


 下载:
下载:









-
臭氧消毒技术具有氧化性强、杀菌效率高、安全无卤代副产物的优势,可克服氯系消毒剂易产生余氯气味及三卤甲烷、卤乙酸等致癌副产物的缺点[1-2]。在管道分质供水系统、游泳池分流量臭氧消毒系统中,射流器或气液混合泵将臭氧溶解于旁路管道水中(循环水量的15%~25%),臭氧水进入主管道经静态混合器与未经臭氧处理的水混合,臭氧与水充分接触发挥消毒作用[3]。因此,流体混合的均匀程度对消毒效率提升起着重要作用。静态混合器与其他设备相比,具有流程简单、体积小、投资少、操作方便等优点[4-5],被广泛应用于石油、化工、环保过程不同流体的连续分散混合[6-8]。
国内外学者通过数值模拟方法对静态混合器的结构设计及流动特性进行了大量研究。刘佳薇[9]采用数值模拟优化设计光生物反应器中静态混合器的叶片结构,在不大幅提升系统功耗的前提下,改善了藻液混合效果。陶雪峰[10]研究了絮凝系统中SK型静态混合器的混合过程,对内部流场进行数值模拟,并与实验结果进行了对比分析。HIRSCHBERG等[11]研究发现在SMX元件之间增加适当间隙,可明显降低混合压降。HOSSEINI等[12]设计了低压降静态混合器,其摩擦系数小于现有SMV、KMX和挡板式静态混合器。然而,现有静态混合器仍存在以下缺点:混合单元结构复杂,流体通过时受到的剪切机械力大、能耗大[13];标准化的静态混合器内部元件规格确定,不易根据实际工况调整组合,混合均匀度有限。因此,新型静态混合器具有良好的设计开发及应用价值。
