

-
随着我国“退城进园”和“退二进三”政策的落实,大批污染企业进行了厂区搬迁。这些搬迁场地中遗留的污染物不仅会对周边土壤、水和空气造成污染,引起土壤板结和水体COD、BOD超标,还会散发恶臭,严重影响周边的环境安全和居民的身体健康。2019年1月,国家实施了《土壤污染防治法》,从国家法律层面规范了污染土壤的修复方法[1];同年12月,为贯彻落实《土壤污染防治法》,指导和规范建设用地土壤污染状况调查报告、土壤污染风险评估报告、风险管控效果评估报告及修复效果评估报告的评审工作,生态环境部会同自然资源部研究制定了《建设用地土壤污染状况调查、风险评估、风险管控及修复效果评估报告评审指南》[2]。2020年,中国环保产业协会发布团体标准《污染地块绿色可持续修复通则》,规定了污染地块绿色可持续修复的原则、评价方法、实施内容和技术要求[3]。
热修复技术修复周期短、效率高,因而在有机污染场地土壤修复工程中得到了普遍应用[4-7]。直接热脱附技术是热修复技术的一种,具有修复速度快、修复效率高、修复土壤种类多等优点,已被广泛运用于国内污染场地的修复中[8-9]。直接热脱附装置的加热方式主要有燃煤、燃气和电加热。燃煤加热对环境污染相对最大;电加热污染较低但装置复杂、运行成本高。目前,直接热脱附系统使用最多的是较为清洁的燃气加热单元[10-11]。为高效去除土壤中的污染物,直接热脱附设备往往存在能耗高、二次污染严重的问题。天然气燃烧产生的污染物主要为NOx,将其直接排入大气会对环境造成污染。我国十分重视工业锅炉、窑炉的NOx排放污染问题,但目前缺少针对直接热脱附装置的大气污染物排放标准,导致直接热脱附装置普遍没有采用低氮燃烧技术。
本研究通过热平衡计算得出燃气直接热脱附系统中二燃室燃烧器运行参数,利用数值模拟方法对燃烧器不同结构下的速度场、温度场、NOx浓度场进行对比,得到其最优结构,为相关设备的研发设计提供参考。
-
燃烧过程中生成的NOx主要可分为燃料型、快速型和热力型。燃料型NOx是含氮燃料在燃烧过程中生成N、CN和HCN 等基团,进而被氧化为NOx;快速型NOx是有机物在燃烧过程中生成CH自由基,与空气中的氮气反应生成 HCN和N,再进一步与氧气反应生成NOx;热力型NOx由空气中的氮气直接在高温下被氧化生成[12]。天然气燃烧生成的NOx主要以热力型NOx为主,因此,燃烧温度是影响其NOx排放的最关键因素。目前,低氮燃烧技术主要有分级燃烧(包括空气分级、燃料分级)和部分预混燃烧等。
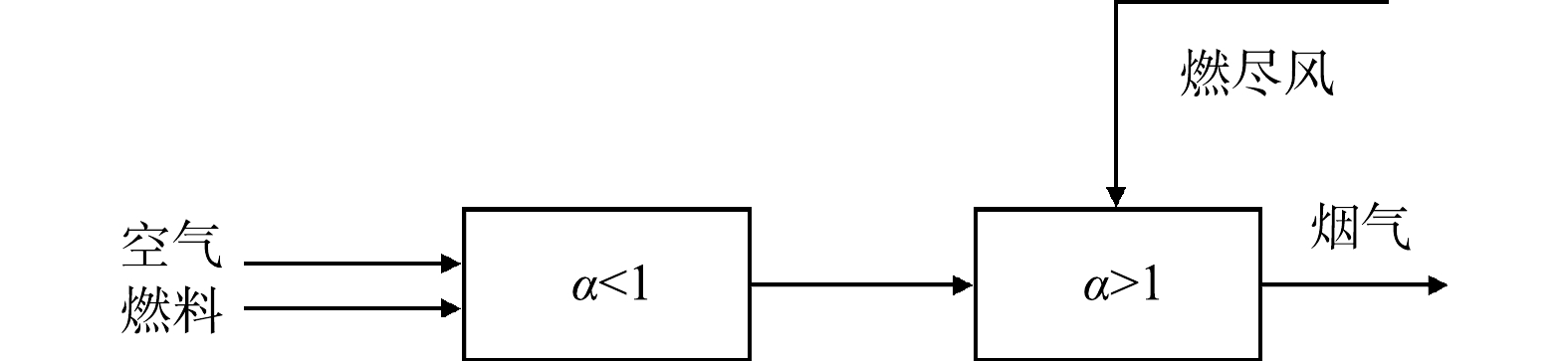
1)空气分级技术。空气分级是将助燃空气分成多股送入,部分空气与燃料在贫氧环境下燃烧,燃烧温度较低,NOx生成量较少,剩余空气作为燃尽风被送入炉膛内燃烧[13-14]。由于降低了主燃区氧量与整体燃烧温度,NOx排放量可有效降低。其原理如图1所示。张向宇等[15]的研究表明,当主燃区过量空气系数为0.9时,NOx排放可降低20%。事实上,一二次风配比、燃尽风量等因素都会影响空气分级燃烧的脱硝效率[16]。
2)燃料分级技术。燃料分级技术是将燃烧域划分成主燃区、再燃区和燃尽区,将80%左右的燃气输送到主燃区,其余燃料输送到再燃区,在还原气氛下生成具有还原性的碳氢基团,与主燃区产生的NOx发生还原反应,未燃尽的燃料进入燃尽区进一步燃烧至燃尽,以实现分级燃烧[17-18]。随着二次燃料的增加,NOx排放量先增加后减少,在二次燃料比例为50%时存在峰值[19]。
3)部分预混技术。部分预混燃烧技术是将部分燃料与空气在燃烧之前预先混合,使燃烧温度分布更加均匀,避免产生局部高温,进而控制NOx生成量[20]。当预混度处于0~30%时,NOx排放量随预混度的增加而上升[21]。
天然气燃烧过程中生成的氮氧化物主要为热力型氮氧化物,因此,天然气低氮燃烧的主要手段是降低燃烧温度并避免局部高温、降低高温区域停留时间以及控制氧量。现有二燃室燃烧器为追求燃烧稳定性,往往设计成单一燃气喷口并且使燃气向前喷射,因而使火焰过于集中,导致氮氧化物大量形成。
-
由于回转窑出口烟气中有机污染物成分复杂,为了使污染物彻底燃尽,二燃室结构较为狭长,以保证烟气停留时间大于2 s;同时,焚烧温度较高,平均温度达1 000 ℃以上。而氮氧化物的排放量与炉膛温度、停留时间呈正相关,这导致二燃室氮氧化物排放量居高不下。常规低氮燃烧器仅适用于炉膛内部存在换热面的情况,而二燃室为绝热炉膛,易形成局部高温,这使得二燃室的低氮燃烧设计较普通锅炉更为复杂。
因此,本研究自主研发适用于直接热脱附二燃室的新型低NOx燃气燃烧器,避免土壤热脱附过程中产生二次污染。具体设计目标为:1)燃烧器的设计需满足直接热脱附二燃室的工作环境,能保证稳定、高效燃烧;2)使燃烧器具有良好的低氮性能,出口氮氧化物质量浓度控制在50 mg·m−3以下。
-
本研究以污染土壤处理量30 t·h−1的直接热脱附设备作为对象,对应二燃室功率为10 MW。
-
1)燃气量计算。根据二燃室功率直接计算燃气量(式(1))。
式中:V天然气为天然气消耗量(标准状况下),m3·h−1;P为二燃室功率,MW;Q天然气为天然气热值,MJ·m−3。
2)空气量计算。设计二燃室温度为1 100 ℃,根据二燃室温度及功率计算空气量,计算方法采用热平衡法(式(2)-式(6))。
式中:h1为烟气中过量空气焓值;h2为烟气中RO2焓值;h3为烟气中氮气焓值;h4为烟气中水蒸气焓值,V天然气为天然气体积;C天然气,p为天然气定压比热容;C冷空气,p为冷空气定压比热容。计算方法如式(7)所示。
式中:T为燃烧温度,℃;Vn为对应项的体积流量,m3·h−1;Cn,p为对应项在温度T时的比热,kJ·(m3·h)−1。
根据以上计算方法可得,维持二燃室燃烧温度1 100 ℃所需空气量为22 066 m3·h−1。
