

高比表面积活性炭的制备及对Cr(Ⅵ)吸附的研究
Preparation of activated carbon with high specific surface area and study on Cr(VI) adsorption
-
摘要: 以椰树壳为原料,运用水蒸汽和二氧化碳复合物理活化法在4 h内制备了2 162.84 m2/g的高比表面积活性炭,其孔径分布范围为1.1~2.5 nm。应用此吸附剂考察了溶液pH、吸附剂用量、接触时间和初始浓度对Cr(VI)离子吸附效果的影响,并讨论了固定吸附床中不同溶液流量对Cr(VI)去除效果的影响。结果表明:在温度为298 K、溶液pH为1.96、吸附剂用量为0.10 g、铬离子初始浓度为100 mg/L与接触时间为70 min的条件下,活性炭对铬离子具有较高的吸附容量,去除率高达99.32%;铬离子在吸附床中的穿透曲线具有陡峭的传质锋面,但随着铬离子溶液流量的增大脱除果率降低。Abstract: Activated carbon was prepared from coconut shell in four hours with the coupling physical activation process of steam and carbon dioxide, which has a high specific surface area of 2 162.84 m2/g and a pore size distribution range of 1.1~2.5 nm. Effects of pH, adsorbent amount, contact time and initial concentration on the Cr(Ⅵ) adsorption were investigated with this adsorbent. Moreover, the influence of different solution flow rates was discussed on Cr(Ⅵ) removal efficiecy in the packed bed. The results show that activated carbon is of better adsorption capacity and the removal rate is up to 99.32% at temperature 298 K,pH of solution 4.4, adsorbent amount 0.10 g, the initial concentration of Cr(Ⅵ) 100 mg/L and contact time 70 min. Breakthrough curves of Cr(Ⅵ)in the adsorption bed have steep mass transfer frontal, however, the removal efficiency becomes lower with the increase of flow rate.