针对现有静态混合器结构上的缺陷,本课题组设计了一种旋流扩散静态混合器。为优化其结构布局,运用3因素3水平正交实验,考察相邻蘑菇头间距、相邻蘑菇头交错角、交叉板夹角对不同液体混合效果及压力损失的综合影响。采用三维数值仿真研究混合元件前后的流场特性,优化结构参数,得到最优布局,并将其与传统SK型混合器作对比,以期为旋流扩散静态混合器设计提供参考。
全文HTML
-
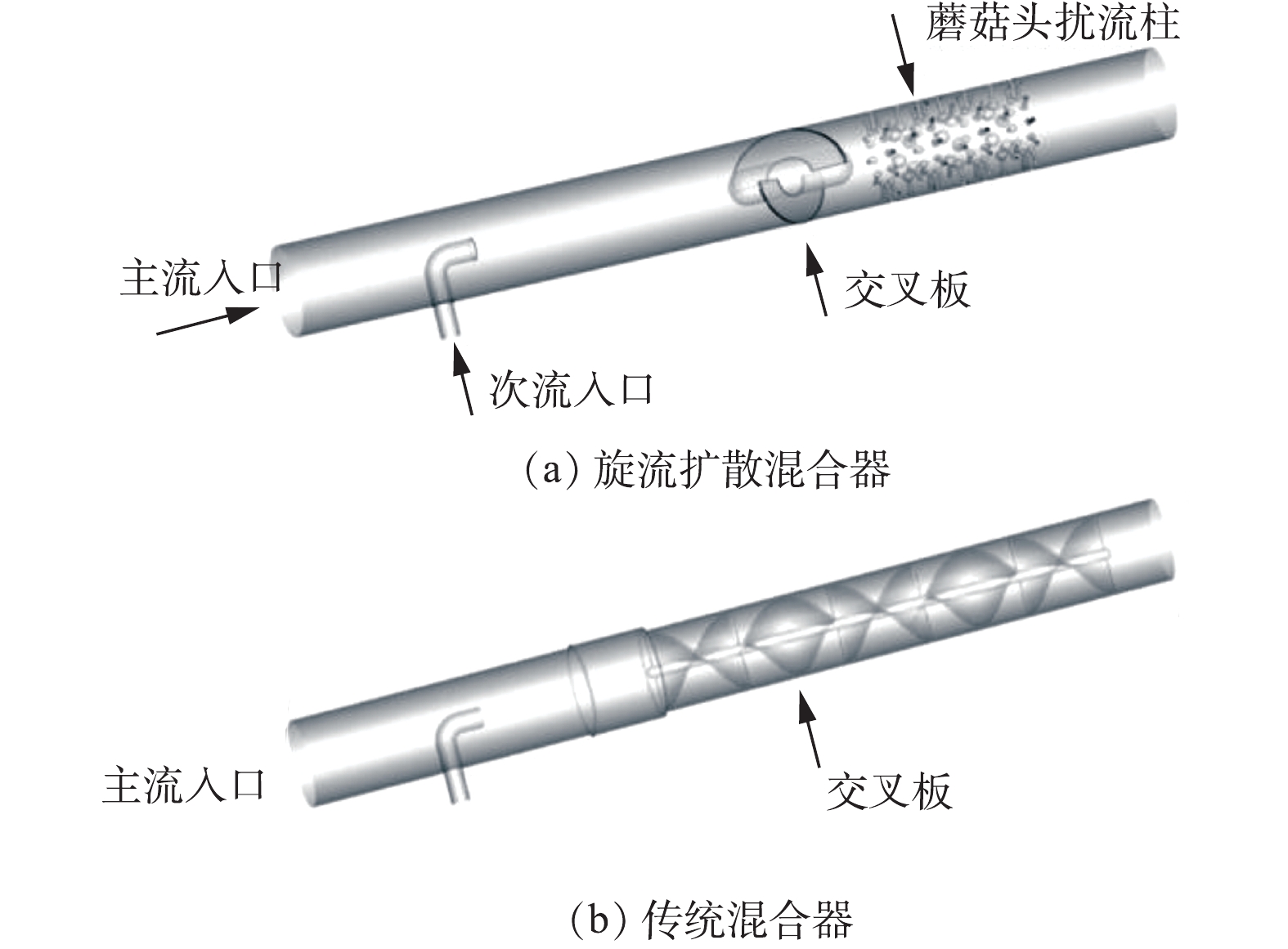
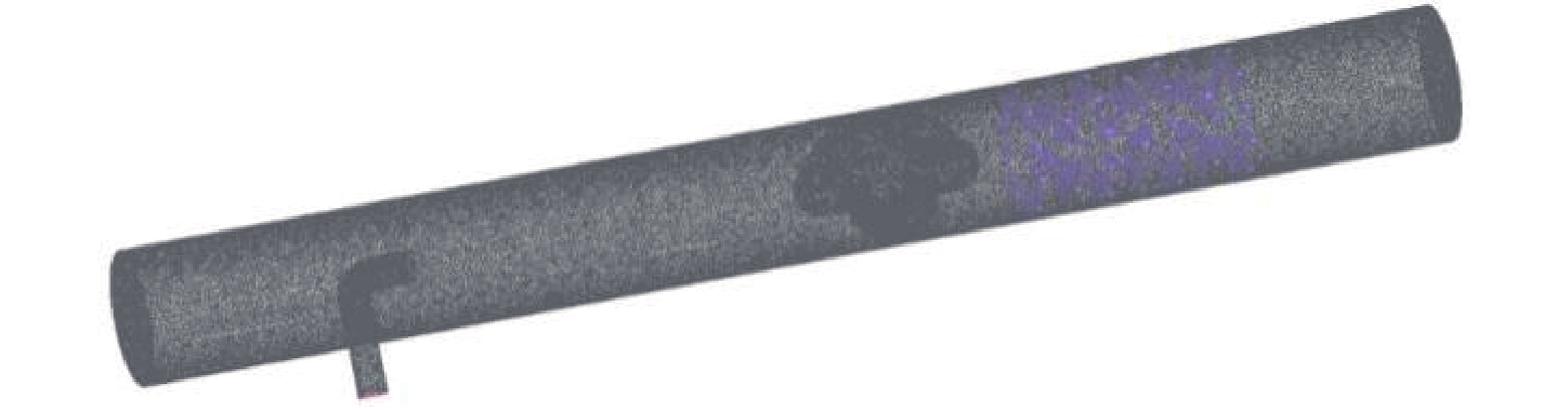
旋流扩散静态混合器的工作原理与传统混合器类似。不同的是,静态混合器只保留了交叉板与中心导流柱,板后区域通过增设蘑菇头状扰流柱对流动进行干扰,以提高液液混合效果。如图1所示,混合器前段的交叉板将流体分割,从两侧流入,达到分流目的。次流液体沿中心轴线进入流域,在导流柱前缘处被分散经过交叉板,加强与主流的混合作用。相比于传统混合器,旋流扩散静态混合器具有结构紧凑、混合效率高等优点。
-
静态混合器内部多采用交叉板或扭曲叶片的形式。流体沿着扭曲叶片绕管中心轴线旋转前进,存在中心与周边流体掺混均匀度不高的情况,且流体易在壁面处形成附面层。
旋流扩散静态混合器后段为数个蘑菇头元件均匀交错排列在管道内壁上。图2为一组混合元件,随着流速增大,混合器内部会产生激烈的湍流和剪切力,蘑菇头扰流柱打破了流体在壁面处形成的附面层。这种结构设计促进了流体被分散切割、反向旋转、径向混合的效果。