-
采取燃气分级、空气分级和部分预混结合的方式,利用数值模拟方法评估燃烧情况,获得燃烧器最优结构,具体方式为:1)在燃气管上游开小孔,使部分燃气在燃烧前混入助燃空气中,降低燃烧温度并加强火焰稳定性和易点火性;2)通过在燃烧头位置增加缩口结构以提高流速,适当增加火焰长度;3)利用燃料分级燃烧的思路将燃气从多个喷嘴喷出,使燃烧分散,避免局部高温的形成;4)采用空气分级的思路使空气从不同位置送入炉膛,降低燃烧温度。
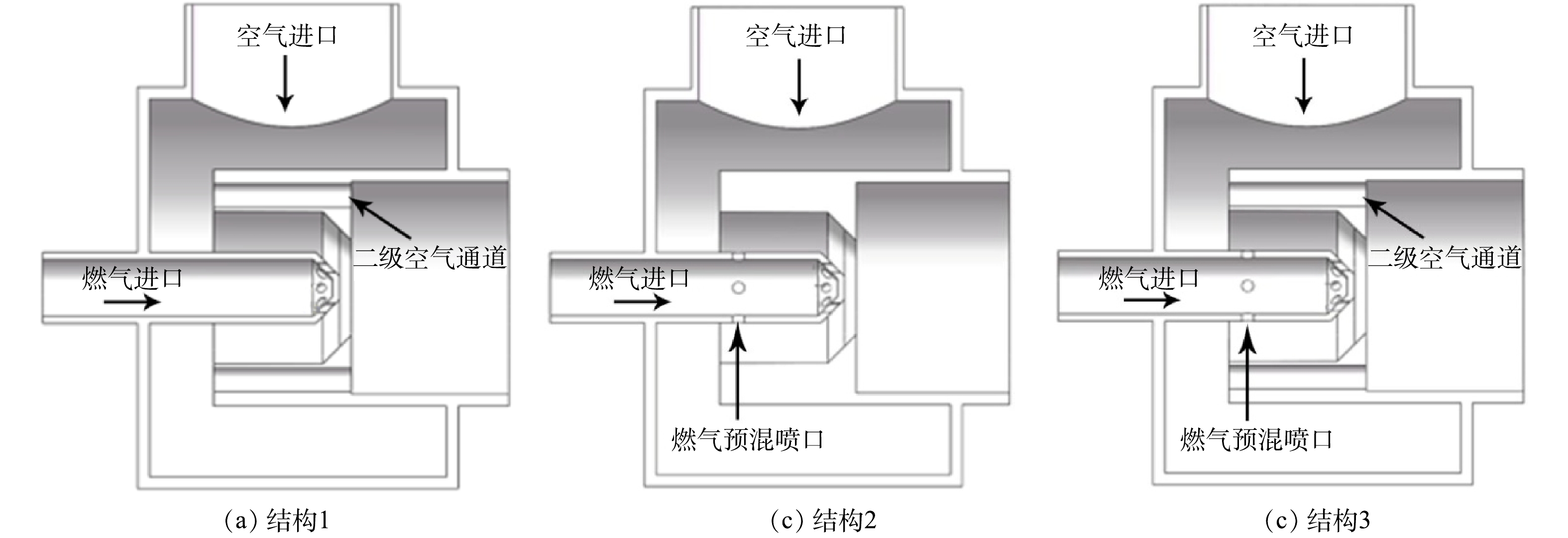
根据上述方式对燃烧器进行初步设计,模型采用SolidWorks建立,具体如图2所示。燃烧器中心位置布置中心燃气管,燃气从中心燃气管道头部均匀布置的环形燃气小孔喷出,在燃烧器狭小的收口部分与高速空气混合,以形成细长火焰,设计小孔流速为100 m·s−1、缩口处空气流速为80 m·s−1,由空气量、燃气量以及设计流速得到燃烧器各部分尺寸。由于二燃室为长20 m的狭长回形结构,需要燃烧器出口流速较大,因此不采用旋流风设计。
为研究空气分级与燃气预混对燃烧效果的影响,在中心燃气管道上轴向开4个燃气预混喷口,使部分燃气从小孔流出,形成燃气/空气部分预混;在一级空气外侧周向布置8个二级空气通道,分级空气由二级空气通道送入,风量占总助燃风量的30%,风速选取为30 m·s−1。
-
利用Fluent软件对3种不同结构的燃烧器进行数值模拟。由于燃烧器模型较为复杂,采用非结构化网格,对燃烧器及其出口部分进行了局部加密,网格数量为200×104,并进行了网格无关性验证。利用组分输运模型模拟燃烧反应,湍流采用realizable k-epsilon模型,辐射采用DO模型,压力速度采用 SIMPLE算法,离散格式为二阶迎风格式。设计燃气进口流速为25 m·s−1、空气进口流速30 m·s−1,将燃气入口和空气入口设置为速度入口,燃烧域出口边界设置为压力出口,压力为−50 Pa,二燃室壁面定义为无滑移、绝热壁面。
-
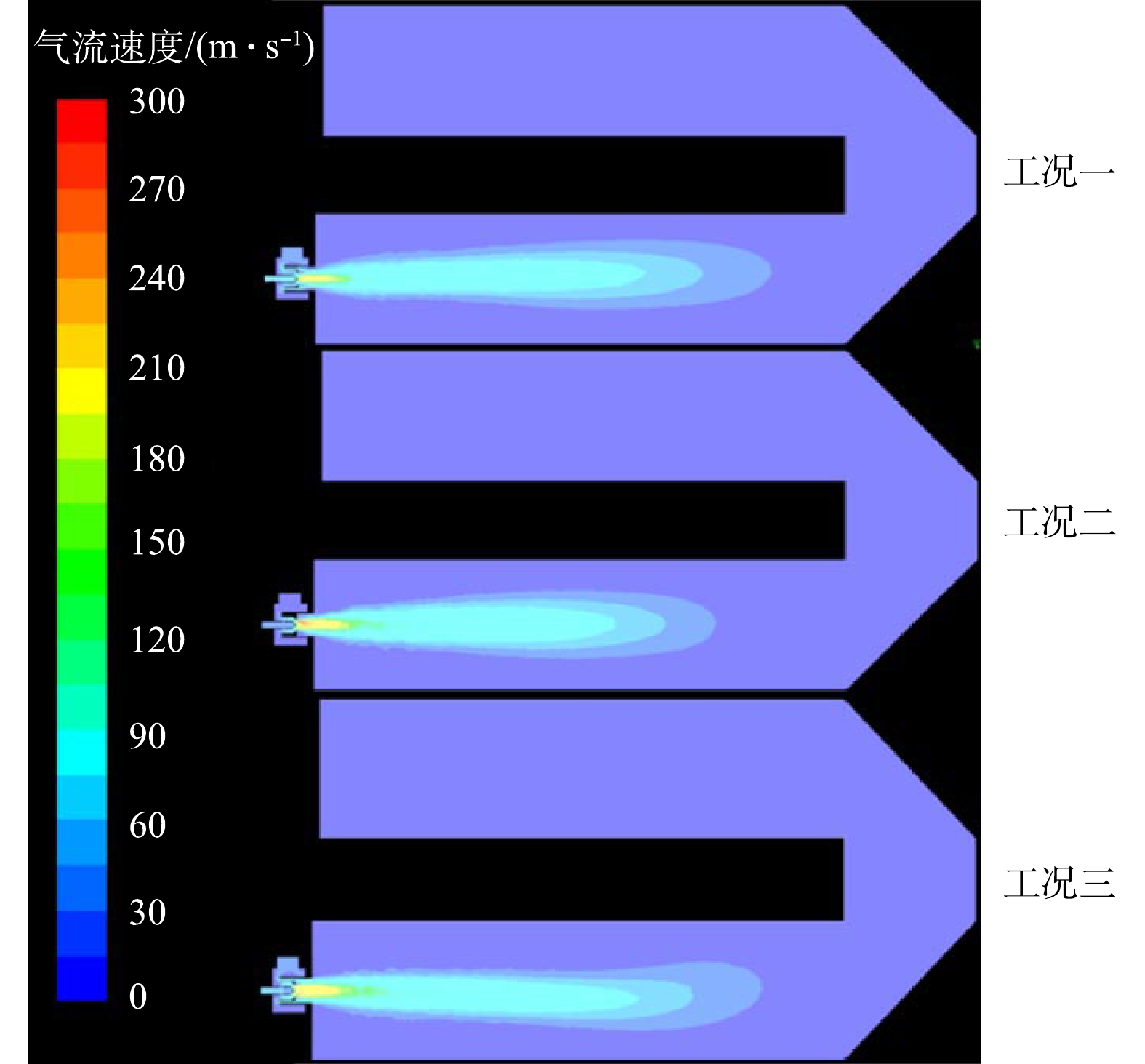
图3为3种工况下截面的速度分布。由图可得,在工况一、工况三中,高速混合气流的长度较工况二更长,这说明增加二级空气通道可有效增强混合气流的刚度,利于提高火焰长度;对比工况一和工况三可发现,预混燃气喷口对于速度场影响较小;由于工况二没有二级空气通道,燃烧头出口速度明显大于另外2种工况,燃烧过程中可能出现脱火现象,不利于燃烧的稳定。
-
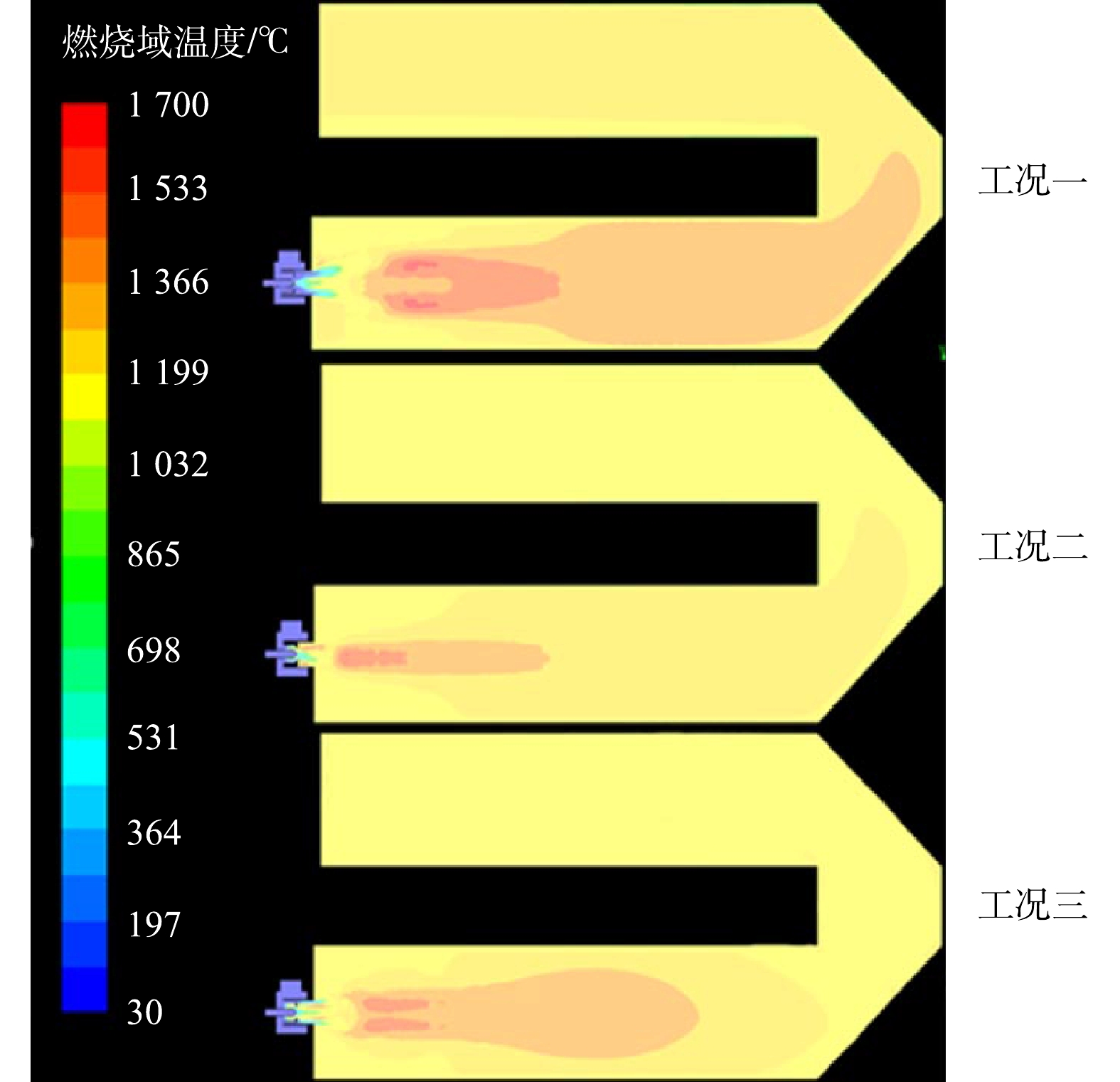
图4为3种工况下的温度分布,将各个工况温度云图转化为相同温度梯度进行直观对比。由图可得,3种工况下最高温度均集中在1 500 ℃左右,而热力型氮氧化物生成的主要温度区间为1 500 ℃以上,这说明3种燃烧器结构均能较好地控制燃烧温度,以避免热力型氮氧化物大量生成。出口温度均在1 100 ℃左右,与热平衡计算结果一致,符合二燃室温度高于1 000 ℃的设计要求。3种工况下的温度分布也存在明显差异,其中,工况一由于无燃气预混喷口,燃烧存在明显滞后,炉膛火焰高温区域远离燃烧头,且火焰范围较大,存在冲刷二燃室壁面的风险。工况二增加了燃气预混喷口,但无二级空气通道,燃烧所需空气全部由一次空气通道供给,过高的气流速度导致火焰集中在燃气喷口中轴线附近,无法向四周扩散,这种较为集中的燃烧方式会导致该区域火焰锋面上氮氧化物大量生成。工况三同时设置了燃气预混喷口与二级空气通道,出口处的火焰较传统燃烧器更为分散,温度分布更为均匀。通过对比可发现,增加燃气预混喷口可显著强化燃气/空气混合,使燃烧更为迅速,防止滞后的火焰冲刷壁面。同时,也能在一定程度上分散火焰,避免局部高温,这与宋爽等[22]的实验结果是一致的;增加二级空气通道可降低空气出口流速,防止出现脱火等现象,且利于燃气径向扩散,避免由于火焰集中而导致的局部高温。
-
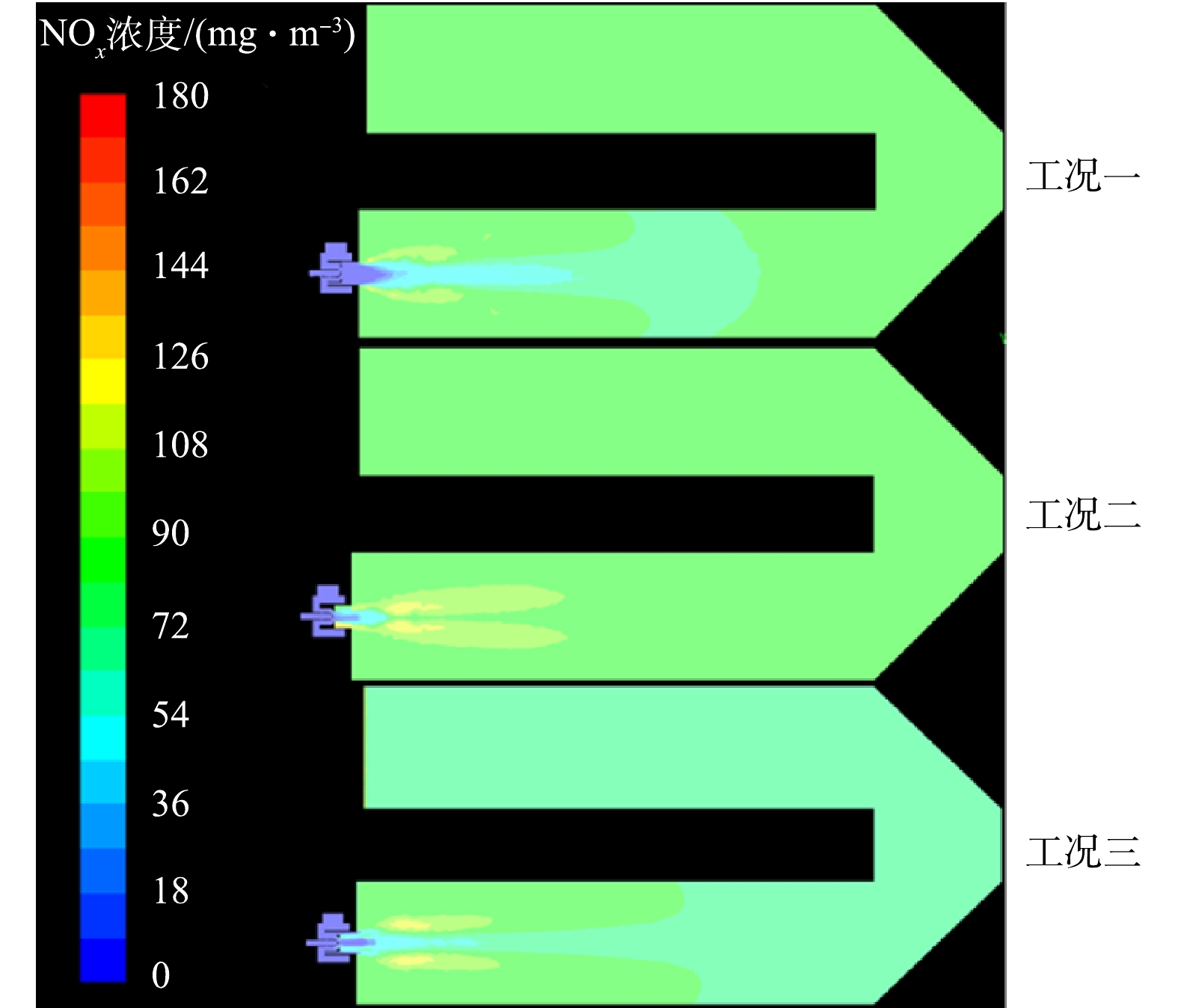
图5为3种工况下NOx浓度云图,NOx生成的主要位置集中在燃烧器出口区域。这与图5燃烧域的温度分布结果一致,即氮氧化物主要生成在高温区,且温度越高,氮氧化物生成量越大。在工况一中,燃烧器出口处生成的NOx在分级燃烧过程中得到部分还原,但由于高温区后移,导致二燃室中段依然处于高温,使得NOx浓度经过短暂降低后重新上升。在工况二中,由于燃烧器结构没有采用空气分级,炉膛内NOx在燃烧器出口附近大量生成,导致出口NOx浓度较高。而在工况三中,NOx不仅在分级燃烧过程中得到部分还原,且该工况下整体温度较低,后续NOx生成量较小。
表1为3种工况下二燃室出口一氧化碳与氮氧化物浓度排放值。结合表1可得,3种工况下CO排放量都在20 mg·m−3以下,证明该燃烧器结构能保证燃烧较为充分。对比工况一、工况二、工况三可知,燃气部分预混可有效降低出口处一氧化碳浓度,而二次空气通道对一氧化碳浓度的影响不大。对比3种工况下氮氧化物浓度可看出,增加燃气预混喷口和二级空气通道均能有效降低氮氧化物排放量,且在同时采用2种布置后,二燃室出口位置NOx质量浓度稳定在45 mg·m−3左右,而现有燃烧器约为300 mg·m−3,NOx排放浓度较现有燃烧器降低了85%。
-
1)增加燃气预混喷口可显著强化燃气/空气混合,使燃烧更为迅速,防止滞后的火焰冲刷壁面。同时也能在一定程度上分散火焰,避免局部高温;增加二级空气通道可降低空气出口流速,防止出现脱火等现象,且有利于燃气径向扩散,避免由于火焰集中而导致的局部高温。
2)增加燃气预混喷口和二级空气通道均能有效降低氮氧化物排放量,且采用燃气预混喷口还可有效降低出口处一氧化碳质量浓度。在同时采用2种布置后,二燃室出口处NOx质量浓度稳定在45 mg·m−3左右,相比于现有的燃烧器降低了85%,满足直接热脱附低氮燃气燃烧器设计目标。
