification results by IPSO algorithm for model parameters under typical operation conditionsons
给煤量/(t·h−1) 辨识参数 喷氨量模型参数 烟气流量模型参数 入口NOx模型参数 给煤量模型参数 均方误差/(mg m−3) 11.8 kp -3.66e-01 4.04e-05 1.48e-01 5.17e-01 2.28 Tp 2.99e+00 3.97e+00 2.68e+00 2.23e+00 Td 2.02e+00 2.00e+00 3.09e+00 1.00e+00 17.7 kp -2.40e-01 6.66e-05 1.21e-01 5.22e-01 1.89 Tp 1.33e+00 3.13e+00 3.67e+00 2.33e+00 Td 1.91e+00 4.10e+00 3.43e+00 1.13e+00 25.3 kp -2.13e-01 3.96e-04 1.24e-01 9.04e-01 2.08 Tp 1.33e+00 4.79e-01 3.72e+00 2.73e+00 Td 2.02e+00 4.10e+00 3.10e+00 1.00e+00
下载: 导出CSV
表 4 不同负荷段工况下控制效果对比
Table 4. Comparison of control effects under different load segments
锅炉蒸发量 控制策略 出口NOx质量浓度/(mg·m−3) 氨逃逸的质量浓度/(mg·m−3) 最大值 最小值 标准差 最大值 最小值 标准差 120 t·h−1 入口修正-MMPC 39.9 32.1 1.7 1.08 0.73 0.06 120 t·h−1 原有控制 48.8 30.6 4.8 2.16 0.87 0.24 150 t·h−1 入口修正-MMPC 38.0 29.5 2.2 0.95 0.59 0.07 150 t·h−1 原有控制 54.9 21.0 8.7 15.38 0.77 5.10 200 t·h−1 入口修正-MMPC 39.8 24.4 3.4 4.69 0.18 0.65 200 t·h−1 原有控制 47.2 22.1 7.3 5.94 0.40 1.48 注:最大值代表在相应控制策略下出现的波动最大值,最小值代表在相应控制策略下出现的波动最小值。
下载: 导出CSV
-
[1] MOLINA A, EDDINGS E G, PERSHING D W, et al. Char nitrogen conversion: implications to emissions from coal-fired utility boilers[J]. Progress in Energy and Combustion Science, 2000, 26(4): 507-531. [2] 郦建国,朱法华,孙雪丽. 中国火电大气污染防治现状及挑战[C]//.第十八届中国电除尘学术会议论文集.[出版者不详],2019:43-52. [3] CHENG L M, JI J Q, WEI Y J, et al. A note on large-size supercritical CFB technology development[J]. Powder Technology, 2020, 363: 398-407. doi: 10.1016/j.powtec.2019.12.04 [4] 茹宇, 袁野, 朱海, 等. 