-
Key words:
- high specific surface area /
- activated carbon /
- adsorption /
- Cr(Ⅵ)
-
底泥作为水体污染物的受纳及反向给予者,是维持水体“生态环境效应”的关键组成[1-2]。重金属是底泥中的主要污染物之一,具有难降解及易通过食物链进入人体并富集的特点,会危及生态环境和人群健康[3]。切实做好底泥中重金属污染物的治理工作,已成为迫切需要解决的关键性环境问题。
目前,重金属污染底泥的处置思路分为吸附固定和迁出[4-5]。电动修复技术作为备受关注的迁出技术,具有污染物流动定向控制、二次污染小、处理成本低等优势[6],但其存在的聚焦效应及离子解离阻力问题是阻碍其应用的关键[7]。改进电动修复技术已成为近几年的研究热点。方一丰等[8]的研究结果表明,向阴极电解液中添加EDTA,可与难溶重金属反应生成易溶络合物,从而促进重金属解吸,底泥Pb去除率可提高至82.1%。郑燊燊等[9]采用阳极逼近法缓解聚焦效应,通过溶解阳极区域重金属,使Cd去除率提升了1.5~3.72倍。KIM等[10]提出膜控法,即在电解池和底泥间设置离子交换膜,控制电解液中离子走向,使得Pb和Cd的去除率从22.3%和14.19%分别被提高至91.6%和58.44%。路平等[11]采用切换电极极性的方法,将底泥pH整体调节至中性范围,底泥Cr的去除率从59.04%升高至86.10%。JUAN[12]的研究结果证实,通过硝酸酸化阴极电解液可以使高岭土中Cd的去除率达98%。但添加剂的降解性[13-15]及其对土壤理化性质和微生物群落分布的影响[16]已成为改进电动修复技术规模化应用所面临的新问题。李敏等[17]提出了牺牲铁阳极的电动联用修复技术,即通过增加电解液净化循环装置,以解决聚焦效应,从而使Cr去除率达到了93.4%。
以推进电动修复技术在河湖底泥修复中的工程应用为目标,因应绿色生态修复需求,提出了兼顾重金属元素回收的外置电解液循环电动联合修复技术。本研究中以典型重金属Cu、Zn、Pb、Cr、Ni复合污染底泥为研究对象,依次开展小试模拟及中试模拟实验,以污染底泥重金属含量变化、去除率及能耗为评价指标,并与传统电动修复法进行对比,以明确修复效果,构建修复及净化技术参数。本研究结果可为改进电动修复技术的规模化应用提供参考。
1. 材料与方法
1.1 供试底泥
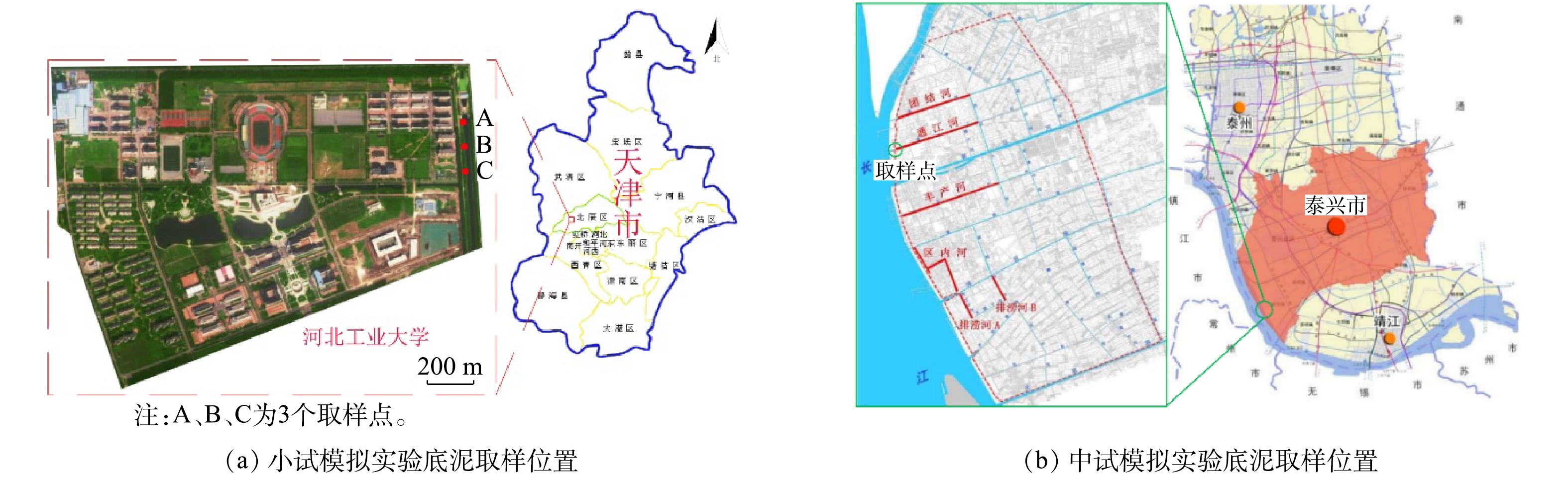