1.1. 静态混合器模型
1.2. 扰流柱设计
-
本研究的重点为混合器内部流体掺混的稳态流动,故控制方程中不考虑非稳态项。数值计算中使用的控制方程是湍流状态下时均形式的Navier-Stokes方程,主要包括连续方程(式(1))、动量方程(式(2)),及Reynolds应力与湍流黏度
μt 和平均速度梯度关联的Boussinesq表达式(式(3))。式中:
−ρ¯u′iu′j 为Reynolds应力或湍流应力。k-ε模型作为经典湍流模型之一,可提高计算速度及求解稳定性[14]。王泽斌等[15]在对SV型静态混合器进行模拟时,就湍流模型的选取指出,k-ε模型计算结果与实验吻合较好,是适合混合器流场仿真的湍流模型之一。因此,本研究选用标准k-ε模型进行数值模拟。该模型下湍动能及湍流耗散率的输运方程分别为式(4)和式(5)。
式中:
μt=ρCμk2ε ;C1ε=1.44 ;C2ε=1.92 ;Cμ=0.09 ;σk=1.0 ;σε=1.3 。 -
由于固壁及流固之间的换热对流动几乎没有影响,故计算只涉及流动区域。计算域及网格划分如图3所示。采用非结构网格进行划分,且对近壁面处网格进行局部加密,以保证壁面处y+在30~300范围内,以满足壁面函数处理的要求。交叉板及蘑菇头扰流柱区域为流动主要研究区域,因此,在网格划分过程中对该部分进行加密,以保证相对准确的流动计算。各模型平均网格量为2.87×106个,全局壁面网格符合y+在30~300范围内。
-
