




-
肉类屠宰厂产生的废水包含圈栏内粪便冲洗水、屠宰车间内的含血废水及褪毛高温废水,主要含有大分子有机物、动物油脂等,以及类大肠杆菌等细菌,且伴有腥臭味[1-2]。屠宰废水中COD、氨氮和总氮分别约为600~3 000 mg·L−1、50~320 mg·L−1、 80~354 mg·L−1[3-4]。屠宰废水生化处理技术比较成熟,多采用“水解酸化+生物接触氧化”[3-4]或“UASB+SBR”[5]等组合工艺。然而,UASB等工艺的基建难度较大、成本较高,并不适用于小型污水处理厂。传统生物法基建难度小、成本低,但其脱氮效率不理想且存在脱氮除磷过程中聚磷菌和硝化细菌污泥龄矛盾的问题。以传统A2/O工艺为基础的UCT工艺对COD、总氮和总磷的去除率较高,还可解决SBR、UASB、A2/O等传统工艺在脱氮除磷时存在的问题[6]。
将UCT工艺进行回流模式的改良,可提高除磷效果,并解决传统活性污泥法中污泥易流失的问题[7]。改良方法为将二沉池污泥直接回流至接触好氧池前端。其中,硝化细菌污泥龄较短,在进入好氧池后曝气量充足的情况下,会较快地适应好氧环境,然后快速增长繁殖,并降解水体中有机物及氨氮;而反硝化细菌污泥龄较长,好氧污泥进入厌氧环境后,适应期较长,优势菌种难在短时间内增长繁殖。因此,将二沉池污泥直接回流至好氧系统前端,在一定程度上可减少好氧污泥和厌氧污泥间的更替,使大部分硝化菌和反硝化细菌处于适宜生长环境下,从而解决硝化菌与反硝化菌在污泥龄上的矛盾问题,更有利于菌种培养。另一方面,聚磷菌厌氧释磷条件是绝对厌氧状态,污泥回流混合液中含有大量硝态氮及游离氧,若回流至厌氧池会破坏厌氧环境,使得厌氧池内优先发生反硝化作用,且厌氧段磷释放的有效容积减少而硝态氮也会抑制磷的释放,导致除磷效果较差。因此,通过将二沉池污泥直接回流至接触好氧池前端,可从源头上减少厌氧段内游离氧及硝态氮含量,从而提高除磷效果。
本案例以《屠宰与肉类加工工业水污染物排放标准 (征求意见稿) 》的间接排放标准为废水处理目标,基于传统生化工艺设计出一套基建难度小且能满足生产需求的改良回流模式UCT工艺。根据出水水质情况及污泥挂膜情况,调整曝气量、硝化混合液回流比、缺氧混合液回流比及污泥回流比,以完成现场运行调试,并核算改造成本与运行成本,以期为同类小型高氮屠宰废水的处理工程的设计或运行改造提供参考。
-
废水主要由屠宰生产过程中产生的各类废水组成。由于每日屠宰量随市场需求变化,故屠宰废水产生量不同。夏秋两季屠宰废水产生量为40~50 m3·d−1,春冬两季屠宰废水产生量则高达180~200 m3·d−1。原有污水处理设施采用传统A2/O工艺,其日处理量仅为60 m3,且原污水处理设施厌氧池与缺氧池内无搅拌装置,极易造成污泥沉积与池体堵塞。同时,接触好氧池内曝气管道腐蚀穿孔,曝气不均匀,处理效果不佳,故需建造新污水处理设施以保证屠宰场正常生产运行。由于屠宰废水属于间歇式用水且用水量的时变化系数较大,因此峰值排放量按照200 m3·d−1设计。目前,该屠宰厂所在区域乡镇污水管网已覆盖,利用原有污水处理设施的污水管道进行新设施的修建,设计规模为200 m3·d−1。出水水质执行《屠宰与肉类加工工业水污染物排放标准 (征求意见稿) 》标准。设计进、出水水质如表1所示。
-
1) 预处理设计。该处理系统原水B/C为0.75>0.3,可生化性好。由于废水中含有大量动物油脂、动物毛发及屠宰过程中产生的肉类碎屑,故保留原有前端预处理设备。在预处理阶段,废水会经过固液分离、隔油池和格栅去除掉大宗杂物和浮渣,然后进入混凝气浮,使动植物油、悬浮物和部分有机物得到有效去除。预处理后的废水进入改造后的调节池,并利用成一体化溶气式气浮机,去除其中的小粒径悬浮物。
2) 生化工艺设计。考虑到该屠宰废水氨氮指标较高,而在碱性条件下,曝气量对氨氮去除效果的影响较大,故选用风量为1 000 m3·h−1的变频风机,为理论曝气量的134%。由于生化系统进水COD较高,直接采用接触氧化等工艺,所需生化池容积较大,基建成本过高,故先利用水解酸化对有机物进行预降解[7],利用厌氧微生物去除废水中的有机物并使含氮有机物氨化,以提高污水的可生化性。然后设置缺氧池使厌氧池出水与富含硝态氮的好氧池回流液混合,并在缺氧池内进行反硝化反应。反硝化反应过程中产生的碱度可为好氧池中硝化反应创造有利条件。缺氧池出水经过絮凝沉淀后,厌氧污泥一部分回流至厌氧池,以加强厌氧—缺氧的交替,另一部分排入污泥池,上清液进入接触好氧池,并在好氧池前端主要进行碳化反应以去除好氧有机物 (以COD计) ;后端主要进行硝化反应,使氨态氮变为硝态氮。最后,混合液在二沉池进行泥水分离后,污泥部分回流至接触好氧池前端,部分排入污泥池,上清液达标排放。
3) 回流工艺设计。为避免好氧系统内溶解氧会对厌氧环境造成破坏,将二沉池污泥直接回流至好氧系统前端,好氧系统内仅设置硝化混合液回流至缺氧段。由于缺氧段布设潜流推进器会导致缺氧段污泥部分流失,故缺氧段后设置混凝沉淀池并将污泥部分回流至厌氧段,以加强脱氮效果并保证整个生化系统内的厌氧菌和好氧菌在绝大程度上处于各自适应的生长环境条件下,从而减少其转换周期,有利于污泥培养。
4) 固废的处理。预处理阶段的残渣产生量较多,再加上生化系统所产生性质稳定的活性污泥,可将该处理系统产生的固废直接进行收集、贮存,再通过叠螺机进行压滤处理。
-
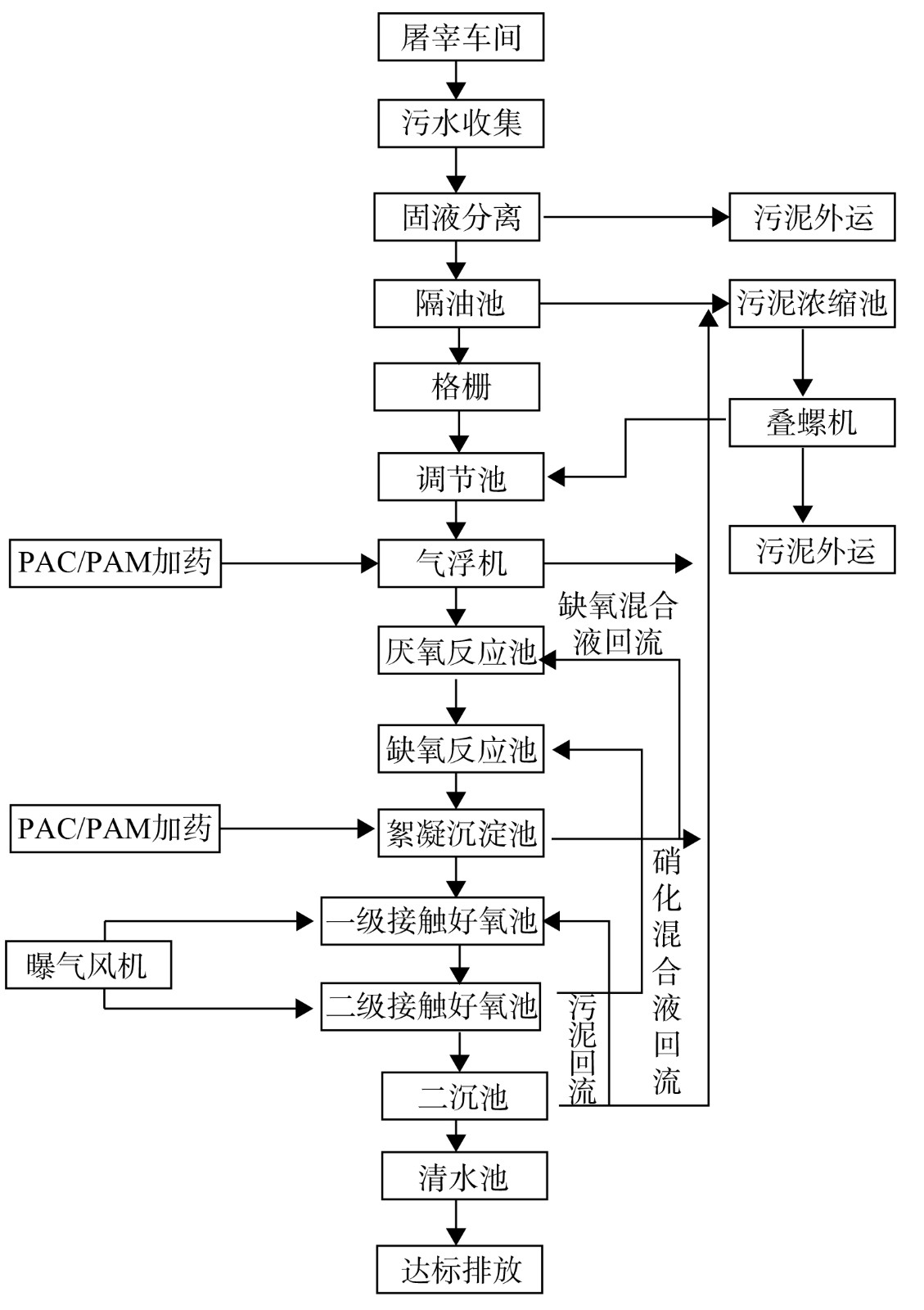
综合考虑该厂原有污水处理设施的实际运行情况、处理成本、进水水质及出水要求确定了废水处理工艺流程 (图1) 。
1) 预处理系统。预处理系统利用该厂原有设施,如斜筛式干湿分离机、隔油池及格栅等。在运行过程中,为避免残渣在调节池内沉积,先利用斜筛式干湿分离机将废水中残渣分离,而后通过隔油池和格栅去除动物油脂及部分悬浮物。出水含渣量较少可减少对管道及提升泵的磨损,预处理后的污水进入新处理系统调节池内,再泵入溶气式气浮机内去除剩余悬浮物及部分总磷。预处理系统出水较清澈但有异味。
2) 生化处理系统。该系统为新建设施,主要包括厌氧池、缺氧池、絮凝沉淀池、生物接触氧化池及二沉池。为保证该系统容积得到充分利用,其水流采用下进上出式。絮凝沉淀池与二沉池均为浇筑后砖砌泥斗。由于泥斗坡度较小,在正常运行过程中,沉淀池内泥层较厚,但不影响出水浊度。而厌氧池、缺氧池及生物接触池内均装有组合生物填料,为细菌生长提供附着物,可有效避免污泥流失。
3) 污泥处理系统。该系统亦为新建设施,主要包括污泥浓缩池和叠螺机。由于气浮机前期运行出现故障产渣量较多,二沉池泥斗建造坡度较小、水力冲击负荷较大,在运行过程中需要经常性排泥,故该系统前期运行较为频繁。当气浮机和生化系统运行稳定后,产渣量和产泥量大幅度减少,运行时间也随之减少。浓缩污泥在叠螺机前端絮凝反应池内与阳离子型聚丙烯酰胺絮凝成大颗粒絮体,并通过叠螺机进行泥水分离。脱水后污泥进行集中处理,压滤液排至调节池内进行再处理。
-
1) 调节池。半地下式钢筋混凝土结构,厚混凝土侧壁为250 mm,有效容积500 m3。配套污水提升泵2台 (Q=12 m³·h−1,H=20 m,P=1.1 kW,单价350 元·台−1,一备一用) 。电磁流量计1台。
2) 混凝气浮机。一体式设备,处理能力为10 m3·h−1 (单价13 600 元·台−1) ,容量水量为2~3 m3·h−1。外形尺寸为5 000 mm×2 500 mm×2 300 mm,有效容积9 m3。主机、刮抹机、空压机功率分别为3 kW、0.37 kW和1.10 kW。