小试模拟实验所用底泥来自河北工业大学北辰校区清淤河底,取样位置见图1(a)。中试模拟实验所用的底泥来自江苏泰兴经济开发区通江河入江口,为重金属污染底泥,取样位置见图1(b),其主要重金属类型为Cu、Zn、Pb、Cr、Ni,含量分别为763.83、96.59、971.48、353.07和574.47 mg·kg−1。所有底泥经烘干、去除草木根茎和石块、碾碎、过2 mm筛后备用。根据《土工实验方法标准》(GB/T 50123-2019)[18] 测试底泥理化性质,结果见表1。
表 1 供试底泥理化性质Table 1. Physical and chemical properties of sediment供试底泥种类 含水率/% pH 塑限/% 液限/% 塑性指数 小试实验底泥 11.27 6.89 24 43 19 中试实验底泥 100.2 6.57 28.4 42.3 13.9 | Show Table DownLoad:
CSV
DownLoad:
CSV
1.2 实验方法
小试模拟实验所用污染底泥为自配。首先依据通江河入口底泥中实际重金属污染物类型,配置重金属污染液,然后采用喷洒方式将污染液均匀拌入底泥并静置24 h。底泥中重金属含量均控制在1 000 m·kg−1。
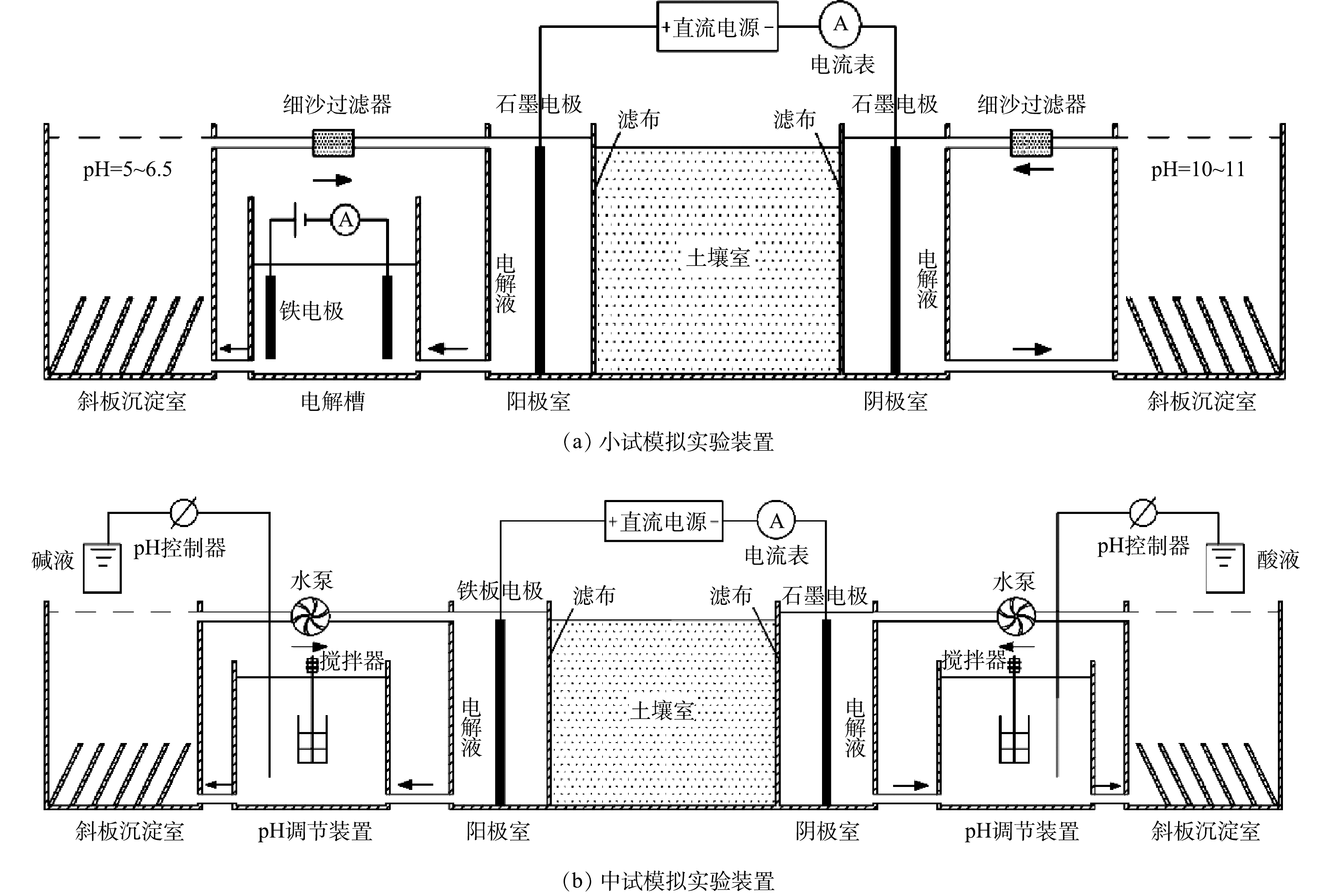
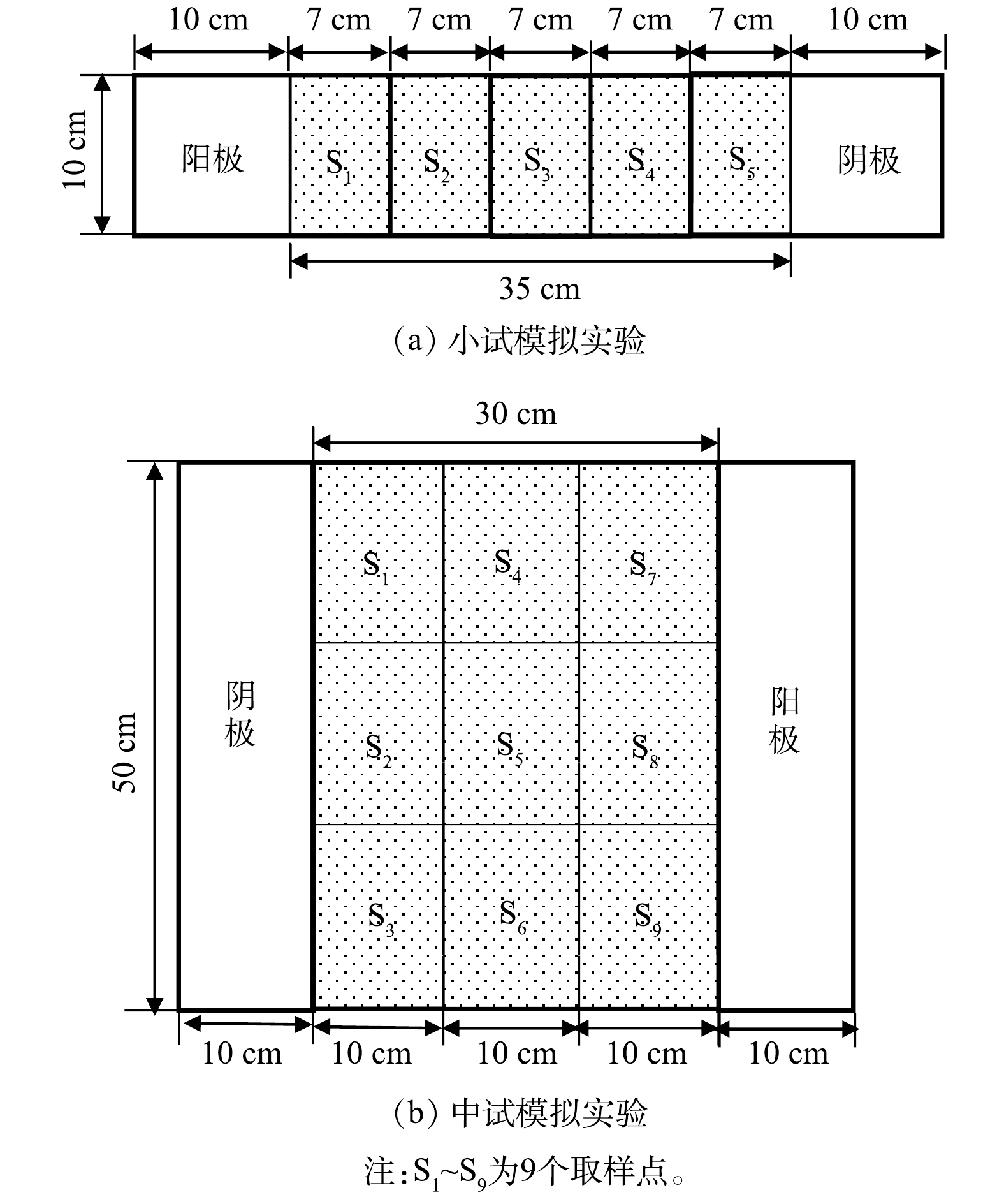
图2(a)为实验装置示意图。实验装置由阴、阳电极室(10 cm×10 cm×10 cm)、土壤室(35 cm×10 cm×10 cm)、电源、石墨棒电极组成。土壤室与电极室间使用透水隔板和250目滤布隔开。循环装置包括pH调节和斜板沉淀池。阳极侧pH调节装置(15 cm×15 cm×10 cm)增加净化Cr功能;阴极侧pH调节装置上部放置搅拌器。在实验过程中,以0.1 mol·L−1 KCl为电解液,预先渗透24 h,电压梯度2 V·cm−1,单次处理底泥5 kg。每间隔24 h测电解液中重金属离子含量,实验结束后,测量土壤室重金属含量,取样点见图3(a)。
中试模拟实验以实际污染底泥为对象,考虑到重金属去除率与电极间距的负相关性[19]及实际工程的应用需求,设定实验装置参数为:阴、阳电极室10 cm×50 cm×50 cm、土壤室30 cm×50 cm×50 cm、pH调节池25 cm×25 cm×25 cm、斜板沉淀池30 cm×20 cm×20 cm(图2(b))。外部循环装置与电解装置间采用外径20 mm导管连接,使用恒流泵驱动循环电解液。在实验过程中,单次处理底泥40 kg,使用0.1 mol·L−1柠檬酸溶液对底泥浸泡24 h进行解吸处理,以提高重金属弱酸可提取态含量;每间隔12 h测定土壤室中重金属含量及含水率,取样点见图3(b)。
电动联合法与传统电动法的区别是增加了恒流泵驱动电解液循环及斜板沉淀池;中试实验和小试试验的区别是小试实验通过电解槽电解铁片净化Cr,中试实验通过阳极室电解铁板净化Cr(表2)。