大容量循环流化床锅炉SCR与SNCR脱硝耦合性能研究[J]. 锅炉技术, 2021, 52(1): 37-42. doi: 10.3969/j.issn.1672-4763.2021.01.007 [5] 邓志鹏, 樊响, 王青. SNCR/SCR混合技术在220t/h循环流化床锅炉上的应用[J]. 山西冶金, 2016, 39(3): 64-65. [6] 周国民, 赵海军, 龚家猷, 等. SNCR/SCR联合脱硝技术在410t/h锅炉上的应用[J]. 热力发电, 2011, 40(3): 58-61. doi: 10.3969/j.issn.1002-3364.2011.03.058 [7] 蔡小峰, 李晓芸. SNCR-SCR烟气脱硝技术及其应用 [J]. 电力环境保护, 2008 (3): 26-29. https://kns.cnki.net/kcms/detail/detail.aspx?FileName=DLHB200803008&DbName=CJFQ2008 [8] 孙哲, 刘振波. 基于智慧模型的脱硝控制系统优化[J]. 华电技术, 2020, 42(9): 37-44. doi: 10.3969/j.issn.1674-1951.2020.09.006 [9] 孙璐培. 125 MW循环流化床锅炉NOx排放软测量方法研究 [D]. 保定: 华北电力大学, 2019. [10] ZHAI Y J, DING X D, JIN X Z, et al. Adaptive LSSVM based iterative prediction method for NOx concentration prediction in coal-fired power plant considering system delay[J]. Applied Soft Computing, 2020, 89: 106070. doi: 10.1016/j.asoc.2020.106070 [11] TAN P, HE B, ZHANG C, et al. Dynamic modeling of NOx emission in a 660 MW coal-fired boiler with long short-term memory[J]. Energy, 2019, 176: 429-436. doi: 10.1016/j.energy.2019.04.020 [12] 石铙桥. 基于历史数据的燃煤电厂SCR脱硝系统辨识与控制研究[D]. 南京: 东南大学, 2017. [13] 刘博文. 燃煤电厂脱硝系统入口NOx浓度测量修正及喷氨量优化控制研究 [D]. 杭州: 浙江大学, 2019. [14] 翁卫国, 刘博文, 郭一杉, 等. 基于入口NOx浓度软测量的脱硝系统先进控制研究 [J]. 锅炉制造, 2019 (5): 17-22. https://kns.cnki.net/kcms/detail/detail.aspx?FileName=GLZZ201905007&DbName=CJFQ2019. [15] 高明明, 于浩洋, 吕俊复, 等. 循环流化床氮氧化物排放预测模型及优化控制研究[J]. 洁净煤技术, 2020, 26(3): 46-51. [16] 斛亚旭. 