3) 厌氧池。半地下式钢筋混凝土结构,进水方式采用上进下出式。出水处设置混凝土溢流堰,有效容积为50 m3,水力停留时间6.25 h。池内装有组合生物填料。
4) 缺氧池。半地下式钢筋混凝土结构,池内设有钢筋混凝土折板,末端设置钢筋混凝土溢流堰,其有效容积为83 m3,水力停留时间为10 h。池体对角设置2台潜水搅拌机 (P=2.2 kW,单价2 500 元·台−1) ,并装有组合生物填料。
5) 絮凝沉淀池。半地下式钢筋混凝土结构,混凝池有效容积14.72 m3,混凝反应池中间隔墙距池底1 m处开孔,设计混凝停留时间为1.70 h,沉淀池有效容积为45 m3,浇筑后砖砌泥斗,设计停留时间为5.40 h。混凝池内设有减速搅拌机2台 (其搅拌杆2.0 m,P=1.1 kW,单价1 060 元·台−1)。PAC、PAM加药设备各1套 (10~50 L·h−1,PE桶为1 000 L,单价890 元·套−1) 。沉淀池内设有提升泵1台 (Q=8 m³·h−1,H=10 m,P=1.5 kW,单价200 元·台−1) 。
6) 两段式生物接触氧化池。半地下钢筋混凝土结构,池体两端预埋管径200 mm UPVC管,氧化池前端设置宽为1 m的预混合区。预混合区末端墙体下端距池体底部0.40 m,以保证水流方向在整个池体处于下进上出状态。好氧池末端设置宽为0.92 m的沉淀区,总有效容积195 m3,水力停留时间为24 h。池内装有组合生物填料、曝气盘。配套风量为1 000 m3·h−1变频风机2台 ( Q=1 000 m³·h−1,p=100 kPa,P=48 kW,单价13 000 元·台−1,一备一用) ,提升泵2台 (Q=30 m³·h−1,H=10 m,P=2.5 kW,单价700 元·台−1,一备一用) ,溶解氧仪1台 (单价1 400 元·台−1) 。
7) 二沉池。半地下式钢筋混凝土结构,有效容积为45 m3,采用中心进水周边出水式辐流沉淀池,周边溢流堰采用砖砌结构,末端预埋管径200 mm UPVC管。池体浇筑后砖砌泥斗并布置斜板,池内设有提升泵2台 (Q=15 m³·h−1,H=10 m,P=2.2 kW,单价426 元·台−1,一备一用) 。
8) 污泥池。半地下钢筋混凝土结构,总有效容积为60 m3,池内设有污泥提升泵1台,末端设置混凝池,方便后续叠螺机压泥,其有效容积为9 m3。混凝池内设有减速搅拌机2台 (搅拌杆长为2.0 m,P=1.1 kW,单价1 060元·台−1) ,加药系统1套 (流量10~50 L·h−1,PE桶容积1 000 L,单价890 元·套−1) ,污泥提升泵1台 (Q=8 m³·h−1,H=10 m,P=1.5 kW,单价200 元·台−1) 。
-
化学需氧量采用快速消解分光光度法;氨氮采用纳氏试剂分光光度法;总氮采用碱性过硫酸钾消解紫外分光光度法;总磷采用钼酸铵分光光度法;SS采用重量法;pH (无量纲) 采用玻璃电极法;动植物油采用红外分光光度法;溶解性有机质 (dissolved organic matter,DOM) 采用荧光光谱法[16]。
为避免因屠宰废水中的悬浮物和动物油脂影响COD测定结果,在测定前先用絮凝剂进行混凝沉淀预处理,然后取其上清液进行检测。
-
该污水处理设施建成后,在调试运行过程中对进出水中各项指标进行了连续130 d的监测。图2表明,初期生物填料上生物挂膜量较少,此时的污泥质量浓度为2 500 mg·L−1;中期生物填料生物挂膜量多,测得污泥质量浓度为6 000~7 000 mg·L−1。这说明污泥浓度与生物挂膜量有明显增加。
结合各项污染物指标分析处理效果发现:在系统初期,微生物主要处于适应期,未出现明显的增长繁殖,生物填料上的挂膜量较少,COD、氨氮、总氮和总磷去除率较低;在系统初期运行时每日投加25 kg葡萄糖并每隔2 d投加30 g磷酸二氢钾,以补充碳源与微量元素,有利于微生物增长繁殖;由于沉淀池上清液较混浊,将曝气量由1 000 m3·h−1调整至700 m3·h−1,使得好氧系统内溶解氧保持在2~3 mg·L−1,并使污泥回流比由50%提升至70%,以延长好氧污泥在好氧系统的停留时间,为微生物生长创造有利条件;在系统运行中期,污泥浓度与生物挂膜量大大增加,COD、氨氮、总氮和总磷的去除率也随之提高,并趋于稳定。
-
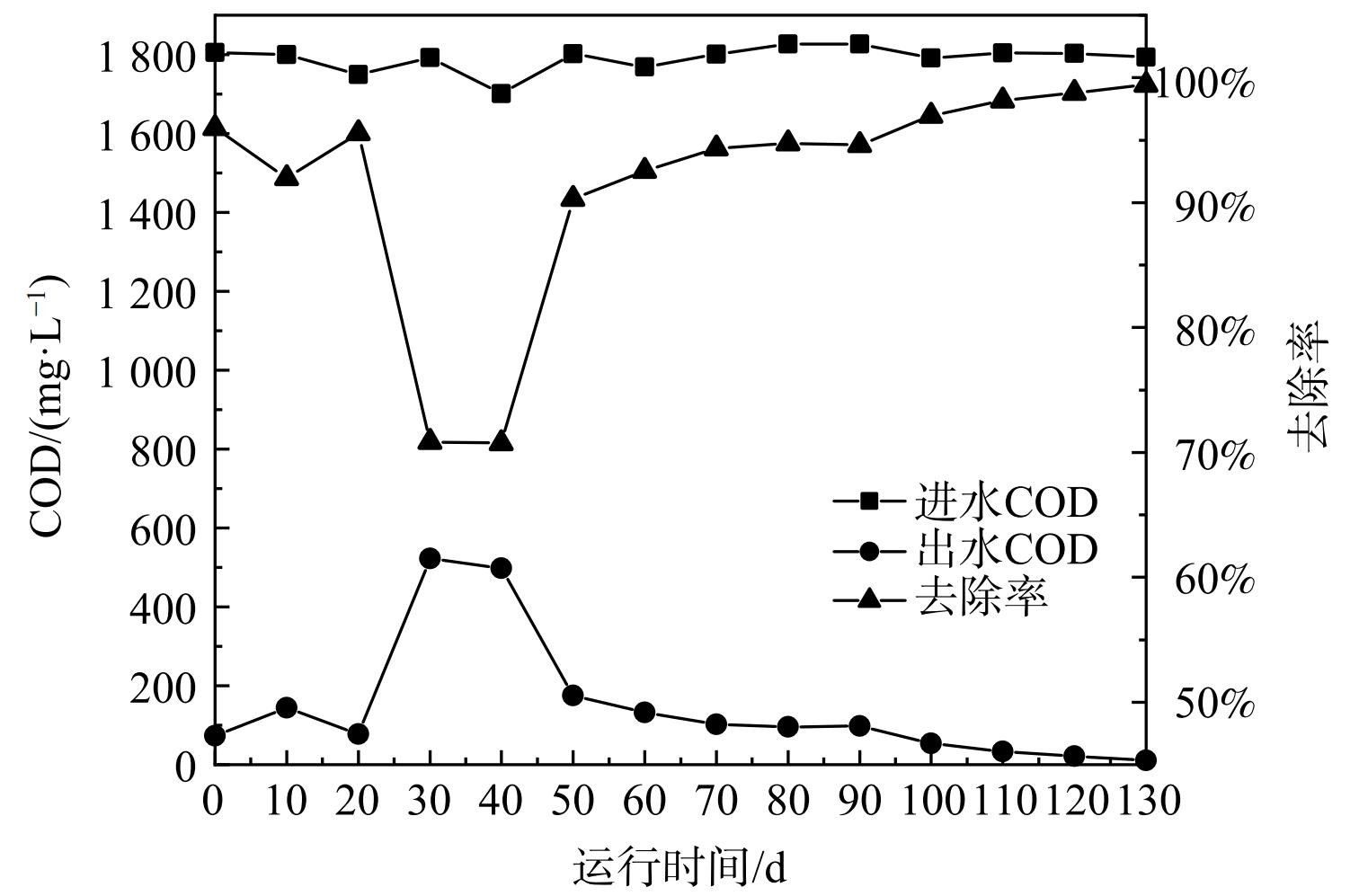
1) COD。在工艺运行过程中,系统对好氧有机物 (以COD计) 的去除效果见图3。在运行前期,由于系统内进水量不大,存在稀释作用,出水COD较低。随着进水量的增加,出水COD升高。经过污泥培养驯化及运行参数调整阶段后,出水COD逐渐降低,好氧有机物 (以COD计) 去除率逐渐提高,最终实现出水COD稳定达标。当系统运行到第10天时,初期的低负荷污水已排出系统外,随着进水量的增加,出水COD逐渐增高。通过增强厌氧—缺氧段循环,将缺氧混合液回流比由60%提升至82%,从而延长厌氧污泥在厌氧系统的停留时间[8-9];连续运行一段时间后,厌氧/缺氧池污泥浓度有所增加,水解酸化能力增强,好氧有机物 (以COD计) 去除效率明显提高,二沉池出水COD逐渐降低。在系统连续运行90 d后,出水COD稳定在70~130 mg·L−1,平均值为107 mg·L−1,好氧有机物 (以COD计) 去除率稳定在94%~97%。
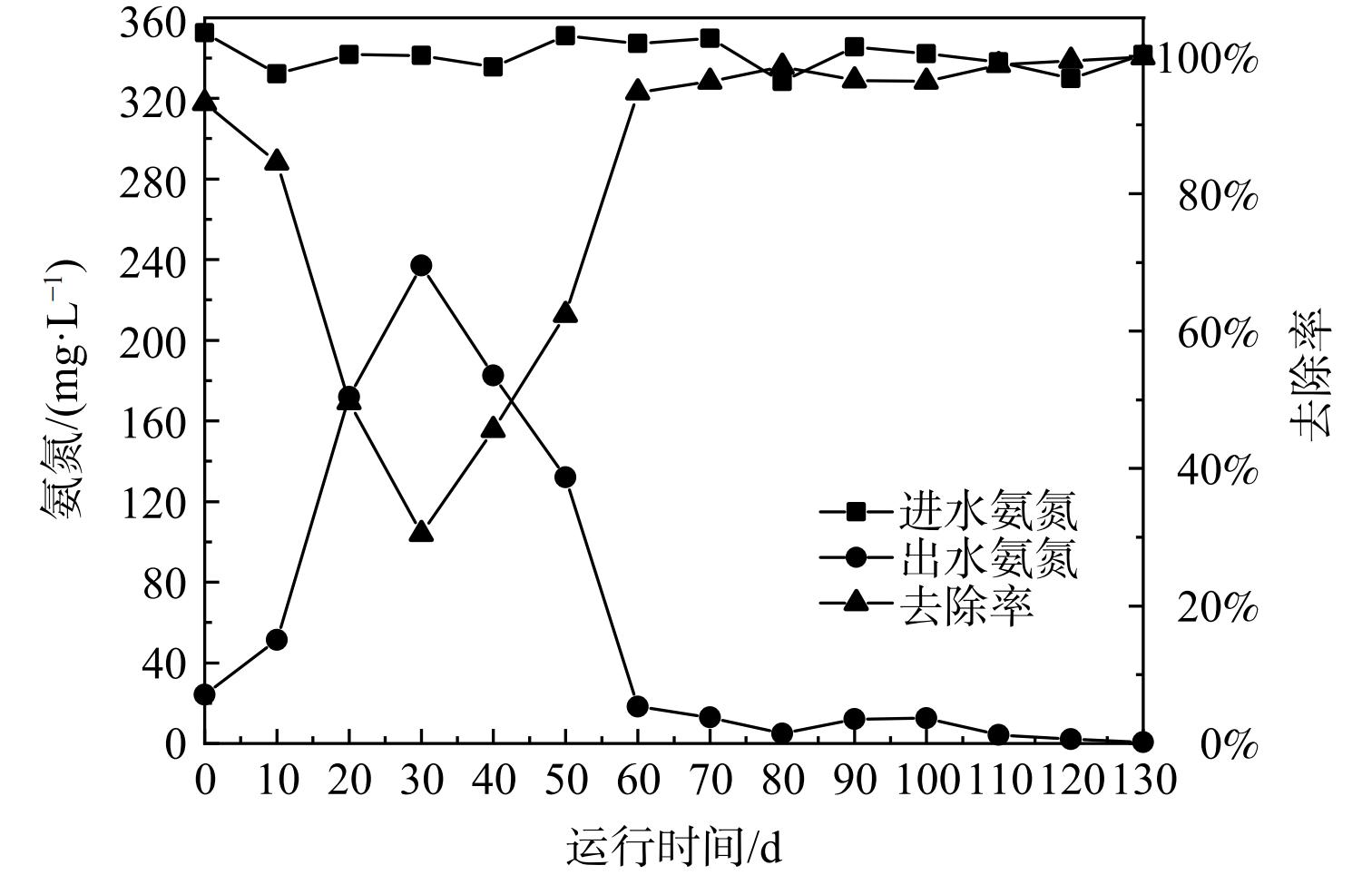
2) 氨氮。在运行过程中对氨氮的去除效果见图4。在运行初期,由于废水进水量不大存在稀释作用,二沉池出水NH3-N较低。随着进水量增加,系统NH3-N去除率降低,出水中NH3-N逐渐升高。分析其主要过程为:在运行初期,系统内污泥质量浓度较低,硝化菌数量较少且生物填料上的挂膜量较少 (见图2 (a) ) ;系统运行至第10天时,好氧池负荷较低且C:N:P比例失衡,由于硝化细菌污泥龄较短,好氧污泥在好氧系统停留时间过长,好氧污泥自身氧化解体,从而导致二沉池出水浑浊且NH3-N升高;通过减小污泥回流比、增加硝化混合液回流比,减小好氧污泥在好氧池的停留时间,同时在系统运行前期定时向系统中补充适量碳源和微量元素 (通常投加磷酸二氢钾) ,以增加负荷和调整碳氮磷比例,使得整个系统更有利于细菌的生长繁殖 (在培养污泥过程中可采用此类方法,以减少培养周期) ;在运行一段时间后,出水NH3-N逐渐降低,生化系统中的污泥絮体变大且生物填料上挂膜量明显增加 (见图2 (b) ) ,测得污泥质量浓度为6 000~7 000 mg·L−1;在连续运行90 d后,出水NH3-N稳定在2~18 mg·L−1,平均值为10.16 mg·L−1,其去除率稳定在96%~99%。
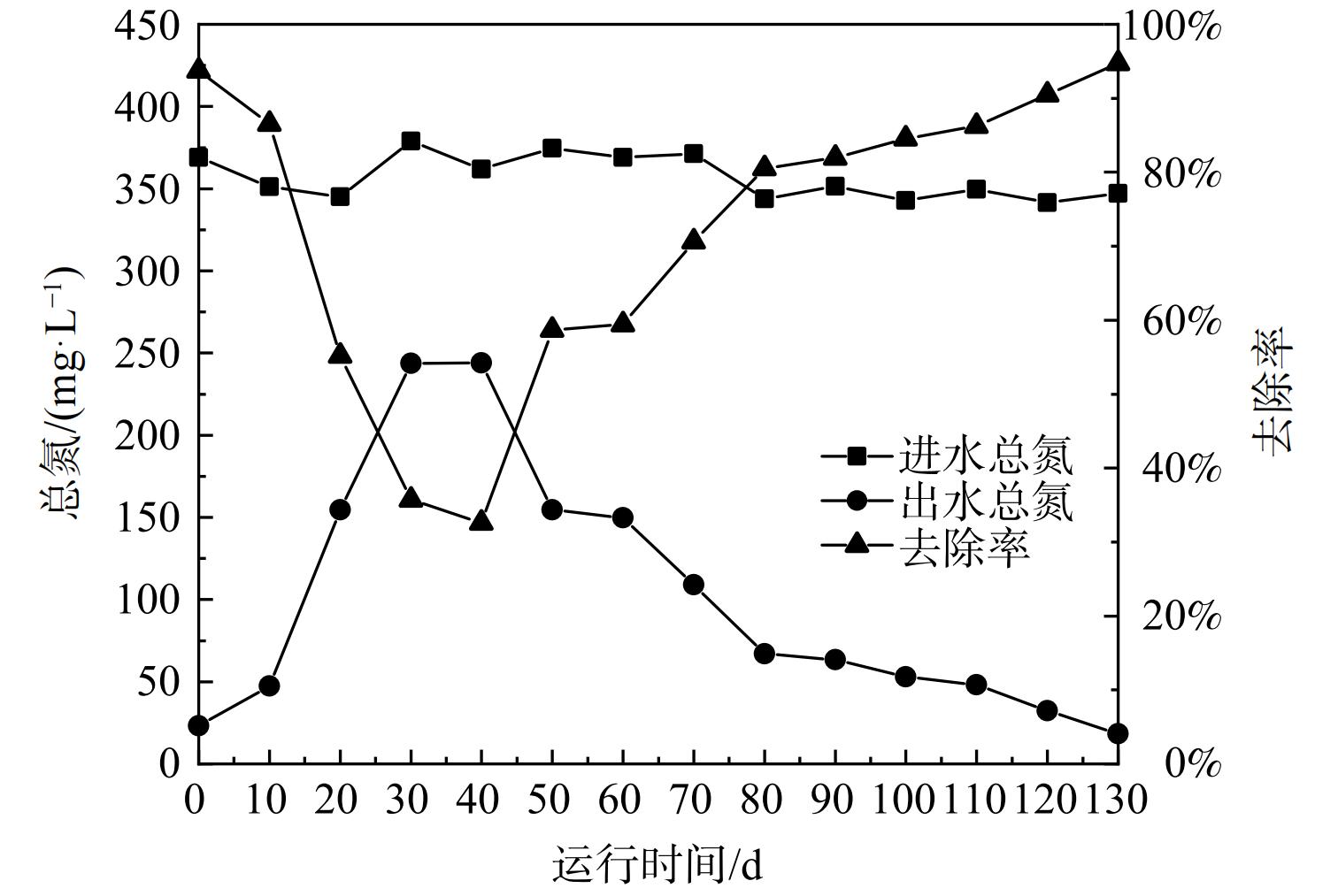