污染土壤直接热脱附燃烧器低氮优化设计及数值模拟
Low nitrogen optimization design and numerical simulation of burner for direct thermal desorption of contaminated soil
-
摘要: 为解决直接热脱附设备二燃室燃烧器氮氧化物排放高的问题,利用热平衡计算方法建立其输入和输出能量平衡关系式,得到二燃室温度维持1 100 ℃时所需燃气量和助燃风量;同时,结合空气分级技术、燃料分级技术和部分预混燃烧技术对燃烧器进行优化设计,并对其燃烧情况进行了数值模拟计算。热平衡计算结果表明,维持二燃室燃烧温度1 100 ℃所需的燃气量和助燃风量分别为1 003和22 066 m3·h−1。数值模拟结果表明,增加燃气预混喷口可显著强化燃气/空气混合,使燃烧更为迅速,可防止滞后的火焰冲刷壁面,也有助于分散火焰,避免局部高温。增加二级空气通道可降低空气的出口流速,防止出现脱火现象,且利于燃气径向扩散,避免火焰集中。以上2种方法均能有效降低氮氧化物排放量,且采用燃气部分预混后二燃室出口处一氧化碳浓度大幅降低。在同时采用燃气预混喷口和二级空气通道后,NOx浓度稳定在45 mg·m−3左右,相比于现有燃烧器减少了85%。该研究结果可为直接热脱附设备二燃室燃烧器的低氮设计提供参考。Abstract: In order to solve the problem of high NOx emission from the burner of the second combustion chamber of the direct thermal desorption equipment. The input and output energy balance equations were established by using the heat balance calculation method, and the required fuel and combustion supporting air volume when the temperature of the secondary combustion chamber was maintained at 1 100 ℃ were obtained. Combined with air classification technology, fuel classification technology and partial premixed combustion technology, the burner was optimized, and its combustion was numerically simulated. The heat balance calculation results showed that the fuel gas and combustion supporting air volume required to maintain the combustion temperature of the second combustion chamber at 1 100 ℃ were 1 003 and 22 066 m3·h−1, respectively. The results showed that increasing the gas premixing nozzle can significantly strengthen the gas/air mixing, make the combustion more rapid, prevented the lagging flame from scouring the wall, dispersed the flame and avoided local high temperature. The addition of secondary air channel can reduce the outlet flow rate of air, prevent misfire, facilitate the radial diffusion of gas and avoid flame concentration. The above two methods can effectively reduce NOx emissions, and partial premixing of gas can also effectively reduce the concentration of carbon monoxide at the outlet. After the gas premixing nozzle and secondary air channel were adopted at the same time, the NOx concentration was stable at about 45 mg·m−3, and the NOx emission was reduced by 85% compared with the existing burner. The research results can provide a reference for the low nitrogen design of the secondary combustion chamber burner of the direct thermal desorption equipment.