表 2 实验设计Table 2. Experimental design实验类别 实验编号 土壤类型 是否使用外循环装置 电极材料 阳极 阴极 小试模拟实验 EXP-1 模拟底泥 否 石墨 石墨 EXP-2 模拟底泥 是 石墨 石墨 中试模拟实验 EXP-3 实际底泥 否 石墨 石墨 EXP-4 柠檬酸预处理底泥 是 铁板 石墨 | Show TableDownLoad:
CSV
使用手持式X射线荧光光谱仪测定底泥中重金属含量;使用万用表及电能表面板监测电流、电压及电能变化。重金属污染物去除率计算公式见式(1)。
Ra=Qai−QajQai×100% (1) 式中:Ra为某重金属元素的去除率;Qai为修复前某重金属元素的含量,mg·kg−1;Qaj为修复后某重金属元素的含量,mg·kg−1。
2. 结果与讨论
2.1 重金属离子的净化效果及技术参数分析
底泥中重金属阴离子群主要为
CrO2−4 Cr2O2−7 HCrO−4 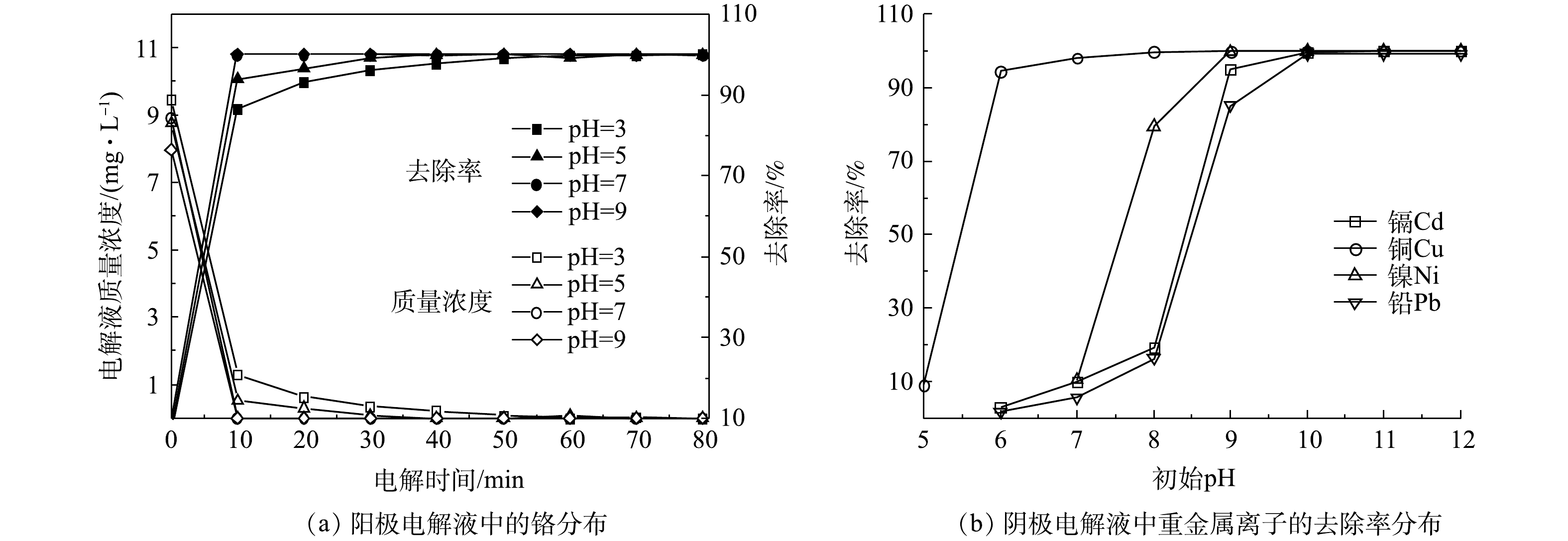 图 4 pH对电解液中重金属离子分布的影响Figure 4. Effects of pH on the distribution of heavy metals in the electrolyte
图 4 pH对电解液中重金属离子分布的影响Figure 4. Effects of pH on the distribution of heavy metals in the electrolyteFe−2e−→Fe2+φθ=0.409V (2) (CrO2−4/Cr2O2−7/HCrO−4)+Fe2++H2O→Cr(OH)3↓+Fe(OH)3↓+H+ (3) 当pH为7时,通电10 min可实现完全沉淀。但Cr(OH)3和Fe(OH)3溶度积分别为6.3
× × 底泥中重金属阳离子群包括Cd2+、Cu2+、Ni2+和Pb2+,阴极电解液以NaOH为沉淀剂,沉淀反应见式(4)~式(7)。
Cd2++2OH−→Cd(OH)2↓ (4) Cu2++2OH−→Cu(OH)2↓ (5) Ni2++2OH−→Ni(OH)2↓ (6) Pb2++2OH−→Pb(OH)2↓ (7) 随着pH的升高,Cu2+先沉淀,pH升高到6时,Cu2+去除率达90%以上;当pH为8时,Ni2+去除率接近80%;当pH为10时,4种重金属离子的去除率均达到99%以上(图4)。Cd(OH)2、Cu(OH)2、Ni(OH)2和Pb(OH)2溶度积分别为7.2
× × × × 2.2 小试模拟实验修复效果及技术参数分析
1)修复过程中电流密度及能耗分布。电流密度可以反映电动修复实验中底泥金属离子的迁移情况,且与重金属去除率有直接关系。对比电动联合法和传统电动法在小试模拟实验中电流密度变化规律(图5(a))可发现,传统电动法与电动联合法的电流密度均为先增后减,在通电30~40 h时达到峰值,峰值分别为57.4和47.6 A·m−2。这是因为,电解液中K+和Cl−进入底泥中,使其导电性增强,极性离子不断移动,电流密度不断增大;随时间推移,阴极产生OH−导致附近底泥呈碱性,生成的重金属沉淀物堵塞底泥孔隙,同时伴随着含水率的降低,电阻升高,电流密度逐渐下降。传统电动法的电流密度始终大于电动联合法,这是因为,传统电动法中重金属离子处于富集状态,导致存在聚焦效应;而电动联合法中重金属离子呈持续性迁出及沉淀状态,处于一种良性循环。