3) 总氮。运行过程中总氮 (TN) 去除效果见图5。在系统运行前30 d,出水TN波动较大。初期出水TN较低,随着总进水量的增加,运行至第10天时,出水TN逐渐升高。分析其主要过程为:进水NH3-N较高,NH3-N经过硝化反应后产生大量NO−3-N,随硝化混合液回流至缺氧段,缺氧段的反硝化压力过大[10],同时反硝化细菌较难培养,数量有限,会导致运行前期出水TN缓慢增加;缺氧池出水NO−3-N为12.63 mg·L−1 > 8 mg·L−1,NO−3-N回流至厌氧池会抑制厌氧池内含氮有机物的氨化过程;在好氧系统过度曝气,二级接触好氧池内保持较高DO,硝化回流混合液中携带了大量氧气进入缺氧段,过高DO又会抑制反硝化作用的进行。通过调整风机运行时间将曝气量由400 m3·h−1提升至750 m3·h−1,并逐级调整硝化混合液回流泵运行时间,将硝化混合液回流比由210%提升至267%。在连续运行30 d后,二级接触好氧池末端DO为2~3.50 mg·L−1,缺氧段出水NO−3-N保持在0.12~0.41 mg·L−1 (< 2 mg·L−1) ,能保证缺氧池内反硝化反应进行[11]及厌氧池中含氮有机物的有效氨化;连续运行90 d后,出水TN稳定18~70 mg·L−1,平均值为44 mg·L−1,TN去除率稳定在89%~95%。林康理等[15]对广州某屠宰场的旧污水处理设施进行升级,将传统A/O工艺改造为厌氧—缺氧—接触氧化工艺,效果明显,但氨氮去除率仅为84.6%。这表明本工艺对高氮屠宰废水的处理效果优势明显。
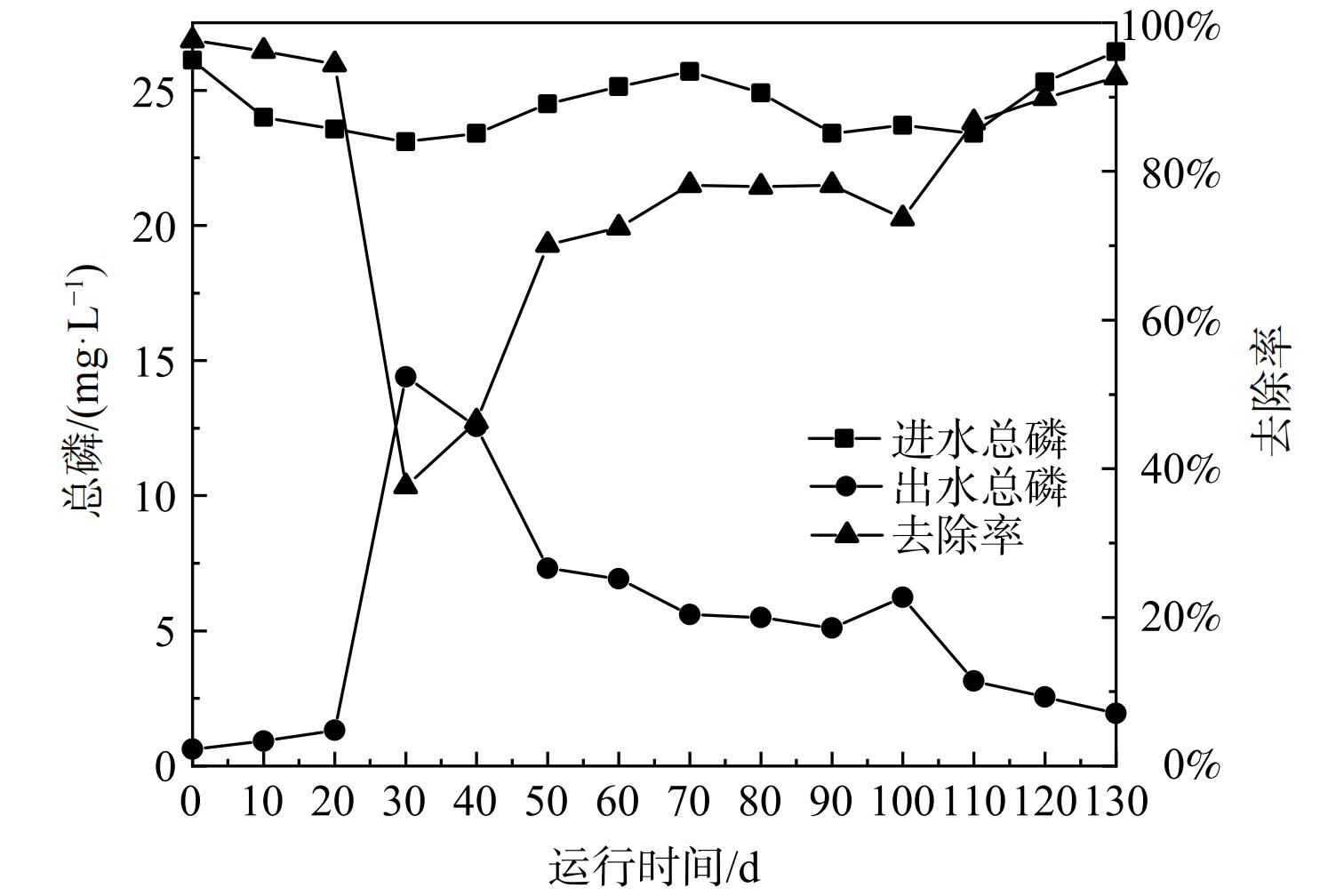
4) 总磷。运行过程中对总磷 (TP) 的去除效果见图6。在运行前期,出水TP较低,运行至第20天时,出水TP逐渐增加。分析其中的过程为:在运行至第10天时,增大了硝化混合液回流比与缺氧混合液回流比,过量NO−3-N进入缺氧段;由于反硝化细菌培养困难,反硝化效果不理想,故缺氧段出水NO−3-N较高,导致过多NO−3-N通过缺氧混合液回流被带入厌氧段抑制厌氧释磷[12],从而使得厌氧释磷效果较差;通过逐级调整硝化混合液回流比,使得缺氧段出水硝酸盐低于2 mg·L−1,以保证泥缺氧混合液回流中的NO−3-N不会抑制厌氧段的释磷性能[13];同时,缺氧混合液回流增强了厌氧—缺氧的交替[14],加强了系统的反硝化除磷性能,除磷效率随之提高。在连续运行90 d后,出水TP稳定在3~6 mg·L−1,平均值为4.50 mg·L−1,去除率稳定在85%~92%。
-
取115 d内的各工艺段的水样,用30 μm滤膜过滤后,将滤液稀释至在254 nm下吸光度小于0.05 A,然后用日立F-7000 荧光分光光度计进行检测。检测中的参数分别为:激发波长200~450 nm;发射波长200~550 nm;激发/发射狭缝5 nm;光电倍增管负高压500 V;扫描速度1 200 nm·min−1。共检测到4个荧光特征峰 (图7) ,其具体信息如表2所示。
图7中荧光峰A所代表的色氨酸类蛋白质和荧光峰B所代表的可溶性微生物副产物均为易降解有机物,荧光峰C代表的富里酸类腐殖质为可生物降解有机物,荧光峰D所代表的腐殖酸类腐殖质为难生物降解有机物[16]。其中,色氨酸类蛋白质和可溶性微生物副产物在经过水解酸化后其特征峰荧光强度明显降低。再经过好氧处理后,图7 (c) 中荧光峰A和荧光峰B的特征峰已消失,这说明该工艺对此类有机物具有较好处理效果,且出水中C峰和D峰的荧光强度明显降低说明该工艺对难生物降解有机物具有一定降解效果。这与图3中进出水COD变化一致。图7中荧光峰A的荧光强度变化与图5进出水TN一致,这表明该工艺对有机氮化合物的降解效果也较为明显。该工艺稳定出水COD约20 mg·L−1,氨氮约2 mg·L−1,总氮约18 mg·L−1,总磷约2 mg·L−1,可达到《屠宰与肉类加工工业水污染物排放标准 (征求意见稿) 》的间接排放标准。
-
该系统的调试及运行重点在于污泥的驯化培养。该工艺的生化系统水力停留时间为2~3 d。系统运行主要问题有:1) 在系统运行初期,生化系统后端负荷较低且碳氮磷比易失衡,每日投加25 kg葡萄糖并每隔2 d投加30 g磷酸二氢钾来补充碳源和微量元素,使得碳氮磷比例约为100∶5∶1;2) 二级接触好氧池末端的溶解氧探测仪与2台变频风机联用,以此控制风机启停时间,当气温低时,溶解氧设定为1.50~2.50 mg·L−1,当气温高时设定为2~3 mg·L−1,以保证好氧系统溶解氧含量充足;3) 厌氧系统要安装潜流推进器保证污水和污泥处于完全混合流动状态,使细菌与待降解物质充分接触;4) 在污泥的驯化培养完成后,根据出水水质,在硝化液混合液回流泵、污泥回流泵及缺氧混合液泵流量分别为30、8和 15 m3·h−1的条件下,通过调整其对应时间控制开关中运行时间来逐级调整硝化混合液回流比、污泥回流比和缺氧混合液回流比分别为267%、70%和82%,以保证出水稳定达标。
-
1)工程改造费用。本工程总费用为201.50万元,包括建筑工程费用153万元、设备购置费及安装费用45万元,其他费用3.50万元。该处理设施由甲方自建,乙方负责设备采购、安装调试、设备运输、方案设计和运行维护。主要设备采购价格总计7 0152元,管道及配套阀门等共计2.7万元,PLC自动化控制柜费用为3.5万元。此外,设备运输费为3 000元,运行调试费用为5 000元,方案设计费为1.7万元。
2) 运行成本。运行费用主要包括药剂费和电费,该系统的运行维护主要由厂里工人兼任,无需考虑人工费用。实际核算结果如下:1) 药剂费用为 0.47 元·m−3,其中26%聚合氯化铝每吨2 400 元,其用量为33.30 kg·d−1,60万分子量阴离子型聚丙烯酰胺每吨5 840 元,其用量为2.50 kg·d−1;2) 电费为1.11 元·m−3,变频风机、减速搅拌机等设备运行总功率为19 kW,当地电价为0.6507 元·(kW·h)−1计,夜间电价按白天电价一半计。因此,运行费用总计为1.58 元·m−3,仅为厌氧折流板反应器+A/O处理屠宰废水运行费用的1/3[1],且低于采用固液分离/涡凹气浮/水解酸化/接触氧化工艺处理屠宰废水运行费用[4]。
-
1) 采用改良回流模式的UCT工艺处理屠宰废水,连续130 d的调试运行结果表明,该系统运行稳定且出水水质达到《屠宰与肉类加工工业水污染物排放标准 (征求意见稿) 》的间接排放标准。好氧有机物 (以COD计) 、氨氮、总氮和总磷的去除率分别达到 97%、98%、95%和92%。
2) 该系统运行初期出现污泥老化问题,通过投加25 kg·d−1葡萄糖和15 g·d−1磷酸二氢钾补充碳源、微量元素,并根据污泥生长情况,调整风机曝气量,可有效解决初期污泥老化的问题。
3) 在系统运行过程中,出水氨氮过高时,可在曝气量充足的条件下,将污泥回流比由50%调整为70%,增加水力停留时间,从而提高氨氮去除率;同时,出水中总氮逐渐升高,将硝化混合液回流比由210%逐级调整为267%,并缺氧池混合液回流比由60%提升至82%,可保证回流混合液中硝态氮进行的反硝化反应,以提高脱氮效率;逐级增加进水水量,由4 m3·h−1 增至9 m3·h−1,系统仍能保证运行稳定。
4) 改良回流模式的UCT工艺对高氮屠宰废水处理效果较好,其改造、调试和运行经验可为同类废水处理工程提供参考。工艺改造易实现,改造费用较低,且运行成本较传统工艺较低。
改良回流模式的UCT工艺处理高氮屠宰废水的工程案例
Engineering case of UCT process with improved reflux mode for treating high-nitrogen slaughtering wastewater
-