数值计算在ANSYS Fluent上进行,选用稳态计算方式,求解器的相关设置分4个部分。
1)边界条件设定。主流和次流入口均采用速度入口边界条件,分别设置为1和 3.5 m·s−1;主流进口为液态水,次流进口为臭氧水;臭氧在水中溶解度低[16],对液态水物性影响小,故臭氧水采用与液态水相同的物性参数,即密度998.2 kg·m−3、黏度0.001 Pa·s;出口采用自由出流边界(outflow),其余壁面均设为无滑移壁面。
2)计算模型选择。湍流模型选择Standard 模型,壁面处采用壁面函数处理方式;开启组分运输模型表征2种液体的混合,组分数为2,混合物密度计算方式为体积加权混合。
3)收敛判断准则。迭代过程中,监视模型中截面处的面积加权平均速度和平均质量分数,当其值保持不变且连续性残差、动量残差等各残差均小于10−3 时即认为收敛。
4)数值计算方法。选择Fluent 中的压力求解器对数值模拟中涉及的各个方程进行离散,并对代数方程进行求解,以获得数值解;计算过程中的流体压力与流体速度耦合方法选择SIMPLE 算法进行计算,动量方程求解采用二阶迎风格式以保证精度。
液液分布混合程度采用不均匀系数
ψ 定量计算,其定义[17-18]如式(6)~式(8)所示。式中:
σ 为截面质量分数分布方差;¯ϕ 为截面质量分数算术平方根;N 为截面上的节点数;ϕi 为每个节点上臭氧水相的质量分数。混合段的压损用压力损失系数
δ 表示,其定义如式(9)所示。式中:P0为混合段进口静压,Pa;P1为混合段出口静压,Pa。