-
挥发性有机化合物(VOCs)作为PM2.5和臭氧的重要前驱体,已经对大气环境质量和人体健康造成直接和间接的危害[1-2],VOCs废气治理成为了近年来的环境热点话题之一。在VOCs废气的众多处理技术中,催化燃烧技术因处理效率高、能耗低、二次污染小而在工业上应用广泛[3]。为达到VOCs催化燃烧所需温度,工业上多采用电加热使VOCs废气达到起燃温度。由于电加热是采用热传导的加热方式,因而对大气量的VOCs废气加热时能耗巨大。另外,VOCs催化燃烧时,持续的高温环境会使催化剂活性组分烧结而影响VOCs降解效果[4]。微波加热应用于VOCs催化燃烧是一种新技术,它利用电磁波的选择性仅对催化剂进行加热,因而能耗低且催化剂受热均匀、快速[5]。而且,微波对催化剂活性组分的热点效应有利于引发VOCs的催化燃烧,同时微波的偶极极化作用还可降低VOCs的反应阈能而促进其氧化降解[6]。卜龙利等[7]、姚泽等[8]利用吸波型催化剂证实了微波催化燃烧VOCs效果优于电加热催化燃烧。
微波催化燃烧技术的关键是高效而稳定的催化剂。过渡金属氧化物催化剂种类丰富、经济性好、不易中毒,但其对于某些难降解有机物的催化活性差、低温活性以及热稳定性有待提高[9]。贵金属催化剂具有催化活性高、高温下稳定性好和适用范围广的优点,但也存在资源稀少和价格高昂的问题[10]。目前,市面上较为常见的是铜锰铈三元金属氧化物催化剂。胡旭睿[11]研究证实,铜锰铈氧化物催化剂对芳香烃类、醇类、酮类等有机物具有良好的氧化性能,但其矿化效果不佳且对芳香烃的降解效果低于醇、酮类。贵金属Pt、Pd等在低温时对芳烃类和3个碳以上的直链烷烃活化能力强[12]。已有研究证实,将贵金属与过渡金属复合可以增强催化剂活性。SHI等[13]通过还原法和离子交换法合成了Pt /Ce-USY催化剂,其对1,2-二氯乙烷的催化活性高于Pt/USY催化剂,Pt与CeO2之间的相互作用抑制了碳物质的沉积,从而增强了催化剂的耐久性。LEE等[14]将贵金属金、钯沉积在CeO2表面,证实适量Au的加入使得Pd/CeO2催化剂活性增强。CHEN等[15]合成了Pd/Fe3O4催化剂用于去除CO,当沉积适量Fe3O4时,CO氧化的起燃温度明显降低。因此,本研究在铜锰铈三元催化剂基础上复合微量贵金属Pt,以期提高催化剂对芳烃类VOCs的活化能力,进而提高总VOCs的去除效果。
本研究选取油墨印刷VOCs废气中含量最多的2种物质甲苯和乙酸乙酯作为目标污染物,以蜂窝状堇青石为载体制备Pt复合铜锰铈(CMC)负载型催化剂(Pt-CMC/堇青石),重点考察Pt复合前后催化剂对模拟VOCs废气催化燃烧效果的差异,以探究低含量贵金属添加对铜锰铈氧化物催化剂催化活性的影响程度。
1. 材料与方法
1.1 实验原料与仪器
蜂窝状正方体堇青石(7目,边长150 mm);硝酸铜、硝酸锰(50 wt%)、硝酸铈、氯铂酸,分析纯;硅溶胶,分析纯。超声波清洗器(KQ3200,昆山市超声仪器有限公司);电热鼓风干燥箱(101-3AB,天津泰斯特仪器有限公司); 箱式电阻炉(SX-4-10,天津泰斯特仪器有限公司);单模腔微波装置(ZDM-2,南京汇研微波系统工程有限公司);气相色谱仪(GC/FID,6890 N,美国安捷伦科技公司);泵吸式VOC检测仪(XS-2000-VOC,希思智能科技);扫描电子显微镜(JSM-6510LV型,日本电子);比表面积及孔径分析仪(V-sorb2800P型,北京金埃谱公司);X射线衍射仪(X’Pert型,荷兰帕纳科)。
1.2 催化剂制备与表征
本研究采用等体积浸渍法进行负载型催化剂的制备,即载体吸水率测试基础上配置适量体积的浸渍液、然后浸渍液被载体完全吸收的一种催化剂制备方法。首先,将正方体堇青石切割成圆柱型载体(D×L=27×150 mm),称重并测其吸水率,根据吸水率确定助剂硅溶胶的用量;其次,按3∶3∶1的质量负载比例分别称取铜(2.5%(质量分数))、锰、铈的金属盐,称取一定量的硅溶胶以及少量氯铂酸(Pt的质量分数0.01%),加入去离子水超声震荡30 min配制完全溶解的浸渍液;最后,将堇青石载体置于浸渍液中将浸渍液完全吸收,样品静置风干后放入烘箱中80 ℃过夜烘干,电阻炉内500 ℃煅烧4 h,自然冷却后即可制得Pt-CMC/堇青石催化剂。不加入氯铂酸、仅加入氯铂酸和其余步骤均相同情况下,可分别制得CMC/堇青石、Pt /堇青石催化剂。
利用扫描电子显微镜观察催化剂表面形貌及活性组分分布状况,借助BET测试仪分析催化剂的比表面积及孔径孔体积,使用X射线衍射仪测试活性组分的晶体结构及晶粒大小。
1.3 实验装置与方法
实验装置如图1所示,整个装置分为配气、催化燃烧和尾气净化3部分。在配气系统中,空气依次通过变色硅胶柱和活性炭柱去除水分和有机物,其流量通过气体流量计控制;实验时采用微量注射泵将液态甲苯和乙酸乙酯(按一定比例混合)以恒定速度连续均匀地注入三口烧瓶中,三口烧瓶被电加热套加热而将有机物气化,气化的甲苯和乙酸乙酯被空气带出并在混合瓶内混合均匀。实验开始前催化剂置于石英管内,石英管填装催化剂的长度为360 mm,锥形收口的长度是20 mm,上下两端开口外径分别为32 mm和9 mm,壁厚2 mm;石英管固定在单模腔微波装置上形成固定床反应器,实验开始后微波通过单模腔持续辐照在固定床上,催化剂吸波升温达到VOCs催化燃烧温度;石英管下端连接混合瓶,通入的VOCs气体在固定床上发生催化燃烧反应,床中插入的热电偶探针与温度显示仪连接以实时监测床层温度变化,石英管上下分别设进、出气采样口。催化燃烧后的VOCs尾气分别通过缓冲瓶和装有乙醇和碱液的尾气吸收瓶,净化后的废气经通风橱排空。
 图 1 微波催化燃烧VOCs实验装置示意图Figure 1. Schematic diagram of the experimental device for microwave catalytic combustion of VOCs
图 1 微波催化燃烧VOCs实验装置示意图Figure 1. Schematic diagram of the experimental device for microwave catalytic combustion of VOCs本研究利用CMC/堇青石、Pt-CMC/堇青石和Pt /堇青石催化剂在处理气量0.12 m3·h−1、气时空速(gas hourly space velocity,GHSV)1 500 h−1条件下,考察了不同微波功率(30、40、50、60、70 W)和不同VOCs浓度(1 000、1 500、2 000 mg·m−3)下甲苯和乙酸乙酯的催化燃烧效率,分析微波催化燃烧甲苯反应动力学及Pt复合影响,比较3种催化剂的催化活性及Pt复合对总VOCs去除效率的提升作用,探究Pt-CMC/堇青石催化剂对甲苯、乙酸乙酯和总VOCs催化活性的稳定性。