摘要: 采用改良回流模式的UCT工艺处理高氮屠宰废水,该系统处理能力为200 m3·d−1。连续130 d的调试运行结果表明,在进水水质较稳定的情况下,该工艺对COD、氨氮、总氮和总磷的去除率分别达到97%、98%、94%和92%,出水水质达到《屠宰与肉类加工工业水污染物排放标准 (征求意见稿) 》的间接排放标准。该工艺调试运行初期,通过投加碳源以及微量元素,有效避免污泥老化问题;在稳定运行过程中,调整硝化混合液回流比、缺氧混合液回流比以及污泥回流比分别至267%、82%和70%,使得工艺处于最佳条件下运行;结合各工艺段荧光图谱分析结果显示,改良回流模式的UCT工艺有效降解色氨酸类物质及可溶性微生物副产物,具有较好的脱氮效果;工程改造成本中涉及设备和调试费用不高,且与传统屠宰废水处理流程比,吨水处理费下降了约30%。该工程案例的改造、调试及运行经验可为同类高氮废水处理工程提供参考。Abstract: The UCT process with a modified reflux mode was used to treat high-nitrogen slaughter wastewater with a treatment capacity of 200 m3·d-1. Under the condition of relatively stable quality of the inlet water, the results of 130 consecutive days of the commissioning and operation showed that the removal rate of COD, ammonia nitrogen, total nitrogen and total phosphorus could reach 97%, 98%, 94% and 92% respectively, and the effluent water quality reached the indirect discharge standard of the"Discharge Standard of Water Pollutants for Slaughtering and Meat Processing Industry (Draft for Comments)". In the early stage of commissioning and operation of the process, the problem of sludge aging was effectively avoided by adding carbon sources and trace elements. In the process of stable operation, the reflux ratio of nitrifying mixture, the reflux ratio of anoxic mixture and the sludge reflux ratio were adjusted to 267%, 82% and 70%, respectively,to make the process run under the best conditions. Combined with the fluorescence spectrum analysis results of each process section, it was shown that the modified reflux mode UCT process had a good nitrogen removal effect and the tryptophan substances and soluble microbial by-products were effectively degraded during the process. The equipment and commissioning costs involved in the engineering renovation were not high, the cost of treating tons of water was about 30% lower than the traditional slaughter wasterwater treatment process. The debugging and operation experience could provide reference for the commissioning and operation of similar wastewater treatment projects.
-
新型冠状病毒疫情发生期间,疫情发生地的医疗废物量急剧增加,许多城市的集中处置设备处于满负荷或超负荷运行状态[1],处置能力、收运能力都出现了不足现象,难以解决急剧增加的医疗废物处理处置需求[2]。特别在边远地区,由于其地理位置偏僻、经济落后、医疗机构分布不集中等因素,医疗废物集中处置设备难以覆盖,导致医疗废物难以得到安全高效及时处理处置[3]。可移动式医疗废物原位消毒处理技术因具有消毒效果好、自动化水平高、占地面积不大以及环境风险低等特点,已成为补齐医疗废物应急处置短板,尤其是在是地方临时新建就地或就近医疗废物应急处理设备的重要选择[4-5],可以补充地方医疗废物应急处置能力不足问题,以实现在最短时间和最小范围内杀灭病原微生物,从而降低医疗废物转运过程中的疾病传播风险,有效阻断疾病的传播[6-7]。但当前移动式原位处理设备相关行业对医疗废物原位消毒处理工艺及管理要求缺乏了解,且在处理效果方面缺乏有代表性的实践案例,不利于该类工艺技术的推广应用。本研究基于对3种典型医疗废物非焚烧消毒处理工艺设备、车载系统配置、消毒处理设备现场作业操作以及基于典型案例的处理效果对比评估,明确了典型消毒处理的工艺技术类型、关键参数、移动化制造、关键管理环节等关键问题,以期为医疗废物原位消毒处理设备的技术选择、工艺设计、现场运营和风险防控等提供参考。
1. 研究设备与方法
1.1 国内原位消毒处理工艺比较分析
1) 总体工艺比较分析。经调研,结合国内应用实际,对国内3种典型并有实际应用案例的医疗废物原位消毒处理技术进行了归纳和整理,以明确技术类型、适用性、设备要求、作业方式、处理规模、运行维护、优缺点及应用场景等[8],如表1所示。目前,国内应用于医疗废物原位消毒处理技术主要为微波消毒、高温蒸汽消毒和摩擦热消毒3类典型处理技术,主要处理规模一般在1~5 t·d−1不等,在疫情防控及边远地区医疗废物应急处理中得以应用。根据疫情及基层医疗废物产生及分布及处理处置工艺的特点,一般采取可移动式设计,以便于实现原位就地收集和处理处置。
表 1 医疗废物原位消毒处理工艺技术比较分析Table 1. Comparative analysis of in-situ treatment and disposal technology of medical waste对比项目 微波消毒 高温蒸汽消毒 摩擦热消毒 消毒原理 利用微波或微波与高温蒸汽组合作用杀灭医疗废物中病原微生物,使其消除潜在的感染性危害的处理方法[9]。 利用高温蒸汽杀灭医疗废物中病原微生物,使其消除潜在的感染性危害的处理方法[9]。 通过控制设备消毒室内特制的合金刀片叶轮,将医疗废物充分研磨打碎的同时产生摩擦热使之均匀加热,医疗废物中致病微生物发生蛋白质变性和凝固,令致病微生物死亡,实现医疗废物无害化的处理方法[10]。 适用范围 可处理《医疗废物分类目录 (2021年版) 》[11]中的感染性、病理例、损伤性3类医疗废物,但药物性、化学性医疗废物不能处置,需要采取焚烧、填埋或回收的方式处置[12]。 设备要求 密闭,耐高温,电磁防护。 密闭保温,耐高温高压。 密闭,耐高温,防噪音控制。 作业方式 连续 间歇 间歇 移动车载后规模范围 1~5 t·d−1 运行维护 运行要求低,成本低。 运行要求高,成本较高。 运行要求低,成本低。 技术优点 运行费用低、适应性强、二次污染少、不产生二恶英等污染物、易于操作管理。 技术缺点 不能处理药物性、化学性医疗废物。 适用场景 疫情及基层边远地区医疗废物消毒处理。 | Show Table DownLoad:
CSV
DownLoad:
CSV
2) 移动式车载式一体化集成设备设计。原位消毒处理设备应具高度集成化和自动化,可快速行驶至指定地点,停车即可开展医疗废物无害化处理作业,也可卸载在原位短期作业,一般采取移动式集成设计。
针对移动车载式集成处理装备的设计,目前国内尚无统一的规范及管理要求。但是,该类集成处理设备本质上是将医疗废物处理技术 (微波、高温蒸汽或摩擦热) 与汽车技术相结合,通过车辆一体化集成设计,形成移动式医疗废物专用处理设备。
移动式医疗废物处理设备同集中式处理设备相比,应增加舱体防水、各水气路接口防震、电气系统防震、降低重心、轻量化等设计,并对能源供应、舱体规格等应符合原位处理及车辆设计的基本要求。
为了满足移动式处理及设备运输要求,医疗废物消毒处理作业车的电气系统需要做抗震设计,水、气路系统需进行可靠性设计,保证各系统在复杂路况下的稳定性和整车安全性,整车应满足《机动车运行安全技术条件》 (GB7258) [13]、《汽车及挂车外部照明和光信号装置的安装规定》 (GB4785) [14]、《道路车辆外廓尺寸、轴荷及质量限值》 (GB1589) [15]等车辆技术标准要求。
1.2 研究对象的选择
结合微波消毒、高温蒸汽消毒及摩擦热消毒3种典型消毒处理设备分布及应用情况,选择四川、浙江相关区域开展研究。其中,微波消毒作业车在四川成都市武侯区、成都市开发区、凉山彝族自治州、甘孜藏族自治州、资阳、广安、乐山、广元、巴中、宜宾、眉山;高温蒸汽消毒方舱在绵阳、德阳、南充、泸州、攀枝花等地;摩擦热消毒方舱在浙江省杭州市。从技术类型上总体体现出移动式原位消毒处理技术的类型,3种原位消毒处理设备及应用情况如表2所示。
表 2 3种原位消毒处理设备及应用场所情况Table 2. Three types of in-situ disinfection treatment facilities and application sites技术类别 设备规格 设备运行地点 运行及测试时间 委托检测类别 微波消毒 移动式微波消毒作业车 (产品型号:LYC5150XXDF6) 成都市武侯区、成都市开发区、凉山彝族自治州、甘孜藏族自治州、资阳、广安、乐山、广元、巴中、宜宾、眉山。 运行时间:2022年7月、9月。测试时间 (3次测试) :2022年6月、8月、9月。 地方政府委托检测 高温蒸汽消毒 可移动式高温蒸汽消毒方舱 (产品型号:MWM-1000×3) 绵阳市、德阳市、南充市、泸州市、攀枝花市。 运行时间:2022年9月、11月。测试时间 (3次测试) :2022年8月、11月。 地方专项项目委托检测 摩擦热消毒 摩擦热原位消毒处理设备 (产品型号:NW15) 杭州市临安区青山湖街道社区卫生服务中心、临安区中医院等地。 运行时间:2021年全年。测试时间 (3次测试) :2022年1月。 企业自行委托检测 注:本研究涉及相关案例数据信息已获得用户的许可。 | Show TableDownLoad:
CSV
1.3 研究对象基本条件
1) 微波原位消毒处理设备。2022年7月,眉山市采用微波消毒作业车,在洪雅县原位就地处理封控区医疗废物13.9 t;2022年9月,成都市武侯区与开发区分别采用1台医疗废物微波消毒作业车对涉疫医疗废物进行应急处理,2台设备在此期间共处理医疗废物75.4 t。医疗废微波消毒作业车 (产品型号:LYC5150XXDF6) 用于医疗废物的应急处理,其技术参数如表3所示,消毒作业车外观如图1所示。
表 3 移动式医疗废微波原位消毒作业车技术参数Table 3. Technical parameters of mobile medical waste in-situ microwave disinfection operation vehicle技术指标 规格/参数 技术指标 规格/参数 处理量 5 t·d-1 (以每天工作16 h计) 箱体 防腐复合板 总功率 120 kW 上料架匹配垃圾桶 660/240 L 整车尺寸 9 780 mm×2 550 mm×3 990 mm 消毒系统配置 进料、破碎、微波消毒、出料、处置、清洗消毒、废气处理、废水处理、固体废物处理处置等单元。 能源种类 柴油 消毒运行参数控制 针对微波频率、消毒温度、消毒时间等符合相应要求。 排放标准 《轻型汽车污染物排放限值及测量方法 (中国第六阶段) 》 (GB 18352.6-2016) [16];《重型柴油车污染物排放限值及测量方法 (中国第六阶段) 》 (GB 17691-2018) [17] | Show TableDownLoad:
CSV
 图 1 移动式医疗废物微波消毒处理作业车Figure 1. Mobile microwave disinfection vehicle for medical waste
图 1 移动式医疗废物微波消毒处理作业车Figure 1. Mobile microwave disinfection vehicle for medical waste2)高温蒸汽原位消毒处理设备。2022年9月,绵阳市采用移动式医疗废物高温蒸汽应急处理车在绵阳市方舱医院、中科绵投医疗废物处置厂等地应急处置涉疫医疗废物41.7 t;2022年11月,绵竹市就地处置医疗废物75.3 t。移动式医疗废物高温蒸汽消毒作业车技术参数如表4所示,消毒作业车外观如图2所示。
表 4 医疗废物高温蒸汽原位消毒作业车技术参数Table 4. Technical parameters of medical waste in-situ steam disinfection operation vehicle技术指标 规格/参数 技术指标 规格/参数 处理量 5 t·d-1 (以每天16 h工作计) 箱体 钢制 总功率 30 kW 上料架匹配垃圾桶 240 L 整车尺寸 17 300×2 400×2 900 mm 消毒系统配置 蒸汽供给、进料、蒸汽消毒、破碎、压缩、处置、废气处理、废水处理、固体废物处理处置、出料等单元。 能源种类 柴油 消毒运行参数控制 预真空、消毒处理温度、压力消毒时间等应符合相应要求。 排放标准 《轻型汽车污染物排放限值及测量方法 (中国第六阶段) 》 (GB 18352.6-2016) [16];《重型柴油车污染物排放限值及测量方法 (中国第六阶段) 》 (GB 17691-2018) [17] | Show TableDownLoad:
CSV
3)摩擦热原位消毒处理设备。2021 年1月,设备生产单位委托第三方对设置于临安区中医院的摩擦热原位消毒处理设备 (设备型号NW15 ) 运行状况进行现场测试。设备单批次处理能力为 20~25 kg (容积≤175 L) ,单批次处理时间约为 30~50 min (设备每天工作 8 h,测试期间实际小时处理量约为30 kg,日处理量平均约240 kg) 。医疗废物摩擦热原位消毒处理设备技术参数如表5所示,消毒处理设备外观如图3所示。
表 5 医疗废物摩擦热原位消毒设备技术参数Table 5. Technical parameters of in-situ friction heat disinfection vehicle技术指标 规格/参数 技术指标 规格/参数 处理量 0.5 t·d−1 (以每天工作16 h计) 箱体 防腐复合板 总功率 120 kW 消毒系统配置 进料、破碎研磨、尾气处理、出料等单元。 整车尺寸 6 000×2 500×2 500 mm 消毒运行参数控制 消毒温度、消毒时间应符合相应要求。 能源种类 电 | Show TableDownLoad:
CSV
 图 3 医疗废物摩擦热原位消毒设备Figure 3. In-situ friction heat disinfection vehicle for medical waste
图 3 医疗废物摩擦热原位消毒设备Figure 3. In-situ friction heat disinfection vehicle for medical waste1.4 研究方法
1) 采用《医疗废物处理处置污染防治最佳可行技术指南(试行)》 (HJ-BAT-8) [12]、《医疗废物微波消毒集中处理工程技术规范》 (HJ229-2021) [18]、《医疗废物高温蒸汽消毒集中处理工程技术规范》 (HJ276-2021) [19]中涉及的国家微生物检测标准方法对3种医疗废物原位消毒处理设备进行检测和评估,收集3类设备的具体实践应用案例数据进行对比分析评估。实验方法为:在移动式医疗废物消毒处理设备满载的情况下,在各工艺规定的工艺条件下,随医疗废物投入染菌载体样品进行测试。经3次重复试验,每次试验的阳性对照组回收菌量均应为 1×106~5×106 CFU∙载体−1,阴性对照组应无菌生长,判断消毒效果合格与否。
2) 基于3种设备的现场条件,对设备运行的污染控制措施进行对比分析和评估,明确特点及优劣。
3) 对相对规模情境下3种设备的运行成本进行核算分析,明确设备运行成本效益。
4) 基于应用案例,探讨3种医疗废物原位消毒处理方式的工艺参数控制及配套管理措施。
2. 结果与讨论
2.1 医疗废物消毒处理效果比较分析
1)微波消毒处理效果评估。收集了3个单位微波消毒作业车所做的消毒效果第三方检测报告 (设备使用前的性能测试) ,根据国家相关标准[18]规定,消毒模拟生物指示物均采用的是枯草杆菌黑色变种芽孢 (ATCC 9372) , 载体均采用长度5 cm 的输液管,每组10个样品,共做3组。在消毒车满载的情况下,在温度 95~100 ℃、消毒时间≥45 min,微波照射总功率12.5 kW的条件下,在设备进料口连续等间距投入染菌载体样品进行测试。满足《医疗废物微波消毒集中处理工程技术规范》 (HJ229-2021) [18]要求。3各单位使用医疗废物微波消毒车消毒检测结果如表6所示。此3个使用单位所提供的报告检测结果杀灭对数值均大于4,满足《医疗废物微波消毒集中处理工程技术规范》 (HJ 229—2021) [18]的消毒效果指标要求,可以判定移动式微波消毒处理设备消毒效果合格。
表 6 不同单位使用的微波原位消毒车消毒检测结果Table 6. Sterilization Test Results of Disinfection Vehicles Used by Different Units序号 检测日期 消毒时间 不同试验次数各载体的平均杀灭对数值 委托检测单位 指示菌种 1 2 3 1 2022.06.17 51 min 6.27 6.30 6.30 眉山市生态环境局 枯草杆菌黑色变种芽孢 (ATCC9372) 2 2022.08.12 54 min 6.29 6.30 6.30 成都市环境应急指挥保障中心 3 2022.09.09 48 min 6.32 6.40 6.30 河南利盈专用车有限公司 | Show TableDownLoad:
CSV
2)高温蒸汽原位消毒处理效果评估。收集了3家单位移动式医疗废物高温蒸汽处理车所做的灭菌效力第三方检测报告 (设备使用前的性能测试) ,根据国家相关标准[19]规定,消毒模拟生物指示物均采用的是嗜热脂肪肝菌芽孢 (ATCC 7953) ,载体均采用长5 cm的输液管,每次6个样品,共测试5次。在满载的情况下,在消毒处理温度≥134 ℃,消毒处理压力≥220 kPa (表压) ,消毒时间≥45 min条件下检测消毒鲜果,满足《医疗废物高温蒸汽消毒集中处理工程技术规范》 (HJ229-2021) [19]要求。3家单位使用的高温蒸汽消毒车消毒检测结果如表7所示。此3家单位所提供的检测报告检测结果杀灭对数值均大于4,消毒效果符合《医疗废物高温蒸汽消毒集中处理工程技术规范》 (HJ 276—2021) [19]消毒指标要求。
表 7 不同用户使用的高温蒸汽消毒车消毒检测结果Table 7. Disinfection test results of high-temperature steam disinfection vehicles used by different user序号 检测日期 消毒时间 检验结果 委托检测单位 指示菌种 1 2022.8.16 45 min >4.00 绵阳市“移动式医疗废物处置车”项目 嗜热脂肪杆菌芽孢 (ATCC 7953) 2 2022.08.15 45 min >4.00 绵阳市“移动式医疗废物处置车”项目 3 2021.11.23 45 min >4.00 移动式医疗废物处置方舱 | Show TableDownLoad:
CSV
3)摩擦热原位消毒处理效果评估。为考核摩擦热技术的消毒处理效果,委托有资质的单位,基于摩擦热消毒机理,消毒模拟生物指示物以枯草杆菌黑色变种芽孢 (ATCC 9372) 和嗜热性脂肪杆菌芽孢 (ATCC 7953) 作为指示菌种,经3次模拟现场试验,结果表明:在现场环境温度为 9~12 ℃,相对湿度为 46 %~57 %的条件下,分别实施对3 批次共染于 30 个载体内的指示菌种的平均杀灭对数值进行检测,消毒检测结果如表8所示。由表8可以看出,针对枯草杆菌黑色变种芽孢以及嗜热脂肪杆菌芽孢的平均杀灭对数值均>4.00。
表 8 摩擦热原位消毒设备消毒检测结果Table 8. Disinfection test results of friction heat in situ disinfection facilities序号 检测日期 不同实验次数各染菌载体平均杀灭对数值 委托检测单位 消毒时间 指示菌种 1 2 3 1 2021.1.6 >4.00 >4.00 >4.00 浙江微盾环保科技股份有限公司 全程消毒时间≥30 min 枯草杆菌黑色变种芽孢 (ATCC 9372) 和嗜热性脂肪杆菌芽孢 (ATCC 7953) 2 >4.00 >4.00 >4.00 3 >4.00 >4.00 >4.00 4 2021.1.7 >4.00 >4.00 >4.00 5 >4.00 >4.00 >4.00 6 >4.00 >4.00 >4.00 7 2021.1.17 >4.00 >4.00 >4.00 8 >4.00 >4.00 >4.00 9 >4.00 >4.00 >4.00 | Show TableDownLoad:
CSV
2.2 医疗废物消毒处理过程污染物排放比较
由于应急作业的场地选择难以保证足够的环境防护距离,故噪声排放及无组织废气排放是评价作业设备重要的参考因素。本研究通过微波消毒、高温蒸汽消毒、摩擦热消毒处理工艺条件分析各工艺的污染物排放,3种消毒处理工艺对比如表9所示。由表9可看出,微波消毒处理工艺也会产生恶臭气体,但浓度相对较低,由于微波热效应对冷凝水具有二次蒸发作用,故几乎不产生废水;采用双辊式破碎机,噪音较小。高温蒸汽消毒处理工艺由于消毒温度较高,医疗废物中污染物分解较多,消毒过程会产生较多的非甲烷总烃及恶臭气体,故废气排放的源强较高,需要进行妥善处理;由于蒸汽的冷凝量较大,会在消毒容器中形成积水,形成残液;该类设备一般采用双辊式破碎机,噪音较小。摩擦热消毒处理过程以机械摩擦生热为主,废气产生于整个消毒处理过程,废气产生量相对较小;废水主要来源为废物消毒处理过程中所产生蒸汽的冷凝水,产生的废水最终进人医院污水处理池;设备运行过程中会有噪声产生,但在针对医疗废物毁形方面很彻底。消毒处理后的医疗废物含水量小、减容减重效果明显。