在仿真后处理中,分别截取混合段前后2处横截面,并计算得到截面上的不均匀系数和平均压力,进而分析混合器的混合效果及压损。
2.1. 控制方程与湍流模型
2.2. 计算域及网格划分
2.3. 模型求解
-
将相邻蘑菇头间距(A)、相邻蘑菇头交错角(B)、交叉板夹角(C)作为可变参数,采用相同的边界条件对正交实验表中9组模型开展数值模拟计算。正交实验结果如表1所示,极差分析如表2所示。
用直观分析法对表1设计的9组正交实验结果进行分析。不均匀系数反映了混合器出口处不同因素及水平组合对水和臭氧水的混匀效果;压力损失系数反映了臭氧水经过十字交叉板、蘑菇头混合元件至混合器出口这一段的压力降低百分比。表2均值3行中k1、k2、k3的数据分别代表某一影响因素在某一水平下的系数均值。极差R越大说明该因素对该系数的影响越大。从表2极差结果可知,影响不均匀系数大小的各因素重要性顺序为十字交叉板夹角>相邻蘑菇头间距>相邻蘑菇头交错角;影响压力损失系数大小的各因素重要性顺序为十字交叉板夹角>相邻蘑菇头交错角>相邻蘑菇头间距。因此,交叉板的夹角对流动有较大影响。
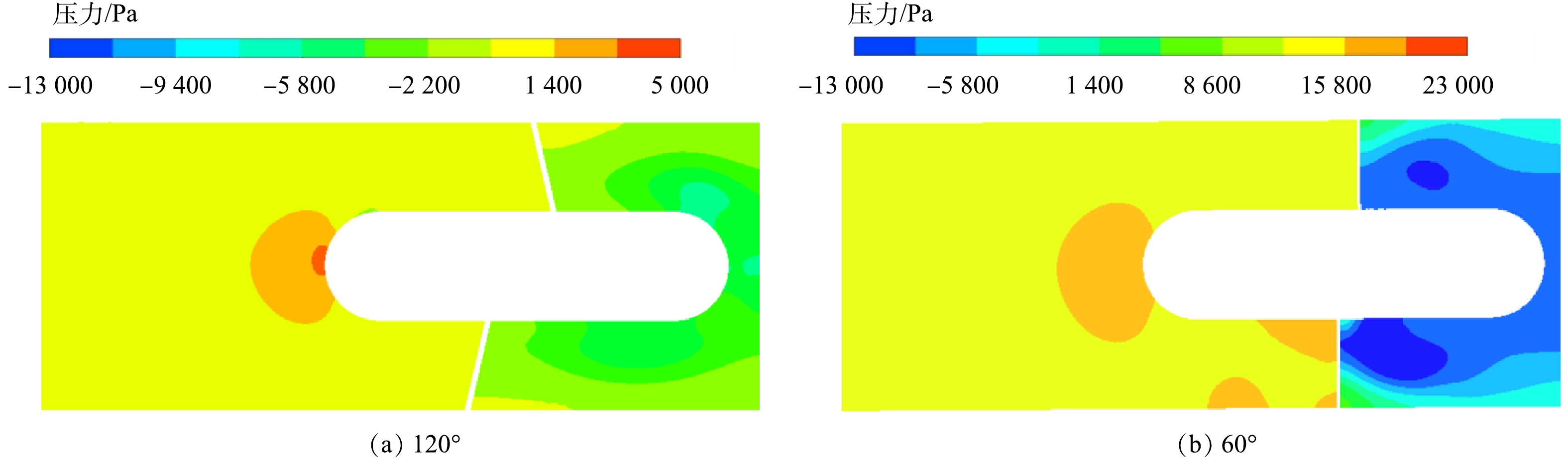
由表1中压损系数可知,第1、6、8组压损较大,对应十字交叉板夹角均为60°;而3、5、7组压损较小,对应十字交叉板夹角均为120°。如图4所示,流体通过交叉板后流速增大,压力降低。流体在通过60°交叉板时,由于板夹角较小,板面的倾斜程度较120°低,对流动产生较大阻碍,部分流体在交叉板表面滞止,造成较大压损,且根据伯努利方程(式(10))得出,流速降低会引起静压的升高,故图4(b)整体静压高于图4(a)。