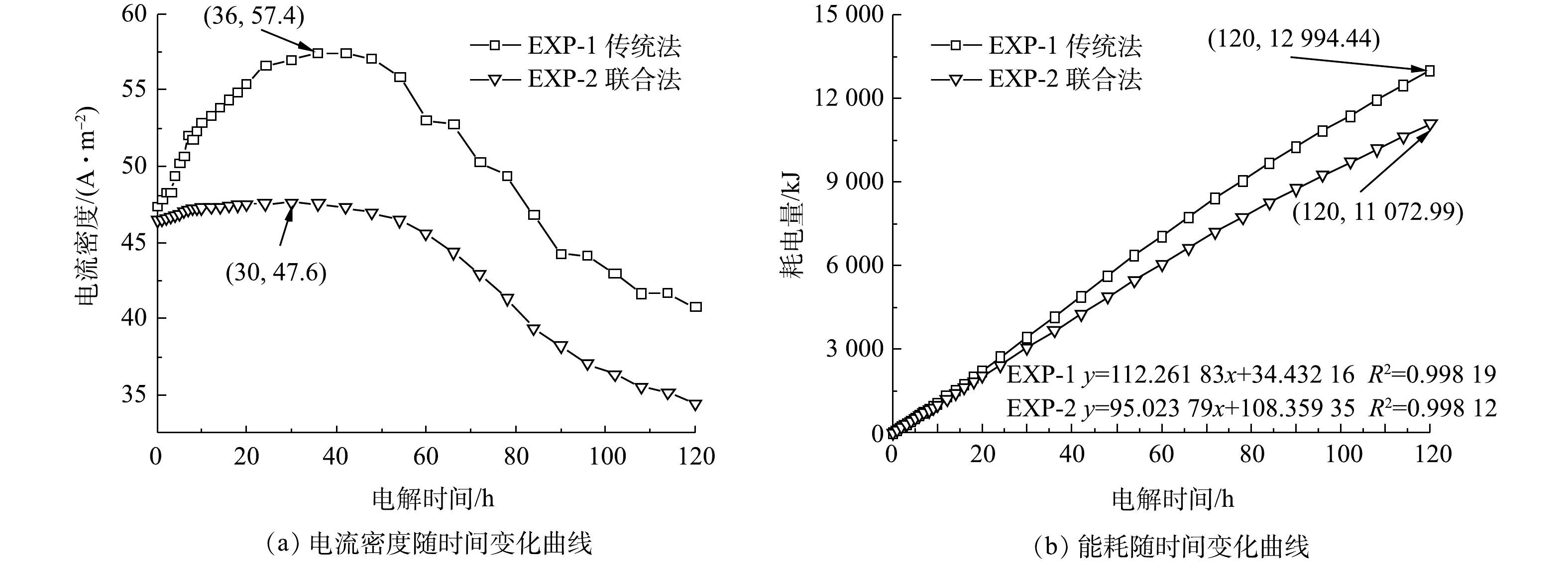 图 5 小试模拟实验电流及能耗变化规律Figure 5. Variation of current density and energy consumption in the bench-scale test
图 5 小试模拟实验电流及能耗变化规律Figure 5. Variation of current density and energy consumption in the bench-scale test传统电动法和电动联合法的能耗与时间均呈线性关系(图5(b)),5 d修复过程的能耗分别为12 994.44和11 072.99 kJ。较传统电动法,电动联合法每天可节省电能385.29 kJ。电动联合法克服了传统电动法电解液重金属浓度过高的缺陷,有效促进了底泥中重金属离子的迁出,从而使底泥电导率下降,电流密度降低,减少因介质发热而造成的电能浪费。
2)电解液中重金属质量浓度的变化。在传统电动法修复过程,电解液中重金属质量浓度持续增加,阴阳离子平均质量浓度分别上升到1 300和630 mg·L−1;修复结束后,电解液中Cr、Cd、Cu、Ni和Pb的质量浓度分别为2 032.51、1 201.64、809.42、1 088.05和915.88 mg·L−1。在联用电动法修复过程,阴阳极电解液中重金属质量浓度变化较小,分别维持在150和250 mg·L−1(图6)。传统电动法电解液中,重金属离子不断积累,浓度持续增大。而在联用电动法中,在牺牲铁阳极及循环装置的作用下,重金属被转化为氢氧化物沉淀物,电解液中的离子保持电场迁入与沉淀迁出的动态平衡状态,使得整体质量浓度始终维持在较低的水平。相较于传统电动法,重金属质量浓度下降了76%~85%,电动联合法有助于促进底泥中重金属的持续性甚至全部性的迁出。
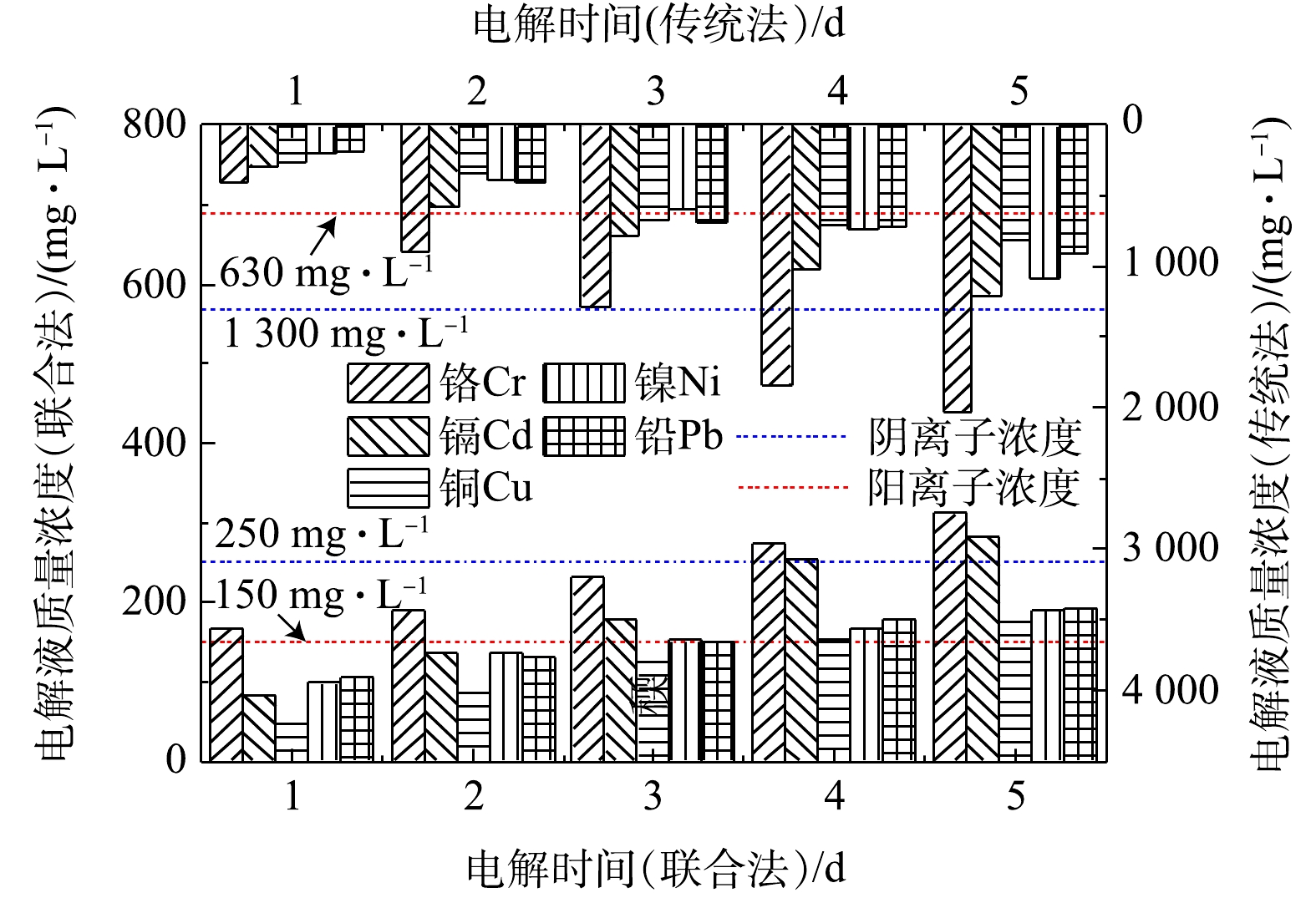 图 6 小试模拟实验修复过程中电解液中重金属离子质量浓度变化Figure 6. Variation of heavy metal concentration in the electrolyte during the bench-scale test