表 9 医疗废物原位消毒处理工艺污染物排放情况对比Table 9. Comparison of pollutant emissions of three in-situ disinfection treatment processes for medical waste技术类别 消毒温度/ ℃ 消毒时间/min 破碎机结构 废水排放 废气排放 减量减容效果 微波消毒 95 45 双辊式 极少 少 需要少许附加水蒸汽,减容不减重 高温蒸汽消毒 134 45 双辊式 相对较多 相对较多 需要附加水蒸汽,减容增重 摩擦热消毒 90 30 合金叶轮刀片 极少 少 加热过程水分蒸发,减容减重 | Show TableDownLoad:
CSV
2.3 原位消毒处理作业便利性比较
从以供电配置、设施运行安全以及污染控制难易程度进行分析,3种原位消毒处理作业便利性比较如表10所示 (按5 t·d−1产能规模同比比较) 。由表10可以看出,从用电负荷角度来看,微波消毒、摩擦热消毒设备相对于高温蒸汽工艺更易找到合适的作业场地,且电流相对较小,更有利于找到合适的用电。另外,在作业过程中,高温蒸汽工艺每完成1次消毒作业,需要工人重新在消毒容器中铺设防粘臂塑料袋,如不铺设,则需要对消毒容器进行清理粘臂作业;微波和摩擦热消毒处理工艺只需要工人将医疗废物投加到上料桶内即可。在运行安全防护方面,基于设备工艺特点做好运行安全防护工作,微波重点在于辐射防护,高温蒸汽在于高温气体灼伤风险。在污染物控制难易方面,高温蒸汽消毒相对较大,微波消毒、摩擦热消毒较小。可以说,3种工艺技术各具特色,在便利性方面均可满足原位处理要求,但相对而言,微波消毒和摩擦热消毒处理工艺更具有作业便利性。
表 10 3种原位消毒处理设备的供电要求Table 10. Power supply requirements for three in-situ disinfection treatment processes技术类别 接入变压器容量/kVA 运行安全防护 污染物排放控制难易程度 微波消毒 200 微波辐射防护 小 高温蒸汽消毒 500 避免高温蒸汽灼伤 相对较大 摩擦热消毒 200 防止金属类物质进入消毒设施,确保破碎效果。 小 | Show TableDownLoad:
CSV
2.4 原位消毒处理设备运行成本比较
以1台处理能力同为5 t·d−1的设备为例,微波消毒、高温蒸汽消毒以及摩擦热消毒3种工艺能耗与物资消耗成本对比 (不含人员、收运、周转箱消毒及其他与设备运行非直接相关的费用) 如表11所示。 由表11可知,与常规的高温蒸汽工艺相比,微波消毒及摩擦热工艺具有更为明显的节能优势。
表 11 3种原位消毒处理工艺能耗与物资消耗成本对比Table 11. Comparison of energy consumption and material consumption cost of three in-situ disinfection treatment processes技术类别 单日能耗 (电能) /kW·h 日常物资消耗 单日能耗与物资消耗成本 微波消毒 约1 120 无 约1 120元 高温蒸汽消毒 约2800 防粘壁专用塑料袋约120个 (500 L规格) 约2 860元 摩擦热消毒 约1 820 无 约1 820元 | Show TableDownLoad:
CSV
2.5 原位消毒处理工艺参数配置要求对比
为达到相应的消毒处理及二次污染控制要求,经对比分析3种典型医疗废物消毒处理技术移动式设计的共性和关键环节,并结合国家目前针对3种消毒技术的相关标准和规范要求,其处理工艺参数配置至少应满足表12所示要求。
表 12 原位消毒处理工艺参数配置要求对比Table 12. Comparison of in-situ treatment process parameter configuration requirements对比项目 微波消毒 高温蒸汽消毒 摩擦热消毒 消毒参数控制 采用单独微波消毒处理工艺时,微波频率应采用 (915±25) MHz或 (2450±50) MHz,消毒温度应≥95 ℃,消毒时间应≥45 min;采用微波与高温蒸汽组合消毒处理工艺时,微波频率应采用 (2450±50) MHz,压力≥0.33 MPa,消毒温度≥135 ℃时,消毒时间≥5 min[9]。 预真空度≥0.08 MPa,消毒处理温度≥134 ℃,消毒处理压力≥220 kPa (表压) ,消毒时间≥45min[9]。 刀片与医疗废物摩擦过程,机械能转化为热能,实现废物 360°无死角均匀摩擦受热,温度达到150 ℃后叶轮转速减慢,全程消毒时间≥30 min[10]。 系统配置 进料、破碎、微波消毒、出料、处置、清洗消毒、废气处理、废水处理、固体废物处理处置等单元。 蒸汽供给、进料、蒸汽消毒、破碎、压缩、处置、废气处理、废水处理、固体废物处理处置、出料等单元。 进料、破碎研磨、尾气处理、出料等单元。 车载式配置要求 能源供应 (可自带发电机组) 、舱体规格、舱体防水、系统防震、重心控制、轻量化等设计措施。 微生物消毒指标 嗜热脂肪杆菌芽孢和枯草杆菌黑色变种芽孢≥4.00[9] 嗜热脂肪杆菌芽孢 (ATCC 7953) ≥4.00[9] 嗜热脂肪杆菌芽孢和枯草杆菌黑色变种芽孢≥4.00[9] 污染物排放控制 非甲烷总烃限值20 mg·m−3,颗粒物执行《大气污染物综合排放标准》 (GB16297-1996) [20] 中颗粒物排放限值,臭气浓度执行《恶臭污染物排放标准》 (GB 14554-1994) 指标要求[21],可配套UV光解氧化催化+过滤+活性炭吸附多重净化工艺实现对气体进行灭菌除臭过滤净化。 毁型要求 毁型比较彻底,减容50%,符合要求。 毁型较好,减容50%,符合要求。 毁型彻底,减容70%,符合要求。 场地要求 在医院、卫生院或其他产生医疗废物的场所等,为原位消毒处理设备提供停放场地即可。 自动化及信息系统 围绕自动上料、消毒处理、尾气及废水处理等环节,实现自动化,有条件的实现信息化,做到全过程可监控。 注:1) 工艺参数调整及采用其他新工艺和技术时,应通过第三方机构的测试评价认定[9];2) 采用微波与高温蒸汽组合消毒处理工艺时,在消毒时间上会优于传统微波消毒,但基于国内暂未有单位针对该技术进行原位就地处理实践。 | Show TableDownLoad:
CSV
3. 结语
1) 微波、高温蒸汽、摩擦热3种原位消毒处理设备,具有占地面积小、集成化程度高、性能稳定的特点,适用于医疗废物原位就地处理,以实现在最短时间和最小范围内杀灭病原体,有效阻断疾病的传播,是补齐疫情及基层医疗废物处置短板的重要技术选择。
2) 在技术选择方面,用户可以结合地方医疗废物的产生分布、水电供应、垃圾焚烧设施距离、处理规模、设备提供商服务可获得性等因素,因地制宜,选择相应的工艺技术及设备。
3) 该类技术适用于处理医疗废物中的感染性、损伤性及部分病理性废物,而医疗废物中的药物性废物和化学性废物不适合于采用上述消毒技术进行处理。地方在推进该类设备建设及运营过程中还要综合考虑其他城市基础设施,如危险废物处置设施、生活垃圾处理厂等的匹配衔接,实现各类废物及消毒处理后的残渣能够得到安全处置。