1.4 分析方法
本研究主要利用气相色谱仪对甲苯和乙酸乙酯的进气和出气质量浓度进行定量分析,气相色谱检测条件为[16]:柱箱初始温度100 ℃,以20 ℃·min−1的速率升温至180 ℃,保持3 min,加热器温度为190 ℃,检测器温度300 ℃;设定分流比为50∶1;尾气吹脱用氮气,流量30 mL·min−1。
使用手持泵吸式VOC检测仪对反应器进气和出气的总VOCs浓度进行检测,从而分析反应过程中总VOCs的催化燃烧效率。文中数据为2次平行实验的平均值,以此消除实验偶然性误差的影响。
2. 结果与讨论
2.1 催化剂表征
1) BET。根据表1数据可知,与堇青石载体相比,CMC/堇青石与Pt-CMC/堇青石2种催化剂的比表面积有不同程度的增加,这表明催化剂的吸附能力也相应增强。与堇青石载体相比,CMC/堇青石催化剂总孔容相对减小,平均孔径有所增大。推测其原因是,活性组分负载后,载体表面的部分孔隙被活性组分填充和覆盖,载体结构的原有孔道被拓宽。Pt-CMC/堇青石催化剂活性晶粒间相互积聚生成了包括微孔和介孔在内的新孔道,催化剂的比表面积及孔体积都明显增大,这有利于污染物分子在催化剂表面的吸附与活化。因此,Pt的复合在一定程度上增强了催化剂的吸附活化性能。
表 1 堇青石载体和2种催化剂的比表面积、孔体积及孔径数据表Table 1. Data table of specific surface area, pore volume and pore diameter of Cordierite and two catalysts供试样品 比表面积/(m2·g−1) 微孔面积/(m2·g−1) 孔体积/(cm3·g−1) 总孔容/(cm3·g−1) 平均孔径/nm 堇青石 0.11 ND ND 0.30 36.79 CMC/堇青石 0.66 ND ND 0.09 41.23 Pt-CMC/堇青石 2.95 1.11 0.000 47 0.38 36.85 备注:ND为未检出。 | Show Table DownLoad:
CSV
DownLoad:
CSV
2) XRD。如图2所示,2 θ在10°~40°之间存在着较为密集的堇青石特征衍射峰。对比XRD谱图可以发现,活性组分的负载和制备时的高温煅烧不会改变堇青石自身的晶体结构;与堇青石载体相比,CMC/堇青石和Pt-CMC/堇青石催化剂的特征衍射峰强度减弱,活性晶粒的平均尺寸有不同程度的减小。活性组分负载后堇青石特征峰峰强减弱的原因可能是活性组分一定程度上覆盖和屏蔽了堇青石表面的特征峰[17];贵金属Pt复合后,金属氧化物等活性组分晶体特征峰的峰高有微弱增大,这可能是不同尖晶石活性组分共存所致。6个处于17.5°、21.9°、28.7°、34.1°、36.7°、38.3°位置较为明显的特征峰,均归属于铜锰铈及其金属氧化物,这说明在贵金属Pt复合前后,铜锰铈金属氧化物都是微波催化燃烧VOCs的主要活性组分。在堇青石载体、CMC/堇青石催化剂和Pt-CMC/堇青石催化剂上,3种催化剂的晶粒平均尺寸分别为50.7、13.9和14.5 nm。Pt复合后,催化剂晶粒尺寸变化较小,而比表面积却从0.66 m2·g−1增大到2.95 m2·g−1,由此可以说明贵金属Pt的复合使活性颗粒的分散性增大[18]。
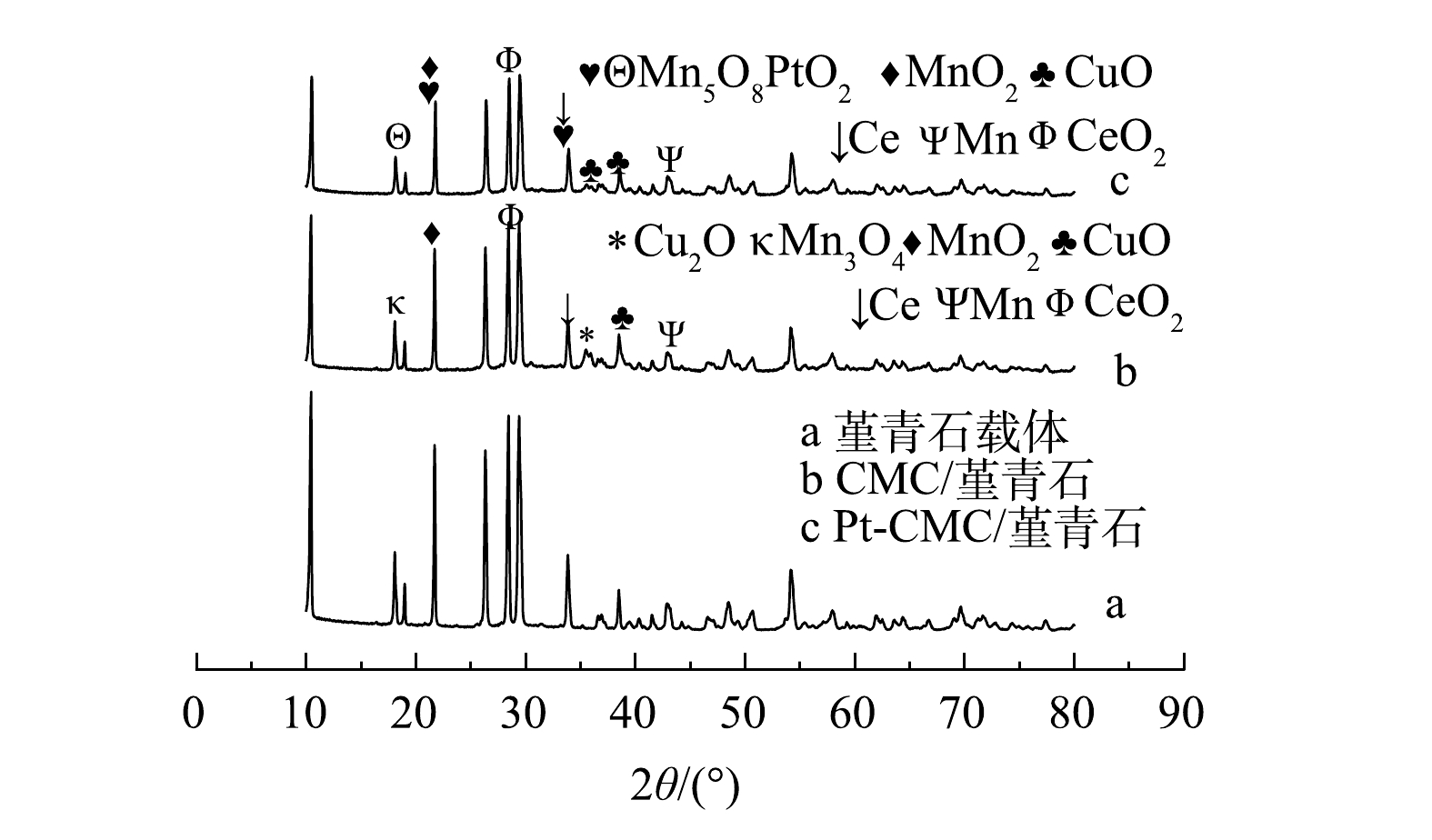 图 2 堇青石载体及CMC/堇青石、Pt-CMC/堇青石催化剂的XRD谱图Figure 2. XRD spectra of Cordierite support and CMC/Cordierite and Pt-CMC/Cordierite catalysts
图 2 堇青石载体及CMC/堇青石、Pt-CMC/堇青石催化剂的XRD谱图Figure 2. XRD spectra of Cordierite support and CMC/Cordierite and Pt-CMC/Cordierite catalysts结合特征峰组分分析可知,少量贵金属Pt的添加改变了催化剂上铜和锰的晶相。贵金属Pt复合前,锰以+4价的MnO2和中间价态的Mn3O4形式存在;贵金属Pt复合后,部分金属锰的价态升高,以Mn5O8形式存在,且Cu2O的晶体在掺杂后未检测到,检测出以+4价存在的PtO2。有文献报道,Cu、Mn金属离子价态升高,可以增强催化剂的活性[19]。
3) SEM。图3给出堇青石载体和CMC/堇青石、Pt-CMC/堇青石催化剂的表面形貌。可以看出,堇青石载体呈明显的层状结构,表面孔隙较多且分布均匀,有利于活性组分的负载。CMC/堇青石催化剂表面存在着较多微米尺寸的活性颗粒,不均匀地分布在载体表面;部分活性组分经高温煅烧后团聚成大块与堇青石结构连结在一起,填充载体原有孔隙的同时也产生了新的孔隙。Pt-CMC/堇青石催化剂表面的活性颗粒在载体表面上分布更均匀、分散度更高。对比Pt复合前后催化剂的微观形貌,可以看出,Pt的复合改变了活性颗粒的分散性,活性物质的再分散可能导致催化剂的吸附性改变。
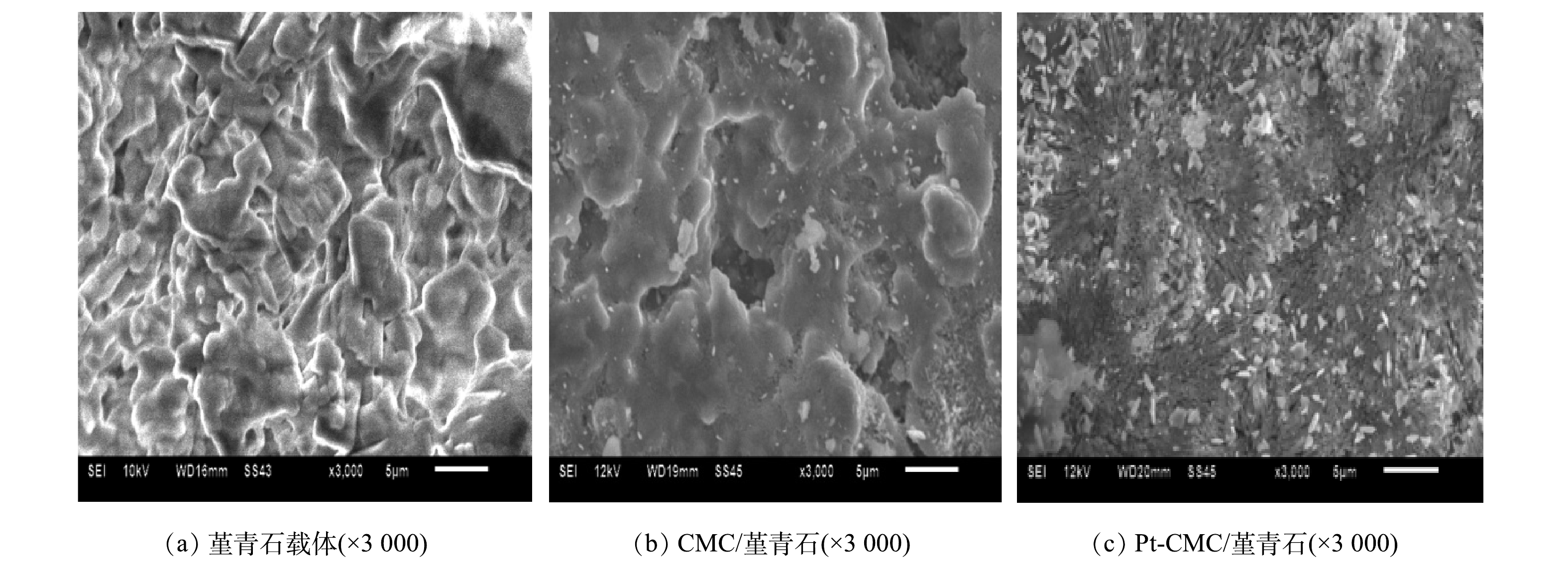 图 3 堇青石载体、CMC/堇青石与Pt-CMC/堇青石催化剂的微观表面形貌Figure 3. Microscopic surface morphology of Cordierite, CMC/Cordierite and Pt-CMC/Cordierite catalyst
图 3 堇青石载体、CMC/堇青石与Pt-CMC/堇青石催化剂的微观表面形貌Figure 3. Microscopic surface morphology of Cordierite, CMC/Cordierite and Pt-CMC/Cordierite catalyst2.2 催化剂性能实验