图 6 小试模拟实验修复过程中电解液中重金属离子质量浓度变化Figure 6. Variation of heavy metal concentration in the electrolyte during the bench-scale test3)底泥重金属残余含量及去除率分布。经过传统电动法修复后,底泥阳离子重金属残余含量呈阳极低阴极高的现象,阴阳极区域去除率分别为9%~17%和48%~65%;底泥阴离子重金属残余含量分布与阳离子分布情况相反,阴阳极区域去除率分别为74%和3%(图7)。电动联合法重金属残余含量分布规律与传统电动法相似,但其去除率均被显著提升,底泥中的Cr、Cd、Cu、Ni和Pb的总体去除率范围为74%~84%,较传统法提高了39%~46%。
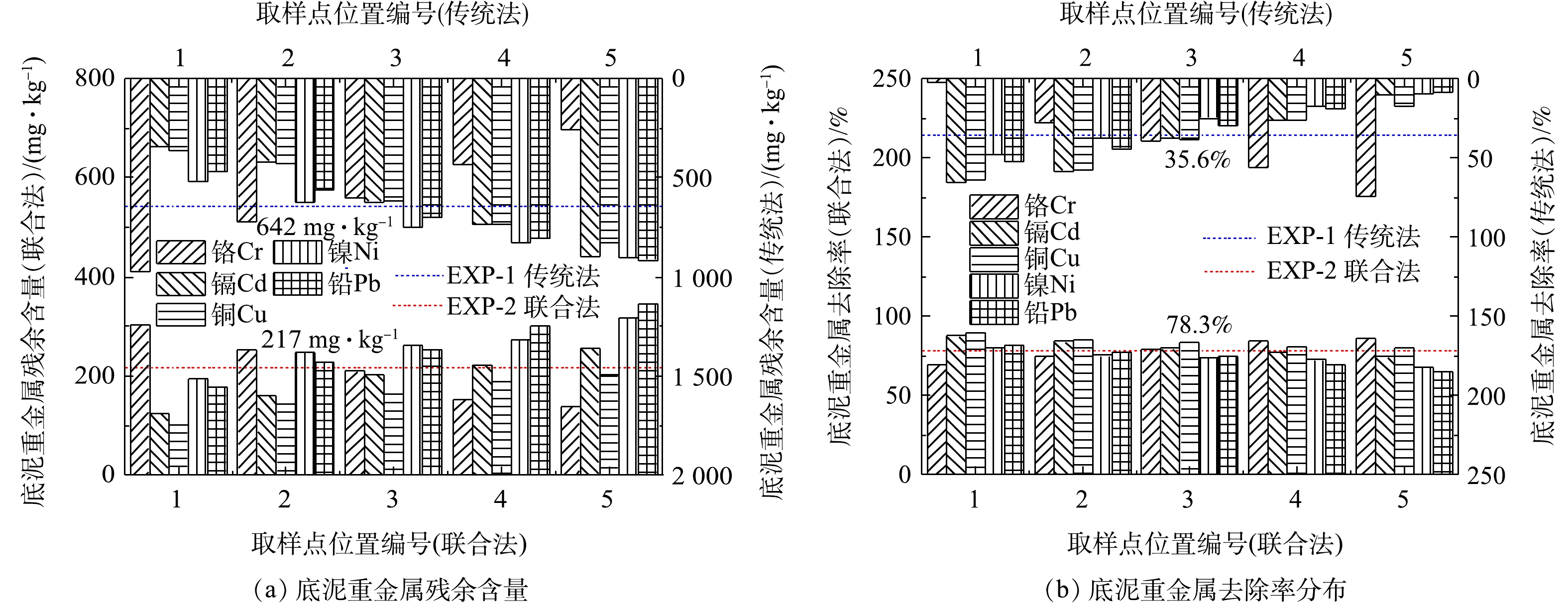 图 7 小试模拟实验底泥重金属残余含量及去除率分布Figure 7. Residual content and removal rate distribution of heavy metals in sediment during the bench-scale test
图 7 小试模拟实验底泥重金属残余含量及去除率分布Figure 7. Residual content and removal rate distribution of heavy metals in sediment during the bench-scale test电动联合法较好地解决了传统电动法存在的聚焦效应问题,各部位底泥重金属去除率呈均匀分布,整体维持在78.3%。电解液循环净化装置的加入,不仅削弱了因重金属不断迁入而引起的高浓度电解液问题,而且缓解了复合重金属离子在同时迁出过程中存在的竞争和阻碍作用,从而有效维持了底泥中复合重金属离子电迁移与电渗流的持续性。
2.3 中试模拟实验修复效果及技术参数分析
1)底泥重金属残余含量及去除率分布。在传统电动法修复底泥过程中,修复前期(0~24 h),各重金属残余含量下降较快;修复24 h之后,重金属迁出减缓,底泥中残余含量趋于平稳。在电动联合法修复过程中,底泥重金属残余含量呈持续性下降,修复后底泥中的Cr、Cu、Ni和Zn含量分别为140.31、314.47、250.93、464.17 mg·kg−1,低于《土壤环境质量-建设用地土壤污染风险管控标准》(GB 36600-2018) 的筛选值(图8(a))。修复5 d后,传统电动法Cr、Cu、Ni、Zn的整体去除率为40.75%、26.23%、39.12%、20.80%;电动联合法Cr、Cu、Ni、Zn的整体去除率为60.26%、58.83%、56.63%、52.22%(图8(b)),电动联合法较传统电动法重金属去除率提高了17.51%~31.42%。
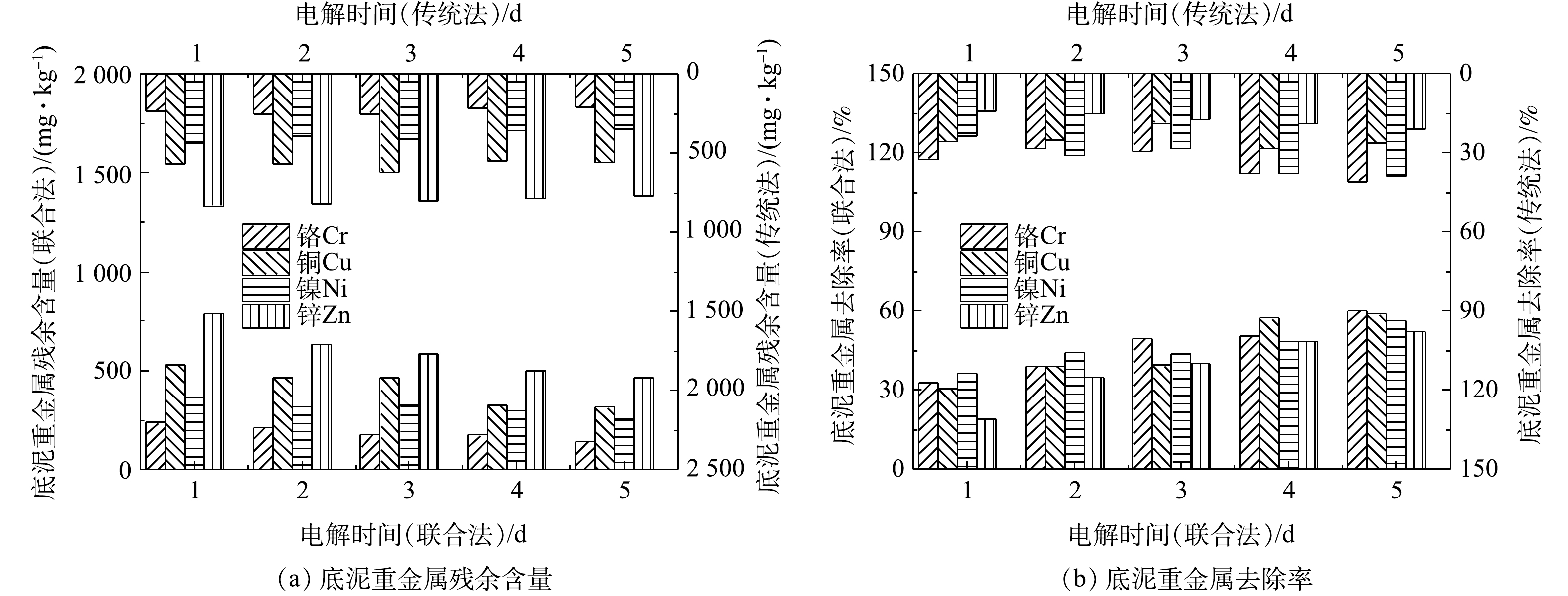 图 8 中试模拟实验修复过程中底泥重金属残余含量变化及去除率变化Figure 8. Residual content and removal rate of heavy metal in sediment during pilot-scale simulation test