式中:Pstatic为流体静压;ρ为密度;v为流速;PTotal为流体总压;C为恒定常数。
选用准确、客观的评价方法能为新型混合器的结构设计提供重要依据。本研究使用基于熵权的Topsis模型评价方法[19-20],即利用熵权法确定不均匀系数及压损系数2个指标的权重,并应用Topsis模型得到评价指数,对9组正交实验结果进行综合评价。
通过Topsis多指标评价模型对各组结果进行分析,结果如表3所示。根据结果,确定第7组为最优组,其混合效果和压损都较为合理,其结构布局参数为相邻蘑菇头间距40 mm,交错角0°,十字交叉板夹角120°。
-
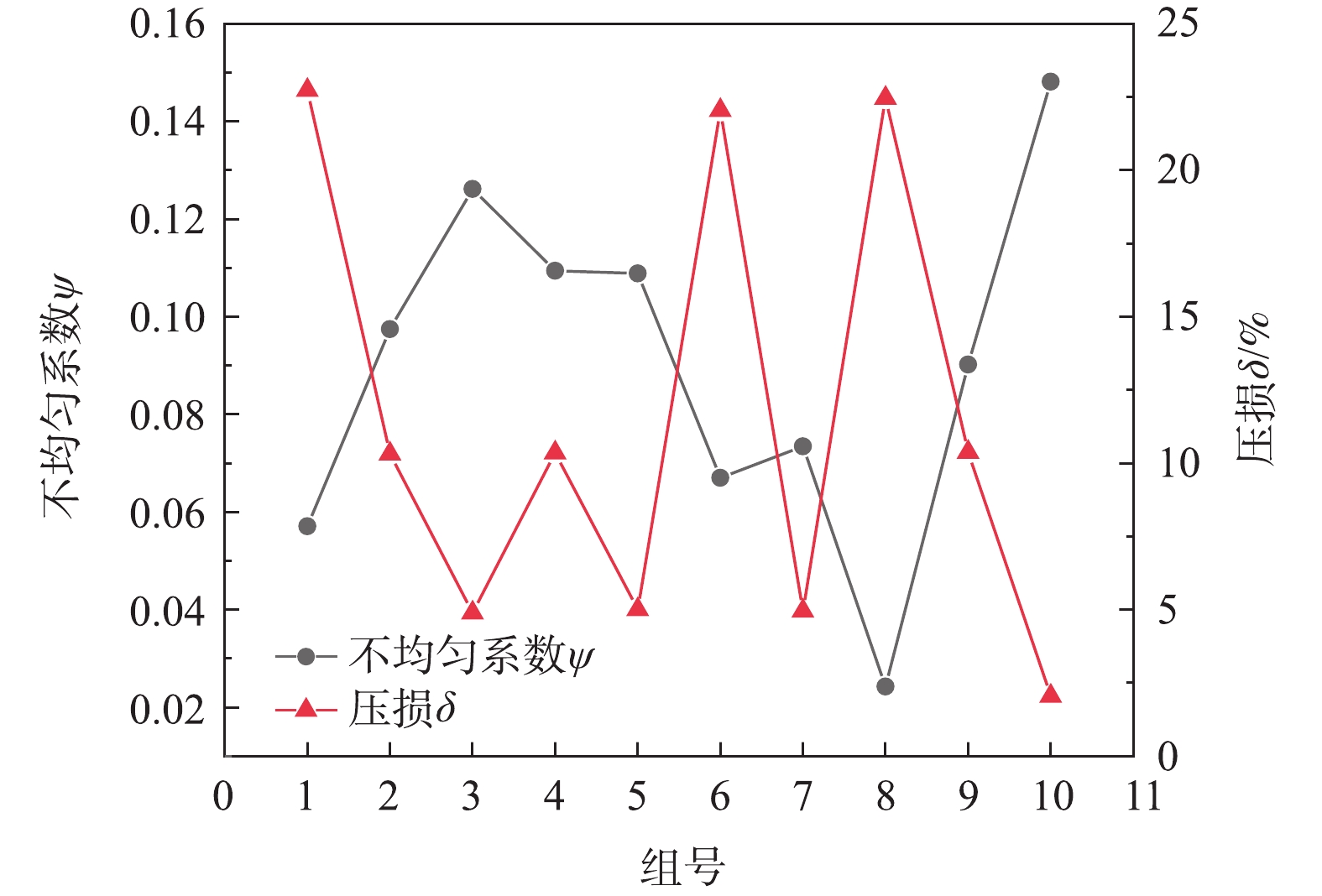
图5表明各组模型计算结果之间的差异,其中第10组为传统SK型静态混合器的模拟结果。由图4可知,改进后的9组混合器,其充分发展后的不均匀系数均低于第10组,表明其自身具有很好的分散混合性能。混匀效果最好的一组相较于传统混合器其均匀程度提高了83.8%。但随着混合效果的提高,沿程压损出现一定程度的上升,增加水泵耗能。
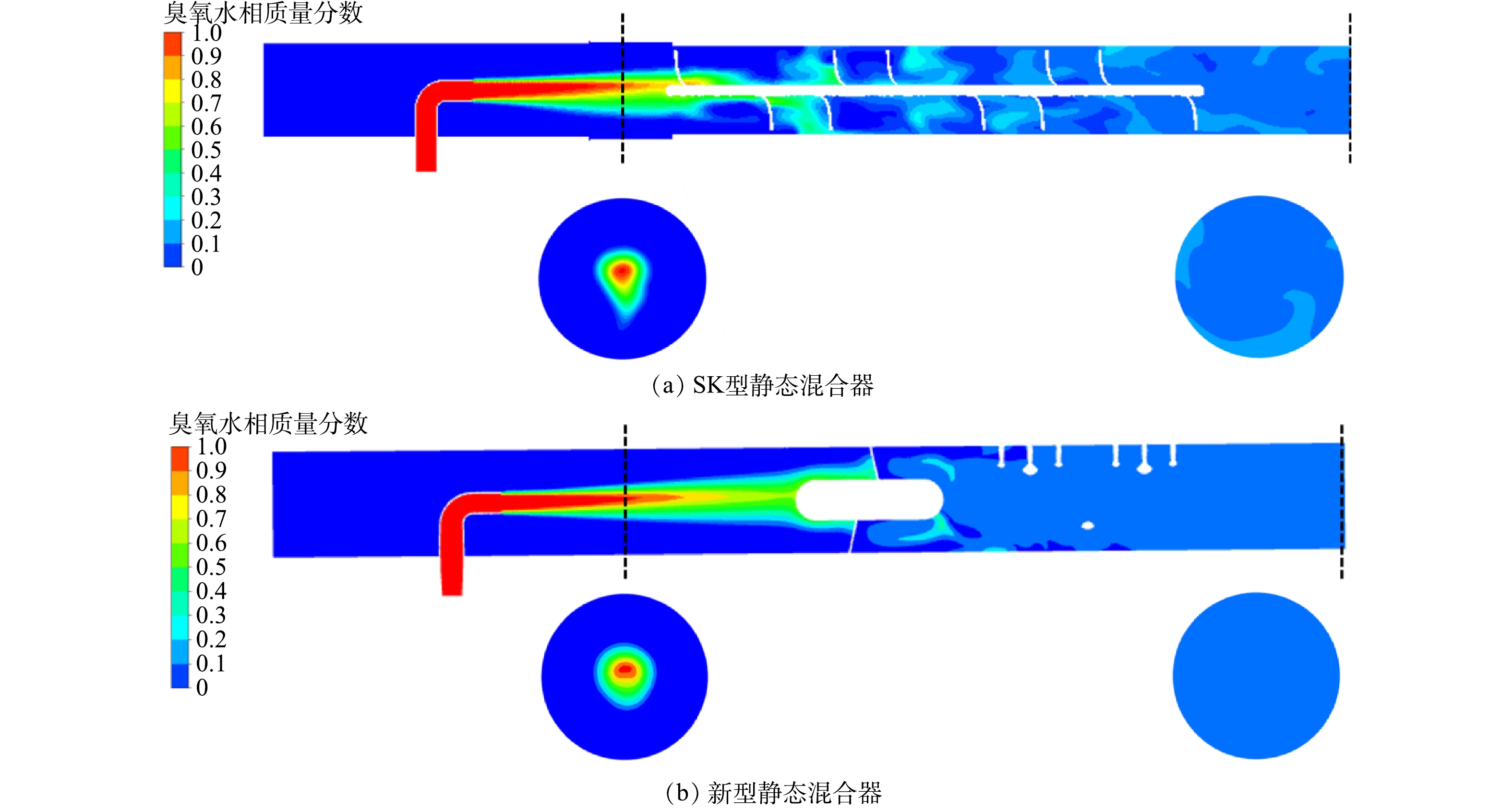