基于子空间辨识的SNCR脱硝系统的多模型预测控制 [D]. 太原: 山西大学, 2019. [17] 钟祎勍, 孙阳阳, 李杨, 等. 燃煤机组SNCR脱硝系统非线性模型研究[J]. 工业控制计算机, 2017, 30(6): 10-14. doi: 10.3969/j.issn.1001-182X.2017.06.004 [18] GUNGOR A. Simulation of NOx emission in circulating fluidized beds burning low-grade fuels[J]. Energ Fuel, 2009, 23(5): 2475-2481. doi: 10.1021/ef8010838 [19] JI J, CHENG L, WEI Y, et al. Predictions of NOx/N2O emissions from an ultra-supercritical CFB boiler using a 2-D comprehensive CFD combustion model[J]. Particuology, 2020, 49: 77-87. doi: 10.1016/j.partic.2019.04.003 [20] SUN W, ZHONG W, YU A, et al. Numerical investigation on the flow, combustion, and NOx emission characteristics in a 660 MWe tangential firing ultra-supercritical boiler[J]. Advances in Mechanical Engineering, 2016, 8(2): 1-13. [21] TAN P, XIA J, ZHANG C, et al. Modeling and reduction of NOx emissions for a 700 MW coal-fired boiler with the advanced machine learning method[J]. Energy, 2016, 94: 672-679. doi: 10.1016/j.energy.2015.11.020 [22] SMREKAR J, POTOČNIK P, SENEGAČNIK A. Multi-step-ahead prediction of NOx emissions for a coal-based boiler[J]. Applied Energy, 2013, 106: 89-99. doi: 10.1016/j.apenergy.2012.10.056 [23] 张晶. 动态矩阵控制算法研究及其应用 [D]. 青岛: 青岛科技大学, 2009. [24] 张选平, 杜玉平, 秦国强, 等. 一种动态改变惯性权的自适应粒子群算法[J]. 西安交通大学学报, 2005, 39(10): 1039-1042. doi: 10.3321/j.issn:0253-987X.2005.10.001 -

 点击查看大图
点击查看大图
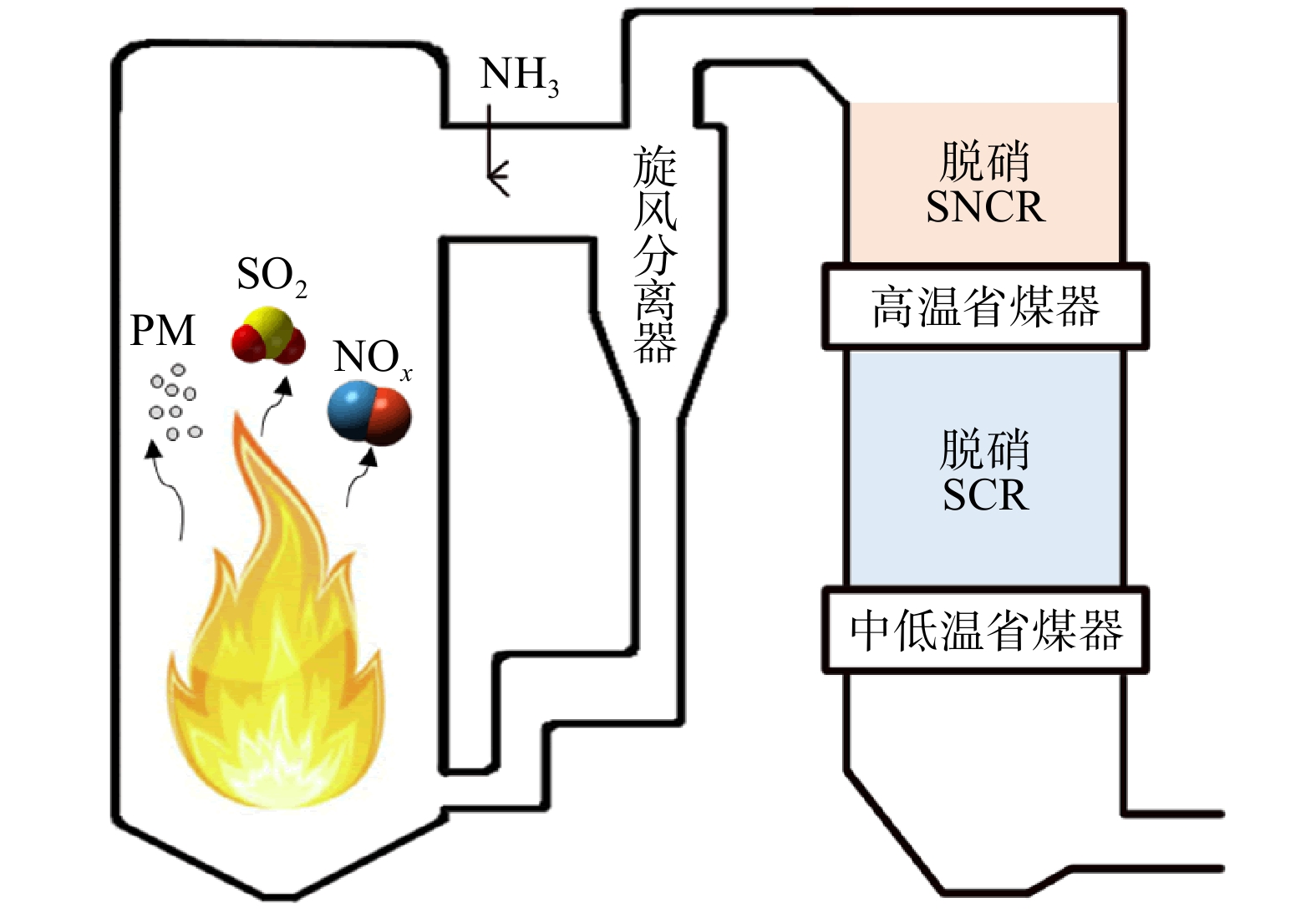
计量
- 文章访问数: 4426
- HTML全文浏览数: 4426
- PDF下载数: 112
- 施引文献: 0