图 8 中试模拟实验修复过程中底泥重金属残余含量变化及去除率变化Figure 8. Residual content and removal rate of heavy metal in sediment during pilot-scale simulation test在传统电动法修复污染底泥过程中,可被迁出的重金属离子主要有:松散结合在底泥负电位点上的可交换态重金属;对pH敏感、在酸性条件下易释放的碳酸盐结合态重金属。而以残渣态和有机质硫化物结合态存在的重金属则难以被溶解和迁出,所以修复后期污染物残余含量依旧呈现高稳态,整体修复效果差。
电动联合法极大地增加了可迁移重金属离子的含量,一方面,柠檬酸酸化处理底泥后,柠檬酸中的羟基与羧基中的双氧键易形成较强氢键,脱氢后的羟基极易与金属离子螯合,生成三维网状聚合物,从而脱离底泥颗粒,最终释放于孔隙液中;另一方面,阳极电解铁板反应生成的Fe3+在向阴极移动过程中,会通过氧化还原作用使底泥中重金属硫化物溶出(反应式为: 2Fe3++MS=M2++2Fe2++S0)。因此,伴随着迁出离子的及时反应沉淀,从而赋予了底泥中重金属持续性迁出的条件。
2)修复过程中电流密度及能耗分布。在中试模拟实验过程中,电流密度的变化趋势和小试实验一致,均是先增大后减小。电动联合法和传统电动法的电流密度分别在10和30 h达到峰值。电动联合法电流密度变化范围为23.37~64.05 A·m−2,大于传统电动法的7.71~15.36 A·m−2(图9(a))。其原因为,经柠檬酸预处理底泥后,底泥中不仅存在被解离出来的金属离子,还包含大量的H+和柠檬酸根离子,高离子含量使得底泥活化,导电性增强。中试模拟实验中的耗电量与时间也呈线性关系,5 d修复过程中传统电动法和电动联合法的能耗分别是35 985.6和100 302.2 kJ(图9(b))。尺寸效应对电动修复效果影响显著,解析剂预处理虽然增加了能耗,但可以保证有效的去除率。
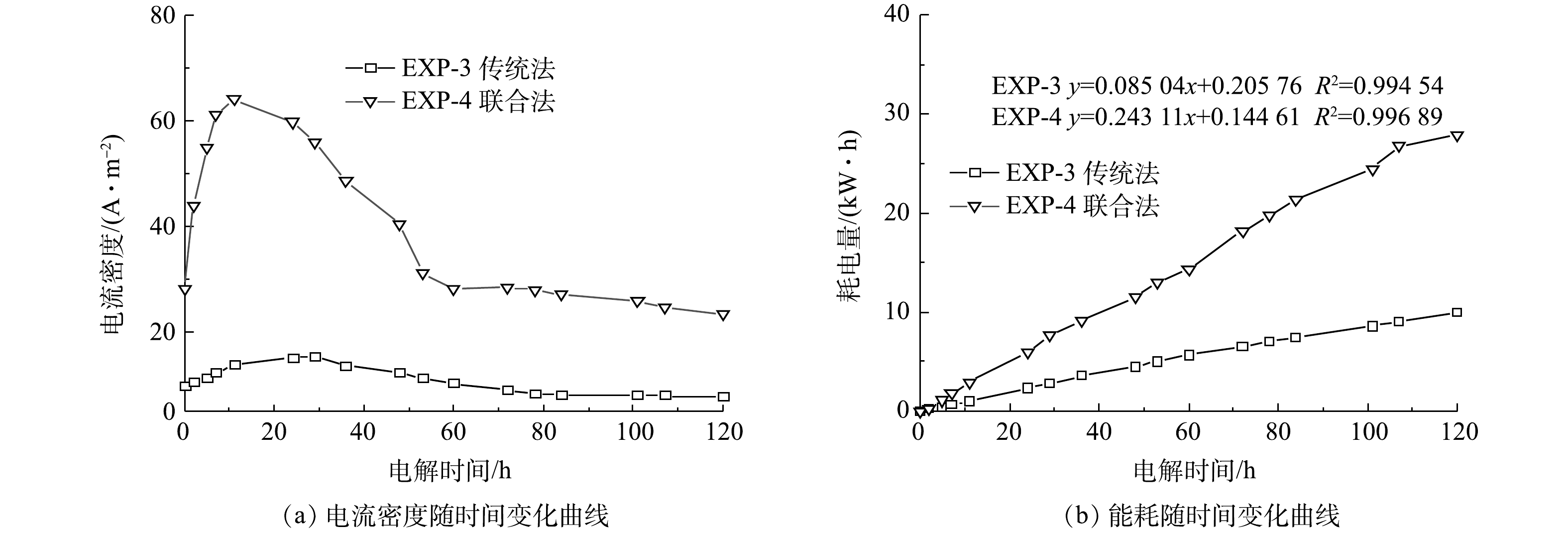 图 9 中试模拟实验电流密度及能耗变化规律Figure 9. Variation of current density and energy consumption during pilot-scale simulation test
图 9 中试模拟实验电流密度及能耗变化规律Figure 9. Variation of current density and energy consumption during pilot-scale simulation test2.4 与其他改进电动修复技术的比较
对比添加缓冲液/络合剂控制pH[20-21]、切换电场/电极[12]、膜控法[11, 22]、设置可渗透反应墙[23]等改进电动法的技术参数及效果,结果见表3。电动联合法与膜控法相比,离子交换膜成本相对较高、修复时间较长、单位能耗高;与阴极pH控制法相比,电动联合法对Cr、Cu的去除率有较大优势;与阳极逼近法、可渗透反应墙技术相比,电动联合的法优势在于可修复混合重金属污染底泥。