1)吸波升温曲线。图4为堇青石载体、CMC/堇青石、Pt-CMC/堇青石和Pt/堇青石在200 W微波功率辐照下的吸波升温曲线。由图4可见,堇青石载体温度几乎不变,这表明其吸波性能很差;而Pt/堇青石催化剂在15 min内温度也仅升高了3 ℃,其原因是贵金属具有高热稳定性,且吸波性能差。CMC/堇青石和Pt-CMC/堇青石催化剂升温效果明显好于前2种,微波辐照15 min时分别升温至300和355 ℃,说明铜锰铈及其金属氧化物具有良好的吸波性能,是2种催化剂吸波升温的主要原因;Pt复合催化剂升温速率更快,这可能是Pt的复合提高了催化剂上活性晶粒的分散性,降低了金属对微波的反射,以及颗粒尺寸变大增强了微波辐照时的局部热点效应,从而使得催化剂的吸波升温性能提高[20-21]。催化剂的快速升温有助于微波热点效应和高温活性区的出现,从而有助于甲苯和乙酸乙酯的快速氧化与彻底降解。
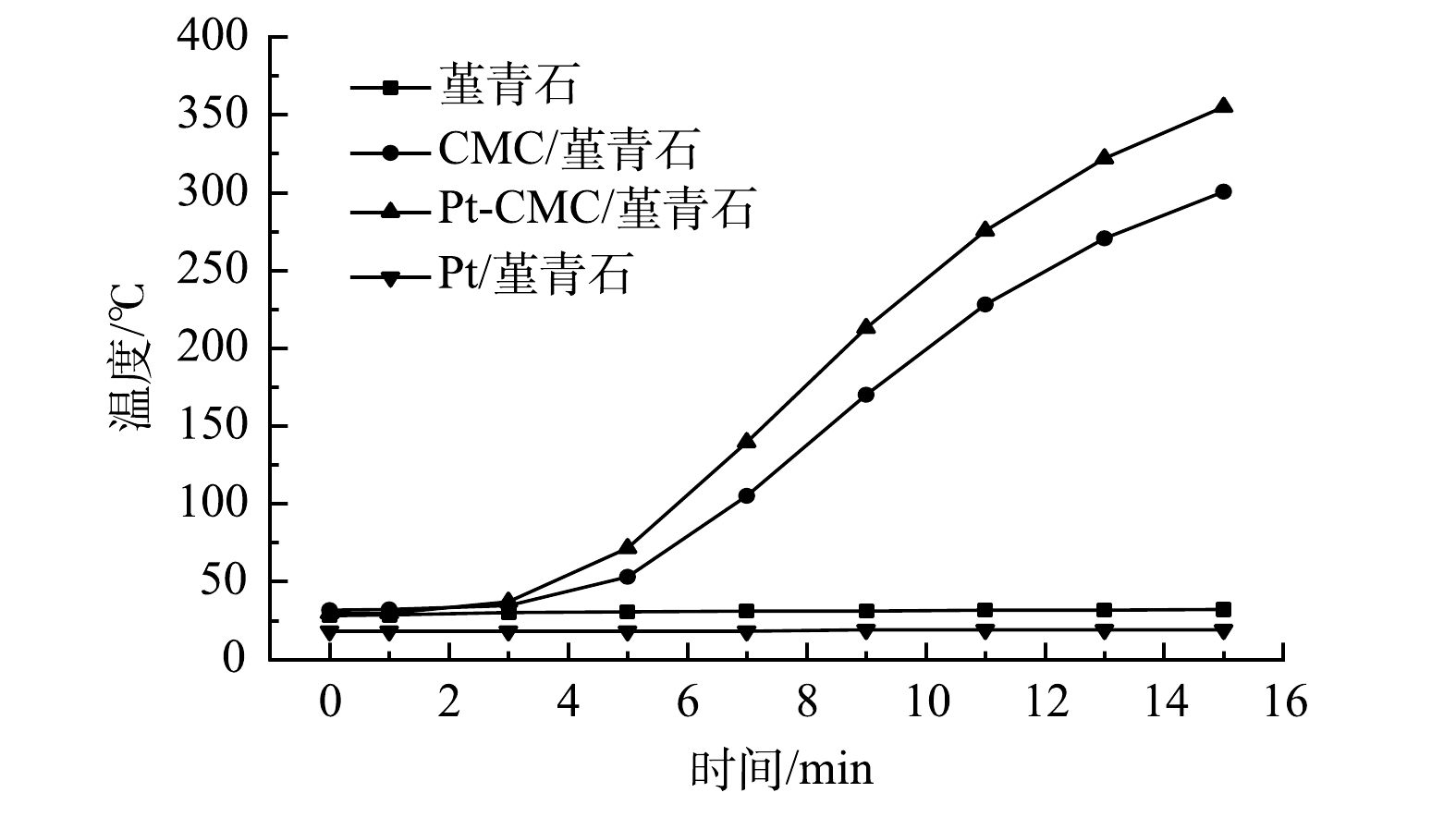 图 4 堇青石载体及3种催化剂的吸波升温曲线Figure 4. Wave absorption heating curve of Cordierite and three catalysts
图 4 堇青石载体及3种催化剂的吸波升温曲线Figure 4. Wave absorption heating curve of Cordierite and three catalysts2)催化剂活性。在甲苯和乙酸乙酯的进气浓度分别为1 000和500 mg·m−3,进气量为0.12 m3·h−1,微波功率分别选取30、40、50、60、70 W的条件下,开展CMC/堇青石和Pt-CMC/堇青石催化剂对甲苯和乙酸乙酯双组分VOCs废气的催化燃烧性能试验,结果如图5所示。图5中纵坐标C/C0为反应实时浓度与进气浓度比值(图6同),可直观表示降解效率并使数据间具有可比性。
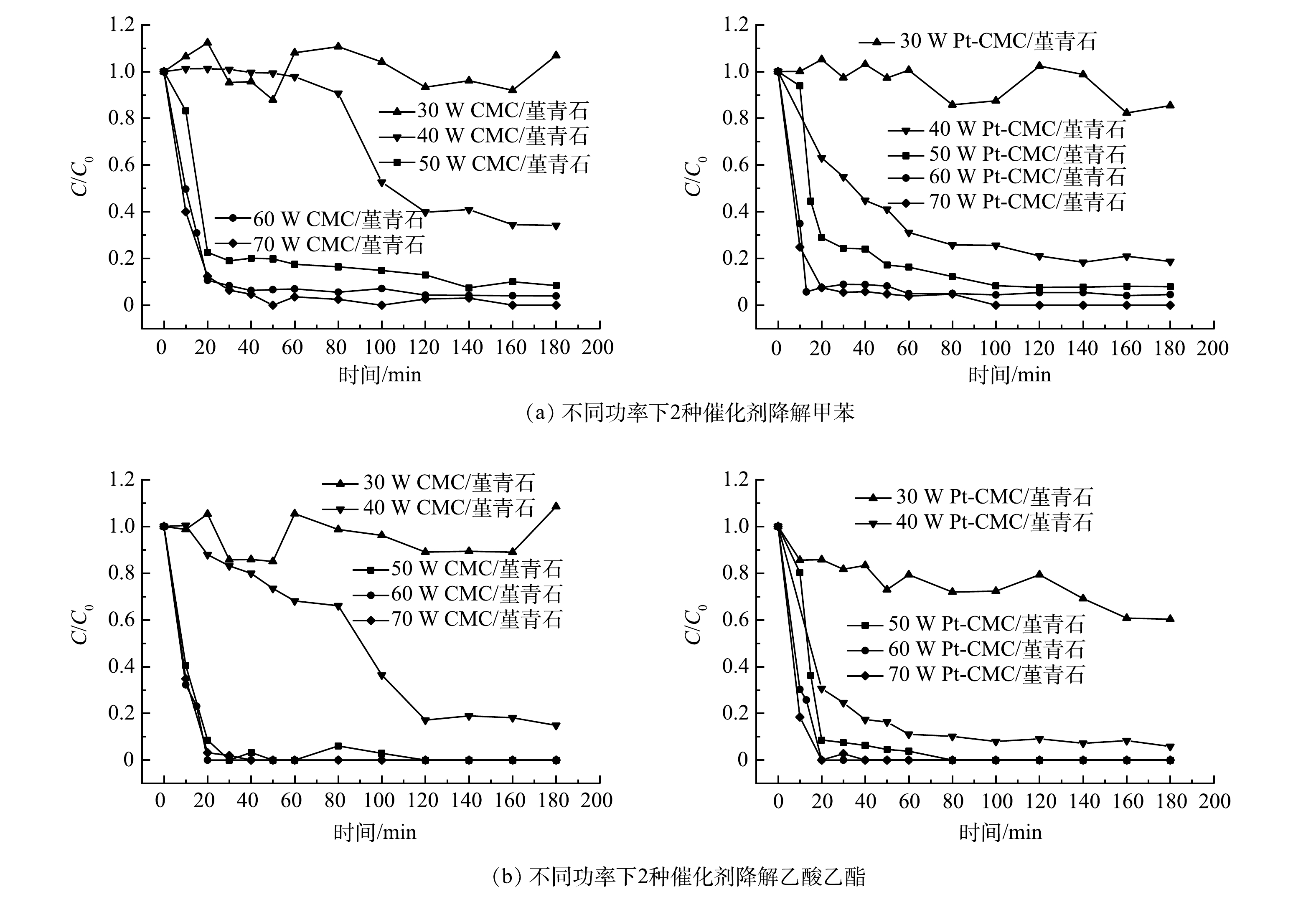 图 5 不同微波功率下CMC/堇青石和Pt-CMC/堇青石催化燃烧甲苯和乙酸乙酯效率曲线Figure 5. CMC/Cordierite and Pt-CMC/Cordierite catalytic combustion efficiency curves of toluene and ethyl acetate under different microwave power
图 5 不同微波功率下CMC/堇青石和Pt-CMC/堇青石催化燃烧甲苯和乙酸乙酯效率曲线Figure 5. CMC/Cordierite and Pt-CMC/Cordierite catalytic combustion efficiency curves of toluene and ethyl acetate under different microwave power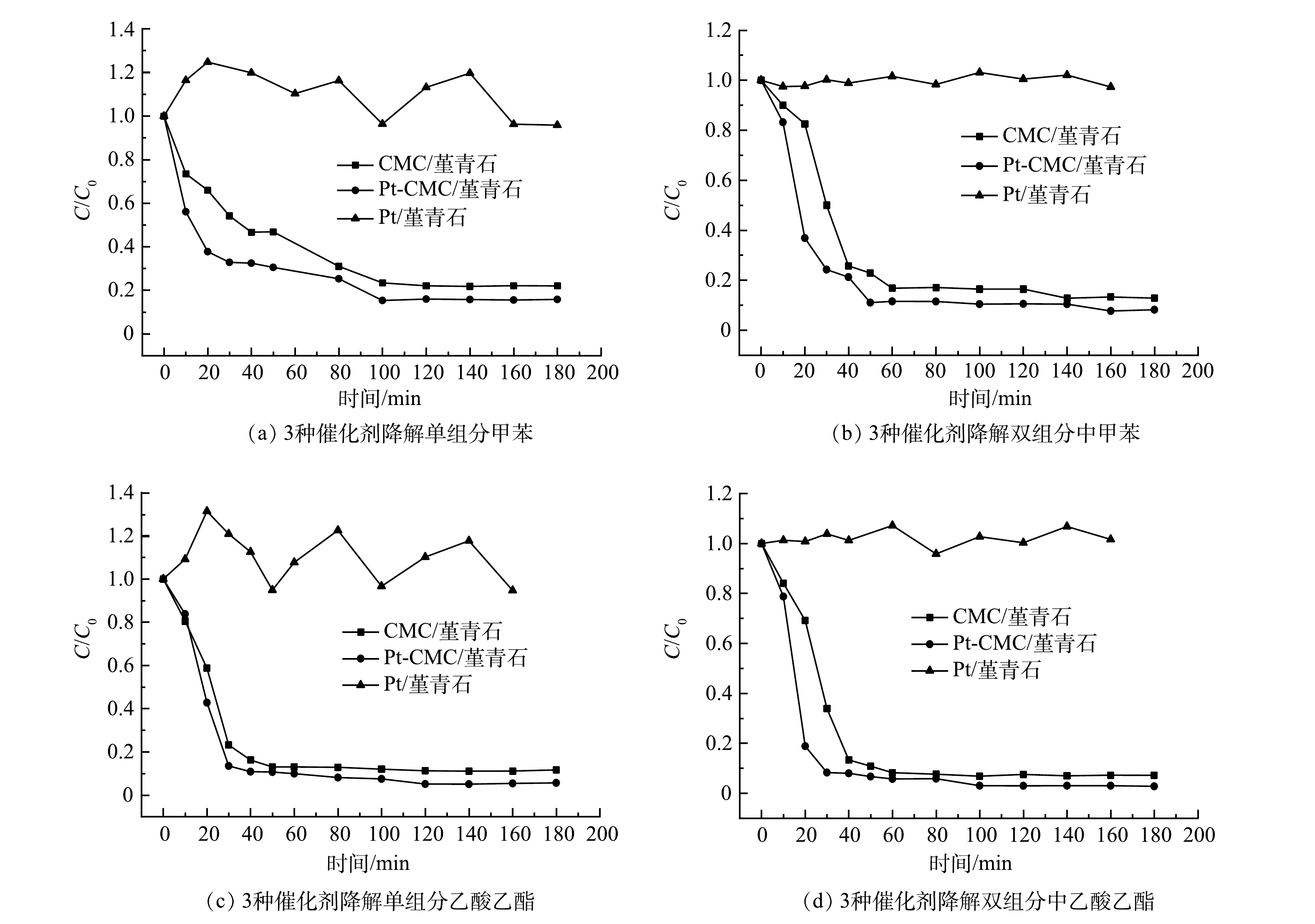 图 6 不同催化剂对甲苯和乙酸乙酯的催化活性比较Figure 6. Comparison of catalytic activity of three catalysts to toluene and ethyl acetate
图 6 不同催化剂对甲苯和乙酸乙酯的催化活性比较Figure 6. Comparison of catalytic activity of three catalysts to toluene and ethyl acetate由图5可见,微波功率30 w时,2种催化剂对甲苯和乙酸乙酯的降解呈不稳定态势,其原因是床层温度偏低(CMC/堇青石床层温度低于66 ℃),催化剂对污染物的去除以吸附-脱附为主。随着微波功率增大,甲苯和乙酸乙酯的降解效率也随之升高,但2种催化剂对甲苯和乙酸乙酯降解效率的差异却由大变小:40 W时,催化剂对甲苯和乙酸乙酯降解效率的差异最大;70 W时,这种差异最小,此时固定床温度高,污染物在催化剂表面完全燃烧,温度的作用掩盖了Pt的复合作用。
同一微波功率下,降解甲苯与乙酸乙酯时, Pt-CMC/堇青石催化剂表现出更高的VOCs催化活性。40 W微波功率下,Pt-CMC/堇青石对甲苯和乙酸乙酯的降解效率分别为82%和93%,而CMC/堇青石降解甲苯和乙酸乙酯的效率分别为66%和82%。推测其原因是,Pt-CMC/堇青石的比表面积相比CMC/堇青石大幅增加,从而有利于甲苯与乙酸乙酯的吸附与活化;同时,活性组分更好的分散性使得Pt-CMC/堇青石升温更快,而高温则有利于VOCs的催化燃烧。如果要使CMC/堇青石催化剂对甲苯和乙酸乙酯的降解效率与Pt-CMC/堇青石相同,则须提高微波功率至47 W。由此可见,Pt的复合提高了催化剂的低温催化活性,有效降低了VOCs的催化燃烧成本。
贺丽娜等[16]证明了甲苯的微波催化燃烧为假一级反应。因此,依据一级反应动力学方程ln(C0/C)=kt,对CMC/堇青石和Pt-CMC/堇青石3种催化剂在微波功率分别为50、60、70 W时降解双组分VOCs废气中甲苯的反应动力学进行线性拟合,相应方程与参数如表2所示。结果表明,CMC/堇青石和Pt-CMC/堇青石微波催化燃烧甲苯的反应符合假一级反应动力学,同时R2值随微波功率的增加而增大,此时一级动力学拟合程度越高,证明高温下的催化燃烧反应为一级反应。反应速度常数k值对比发现,微波功率越大,k值越大,催化反应速度越快;微波功率60 W时,Pt-CMC/堇青石降解甲苯的k值为0.129,明显高于CMC/堇青石的0.111 9。可见,Pt的复合增强了甲苯的吸附活化作用而加快了反应速率,进而提高CMC活性组分对甲苯的微波催化燃烧效率。
表 2 微波催化燃烧甲苯反应动力学Table 2. Reaction kinetics of microwave catalytic combustion of toluene功率条件 催化剂 ln(C0/C)=kt k R2 50 W Pt-CMC/堇青石 y=0.0594x−0.0204 0.0594 0.9828 60 W CMC/堇青石 y=0.1119x−0.1398 0.1119 0.9553 60 W Pt-CMC/堇青石 y=0.129x−0.0797 0.129 0.9887 70 W CMC/堇青石 y=0.1045x−0.0428 0.1045 0.995 70 W CMC/堇青石 y=0.1299x+0.031 0.1299 0.9983 | Show TableDownLoad:
CSV