4) 考虑到运行管理的需要,用户应提前规划出医疗废物应急处理标准作业场地,作业场地的布局应按照卸料、贮存、处理、清洗消毒的功能分区设置,划分出消毒作业车停放与作业区、医疗废物暂存区 (卸料堆放) 、物资存放区、消毒清洗区、残渣暂存区、人员准备与活动区等功能区。
5) 涉疫医疗废物必须对到场医疗废物必须做到“即到即处,单独投料”;非涉疫医疗废物按照《医疗废物集中处置技术规范(试行) 》[22]的要求,在规定时间内处置完毕。应急处置单位配制专用消毒药剂,对地面、物体表面喷洒进行消毒。
6) 各地在计划配置移动式医疗废物处理处置设备时,应综合考虑废物特性、处理规模、场地条件、交通状况等因素,在医院内部设置小型医疗废物原位处理设备或移动式处理设备,并加强源头分类管理,减少传染病区生活废物的产生量,从源头上减少感染性医疗废物的产生,确保医疗废物按规定分类、收集、转移、贮存和无害化处置。
-

图 7 屠宰废水不同工艺段出水荧光光谱
Figure 7. Fluorescence spectrum of effluent from different process sections of slaughter wastewater
表 1 进水水质和排放标准
Table 1. The influent quality and discharge standard
水质指标 质量浓度/(mg·L−1) 设计进水指标 进水指标 排放标准 COD 2 500 1 700~2 000 ≤500 BOD5 1 700 1 200~1 500 ≤300 氨氮 200 300~350 ≤45 总氮 230 320~370 ≤70 总磷 20 15~20 ≤8 SS 2 000 1 700~2 000 ≤400 pH (无量纲) 6~9 6~9 6~9 动植物油 300 350~400 ≤50
下载: 导出CSV
表 2 各工段三维荧光光谱参数表
Table 2. Three dimensional excitation-emission fluorescence spectrum parameter table of each section
荧光峰类别 λex/λem 组分 荧光强度 A 225 nm/335 nm 色氨酸类蛋白质 图8(a):412 a.u图8(b):82 a.u B 280 nm/336 nm 可溶性微生物副产物 图8(a):327.5 a.u图8(b);72 a.u C 225 nm/402 nm 富里酸类腐殖质 图8(b):98 a.u图8(c):73 a.u图8(d):57 a.u D 290 nm/402 nm 腐殖酸类腐殖质 图8(b):88.5 a.u图8(c):65 a.u图8(d):56 a.u
下载: 导出CSV
-
[1] 郑伟波, 郑卉, 余敏露. 气浮+厌氧折流板反应器+A/O处理屠宰废水工程[J]. 水处理技术, 2021, 47(5): 137-140. [2] KANAFIN Y N. , MAKHATOVA A, MEIRAMKULOVA K, et al. Treatment of a poultry slaughterhouse wastewater using advanced oxidation processes[J]. Journal of Water Process Engineering, 2022, 47. [3] 程永伟, 孙春波, 武彦生, 等. 水解酸化+生物接触氧化法处理屠宰厂废水[J]. 中国给水排水, 2017, 33(12): 116-118. doi: 10.19853/j.zgjsps.1000-4602.2017.12.027 [4] 白王军, 倪军. 固液分离/涡凹气浮/水解酸化/接触氧化处理屠宰废水[J]. 中国给水排水, 2020, 36(4): 106-109. doi: 10.19853/j.zgjsps.1000-4602.2020.04.021 [5] 周明俊, 于鹏飞, 傅金祥, 等. 混凝气浮-UASB-SBR耦合工艺处理屠宰废水[J]. 水处理技术, 2016, 42(3): 116-120. [6] 李桂荣, 王立军, 杜春山, 等. UCT工艺处理低C/N值城市污水的试验研究[J]. 中国给水排水, 2012, 28(9): 101-104. doi: 10.3969/j.issn.1000-4602.2012.09.026 [7] 戴捷, 马玉宝, 陈丽雯, 等. 厌氧水解-二段生物接触氧化处理生活污水试验研究[J]. 水处理技术, 2013, 39(4): 90-92. doi: 10.3969/j.issn.1000-3770.2013.04.022 [8] 朱开贞, 许新海. 改良UCT-A/MBR工艺启动特性研究[J]. 环境科学与技术, 2019, 42(8): 189-194. [9] 贾军峰, 吴俊奇, 王真杰, 等. 改良UCT工艺处理高氨氮生活污水的实验研究[J]. 应用化工, 2020, 49(3): 661-664. doi: 10.3969/j.issn.1671-3206.2020.03.029 [10] 尤立, 刘平, 胡春明. 改良型UCT工艺在农村生活污水处理中的应用[J]. 环境工程学报, 2022, 16(2): 651-658. doi: 10.12030/j.cjee.202012075 [11] 宋文哲, 林甲, 刘杰, 等. 缺氧混合液回流对改良UCT工艺影响研究[J]. 给水排水, 2022, 58(6): 55-61. doi: 10.13789/j.cnki.wwe1964.2021.09.02.0002 [12] 张园, 罗固源, 许晓毅, 等. UCT工艺进水COD浓度与C/N对除磷效果的影响[J]. 环境科学, 2010, 31(8): 1846-1850. doi: 10.13227/j.hjkx.2010.08.011 [13] 郭珊珊, 杨云龙. UCT工艺处理生活污水的启动运行[J]. 水处理技术, 2011, 37(10): 109-112. [14] 乔宏儒, 孙力平, 吴振华, 等. 倒置A~2/O工艺和UCT工艺脱氮除磷效能比较[J]. 水处理技术, 2015, 41(12): 118-121. [15] 林康理. 屠宰废水处理设施改造工程实例[J]. 广东化工, 2021, 48(7): 115-117. doi: 10.3969/j.issn.1007-1865.2021.07.045 [16] SUN M X, WU M, DAI J, et al. 3DEEM spectroscopy analysis to assess the EPS composition in HMBR systems[J]. Water Science and Technology, 2016, 72(11): 2708-2716. 期刊类型引用(1)
1. 王依婷,汪宇,高宇,张琼,李韧,于莉芳,彭党聪. Fe~(3+)对MBBR系统脱氮途径及关键酶性能影响分析. 环境科学学报. 2022(05): 169-177 .  百度学术
百度学术
其他类型引用(3)
-

 点击查看大图
点击查看大图
计量
- 文章访问数: 3919
- HTML全文浏览数: 3919
- PDF下载数: 138
- 施引文献: 4