表 3 改进电动修复技术参数及去除效果对比Table 3. Technical parameters and removal effects of some improved electrokinetic remediation methods改进方法 电压梯度/(V·cm−1) 电流密度/(mA·cm−2) 底泥类型 修复时间/h 重金属去除率 单位能耗/(kW·h·kg−1) 参考文献 膜控法 − 3 天然土样 300 Cr(95.8%) 395 [22] 阴极pH控制 1 − 天然底泥 168 Ni(70%)、Cu(59%)、Zn(30%)、Cr(29%) − [21] 阳极逼近法 1 − 人工制备 60 Cd(54.9%) 3.37 [10] 底泥预处理 − 0.8 天然底泥 120 Cu(51.7%)、Zn(46.4%) − [24] 可渗透反应墙 2.5 − 人工制备 120 Pb(80.7%) 1.77 [23] 电动联合法 2 − 天然底泥 120 Cr(60.3%)、Cu(58.8%)、Ni(56.3%)、Zn(52.2%) 0.7 本研究 | Show TableDownLoad:
CSV
结合小试及中试模拟实验,提出电动联合循环法技术参数为:采用0.1 mol·L−1柠檬酸浸泡预处理底泥,增加重金属可提取态含量;电压梯度为2 V·cm−1,加速孔隙水排出,提高重金属离子移动速率,缩短修复时间;循环装置中阴极电解液pH调节至10、阳极pH调至5~6.5,实现迁出重金属的及时反应沉淀,以保证迁出的持续性,解决聚焦效应。
3. 结论
1)电动联合法有助于增强复合污染底泥中重金属离子迁出的持续性及可提取态,解决了聚焦效应,增强了去除率。通过增加解析剂的预处理,可弱化尺寸效应对修复效果的影响。经中试模拟实验修复后,底泥中的Cr、Cu、Ni和Zn含量分别为140.31、314.47、250.93、464.17 mg·kg−1,低于《土壤环境质量-建设用地土壤污染风险管控标准》(GB 36600-2018) 的筛选值。电动联合法具有工程应用的可行性。
2)在两极电解液增设pH调节装置和斜板沉淀池有助于以Cr(OH)3、Cu(OH)2、Ni(OH)2和Zn(OH)2沉淀物的方式对重金属污染物进行回收,阳极电解液pH控制在5~6.5,阴极电解液pH控制在10时,阴阳极两侧电解液中重金属沉淀率均达99%。
3)电动联合技术可同步实现底泥污染物的净化及回收,技术参数为:0.1 mol·L−1柠檬酸预处理底泥,电压梯度为2 V·cm−1,循环装置中阴极电解液pH调节至10、阳极电解液pH调至5~6.5。
-










 点击查看大图
点击查看大图
计量
- 文章访问数: 2174
- HTML全文浏览数: 1146
- PDF下载数: 1134
- 施引文献: 0