3)催化剂比较。图6为微波功率40 W、进气量0.12 m3·h−1,甲苯和乙酸乙酯浓度各为1 000 mg·m−3条件下,CMC/堇青石、Pt-CMC/堇青石和Pt/堇青石催化剂降解单组分甲苯、乙酸乙酯及二者混合的效率曲线。无论是单、双组分甲苯和乙酸乙酯的催化燃烧降解,均是Pt-CMC/堇青石的活性最高,CMC/堇青石次之,而Pt/堇青石则未表现出催化活性。对于Pt/堇青石而言,其在微波辐照下几乎不升温,从而无法为VOCs的催化燃烧提供所需的温度条件,因此甲苯和乙酸乙酯几乎不降解。无论是甲苯或乙酸乙酯的单组分降解,还是双组分废气降解,乙酸乙酯的降解效率均高于甲苯。以Pt-CMC/堇青石为例,单组分甲苯和乙酸乙酯的降解效率分别为84%和95%(此时床层温度相近)。乙酸乙酯比甲苯更易于降解的原因可能为:一是乙酸乙酯等含氧有机物比甲苯更易被催化剂吸附活化;二是乙酸乙酯上的C-O键比甲苯的C-H键键能低而更易断裂[22-23]。
比较分析图6中甲苯和乙酸乙酯的降解效率发现:对于单组分甲苯和乙酸乙酯的降解,Pt-CMC/堇青石较CMC/堇青石有约7%和6%的提升;对于甲苯与乙酸乙酯的双组分降解,Pt-CMC/堇青石较CMC/堇青石有约5%和4%的提升。由此可见,Pt复合对甲苯降解效率的提升大于乙酸乙酯。分析认为,CMC/堇青石对于一些C-H键较弱、吸附性好的含氧有机物如乙酸乙酯、丙酮等具有良好的活化性能,但催化氧化C-H键较强的芳香类物质的能力则稍弱,而贵金属Pt活化C-H键的能力很强,弥补了铜锰铈金属氧化物活化苯环能力的不足[24]。此外,CMC/堇青石和Pt-CMC/堇青石对甲苯和乙酸乙酯双组分废气的降解效率明显高于各自单组分,其原因是双组分VOCs废气的初始浓度更高,催化燃烧时放出更多热量使得床层温度更高,从而有利于VOCs的氧化降解。
4)总VOCs去除。微波功率40 W时,对催化剂催化燃烧1 000 mg·m−3甲苯的总VOCs去除率进行测试,其结果和床层温度变化如图7所示。由图7(a)可见,Pt/堇青石的总VOCs去除率为负值且波动幅度大,CMC/堇青石和Pt-CMC/堇青石的总VOCs去除率分别为25%和40%,Pt的复合将总VOCs的去除效率提高了15%。如图7(b)所示,Pt/堇青石的不吸波使其床层温度为常温,催化燃烧反应未发生,甲苯在催化剂表面进行吸附-脱附动态平衡过程,因而其总VOCs去除率波动大且多为负值;Pt-CMC/堇青石床层升温速率快于CMC/堇青石,稳定后的床层温度高出CMC/堇青石床层30 ℃,这是总VOCs去除效率提高的主要原因。分析认为,Pt的复合在提升催化剂吸波升温能力的同时,其对甲苯C-H键的活化能力也有助于提高总VOCs的去除效率。随着微波功率的增加,床层温度急剧升高,总VOCs去除率也随之升高,催化剂对总VOCs去除效率的差别也随之减小,Pt复合的影响被床层温度影响掩盖而体现不出。因此,Pt的复合提高了催化剂的低温催化活性,有助于低温下VOCs的催化氧化。
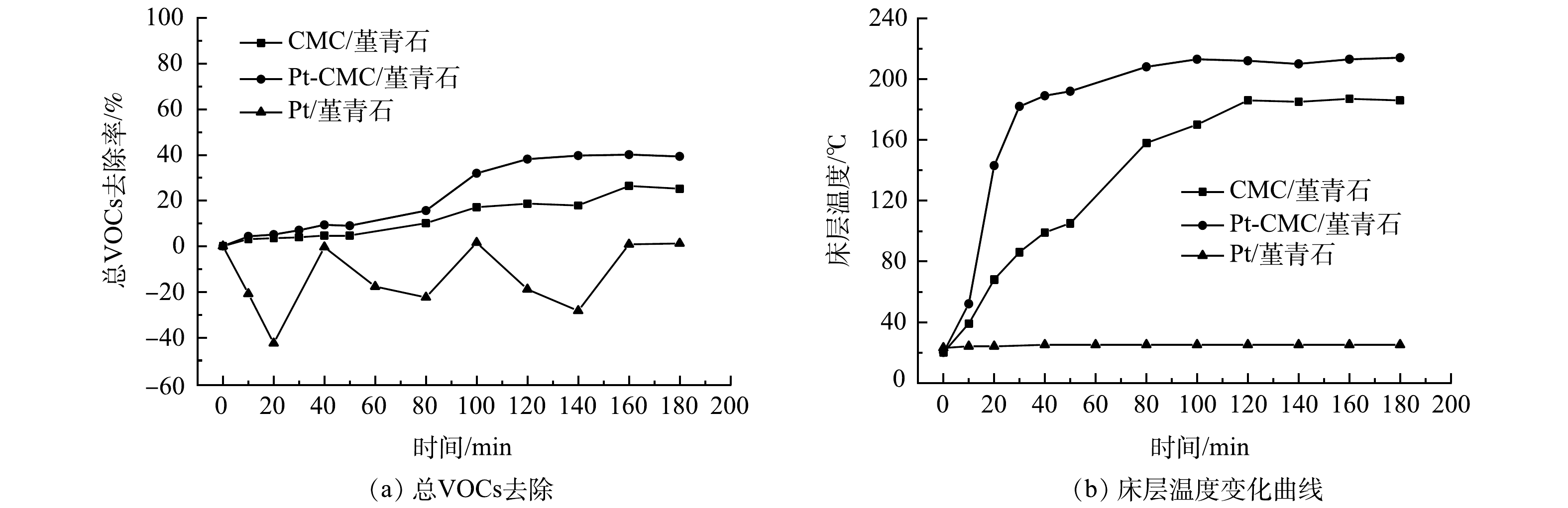 图 7 不同催化剂的总VOCs去除效率及床层温度曲线Figure 7. The total VOCs removal efficiency and bed temperature curves of the three catalysts
图 7 不同催化剂的总VOCs去除效率及床层温度曲线Figure 7. The total VOCs removal efficiency and bed temperature curves of the three catalysts5)稳定性实验。根据图5的实验结果可知,微波功率70 W时Pt-CMC/堇青石催化剂对甲苯和乙酸乙酯的催化效果最好,同时总VOCs的去除率也最高。因此,在微波功率70 W、进气量0.12 m3·h−1、双组分气体中甲苯和乙酸乙酯初始浓度各为1 000 mg·m−3和500 mg·m−3条件下对Pt-CMC/堇青石催化剂进行了连续7次(每次实验3 h)的稳定性测试,结果如图8所示。
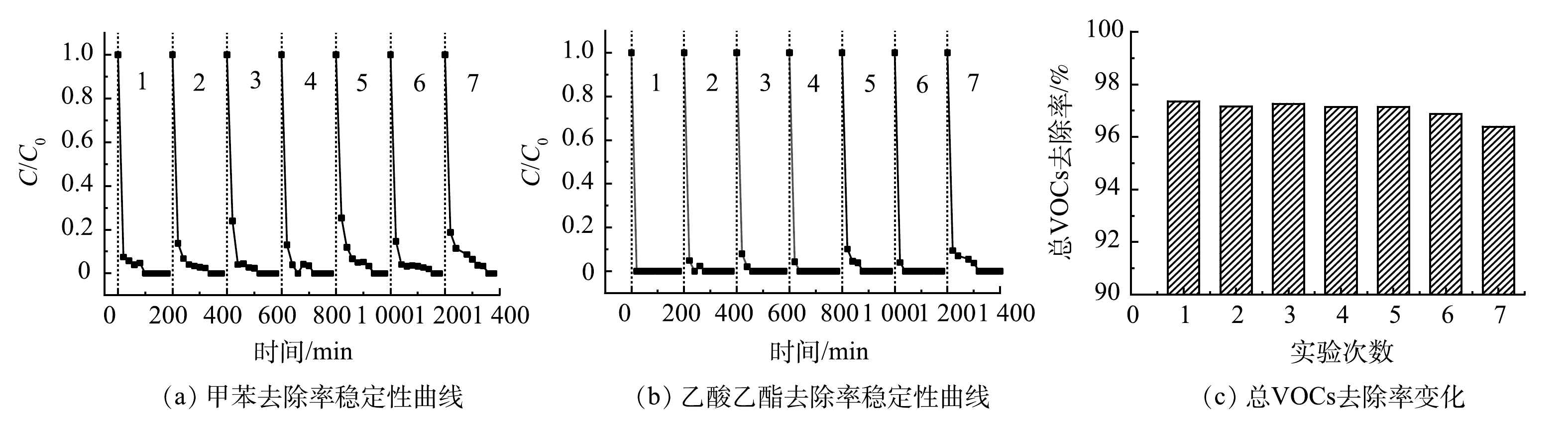 图 8 Pt-CMC/堇青石催化燃烧甲苯和乙酸乙酯稳定性测试结果Figure 8. Pt-CMC/Cordierite catalytic combustion toluene and ethyl acetate stability test results
图 8 Pt-CMC/堇青石催化燃烧甲苯和乙酸乙酯稳定性测试结果Figure 8. Pt-CMC/Cordierite catalytic combustion toluene and ethyl acetate stability test results如图8(a)、8(b)所示,连续稳定性试验中,甲苯和乙酸乙酯被完全去除,乙酸乙酯的去除效率较甲苯更稳定,催化剂展示出良好的催化活性和稳定性。图8(c)的总VOCs去除率从97.5%略微降至96.5%,表明Pt-CMC/堇青石对双组分VOCs废气具有高的矿化效率与稳定性。微波功率70 W的稳定性实验中,催化剂床层温度320 ℃,高于40 W时的210 ℃,可见,床层温度的升高是提升总VOCs去除率的有效手段之一。连续的高温稳定性实验,会引起催化剂孔隙结构的微变和活性颗粒的团聚,进而引起双组分VOCs(特别是甲苯)去除效率的波动;然而,Pt复合增强了催化剂表面活性颗粒的分散性,增大了催化剂的比表面积与孔容,从而有效提高了催化剂活性,保证了催化剂性能的稳定。
3. 结论
1)等体积浸渍法制备的Pt-CMC/堇青石催化剂比CMC/堇青石催化剂具有更大的活性颗粒尺寸,Pt的再分散作用使得催化剂表面活性组分分布更加均匀;Pt的复合提高了催化剂的孔隙率,进而有利于VOCs分子在催化剂表面的吸附与活化;Pt复合后的尖晶石活性组分峰有微弱增大,Cu、Mn价态升高而使催化剂活性增强。
2)复合Pt后,催化剂的吸波升温能力有一定的增强,这与吸波活性组分分布均匀、散热能力增强有关。反应动力学分析表明,Pt的复合加快了催化燃烧反应速率,高温下甲苯的催化燃烧反应为一级反应;复合Pt后的催化剂其低温催化活性明显提高,Pt-CMC/堇青石催化剂表面总VOCs去除效率比CMC/堇青石提高15%。
3)对于Pt-CMC/堇青石和CMC/堇青石催化剂而言,乙酸乙酯的降解效率高于甲苯,可认为含氧的乙酸乙酯比甲苯更易被催化剂吸附活化,C-O键比甲苯的C-H键键能低而更易断裂;Pt复合对甲苯降解效率的提高大于乙酸乙酯,其原因是Pt对苯环中C-H键的活化能力强而有助于苯环的氧化与开环。
-
表 1 3种工况下二燃室出口一氧化碳与氮氧化物浓度