SK型静态混合器是使用较为广泛的一类静态混合器,由一系列相对于轴线扭转180°的螺旋板组成,不容易堵塞。与传统SK型静态混合器相比,旋流扩散静态混合器是在十字交叉切割片后,圆柱体内部一圈设置了类似于蘑菇头形状的混合单元。这种结构使液体在前进的过程中受到蘑菇头状扰流体的阻碍。由于液体流速不高,易在壁面处形成附面层,扰流柱的存在可以打破附面层,完善次流液体与主流液体的混合均匀程度。图6给出了2种混合器截面的臭氧水浓度分布,并截取了混合段前后两处横截面,分别对应图中黑色虚线位置。
混合器(图6(a))出口横截面周边一圈浓度较中心高,是因为次流流体沿螺旋片绕流旋转,在离心力作用下中心与周边液体较难掺混。然而,由图6(b)可知,旋流扩散静态混合器出口截面浓度大小分布稳定且相同,几乎完全混合。由于液体在前进的过程中受到蘑菇头状扰流体的阻碍,水流不断地被分散、打乱、改变流向,从而获得良好的径向混合效果。
3.1. 正交实验结果分析
3.2. 与传统混合器对比分析
-
1)旋流扩散静态混合器中交叉板夹角的角度对不均匀系数及压损的影响最为显著。夹角大,不均匀系数大,压损小;夹角小,不均匀系数小,压损大。通过Topsis建立的多指标评价模型,计算得到第7组参数最优,其结构布局为:相邻蘑菇头间距40 mm,交错角0°,交叉板夹角120°。在此情况下,不均匀系数为0.074,混合均匀程度提高96.15%,压力损失系数为4.96%。
2)在相同且较宽的操作条件下,流体充分发展后的不均匀系数均达0.15以下,新型静态混合器的不均匀系数均低于传统SK型。这表明静态混合器自身具有较好的分布混合性能,且改进后的混合效果更好。