Table 1. Concentration of CO and NOx at outlet of secondary combustion chamber under three working conditions
工况组别 尾气质量浓度/(mg·m−3) 一氧化碳 氮氧化物 一 18 91 二 1 76 三 0 45
下载: 导出CSV
-
[1] 中华人民共和国生态环境部. 中华人民共和国土壤污染防治法[EB/OL]. [2020-10-11]. http://www.mee.gov.cn/ywgz/fgbz/fl/201809/t20180907_549845.shtml. [2] 中华人民共和国中央人民政府. 关于印发《建设用地土壤污染状况调查、风险评估、风险管控及修复效果评估报告评审指南》的通知[EB/OL]. [2020-10-11]. http://www.gov.cn/zhengce/zhengceku/2019-12/20/content_5462706.htm. [3] 中国环境保护产业协会. 关于发布《污染地块绿色可持续修复通则》(T/CAEPI 26-2020)的公告[EB/OL]. [2020-10-11]. http://www.caepi.org.cn/epasp/website/webgl/webglController/view?xh=1588125567041030281728. [4] 沈宗泽, 陈有鑑, 李书鹏, 等. 异位热脱附技术与设备在我国污染场地修复工程中的应用[J]. 环境工程学报, 2019, 13(9): 2060-2073. doi: 10.12030/j.cjee.201905144 [5] 杨振, 靳青青, 衣桂米, 等. 原地异位建堆热脱附技术和设备在石油污染土壤修复中的应用[J]. 环境工程学报, 2019, 13(9): 2083-2091. doi: 10.12030/j.cjee.201905168 [6] 许优, 顾海林, 詹明秀, 等. 有机污染土壤异位直接热脱附装置节能降耗方案[J]. 环境工程学报, 2019, 13(9): 2074-2082. doi: 10.12030/j.cjee.201906011 [7] LIU J, ZHANG H, YAO Z. Thermal desorption of PCBs contaminated soil with calcium hydroxide in a rotary kiln[J]. Chemosphere, 2019, 220(4): 1041-1046. [8] 王开阳, 刘龙杰, 邵志国, 等. 热脱附处理技术在石油污染土壤中的研究进展[J]. 山西化工, 2020, 40(4): 22-25. [9] 桑义敏, 余望, 籍龙杰, 等. 土壤直接热脱附过程中二恶英生成特性和抑制机理研究进展[J]. 环境工程学报, 2020, 14(11): 2912-2923. doi: 10.12030/j.cjee.202002036 [10] 刘宇程, 王茂仁, 吴建发, 等. 油基岩屑热脱附处理技术研究进展[J]. 天然气工业, 2020, 40(2): 140-148. doi: 10.3787/j.issn.1000-0976.2020.02.017 [11] 葛松, 孟宪荣, 许伟, 等. 原位电阻热脱附土壤升温机制及影响因素[J]. 环境科学, 2020, 41(8): 3822-3828. [12] 吴碧君. 燃烧过程中氮氧化物的生成机理[J]. 电力环境保护, 2003(4): 9-12. [13] WANG Y Q, ZHOU Y G, BAI N M, et al. Experimental investigation of the characteristics of NOx emissions with multiple deep air-staged combustion of lean coal[J]. Fuel, 2020, 280: 118416. doi: 10.1016/j.fuel.2020.118416 [14] 李慧, 杨石, 周建明. 半焦空气分级燃烧NOx排放试验研究[J]. 洁净煤技术, 2020, 26(2): 109-114. [15] 张向宇, 白文刚, 贾子秀, 等. 空气分级对旋风燃烧液态排渣及NOx排放的影响[J]. 燃烧科学与技术, 2020, 26(4): 376-381. [16] MINER J, BOWMAN C. Mechanism and modeling of nitrogen chemistry in combustion[J]. Progress in Energy & Combustion Science, 1990, 15(4): 287-338. [17] KHANAFER K, AITHAL S M. Fluid-dynamic and NOx computation in swirl burners[J]. International Journal of Heat and Mass Transfer, 2011, 23(54): 4807-4816. [18] 董勇, 严响林, 闵宏斌, 等. 新型双分级低NOx直流燃烧器的应用[J]. 热力发电, 2012, 41(3): 55-57. doi: 10.3969/j.issn.1002-3364.2012.03.055 [19] 宋少鹏, 卓建坤, 李娜, 等. 燃料分级与烟气再循环对天然气低氮燃烧特性影响机理[J]. 中国电机工程学报, 2016, 36(24): 6849-6858. [20] ZHAO S L, FAN Y X, TIAN T D, et al. Influence of injection scheme on flame characteristics in partially premixed combustion[J]. Energy, 2020, 205: 118058. doi: 10.1016/j.energy.2020.118058 [21] 宋在乐. 天然气扩散燃烧炭黑生成及与火焰辐射和NOx排放相互作用研究[D]. 上海: 上海交通大学, 2007. [22] 宋爽, 孙明曦. 带稳焰的预混燃烧火焰离焰特性实验研究[J]. 煤气与热力, 2019, 39(10): 30-34. -

 点击查看大图
点击查看大图
计量
- 文章访问数: 4836
- HTML全文浏览数: 4836
- PDF下载数: 72
- 施引文献: 0
